ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к установке по изготовлению детали путем селективной плавки порошка посредством лазерного луча или электронного луча, способом, известным также под названиями Direct Métal Laser Sintering (прямое лазерное спекание металлов) или Electron Beam Melting (электронно-лучевая плавка).
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Из известного уровня техники известен способ, который заключается в изготовлении детали путем плавки последовательных слоев порошка посредством лазерного луча или электронного луча, управляемого системой обработки информации, в которой записаны трехмерные координаты точек последовательно выполняемых слоев. В практическом плане в шахте, дно которой образовано поступательно перемещающимся формодержателем, размещается первый слой порошка при помощи специальной щетки-скребка или валика. Нанесенный на формодержатель слой представляет собой верхнюю поверхность, на которой выполняют направку и над которой перемещается лазерный луч или электронный луч. Подводимая этим лучом энергия приводит к локальному оплавлению порошка, который, затвердевая, образует первый слой металлической детали.
После образования данного первого слоя формодержатель опускается на расстояние, соответствующее толщине одного слоя, затем при помощи щетки-скребка на предыдущий слой наносится второй слой порошка. Аналогичным, как и в первом случае, образом второй слой металлической детали формируется посредством луча.
Эти операции повторяются до тех пор, пока не будет изготовлен окончательный вариант детали.
Этот способ может использоваться, в частности, для практической реализации деталей, имеющих небольшую толщину стенки, или деталей со сложной геометрической формой, которую трудно выполнить путем литья или обработки обычным способом.
Во время плавки порошка капли расплавленного, еще не затвердевшего металла выбрасываются за пределы жидкой ванны, т.е. за пределы плавильной зоны, и располагаются на нерасплавленном порошке или на уже расплавленном металле. Эти капли, затвердевая, образуют твердые частицы, гранулометрический состав которых превышает гранулометрический состав порошка.
Эти частицы ввиду их больших размеров (например, около 300 мкм) не могут быть расплавлены лучом. Вследствие этого все частицы, падающие в зоны, которые в последующем подвергаются сканированию лучом, в конечном итоге, будут присутствовать во внутренней части готовой детали без сцепления с материалом, которая их окружает. Они образуют дефекты, делающие деталь непрочной и ухудшающие ее механические характеристики.
Только диффузионная термическая обработка, продолжительная и дорогостоящая, позволила бы уменьшить дефекты, обусловленные явлением такого разбрызгивания.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Задачей изобретения является, в частности, предложить простое, эффективное и экономически выгодное решение данной проблемы.
С этой целью в нем предлагается установка по изготовлению детали путем селективной плавки порошка, содержащая средства образования луча, например лазерного луча или электронного луча, и средства перемещения точки воздействия луча на слой порошка, отличающаяся тем, что она содержит собирающий элемент брызг расплавленного порошка, образуемых во время локальной плавки порошка посредством луча, способный собирать брызги расплавленного порошка, которые будут ударять по нему или падать на него, так, чтобы они с ним сцеплялись после затвердевания, причем собирающий элемент содержит отверстие для прохождения луча и средства, предусмотренные для перемещения упомянутого собирающего элемента совместно с лучом над слоем порошка.
Таким образом, на протяжении всего процесса плавки порошка брызги расплавленного порошка будут задерживаться на собирающем элементе после затвердевания без риска попадания на поверхность изготавливаемой детали.
Предпочтительно, собирающий элемент установлен на раме, причем средства перемещения упомянутого собирающего элемента содержат средства перемещения рамы в двух перпендикулярных направлениях.
Согласно отличительной особенности изобретения, рама содержит периферийный край, соединенный с собирающим элементом, установленным внутри рамы, при помощи соединительных поперечин.
Согласно варианту практической реализации, собирающий элемент представляет собой пластину, например, в форме диска, содержащую отверстие, обеспечивающее прохождение луча и выбросов расплавленного порошка; причем сечение данного отверстия больше сечения луча.
Упомянутое отверстие, предпочтительно, расширено кверху и имеет форму, например, усеченного конуса.
Таким образом, исключается, чтобы капли или частицы, выбрасываемые вверх и имеющие, как правило, параболическую форму траектории, соприкасались с внутренней стенкой отверстия и скапливались на ней. Капли или выбросы расплавленного порошка, таким образом, полностью проходят через отверстие для того, чтобы упасть и затвердеть на верхней стороне собирающей пластины.
Кроме того, верхняя сторона пластины может содержать выступающие вверх внутренний и внешний периферийные края.
Данная отличительная особенность позволяет не допустить, чтобы частицы, которые не будут задержаны на верхней стороне пластины, могли упасть на упомянутый порошок. Внутренний периферийный край определен краем отверстия.
Эти выступающие края образованы, например, верхней, имеющей кольцевую вогнутость стороной, которая расположена вокруг отверстия.
Согласно другой отличительной особенности практической реализации, собирающий элемент имеет трубчатую конструкцию; причем предусмотрено, что выбросы расплавленного порошка аккумулируются на внутренней стенке собирающего элемента.
В этом случае материал собирающего элемента должен быть определен с учетом свойств частиц таким образом, чтобы он обеспечивал зацепление выбросов расплавленного порошка на внутренней поверхности собирающего элемента.
Предпочтительно, высота собирающего элемента больше 5 мм, а полая зона имеет сужающееся сечение.
Кроме того, изобретение относится к способу изготовления детали путем селективной плавки порошка посредством установки вышеупомянутого типа, который заключается в послойном формировании детали путем совместного перемещения луча и собирающего элемента таким образом, что, по меньшей мере, часть выбросов, образованных во время плавки порошка лучом, собирается собирающим элементом путем затвердения брызг расплавленного порошка, которые ударились или упали на собирающий элемент.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение будет лучше понятно, а его другие детали, отличительные особенности и преимущества станут видны после чтения нижеследующего описания, приведенного в качестве примера, не имеющего ограничительного характера, со ссылкой на прилагаемые чертежи, на которых:
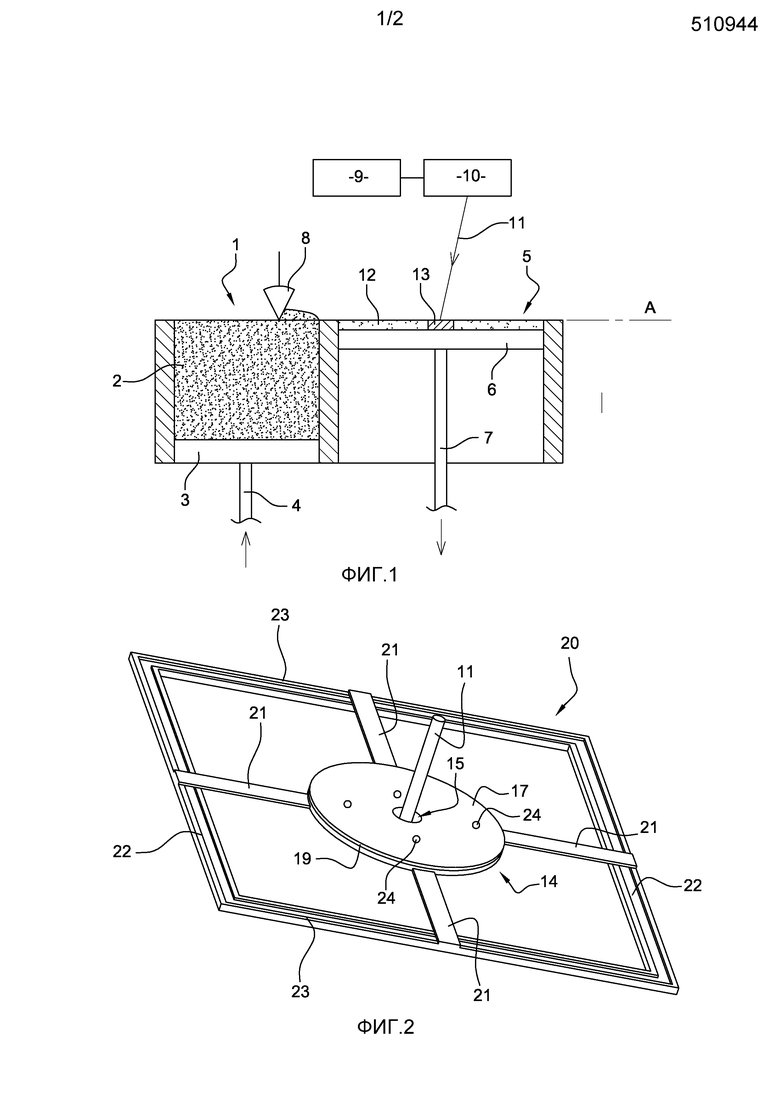
фиг. 1 представляет собой схематический вид установки по изготовлению металлической детали путем селективной плавки порошка на основе известного уровня техники;
фиг. 2 представляет собой вид в перспективе собирающего элемента и рамы, на которой он установлен, согласно первому варианту практической реализации изобретения;
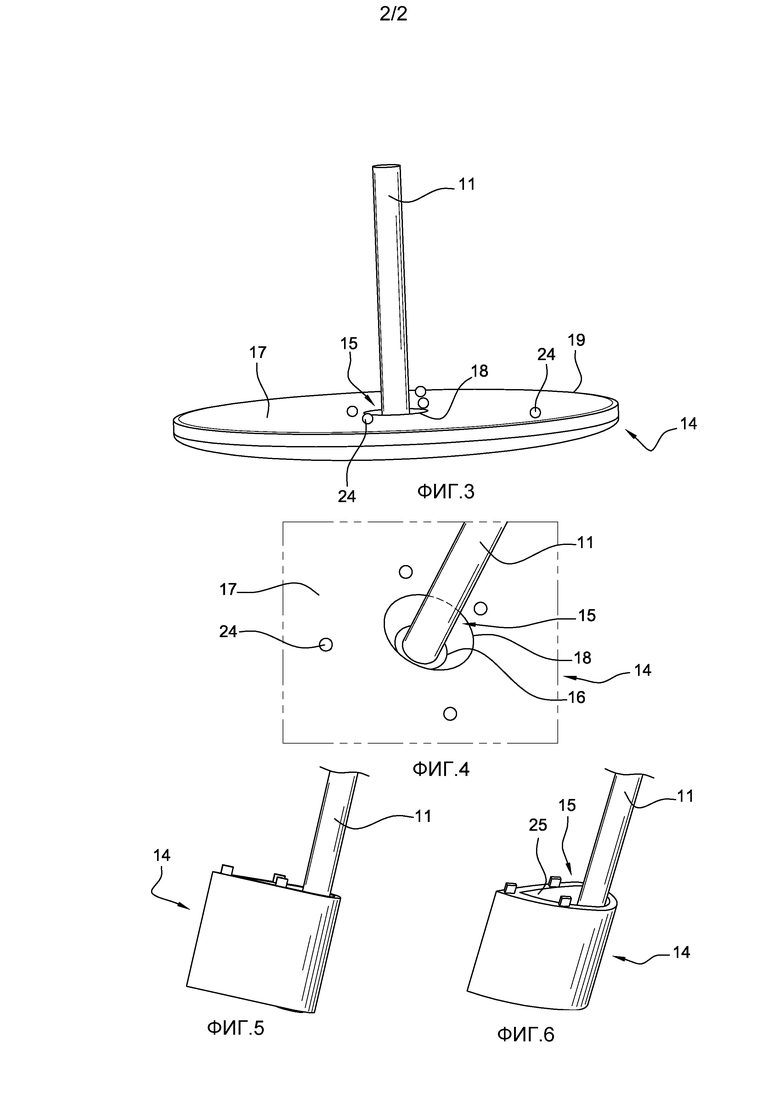
фиг. 3 представляет собой вид в перспективе собирающего элемента, представленного на фиг. 2;
фиг. 4 представляет собой вид в увеличенном масштабе части собирающего элемента, представленного на фиг. 2 и 3;
фиг. 5 и 6 представляют собой виды в перспективе собирающего элемента, согласно второму варианту практической реализации изобретения.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВОПЛОЩЕНИЯ ИЗОБРЕТЕНИЯ
На фиг. 1 изображена установка по изготовлению металлической детали путем селективной плавки порошка. Она содержит емкость 1 с металлическим порошком 2, дно 3 которой является подвижным и поступательно перемещаемым посредством штока 4 силового цилиндра, и расположенную рядом шахту 5, дно которой представлено подвижным формодержателем 6, также поступательно перемещаемым посредством штока 7 силового цилиндра.
Установка содержит специальную щетку-скребок 8 или валик, позволяющие подавать порошок из емкости 1 в шахту 5 путем перемещения в горизонтальной плоскости А, и средства 9 образования лазерного луча или электронного луча, сопряженные с устройством 10, позволяющим направлять и перемещать луч 11.
Этапы изготовления металлической детали при помощи данной установки следующие.
Прежде всего, дно 3 емкости 1 перемещается вверх таким образом, чтобы некоторое количество порошка 2 оказалось выше горизонтальной плоскости A. Щетка-скребок 8 перемещается, таким образом, слева направо для обеспечения выравнивания упомянутого слоя порошка 2 сверху емкости 1 и его доставки в шахту 5. Количество порошка 2 и положение формодержателя 6 определены таким образом, чтобы сформировать заданный и равномерный слой 12 порошка.
Затем лазерный луч или электронный луч 11 осуществляет сканирование определенной зоны слоя 12, образованного в шахте 5, для осуществления локальной плавки порошка 2 в сканируемой зоне. Расплавленные зоны затвердевают, образуя первый слой 13 изготавливаемой детали, причем этот слой 13 имеет толщину, например, от 10 до 100 мкм.
Формодержатель 6 опускается, таким образом, на толщину образованного слоя, затем аналогичным, как и в предыдущем случае, образом новый слой порошка 2 наносится на первый слой порошка. В результате контролируемого перемещения луча 11 сверху первого слоя 13 образуется второй слой металлической детали.
Эти операции повторяются до завершения процесса практической реализации детали.
В том случае, если деталь выполняется послойно путем селективной плавки порошка 2 лазерным лучом, порошок 2 содержит средний гранулометрический состав, составляющий от 10 до 40 мкм.
В том случае, если деталь выполняется послойно путем селективной плавки порошка 2 электронным лучом, порошок 2 содержит средний гранулометрический состав, составляющий от 50 до 100 мкм.
Как это объяснялось ранее, во время локальной плавки порошка посредством луча капли расплавленного металла могут быть выброшены за пределы жидкой ванны и попасть на деталь, находящуюся в стадии изготовления. Эти капли, затвердевая, образуют частицы большого размера, которые не могут быть расплавлены в последующем. Выполненные детали, таким образом, могут содержать внутри себя дефекты, снижающие их механическую прочность.
Для того чтобы избежать этого, изобретением предлагается собирать, частично или полностью, данные брызги или данные частицы при помощи собирающего элемента.
Первый вариант практической реализации изобретения проиллюстрирован на фиг. 2-4, на которых собирающим элементом является металлический или керамический тигель 14, имеющий форму диска. Собирающий элемент 14 содержит центральное отверстие 15 для прохождения луча 11 и брызг расплавленного порошка; причем сечение этого отверстия больше сечения луча. Отверстие имеет форму усеченного конуса с расширением вверх. Диаметр отверстия в его нижнем конце составляет, например, около 1 мм, в то время как диаметр луча составляет порядка 50-100 мкм.
Верхняя поверхность 17 собирающего элемента 14 имеет кольцевую вогнутость, размещенную вокруг отверстия. Внутренний 18 и внешний 19 радиальные периферийные края, таким образом, возвышаются относительно среднерасположенной зоны.
Собирающий элемент 14 установлен на раме 20, содержащей периферийный край прямоугольной формы, которая соединена с собирающим элементом посредством четырех связующих поперечин 21. Собирающий элемент 14, предпочтительно, центрирован относительно рамы 20. Рама содержит, таким образом, перпендикулярные два боковых края 22 и два продольных края 23; причем поперечина связывает каждый край 22, 23 с внешним радиальным краем 19 собирающего элемента 14.
Рама 20, своими боковыми 22 и продольными 23 краями, перемещается над слоем 12 порошка 2 в двух перпендикулярных направлениях при помощи соответствующих средств. Такие средства перемещения хорошо известны специалистам и не будут подробно рассматриваться в данном случае. Рама 20 и, таким образом, собирающий элемент 14 перемещаются вместе и синхронно с лучом 11 таким образом, что независимо от положения луча 11 последний проходит через отверстие 15 собирающего элемента 14.
Деталь формируется послойно путем совместного перемещения луча 11 и собирающего элемента 14. Луч 11 проходит через отверстие 15 и достигает слоя 12 порошка 2 для его локальной плавки. Попадание луча 11 в жидкую ванну, как и согласно известному уровню техники, приводит к образованию брызг капель или частиц 24, которые имеют по существу параболическую траекторию. Эти брызги проходят через отверстие 15 или на уровне кольцевой зоны между краем отверстия 15 и лучом 11, или через луч 11, затем падают на вогнутую верхнюю поверхность 17 собирающего элемента 14. Расстояние между жидкой ванной и верхним краем 18 отверстия 15 составляет около 1 мм.
Размеры данного собирающего элемента 14 определены с учетом параметров установки, таких, в частности, как мощность луча 11, для того, чтобы гарантировать, что капли не будут выброшены за пределы внешнего радиального края 19 верхней поверхности 17. Диаметр собирающего элемента 14 составляет, например, 50-100 мм.
Вогнутость верхней поверхности 17 препятствует выкатыванию брызг или частиц, падающих на верхнюю поверхность 17, за пределы внутреннего 18 и внешнего 19 радиальных краев этой поверхности 17 и падению на слой 12 порошка 2.
Эта вогнутость позволяет также улучшить условия собирания уже затвердевших брызг.
Согласно варианту практической реализации, который не изображен, собирающий элемент является простой пластиной с отверстием, предпочтительно узким, позволяющим обеспечить прохождение лазерного луча. Согласно данному варианту практической реализации, выбросы воздействовали и затвердевали на нижней стороне пластины.
На фиг. 5 или 6 изображен другой вариант практической реализации изобретения, согласно которому собирающий элемент 14 является трубчатым и содержит полую зону, образующую отверстие 15 для прохождения луча 11; причем предусмотрено, что частицы 24 собираются на внутренней стенке 25 полой зоны. Высота трубчатого собирающего элемента 14 составляет около 20 мм.
Участок полой зоны может быть круглым или сужающимся, как это показано на фиг. 6. Сужающийся участок соответствует участку жидкой ванны, образованной плавкой порошка 2 при помощи луча 11. Эта ванна содержит переднюю, по существу, кольцевую часть, соответствующую зоне, расплавленной лучом 11 в момент t, и заднюю сужающуюся зону, соответствующую зоне, расплавленной ранее и находящейся в процессе затвердевания.
Данный собирающий элемент 14 может быть установлен на раме, аналогичной раме, описание которой было приведено ранее, таким образом, чтобы он перемещался совместно с лучом. Согласно каждому из этих вариантов практической реализации, изобретением предлагается установка, в которой в течение всего периода плавки порошка 2 капли или частицы 24, выбрасываемые за пределы жидкой ванны, ударяются или падают на собирающий элемент 14 таким образом, что задерживаются на нем после затвердевания без риска падения на деталь в процессе ее изготовления.
Согласно некоторым предпочтительным вариантам практической реализации, изобретение не предусматривает каких-либо средств засасывания и (или) нагнетаемого воздуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2015 |
|
RU2604079C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2015 |
|
RU2601983C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2015 |
|
RU2604743C1 |
| Способ роботизированной лазерной наплавки для изделий из штамповой стали | 2023 |
|
RU2820294C1 |
| СПОСОБ АДДИТИВНОГО ПРОИЗВОДСТВА МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 2019 |
|
RU2797198C1 |
| Способ выращивания монокристалла и устройство для его осуществления | 2017 |
|
RU2638850C1 |
| Установка для селективного лазерного плавления металлического порошка | 2023 |
|
RU2824770C1 |
| Установка для селективного лазерного плавления металлического порошка | 2023 |
|
RU2824771C1 |
| Установка селективного лазерного спекания и способ получения крупногабаритных изделий на этой установке | 2019 |
|
RU2717761C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ПУТЕМ СЕЛЕКТИВНОЙ ПЛАВКИ ПОРОШКА | 2012 |
|
RU2615413C2 |
Изобретение относится к установке и способу изготовления детали путем селективной плавки порошка. Установка содержит средства образования луча, например лазерного луча или электронного луча, и средства перемещения точки воздействия луча на слой порошка. Собирающий элемент брызг расплавленного порошка (24), образующихся во время локальной плавки порошка лучом (11), содержит отверстие (15) для прохождения луча (11). В установке предусмотрены средства для перемещения упомянутого собирающего элемента (14) совместно с лучом (11) над слоем порошка. 2 н. 9 з.п. ф- лы, 6 ил.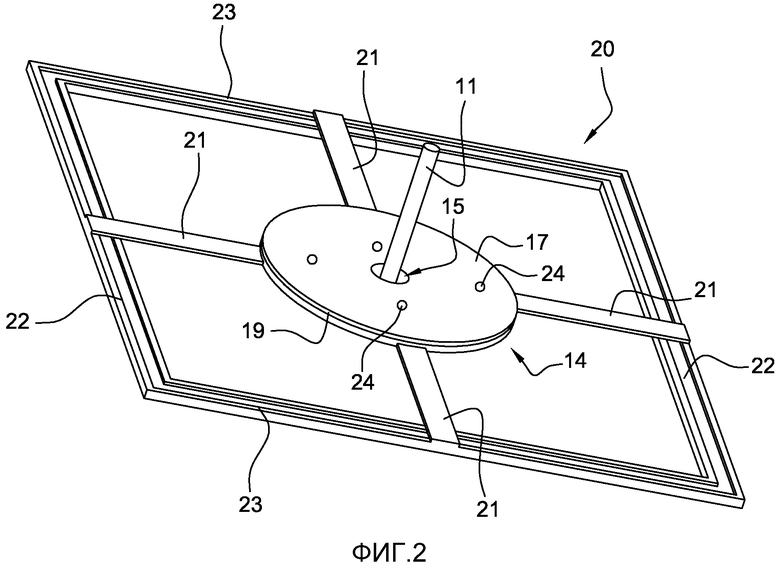
1. Установка для изготовления детали путем селективной плавки порошка, содержащая средства формирования луча и средства перемещения точки воздействия луча на слой (12) порошка (2), отличающаяся тем, что она содержит собирающий элемент (14) брызг расплавленного порошка (24), образуемых в процессе локальной плавки порошка (2) лучом (11), выполненный с возможностью сбора брызг расплавленного порошка (24), ударяющихся или падающих на него, в результате зацепления за него после затвердевания, причем собирающий элемент (14) выполнен с отверстием (15) для прохождения луча (11) и средства для перемещения собирающего элемента (14) совместно с лучом (11) над слоем (12) порошка (2).
2. Установка по п. 1, отличающаяся тем, что собирающий элемент (14) установлен на раме (20), а средства перемещения упомянутого собирающего элемента выполнены в виде средств перемещения рамы (20) в двух перпендикулярных направлениях.
3. Установка по п. 1, отличающаяся тем, что средства формирования луча содержат средства формирования лазерного луча или электронного луча.
4. Установка по п. 2, отличающаяся тем, что периферийный край (22, 23) рамы (20) соединен с собирающим элементом (14), размещенным внутри рамы (20), посредством связующей поперечины (21).
5. Установка по п. 1, отличающаяся тем, что собирающий элемент (14) выполнен в виде пластины или в виде диска, содержащего отверстие (15) для прохождения луча (11) и частиц (24), причем отверстие имеет сечение, превышающее сечение луча (11).
6. Установка по п. 5, отличающаяся тем, что упомянутое отверстие (15) выполнено расширенным кверху и имеет форму усеченного конуса.
7. Установка по п. 5, отличающаяся тем, что внутренний (18) и внешний (19) периферийные края пластины выступают кверху.
8. Установка по п. 1, отличающаяся тем, что собирающий элемент (14) имеет трубчатую конструкцию, причем предусмотрено, что частицы (24) собираются на внутренней стенке (25) собирающего элемента (14).
9. Установка по п. 8, отличающаяся тем, что высота собирающего элемента (14) больше 5 мм.
10. Установка по п. 8, отличающаяся тем, что собирающий элемент (14) содержит полую зону с сужающимся сечением.
11. Способ изготовления детали путем селективной плавки порошка (2) посредством установки по п. 1, включающий послойное формирование детали путем совместного перемещения луча (11) и собирающего элемента (14), при котором, по меньшей мере, часть брызг расплавленного порошка (24), образованных в процессе плавки порошка (2) лучом (11), затвердевших и ударяющихся или падающих на собирающий элемент (14), собирают с помощью собирающего элемента (14).
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| US2009068598A1, 12.03.2009 | |||
| РУЧНАЯ ПИТАЕМАЯ ПОРОШКОМ ГОРЕЛКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ПЛАВЛЕНИЕМ | 2003 |
|
RU2317183C2 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ РЕЗКИ | 1997 |
|
RU2139783C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ОТ ПЫЛИ В АППАРАТЕ ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 2001 |
|
RU2265507C2 |

