Из|Вбстно авто матическое устройство для сборки клеммной паиелн гальванического элемента, состоящее из при1вода, .подающ.их механизмов, рулонодержателей, кон вейера, бункера и двухъярусного штампа.
Однако наличие специального не используемого непосредственно для процессов штамповки, гибки и т. д. механизма перемещения изделия из верхней матрицы -в ниж-нюю ведет к услож;нению штампа.
Целью изобретения является повышение производительности устрой Ства и упрощение его конструкции. Это достигается тем, что верхняя и нижняя матрицы двухъярусного штампа расположены на одной вертикальной оси, а нижний пуансон подвижно соединен с бункером, закрепленным на верхней матрице, и онабжеи направляющи полостями и отверстиями.
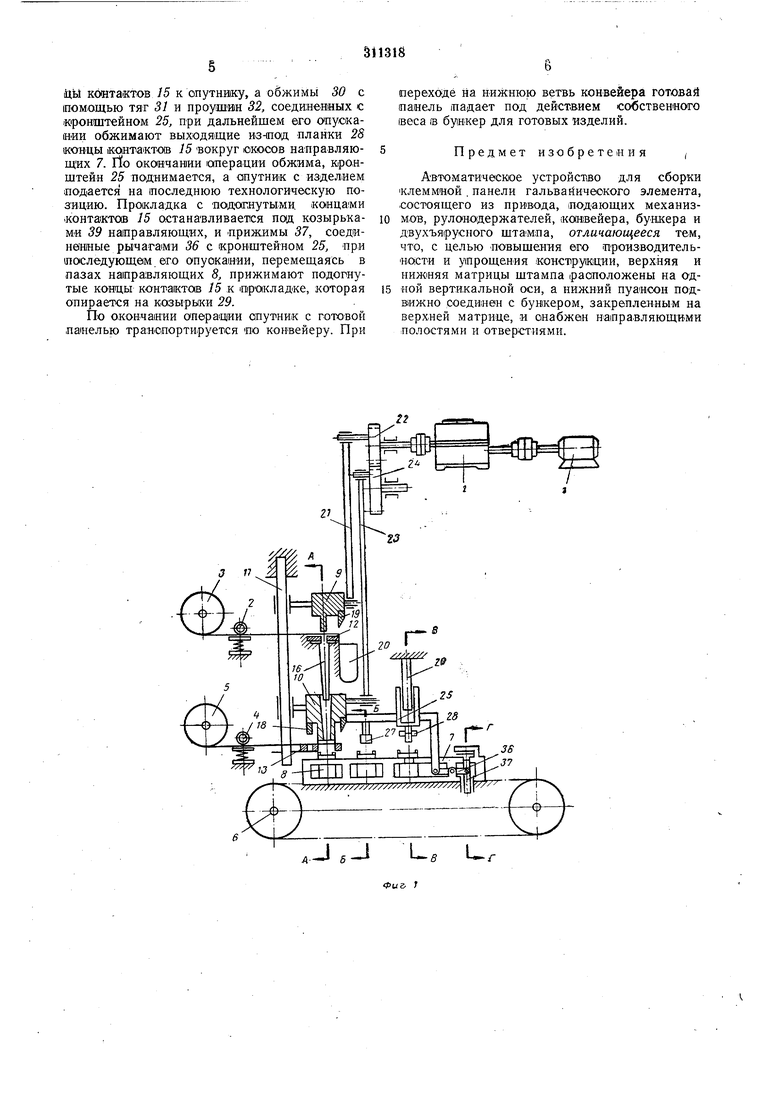
Па фиг. 1 показана принципиальная схема „предложенного устройства; па фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - разрез по В-В на фиг. 1; на фиг. 5 - разрез по Г-Г на фиг. 1.
Автоматическое устройство для сборки «леммной панели гальванического элемента состоит из привода /, механизма 2 подачи жестяной ленты с рулонодержателем 3, механизма 4 подачи картонной ленты с рулоподержателем 5, пульсирующего конвейера 6, перемещающегося в направляющих 7, на котором закреплены спутнижи 8. Главной рабочей частью устройства является штамп, состоящий
из верхнего пуансона 9 и нижнего пуансона 10, установленных на направляющих И, и из верхней матрицы 12 и нижней матрицы 13, закрепленных на раме устройства. Пуансоны и матрицы расположены на одной вертикальпой оси, что позволяет использовать свобоДпое падение тела для передачи деталей с верхней матрицы 12 па спутник 8 и одновременно при падении направить верхние детали в отверстия деталп, вырубленной на нижней
матрице 13, и тем са.мым в процессе вырубки и подачи нижним нуансоном W детали на спутник 8 произвести сборку панели. Панель состоит из карточной прокладки 14 (см. фиг. 3) с отверстиями и двух контактов 15 из
белой жести. К верхней матрице 12 (см. фиг. 2) крепят бункер 16, а нижний пуансон 10 имеет паправляющие пазы и отверстия. Бункер 16 имеет выступы 17, которые поворачивают контакты 15 в вертикальное положение, а копцы бункера входят в пазы пуансона 10 и выпол:нены так, что ориентируют контакты 15 параллельно друг другу. Пазы пуансона 10 выполнены в виде конуса и имеют щелевые отверстия, меньшие чем щелевые отверкой 18 (см. фиг. 1), закрепленной на пуансоне 10. Это упрощает штамп и сборку, так как оппадаетнеобходимостыв механизме для перемещения деталей, а также в устройстве для аставки Контактав 15 в отверстия прокладки 14. Пуаисоны 9 -ц 10 имеют ножи 19 для резки отходов лент, которые по вибрационному оклизу 20 убираются в смеииые бункеры. Неподвижной частью при резке отходов являются кромки матриц. Верхний туансон 9 тягой 21 связан с аксцентрнком щестерни 22, а нижний пуансон 10 тягой 23 - с эксцентриком щестерии 24. Положение эксцентриков относительно друг друга может изменяться, что необходимо для регулирования момента выруба-ния контактов 15 относительно вырубания прокладку 14.
Такая регулировка позволяет обеспечить сборку панели в заранее заданном месте, т. е. когда нижний пуансон 10 совместно с прокладкой 14 будет находиться iia раюстоян-ии 3-6 мм от спутника 8.
К нижнему пуаисону 10 крепят кронштейн 25, который является основанием приапособлений, предназначввных для загибания концов контактов 15 (см. фиг. 3, 4),- (выходящих из иазов спутника 8, вокруг картонной прокладки 14, установленной щ специальной впадине на верхней части спутника. Кронштейн 25 перемещается по направляющим 26 (см. фиг. 1) и имеет -выступ 27 (см. фиг. 3) для отклонения контактов 15 от вертикального по,ложения, планку 28, на которой «репят с помощью осей 29 (см. фиг. 4) обжимы 30, связанные тягами 31 с проушинами 32 кронштейна 25. Планка 28 жестко соединена со штаком 33, подвижно закрепленным в кронштейне 25, и пружиной 34 отжимается от этого кронштейна. Величина сжатия регулируется гайкой 35. Кронштейн 25 (см. фиг. 1) рычагами 36 соединен-с прижимами 37, установленными подвижно, в направляющих 7 конвейера в (см. фиг. 5).
Направляющие служат для перемещения сп-утников и одновременно на каждой позиции coBiMecTHO со спутником образуют не-подвижный пуансон, конструкция которого обеспеч-инает -выполнение технологической операции, производимой на данной .позиции.
На первой позиции (см. фиг. 2) верхние кромки направляющих имеют скосы, которые со оКОсами на спутнике образуют воронку для захода контактов 15 в соответствующие пазыспутЕика. На второй позиции (см. фиг. 3) верхние кромки направляющих, обращенные к спутнику, выполнены под прямым углом для отгиба -контактов 15 -выступо,м 27, а нижние кромки 38 подпружинены и выполняют роль прижима контактов 15 к спутни-ку во время отпиба. На третьей ооз-ици-и (см. фиг. 4) верхняя часть направляющих вьвполнена в виде оризмы и совместно со спутником образует стол для прокладки 74, .скошенные края которого обеспечивают подгибку конта ктов 15 обжимами 30 при опускании планки 28. На чет4
вертой ПОЗИ-ЦИ1И. (см. фиг. 5) в нижней части ,на1правляющ-их имеются отверстия и пазы для перемещения прижимов 37, а верх-няя часть -направляющих выполнена в виде козырька 39.
5 Козырьки являются-опорой при прижатии подогнутых концов контактов 15 к прокладке 14 приж)имами 37.
Устройство работает следующим образом. Картонная лента механизмов 4 с рулоно0 держателя 5 подается под пуансон 10, находящийся над матрицей 13. Пуансон опускаясь, бор-одкой 18 -прошивает в картоне отверстия и вырубает про1кладку 14, в которой имеются отверстия, /проделанные бородкой 18 при вы15 рубании предыдущей прокладки 14, одновременно нож 19 отрезает отходы ленты, которые по склизу 20 попадают в бункер. Во время опуска-ния -нижнего пуансона 10 с |Вырубленной прокладкой 14 к. опутннку 8, находяще0 муся на одной вертикальной оси со штампами, верхний пуансон 9 вырубает контакты 15, из жестяной ленты. Ленту подает механизм 2 подачи, когда верхний пуансон 9 находится , под -верхней матрицей 12 и отрезает ножом 19
5 отходы, -которые по склизу 20 1посту1пают в б.ункер. Вырубленные контакты, -падая в бункер 16, выступами 17 поворачиваются вертикально, а затем ор-иентируется параллельно друг другу и через наиравлядощие пазы и от30 верстия в ниж1нем пуансоне 10 входят в отверстия прокладки 14, которая поджата к нижней плоскости пуансона 10, так, что ее отвер. стия и отверстия пуансона сов|падают. Нижние концы контактов 15, пройдя прокладку 14, попадают в соответств-ующие пазы спутника 8, для чего скосы на спутн-ике и скосы направляющих 7 образуют воронки, а прокладка М укладывается пуанс-оном 10 в выем-ку на верхней плоскости спутника. При этом верхние
40 концы контактов 15 выходят из прокладки на о.динаковую высоту. .
Момент прохожде1ния нижних концов контактов 15 через прокладку 14 определяют положением эксцентриков шестерен 22 и 24 та45 КИМ образом, чтобы он-и проходили через прокладку около спутника 7 и концы, выхо-дя из прокладки не могли отклон-иться больше, чем на ширину воронки, образованной скосами напра-вляющих и спутника, а также, чтобы верхние концы контактов не могли выйти из отверстий в прокладке.
Установив прокладку с контактами на спутнике, пуансон 10 поднимается, а конвейер подает спутник с собранной панелью на позн55 Цию отгибки контактов и новый спутник - лод вырубные штам1пы. На позиции отгиб-ки подпружиненные кром-ки 38 направляющих 8 приж-имают концы контактоз 15 к -спутнику и тем самым ф-иксируют их от смещения при отgo гибе от вертикального положения скосами выступа 27, кронштейна 25 при следующем о пуюкании пуа.нсона 10. При подъеме выступа 27 ко-нвейер перемещает спутник на следующую позицию, где планка 28 при очередном опускаitbl контактов /5 к спутнику, a обжимы 30 с помощью тяг 31 и проушин 32, соединенных с кронштейном 25, при дальнейшем его опускании обжимают выходящие из-под планки 28 концы кштаКтов 15 вокруг окооов направляющих 7. rto око1Нчан1ии операции обжима, кронщтейн 25 поднимается, а спутник с изделием подается на последнюю технологическую позицию. Прокладка с подотнутыми. концами KOHTaiKTOiB 15 останавливается под козырьками 39 направляющих, и прижимы 37, соединенные рычагами 36 с кронштейном 25, при (последующем его опускании, перемещаясь в пазах направляющих 8, прижимают подогнутые концы контактов 15 к (прокладке, которая опирается на козьгрыки 29.
По окончании операщии спутник с готовой па1нелью траиопортируется по конвейеру. При
переходе на нижнюю ветвь конвейера готовай панель падает под действ,ием собственного веса (В бункер для готовых изделий.
Предмет изобретения,
Автоматическое устройство для сборки клеммиой , панели гальвайического элемента, состоящего из привода, подающих механизмов, рулонодержателей, конвейера, бушсера и двухъярусного штампа, отличающееся тем, что, с целью повышения его производительности и упрощения конструкции, верхняя и нижняя матрицы штампа расположены на од«ой вертикальной оси, а нижний пуансон подБ1ИЖНО соединен с бункером, закрепленным на верхней матрице, и снабжен направляющими полостями и отверстиями.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ДЛЯ ВЫРУБКИ ЗАГОТОВОК | 1973 |
|
SU361098A1 |
| МАШИНА ДЛЯ РОЗЛИВА ВЯЗКИХ И ПОЛУВЯЗКИХ ПРОДУКТОВ в БАНКИ И УКУПОРКИ ИХ КАПСЮЛЯМИ | 1965 |
|
SU176818A1 |
| Способ изготовления изделий типа фильтров и роторно-конвейерная линия для их изготовления | 1990 |
|
SU1782773A1 |
| Устройство для изготовления упаковочного вкладыша для ампул | 1984 |
|
SU1165610A2 |
| Автоматическая линия для упаковывания штучных изделий в картонные пачки | 1990 |
|
SU1782870A1 |
| Штамп последовательного действия | 1988 |
|
SU1532137A2 |
| Штамповочный полуавтомат | 1956 |
|
SU112041A1 |
| Устройство для вырубки и сборкидЕТАлЕй | 1979 |
|
SU837485A1 |
| БИБЛИОТЕКААвторы | 1973 |
|
SU369068A1 |
| Устройство для передачи заготовок из штампа в носители конвейера | 1972 |
|
SU492334A1 |

. с -JL-5 Л--J б
г
л-л
.
У .
п TF т1 п
Фаа.
5-5
у-Ху
ГГ
