деляют по зависимости 5 - arctg U/ /(A)R - cos ) , 1 де 8- угол наклона оси инструмента к оси червяка, U Oj/CJ, - отношение угловой скорости СО поворота инструмента к угловой скорости со, Вращения червяка, А - кратчайшее расстояние между осью червяка и осью поворота инструмента, , R - расстояние от оси поворота инст- румента до центра окружности профиля осевого сечения инструмента, /3 - угол поворота инструмента. Устройство для обработки .винтовой поверхности гло1
Изобретение относится к машиностроению и может быть использовано во всех отраслях народного хозяйства при изготовлении тяжелонагруженных глобоидных червяных передач.
Цель изобретения - повышение несущей способности и снижение металлоемкости передачи за счет изменения угла наклона оси инструмента к оси червяка, а также расширение технологических возможностей за счет снаб жения устройства копиром и рычагом.
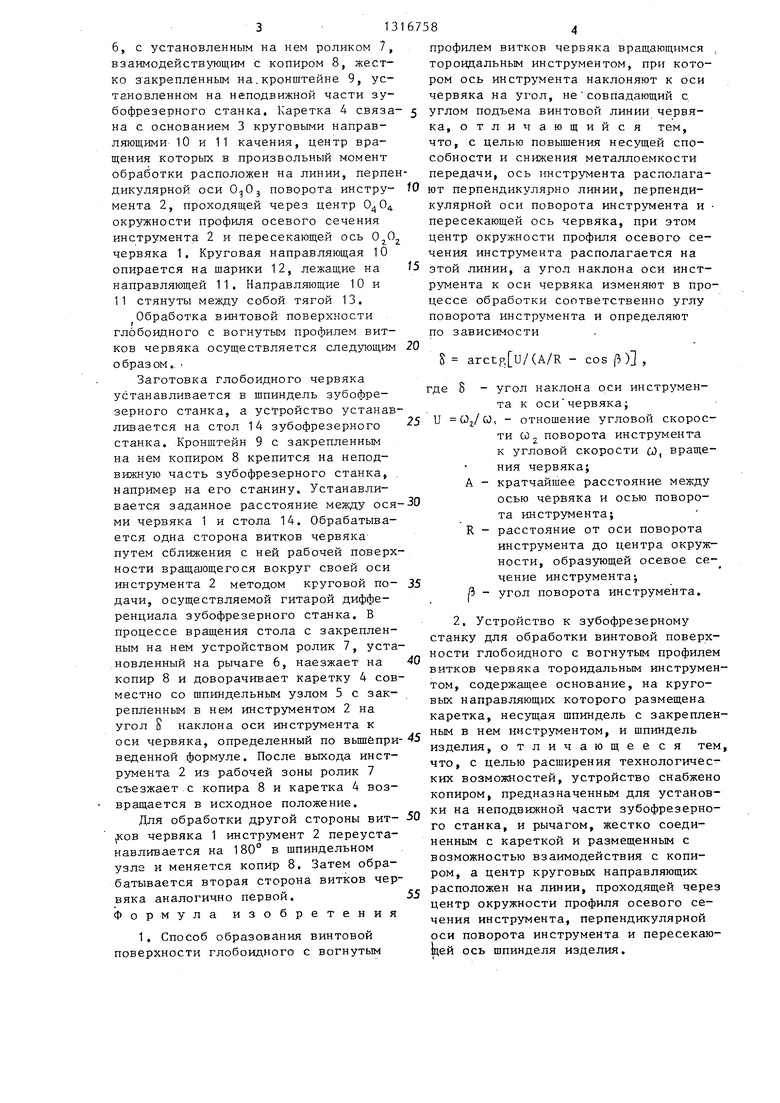
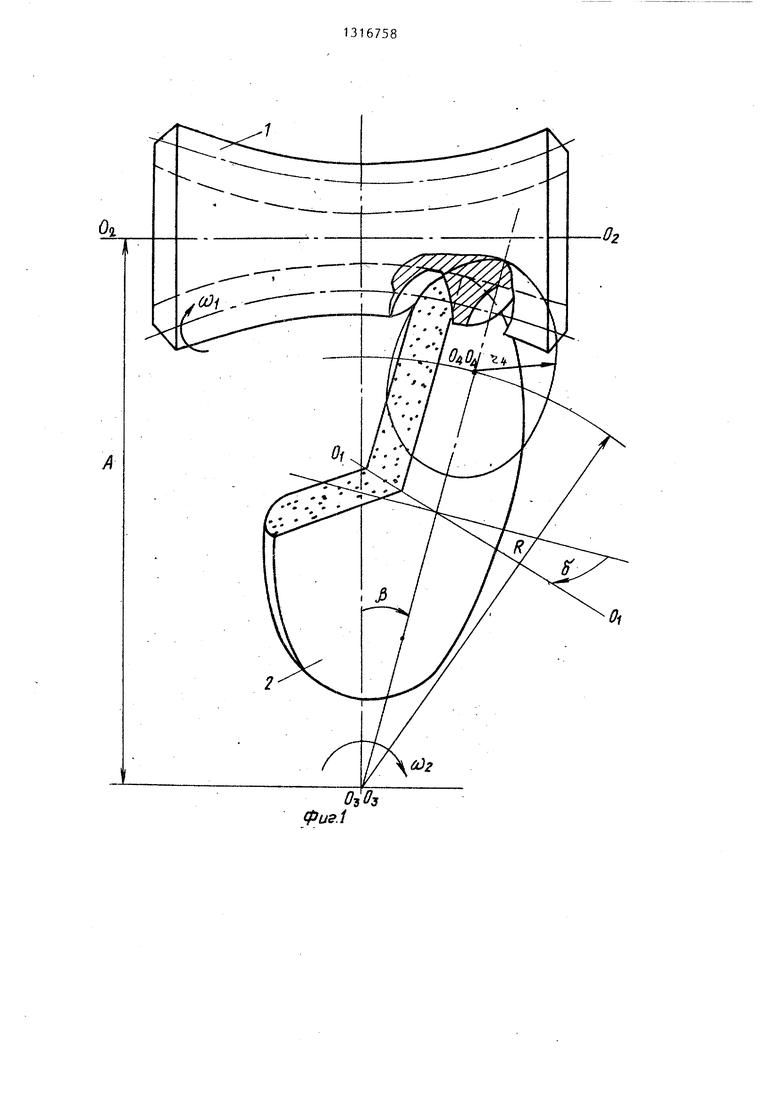
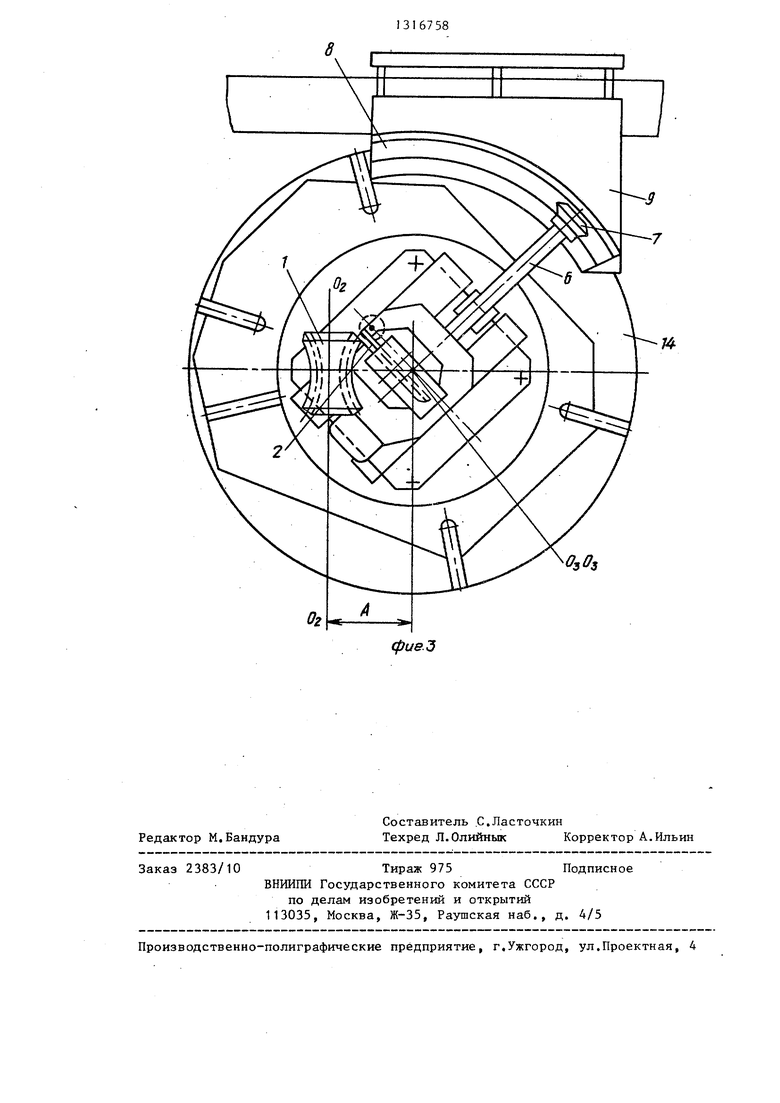
На фиг,1 показана схема расположения тороидального инструмента относительно обрабатываемого червяка-, на фиг. 2 - устройство для обработки глобоидного с вогнутым профилем витков червяка тороидальным инструментом на зубофрезерном станке; на фиг; 3 - то же, вид в плане.
Способ образования винтовой поверхности глобоидного с вогнутым профилем витков червяка 1 заключается в том, что ось 0,0( инструмента 2 наклоняют к оСи червяка 1 на угол, не совпадающий с углом подъема винтовой линии червяка 1 в данной точке, и изменяют в процессе обработки соответственно углу /3 поворота инструмента 2, Угол S наклона инструмента 2 к оси червяка 1 определяют из зависимости
arctg U//A(R- cosp), где S - угол наклона оси инструмента к оси червяка, и G)/CJ, - отношение угловой скорости (j) поворота инструменбоидного с вогнутым профилем витков червяка 1 снабжено копиром, установленным на неподвижной части зубофре- зерного станка, и рычагом, жестко соединенным с кареткой и размещенным с возможностью взаимодействия с копиром. Центр круговых направляющих расположен на линии, проходящей через центр окружности профиля осевого сечения инструмента 2, перпендикулярной оси О,Од поворота инструмента и пересекающей ось OjOj шпинделя изделия. 2 с.п. ф-лы, 3 ил.
. та к угловой скорости ОЗ, вращения червяка, А - кратчайшее расстояние между
осью 0, червяка и осью поворота инструмента 2, R - расстояние от оси поворота инструмента до центра окружности профиля осевого сечения инструмента 2, - угол поворота инструмента, Цри этом центр окружности радиуса г., образующей профиль осевого сечения инструмента 2, в произвольный момент обработки располагают на линии, перпендикулярной оси 0-0, поворота инструмента и пересекающей ось червяка, а ось ) инструмента устанавливают перпендикулярно этой линии,
Такое сочетание параметров установки тороидального инструмента позволяет получить плоскую линию контакта инструмента и винтовой поверх- |Ности червяка, которая очерчена дугой окружности, совпадающей с осевым сечением инструмента, а профиль винтовой поверхности червяка не зависит от диаметра инструмента, так как в произвольный момент обработки ли- ния ее контакта с инструментом сохраняет свои расположение и форму.
Устройство для осуществления способа содержит основание 3, каретку 4 со шпиндельным узлом 5 с закрепленным в нем тороидальным инструментом.2, например шлифовальным кругом, с жестко соединенным с кареткой 4 рычагом
С
6, с установленным на нем роликом 7, взаимодействующим с копиром 8, жестко закрепленным на,кронштейне 9, установленном на неподвижной части зубофрезерного станка. Каретка 4 связа- 5 углом подъема винтовой линии червя, отличающийся тем.
t5
на с основанием 3 круговыми направ- ка
ляющими 10 и 11 качения, центр вра- что, с целью повышения несущей спощения которых в произвольный момент собности и снижения металлоемкости
обработки расположен на линии, перпен- передачи, ось инструмента располагадикулярной оси поворота инстру- JO ют перпендикулярно линии, перпендимента 2, проходящей через центр кулярной оси поворота инструмента и
окружности профиля осевого сечения
инструмента 2 и пересекающей ось
червяка 1. Круговая направляющая 10
опирается на шарики 12, лежащие на
направляющей 11, Направляющие 10 и
11 стянуты между собой тягой 13.
Обработка винтовой поверхности глобоидного с вогнуться профилем витков червяка осуществляется следующим 20 образом..
Заготовка глобоидного червяка устанавливается в шпиндель зубофре- зерного станка, а устройство устанавливается на стол 14 зубофрезерного станка. Кронштейн 9 с закрепленным на нем копиром 8 крепится на неподвижную часть зубофрезерного станка, . например на его станину. Устанавливается заданное расстояние между ося-30 ми червяка 1 и стола 14. Обрабатывается одна сторона витков червяка путем сближения с ней рабочей поверхности вращающегося вокруг своей оси инструмента 2 методом круговой по- 35 дачи, осуществляемой гитарой дифференциала зубофрезерного станка. В процессе вращения стола с закрепленным на нем устройством ролик 7, установленный на рычаге 6, наезжает на 40 копир 8 и доворачивает каретку 4 совместно со шпиндельным узлом 5 с закрепленным в нем инструментом 2 на
угол S наклона оси инструмента к
,f ным в нем инструментом, и шпиндель оси червяка, определенный по вьш1ёпри- - „„„„„„
веденной формуле. После выхода инструмента 2 из рабочей зоны ролик 7 съезжает с копира 8 и каретка 4 возпересекающей ось червяка, при этом центр окружности профиля осевого сечения инструмента располагается на этой линии, а угол наклона оси инструмента к оси червяка изменяют в процессе обработки соответственно углу поворота инструмента и определяют по зависимости
S arctg u/(A/R - cos f) ,
где S - угол наклона оси инструмента к оси червякаJ
25 и G), - отношение угловой скорости СО „ поворота инструмента к угловой скорости со, вращения червяка;
кратчайшее расстояние между осью червяка и осъю поворота инструмента; расстояние от оси поворота инструмента до центра окружности, образующей осевое се- чение инструмента; 3 - угол поворота инструмента.
2. Устройство к зубофрезерному станку для обработки винтовой поверхности глобоидного с вогнутым профилем витков червяка тороидалъньм инструментом, содержащее основание, на круговых направляющргх которого размещена каретка, несущая шпиндель с закрепленeiизделия, отличающееся тем,
А R что, с целью расширения технологических возможностей, устройство снабжено
копиром, предназначенным для установ- вращается в исходное положение.„ ,, ,
со ки на неподвижной части зубофрезерно- Для обработки другой стороны вит- ju
го станка, и рычагом, жестко соединенным с кареткой и размещенным с навливается на ,.,„.,г.,.
,ков червяка 1 инструмент 2 переуста180° в шпиндельном узле и меняется копир 8. Затем обрабатывается вторая сторона витков червяка аналогично первой. Формула изобретения
1. Способ образования винтовой поверхности глобоидного с вогнутым
возможностью взаимодействия с копиром, а центр круговых направляющих ее расположен на линии, проходящей через центр окружности профиля осевого сечения инструмента, перпендикулярной оси поворота инструмента и пересекающей ось шпинделя изделия.
профилем витков червяка вращающимся , тороидальным инструментом, при котором ось инструмента наклоняют к оси червяка на угол, не совпадающий с
, отличающийся тем.
, с целью повышения несущей спо
ным в нем инструментом, и шпиндель „„„„„„
пересекающей ось червяка, при этом центр окружности профиля осевого сечения инструмента располагается на этой линии, а угол наклона оси инструмента к оси червяка изменяют в процессе обработки соответственно углу поворота инструмента и определяют по зависимости
S arctg u/(A/R - cos f) ,
где S - угол наклона оси инструмента к оси червякаJ
и G), - отношение угловой скорости СО „ поворота инструмента к угловой скорости со, вращения червяка;
кратчайшее расстояние между осью червяка и осъю поворота инструмента; расстояние от оси поворота инструмента до центра окружности, образующей осевое се- чение инструмента; 3 - угол поворота инструмента.
2. Устройство к зубофрезерному станку для обработки винтовой поверхности глобоидного с вогнутым профилем витков червяка тороидалъньм инструментом, содержащее основание, на круговых направляющргх которого размещена каретка, несущая шпиндель с закрепленeiизделия, отличающееся тем,
А R го станка, и рычагом, жестко соединенным с кареткой и размещенным с
возможностью взаимодействия с копиром, а центр круговых направляющих расположен на линии, проходящей через центр окружности профиля осевого сечения инструмента, перпендикулярной оси поворота инструмента и пересекающей ось шпинделя изделия.
02
Oi
(pus.i
02
Редактор М.Бандура
Заказ 2383/10Тираж 975Подписное
ВНШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфические предприятие, г.Ужгород, ул.Проектная, 4
срие.З
Составитель С.Ласточкин
Техред Л.Олийнык Корректор А.Ильин
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ зубообработки глобоидных червяков | 1980 |
|
SU931333A1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Способ изготовления глобоидно-цилиндрической передачи с нелинейчатым червяком | 2022 |
|
RU2803611C1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ НА СТАНКЕ С ЧПУ | 2015 |
|
RU2602574C1 |
| Способ профилирования пары инструментов,предназначенных для обработки глобоидной передачи | 1984 |
|
SU1321534A1 |
| Способ одностороннего нарезания модифицированных витков глобоидных червяков | 1961 |
|
SU146637A1 |
| Станок для фрезерования червяков | 1980 |
|
SU984750A2 |
| ДИХКОВАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ | 1971 |
|
SU426766A1 |
Изобретение относится к обработке глобоидных червяков с вогнутым профилем витксзв тороидальным инструментом на зубофрезерном станке. С . целью повышения несущей способности и снижения металлоемкости передачи с глобоидным червяком с вогнутым профилем витков, угол наклона оси инструмента к оси червяка изменяют в процессе обработки червяка соответственно углу поворота инструмента и опре &