Изобретение относится к способу горячей обработки давлением и закалки под давлением пластинчатых или предварительно формованных заготовок из стального листа, в частности оцинкованных заготовок из стального листа, при котором заготовка нагревается до температуры выше температуры аустенизации, и затем в охлажденном штамповочном инструменте, который имеет по меньшей мере один штамп и по меньшей мере одну матрицу, подвергается пластической деформации и закалке. Далее изобретение относится к штамповочному инструменту для горячей обработки давлением и закалки под давлением пластинчатых или предварительно формованных заготовок из стального листа, в частности оцинкованных заготовок из стального листа по меньшей мере с одним штампом и соответствующей штампу матрицей, причем штамп и/или матрица имеют охлаждающие каналы для проведения охлаждающей жидкости.
Известны устройства для горячей обработки давлением и закалки под давлением заготовок из стального листа, которые имеют по меньшей мере две половинки инструмента, причем частично они выполнены таким образом, что имеют различные теплопроводящие свойства, которые используются для того, чтобы иметь возможность локально отрегулировать различные прочностные свойства изготавливаемой детали. Осуществляемый посредством данных устройств способ именуется специалистами как «Tailored-Tempering» (нестандартная закалка с последующим отпуском). Соответствующее устройство известно, к примеру, из DE 102009018798 А1.
Далее известна возможность повышения точности размера и посадки пластически деформированных деталей посредством того, что используемые для изготовления половинки инструмента в зоне закруглений заготовки имеют положительные радиусы и образуют в противолежащих зонах воздушные зазоры, причем смежно с воздушными зазорами выступы осуществлены таким образом, что создается возможность для зажима без перекоса. Посредством этого может быть также отрегулирована различная степень твердости детали. Соответствующее устройство для изготовления закаленных деталей из стального листа описано в DE 102004038626 В3.
Исследования показали, что при горячей обработке давлением оцинкованных плоских стальных заготовок в традиционных штамповочных инструментах иногда образуются трещины в цинковом покрытии. Трещины могут распространяться далее на плоскую заготовку, так что может произойти преждевременный выход детали из строя.
В основе предложенного на рассмотрение изобретения лежит задача создания способа и, соответственно, штамповочного инструмента ранее указанного типа, посредством которых могут быть улучшены реологические свойства стали в ходе процесса горячей обработки давлением, так что опасность возникновения трещин в процессе горячей обработки давлением заготовок из стального листа, в частности оцинкованных плоских стальных заготовок, существенно снижается.
Эта задача решается посредством способа с признаками пунктов 1 и 5 формулы изобретения и, соответственно, посредством штамповочного инструмента с признаками пунктов 811 и 15 формулы изобретения.
Предпочтительные и преимущественные варианты осуществления изобретения представлены в последующих зависимых пунктах формулы изобретения.
В соответствии с изобретением используемая для горячей обработки давлением и закалки под давлением матрица в своей, определенной посредством положительного радиуса вытягивания, кромочной зоне вытягивания покрывается материалом и/или снабжается по меньшей мере одним вставным элементом, который имеет теплопроводность по меньшей мере на 10 Вт/(м⋅K) меньше теплопроводности смежного с кромочной зоной вытягивания участка матрицы, который при горячей обработке давлением и при закалке под давлением заготовки входит с ней в контакт. Нанесенный в кромочной зоне вытягивания материал или расположенный там вставной элемент, имеющий сравнительно небольшую теплопроводность, осуществляется таким образом, что его обращенная к заготовке поверхность имеет проходящий по кромке вытягивания поперечный размер, который составляет от 1,6-кратного до 10-кратного, предпочтительно от 1,6-кратного до 6-кратного, положительного радиуса вытягивания матрицы. Распространение в поперечном направлении (поперечный размер) имеющего сравнительно небольшую теплопроводность расположенного в кромочной зоне вытягивания материала или вставного элемента, таким образом, ограничено и сравнительно невелико.
В частности, в определенной посредством положительного радиуса вытягивания кромочной зоне вытягивания матрицы пластически деформируемый снабженный покрытием стальной лист (заготовка) подвергается сильным пластическим деформациям. Вследствие воздействия штампа инструмента на заготовку в этой зоне сначала оказывается воздействие в виде сжимающей нагрузки, которая при продолжающемся закрывании штамповочного инструмента преобразуется в растягивающее усилие. Ввиду большой разности температур между заготовкой и штамповочным инструментом на реологические свойства заготовки в традиционном штамповочном инструменте, в частности, в зоне радиуса вытягивания штампа традиционного штамповочного инструмента, оказывается негативное воздействие, причем зачастую образуются трещины в покрытии, к примеру, в цинковом покрытии. При увеличении толщины листа и в зависимости от сложности геометрии изготавливаемого конструктивного элемента могут образовываться трещины различной глубины, которые могут распространяться внутрь стального листа снабженного покрытием конструктивного элемента.
В соответствии с изобретением нанесенный в кромочной зоне вытягивания, к примеру, посредством нанесения покрытия имеющий сравнительно небольшую теплопроводность материал или расположенный там имеющий сравнительно небольшую теплопроводность вставной элемент рассчитаны таким образом, что изготовленный методом горячей обработки давлением и закалки под давлением конструктивный элемент имеет, в основном, полностью мартенситную структуру. Фрагмент подвергаемого закалке под давлением конструктивного элемента, на который оказывается воздействие посредством кромки вытягивания матрицы, то есть посредством имеющего сравнительно небольшую теплопроводность материала или вставного элемента, может иметь при этом меньшую твердость, чем другой фрагмент или остальная часть конструктивного элемента, причем, однако, этот фрагмент подвергаемого закалке под давлением конструктивного элемента, на который оказывается такого рода воздействие, в соответствии с изобретением всегда имеет еще одну степень твердости выше заданного минимального значения, которая соответствует мартенситной структуре. Таким образом, образование трещин в покрытии, к примеру, в цинковом слое, а также в покрытом соответствующим образом стальном листе предотвращается или же существенно уменьшается по меньшей мере глубина трещин в покрытии или в стальном листе, снабженном покрытием.
Напряжения и удлинения, образующиеся в процессе горячей обработки давлением снабженной покрытием, к примеру, оцинкованной заготовки (стального листа), а также возникающее в процессе горячей обработки давлением упрочнение снижаются благодаря снижению потерь тепла и температуры по сравнению с потерями в процессе традиционной темперированной пластической деформации. За счет этого также снижается или предотвращается возможный локальный выход материала из строя.
Таким образом, при использовании предложенного на рассмотрение изобретения реологические свойства заготовок из стального листа в процессе горячей обработки давлением улучшаются и, тем самым, опасность возникновения трещин в процессе горячей обработки давлением заготовок из стального листа, предпочтительно оцинкованных плоских стальных заготовок, существенно снижается. В частности, при использовании предложенного на рассмотрение изобретения можно изготавливать конструктивные элементы, которые имеют комплексную трехмерную форму и изготовлены из снабженного покрытием, к примеру, оцинкованного стального листа.
Предпочтительный вариант осуществления решения в соответствии с изобретением предусматривает, что теплопроводность расположенного в кромочной зоне вытягивания вставного элемента или нанесенного материала составляет менее 40 Вт/(м⋅K), предпочтительно менее 30 Вт/(м⋅K), особо предпочтительно менее 20 Вт/(м⋅K). Вследствие этого потери тепла или температуры в процессе горячей обработки давлением заготовки в предпочтительном варианте снижаются, и процесс горячей обработки давлением заготовки, соответственно, улучшается.
Следующий предпочтительный вариант осуществления решения в соответствии с изобретением отличается тем, что между вставным элементом и матрицей располагается теплоизоляционный слой. Таким образом, потери тепла или температуры в процессе горячей обработки давлением заготовки могут быть уменьшены и далее. В частности, такой вариант осуществления позволяет использовать вставной элемент, который изготовлен из особо износостойкого материала, однако имеет относительно высокую теплопроводность, причем теплоизоляционный слой, который, по сравнению с образующим кромочную зону вытягивания вставным элементом, не подвержен воздействию сильных механических нагрузок, в частности фрикционных нагрузок, может быть выполнен из теплоизоляционного материала, к примеру из полимерного материала или древесно-стружечного материла, с небольшой износостойкостью.
В соответствии со следующим вариантом осуществления решения в соответствии с изобретением предусмотрено, что вставной элемент имеет выступающий относительно внутренней периферии матрицы и/или относительно граничащей с полостью матрицы круговой поверхности периферии выступ. Вследствие наличия такого, представляющего собой локальное возвышение выступа, отведение тепла от подвергаемой пластической деформации заготовки перед радиусом вытягивания может быть уменьшено еще более эффективно.
Следующий предпочтительный вариант осуществления решения в соответствии с изобретением отличается тем, что нанесенный в кромочной зоне вытягивания матрицы материал нанесен на матрицу посредством наваривания, предпочтительно посредством лазерного наваривания. Таким образом, можно сравнительно просто надежным образом уменьшить теплопроводность в кромочной зоне вытягивания матрицы. Имеющий сравнительно небольшую теплопроводность слой материала может быть восстановлен с оптимальными затратами посредством наваривания, предпочтительно лазерного наваривания, если это необходимо с точки зрения обусловленного износом срабатывания (истирания).
Следующий предпочтительный вариант осуществления решения в соответствии с изобретением отличается тем, что кромочная зона вытягивания матрицы посредством встроенного в матрицу источника тепла или проводящего нагревательную жидкость канала по месту выборочно нагревается. За счет этого отведение тепла от подвергаемой пластической деформации заготовки может быть существенно уменьшено и тем самым могут быть улучшены реологические свойства стали в процессе горячей обработки давлением.
В рамках предложенного на рассмотрение изобретения предполагается также возможность комбинации друг с другом нескольких вышеупомянутых или всех вышеупомянутых вариантов осуществления решения в соответствии с изобретением.
Далее изобретение поясняется более детально на основании чертежей, представляющих несколько примеров осуществления изобретения, на которых схематично изображены:
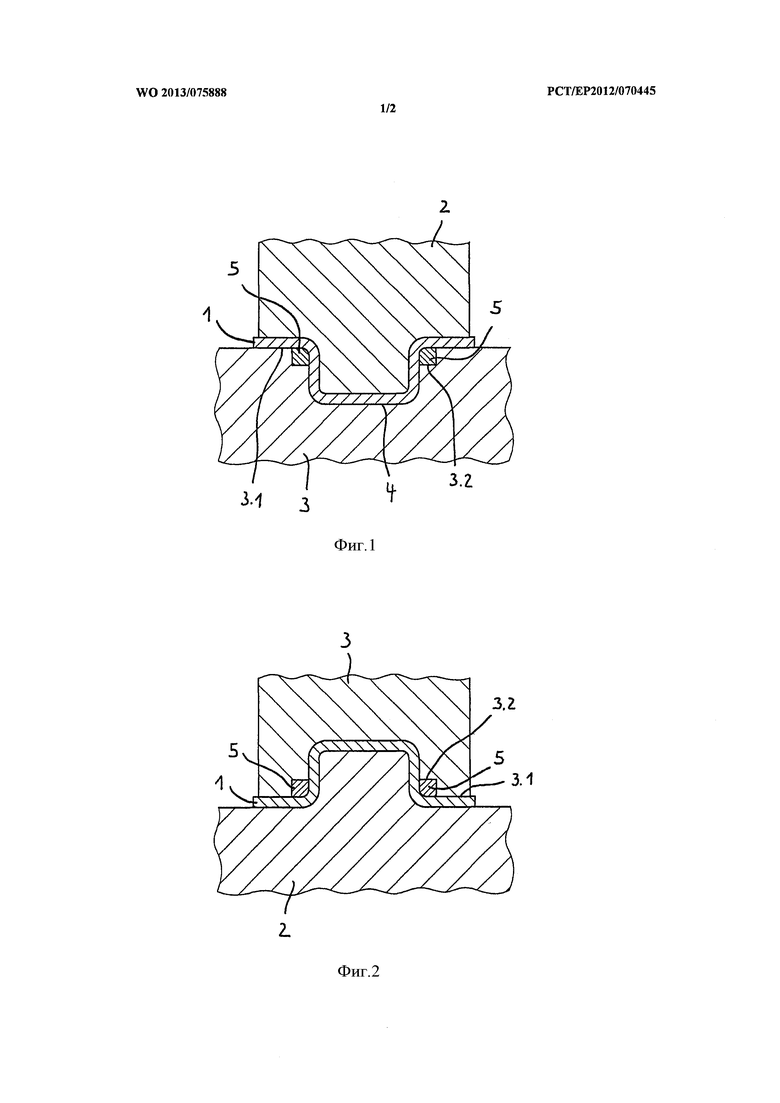
фиг. 1 - фрагмент штамповочного инструмента в соответствии с изобретением, в разрезе;
фиг. 2 - фрагмент другого штамповочного инструмента в соответствии с изобретением, в разрезе;
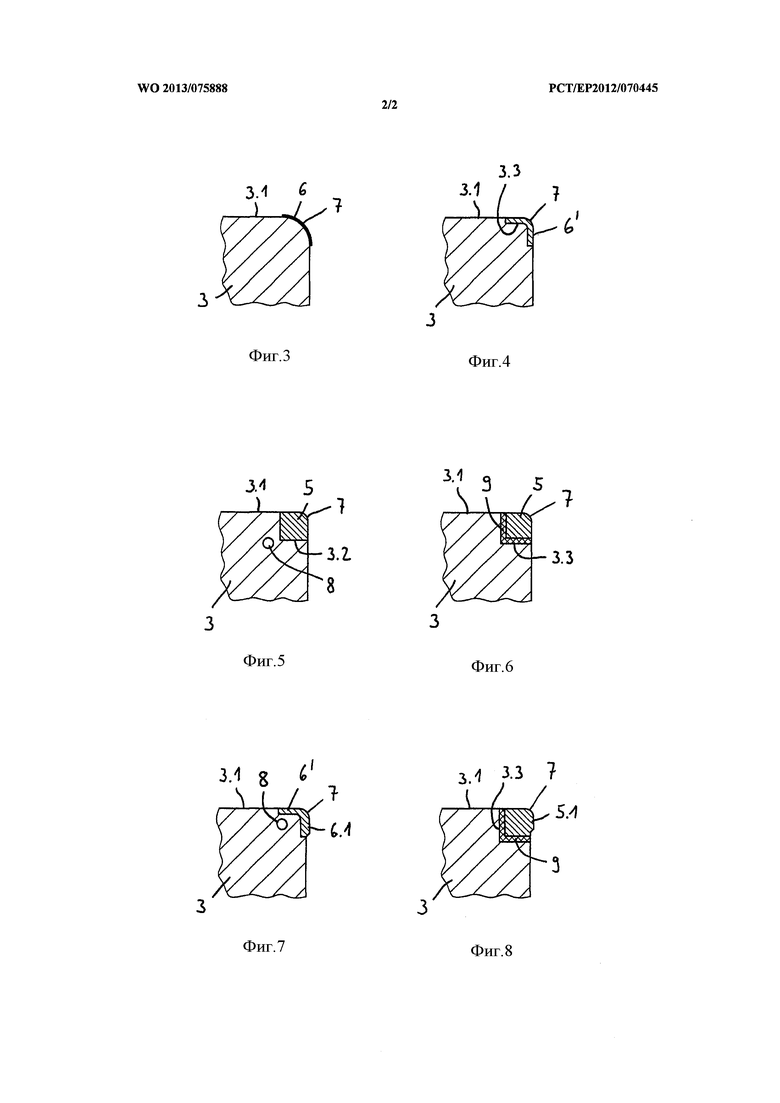
фиг. 3 - включающий в себя кромку вытягивания фрагмент штамповочного инструмента в соответствии с изобретением, с расположенным в кромочной зоне вытягивания, имеющим относительно небольшую теплопроводность, покрытием, в разрезе;
фиг. 4 и 7 - соответственно, включающий в себя кромку вытягивания фрагмент штамповочного инструмента в соответствии с изобретением, с нанесенным в кромочной зоне вытягивания посредством наваривания материалом, который, соответственно, имеет относительно небольшую теплопроводность, в разрезе;
фиг. 5, 6 и 8 - соответственно, включающий в себя кромку вытягивания фрагмент штамповочного инструмента в соответствии с изобретением, с расположенным в кромочной зоне вытягивания вставным элементом, который имеет относительно небольшую теплопроводность, в разрезе.
На фиг. 1 и 2 представлены, соответственно, фрагменты охлажденных штамповочных инструментов для горячей обработки давлением и закалки под давлением пластинчатой или предварительно формованной заготовки 1 из стального листа, в частности оцинкованной заготовки из стального листа. Ссылочной позицией 2 обозначен штамп, а ссылочной позицией 3 матрица соответствующего штамповочного инструмента. Кроме того, представленный на фиг. 1 и/или на фиг. 2 штамповочный инструмент может дополнительно иметь листодержатель (держатель для листа), который в процессе штампования прижимает заготовку 1 к матрице 3. В предпочтительном варианте штамповочный инструмент в соответствии с изобретением выполнен в виде штамповочного инструмента без держателя для листа (без листодержателя).
Матрица 3 имеет полость 4, в которую входит штамп 2 в процессе штампования или глубокой вытяжки заготовки 1. На фиг. 1 и 2 соответствующий штамповочный инструмент показан, соответственно, в закрытом положении с пластически деформированной в нем заготовкой 1.
В штампе 2 и/или в матрице 3 вблизи задающей форму поверхности инструмента имеются каналы охлаждения (не изображены) для проведения охлаждающей жидкости. Подвергаемая пластической деформации заготовка 1 перед установкой в открытый штамповочный инструмент сначала нагревается до заданной температуры, предпочтительно до температуры выше температуры аустенитизации, а затем в охлажденном штамповочном инструменте подвергается пластической деформации и закалке.
Температура нагретой пластинчатой или предварительно формованной заготовки 1 перед процессом штампования удерживается в предпочтительном варианте максимально высокой, с целью улучшения действующих в процессе штампования реологических свойств заготовки 1 или с целью уменьшения напряжений и/или растяжений. На это можно воздействовать, к примеру, посредством выбранной величины температуры нагревания и/или посредством короткого времени передачи, то есть короткого времени манипуляции между устройством нагревания (не изображено), к примеру проходной печью, и началом процесса штампования.
Штамповочный инструмент в соответствии с изобретением отличается оптимизированным коэффициентом теплоотдачи. За счет этого предотвращается слишком быстрое локальное охлаждение нагретой заготовки 1 (к примеру, оцинкованной плоской стальной заготовки) после позиционирования и во время процесса штампования в штамповочном инструменте. В соответствии с изобретением по меньшей мере матрица 3 оптимизирована в отношении коэффициента теплоотдачи. Для этого матрица 3 в своей, определенной посредством положительного радиуса вытягивания, кромочной зоне вытягивания неразъемным образом покрыта материалом и/или снабжена там по меньшей мере одним вставным элементом 5, который имеет теплопроводность по меньшей мере на 10 Вт/(м⋅K) меньше теплопроводности смежного с кромочной зоной вытягивания участка 3.1 матрицы 3, который в процессе горячей обработки давлением и закалки под давлением заготовки входит с ней в контакт. Средства со сравнительно небольшой теплопроводностью рассчитаны при этом таким образом, что в пластически деформируемой детали (заготовке) 1 после окончания процесса закалки (закалки под давлением) гарантируется установление полностью мартенситной структуры, в то время как зона заготовки, на которую воздействует осуществленная в соответствии с изобретением кромочная зона вытягивания, может иметь пониженную твердость, значение которой, однако, должно укладываться в рамки значений требуемой минимальной твердости, вследствие чего может быть предотвращено образование трещин в заготовке 1 или может быть уменьшена глубина трещин. Обращенная к заготовке 1 поверхность нанесенного в кромочной зоне вытягивания материала 6 (см. фиг. 3) или расположенного там вставного элемента 5 имеет, поэтому, в соответствии с изобретением, выходящий за пределы кромки 7 вытягивания поперечный размер, который составляет от 1,6-кратного до 10-кратного положительного радиуса вытягивания матрицы (3).
В представленных на фиг. 1 и 2 примерах осуществления изобретения соответствующая матрица 3 в своей, определяющей положительный радиус вытягивания, кромочной зоне вытягивания имеет по меньшей мере одну вставную часть 5, теплопроводность которой в предпочтительном варианте меньше 40 Вт/(м⋅K), в особо предпочтительном варианте меньше 30 Вт/(м⋅K). По меньшей мере одна вставная часть 5 выполнена в виде кольца или планки и вставлена в образованное в кромочной зоне вытягивания матрицы 3 углубление 3.2.
На фиг. 3-8 схематично представлены другие примеры осуществления штамповочного инструмента в соответствии с изобретением, в предпочтительном варианте матрицы 3.
В представленном на фиг. 3 примере осуществления изобретения служащая для горячей обработки давлением и закалки под давлением матрица 3 в своей, определенной посредством положительного радиуса вытягивания, кромочной зоне вытягивания покрыта материалом 6, имеющим относительно небольшую теплопроводность. Под материалом (покрытием) 6 понимается в предпочтительном варианте керамика, к примеру, оксид алюминия или оксид циркония. Выборочное покрытие кромочной зоны вытягивания может быть осуществлено, к примеру, посредством газопламенного напыления, в частности, нанесения порошка способом газопламенного напыления или нанесения проволоки способом газопламенного нанесения, или же посредством электродугового напыления или плазменного напыления.
Поперечный размер проходящего по кромке 7 вытягивания покрытия 6 располагается, к примеру, в зоне от 1,6-кратного до 4-кратного, предпочтительно в зоне от 1,6-кратного до 2-кратного положительного радиуса вытягивания матрицы 3. Покрытие 6 незначительно выступает или может выступать относительно смежной поверхности 3.1 матрицы 3, к примеру, на расстояние от 0,25 мм до 0,5 мм или более.
В представленном на фиг. 4 примере осуществления изобретения служащая для горячей обработки давлением и для закалки под давлением матрица 3 в кромочной зоне вытягивания снабжена изготовленным посредством наваривания слоем 6' материала, который имеет относительно небольшую теплопроводность. Перед навариванием в кромочной зоне втягивания матрицы 3, к примеру, посредством обработки резанием формируется проходящее перпендикулярно кромке вытягивания углубление 3.3. В это углубление (выемку) 3.3 затем посредством наваривания помещается материал 6' с относительно небольшой теплопроводностью. Под этим навариваемым материалом 6' может подразумеваться, к примеру, хромированная сталь, титан или высоколегированная сталь, к примеру X5CrNi18-10, которые имеют теплопроводность примерно 30 Вт/(м⋅K) или менее 30 Вт/(м⋅K). Нанесенный посредством наваривания на кромочную зону вытягивания материал 6' наносится в таком количестве и, соответственно, затем посредством фрезерования или шлифования удаляется, пока не будет, в основном, заподлицо прилегать к поверхности 3.1 матрицы 3 или не будет немного выступать за пределы поверхности 3.1. матрицы 3.
Представленный на фиг. 5 фрагмент матрицы 3 соответствует, в основном, представленному на фиг. 1 примеру осуществления изобретения. И в данном случае в кромочной зоне вытягивания матрицы 3 располагается имеющий форму планки вставной элемент 5 с относительно небольшой теплопроводностью. Вставной элемент 5 состоит, к примеру, из керамики, предпочтительно из оксида алюминия (Al2O3) или оксида циркония. Образующая кромочную зону втягивания внешняя сторона вставного элемента 5 примыкает, в основном, заподлицо к поверхности 3.1 матрицы 3.
На фиг. 5 представлена, к тому же, следующая опция или альтернатива для снижения потери тепла нагретой заготовки. Эта альтернатива или дополнительная опция состоит в том, что в матрицу 3 встроен источник тепла или проводящий нагревательную жидкость канал 8, посредством которого кромочная зона вытягивания матрицы 3 может нагреваться выборочно по месту. В соответствии со следующим вариантом осуществления изобретения предусмотрено, что источник тепла, к примеру, в виде одной или нескольких электрических нагревательных проволок, или проводящий нагревательную жидкость канал 8 встроен в образующий кромочную зону вытягивания вставной элемент 5.
Представленный на фиг. 6 пример осуществления изобретения отличается от представленных на фиг. 1, 2 и 5 примеров осуществления изобретения тем, что между вставным элементом 5 и матрицей 3 расположен теплоизоляционный слой 9. Теплоизоляционный слой 9 выполнен однослойным или многослойным и состоит, к примеру, из полимерного материала и/или из минеральной ваты.
В представленном на фиг. 7 примере осуществления изобретения служащая для горячей обработки давлением и для закалки под давлением матрица 3 в кромочной зоне вытягивания опять же снабжена изготовленным посредством наваривания слоем материала 6', который имеет сравнительно небольшую теплопроводность. В отличие от примера осуществления изобретения в соответствии с фиг. 4 слой материала 6' осуществлен, однако, таким образом, что имеет выступающий относительно внутренней периферии матрицы 3 или относительно граничащей с полостью 4 матрицы 3 круговой поверхности периферии выступ 6.1. За счет такого локального возвышения или такого локального выступа 6.1 из материала с относительно небольшой теплопроводностью отведение тепла от нагретой заготовки 1 снижается. В дополнение к этому слою материала 6' в матрицу может быть встроен источник тепла или проводящий нагревательную жидкость канал 8, посредством которого нагревательная зона вытягивания матрицы 3 может быть по месту выборочно нагрета.
Представленный на фиг. 8 пример осуществления изобретения отличается от примера осуществления изобретения в соответствии с фиг. 6 тем, что вставной элемент 5 имеет выступающий относительно внутренней периферии полости 4 матрицы 3 или относительно граничащей с полостью 4 круговой поверхности периферии выступ 5.1. Между вставным элементом 5 и матрицей 3 расположен теплоизоляционный слой 9.
Варианты осуществления предложенного на рассмотрение изобретения не ограничены ранее описанными и/или представленными на чертежах примерами осуществления. Более того, возможны многочисленные варианты или модификации, которые могут быть использованы и в случае решения изобретения, отличного от предложенного в прилагаемой формуле изобретения. Так, к примеру, дополнительно и штамп и/или, в случае необходимости, держатель для листов (листодержатель) могут быть снабжены средствами 5, 5.1, 6, 6', 6.1 и/или 9 с небольшой теплопроводностью, для оптимизации коэффициента теплоотдачи.
Изобретение относится к области обработки металлов давлением, в частности к способу горячей обработки давлением и закалки под давлением пластинчатых оцинкованных заготовок из стального листа. Заготовку нагревают до температуры выше температуры аустенизации и затем в охлажденном штамповочном инструменте в виде штампа и матрицы, пластически деформируют и закаливают. При этом используют матрицу, которая в кромочной зоне вытягивания содержит неразъемным образом соединенное с ней покрытие, теплопроводность которого меньше теплопроводности смежного с кромочной зоной вытягивания участка матрицы, входящей с ней в контакт. Причем обращенная к заготовке поверхность нанесенного в кромочной зоне покрытия имеет проходящий по кромке вытягивания поперечный габарит, значение которого превышает положительный радиус вытягивания матрицы. Снижается возможность трещинообразования в заготовках. 4 н. и 16 з.п. ф-лы.
1. Способ горячей обработки давлением и закалки под давлением оцинкованных заготовок (1) из стального листа, при котором заготовку нагревают до температуры выше температуры аустенизации и затем в охлажденном штамповочном инструменте, который имеет по меньшей мере один штамп (2) и по меньшей мере одну матрицу (3), подвергают пластической деформации и закалке, отличающийся тем, что используемая для горячей обработки давлением и для закалки под давлением матрица (3) содержит в своей определенной посредством положительного радиуса вытягивания кромочной зоне вытягивания неразъемно соединенное с ней покрытие (6, 6'), теплопроводность материала которого по меньшей мере на 10 Вт/(м⋅K) меньше теплопроводности смежного с кромочной зоной вытягивания участка (3.1) матрицы (3), который при горячей обработке давлением и при закалке под давлением заготовки (1) входит с ней в контакт, причем обращенная к заготовке (1) поверхность нанесенного в кромочной зоне вытягивания покрытия (6, 6') имеет проходящий по кромке (7) вытягивания поперечный размер, который составляет от 1,6-кратного до 10-кратного положительного радиуса вытягивания матрицы (3).
2. Способ по п. 1, отличающийся тем, что теплопроводность нанесенного в кромочной зоне вытягивания покрытия (6, 6') составляет менее 40 Вт/(м⋅K), предпочтительно менее 30 Вт/(м⋅K).
3. Способ по п. 1 или 2, отличающийся тем, что покрытие (6') наносят на матрицу (3) в кромочной зоне вытягивания матрицы (3) посредством наваривания.
4. Способ по п. 1 или 2, отличающийся тем, что кромочную зону вытягивания матрицы (3) по месту выборочно нагревают посредством встроенного в матрицу источника тепла или проводящего нагревательную жидкость канала (8).
5. Способ горячей обработки давлением и закалки под давлением оцинкованных заготовок (1) из стального листа, при котором заготовку нагревают до температуры выше температуры аустенизации и затем в охлажденном штамповочном инструменте, который имеет по меньшей мере один штамп (2) и по меньшей мере одну матрицу (3), подвергают пластической деформации и закалке, отличающийся тем, что используемая для горячей обработки давлением и для закалки под давлением матрица (3) снабжена в своей, определенной посредством положительного радиуса вытягивания, кромочной зоне вытягивания по меньшей мере одним вставным элементом (5), теплопроводность которого по меньшей мере на 10 Вт/(м⋅K) меньше теплопроводности смежного с кромочной зоной вытягивания участка (3.1) матрицы (3), который при горячей обработке давлением и при закалке под давлением заготовки (1) входит с ней в контакт, причем обращенная к заготовке (1) поверхность расположенного там вставного элемента (5) имеет проходящий по кромке (7) вытягивания поперечный размер, который составляет от 1,6-кратного до 10-кратного положительного радиуса вытягивания матрицы (3).
6. Способ по п. 5, отличающийся тем, что теплопроводность расположенного в кромочной зоне вытягивания вставного элемента (5) составляет менее 40 Вт/(м⋅K), предпочтительно менее 30 Вт/(м⋅K).
7. Способ по п. 5 или 6, отличающийся тем, что по меньшей мере один вставной элемент (5) выполняют в виде планки и вставляют в образованное в кромочной зоне вытягивания матрицы (3) углубление (3.2).
8. Способ по п. 5, отличающийся тем, что между вставным элементом (5) и матрицей (3) располагают теплоизоляционный слой (9).
9. Способ по п. 5, отличающийся тем, что вставной элемент (5) снабжают выступающим относительно внутренней периферии матрицы (3) и/или относительно граничащей с полостью (4) матрицы (3) круговой поверхности (3.1) периферии выступом (5.1).
10. Способ по любому из пп. 5, 6, 8, 9, отличающийся тем, что кромочную зону вытягивания матрицы (3) посредством встроенного в матрицу источника тепла или проводящего нагревательную жидкость канала (8) по месту выборочно нагревают.
11. Штамповочный инструмент для горячей обработки давлением и закалки под давлением оцинкованных заготовок (1) из стального листа по меньшей мере с одним штампом (2) и соответствующей штампу матрицей (3), причем штамп (2) и/или матрица (3) имеют охлаждающие каналы для проведения охлаждающей жидкости, отличающийся тем, что матрица (3) в своей, определенной посредством положительного радиуса вытягивания, кромочной зоне вытягивания имеет неразъемно соединенное с ней покрытие (6, 6'), которое имеет теплопроводность по меньшей мере на 10 Вт/(м⋅K) меньше теплопроводности смежного с кромочной зоной вытягивания участка (3.1) матрицы (3), который при горячей обработке давлением или при закалке под давлением заготовки (1) входит с ней в контакт, причем обращенная к заготовке (1) поверхность нанесенного в кромочной зоне вытягивания покрытия (6, 6') имеет проходящий по кромке (7) вытягивания поперечный размер, который составляет от 1,6-кратного до 10-кратного положительного радиуса вытягивания матрицы (3).
12. Штамповочный инструмент по п. 11, отличающийся тем, что теплопроводность нанесенного покрытия (6, 6') составляет менее 40 Вт/(м⋅K), предпочтительно менее 30 Вт/(м⋅K).
13. Штамповочный инструмент по п. 11 или 12, отличающийся тем, что покрытие (6') нанесено на матрицу (3) в кромочной зоне вытягивания матрицы (3 посредством наваривания.
14. Штамповочный инструмент по п. 11 или 12, отличающийся тем, что в матрицу (3) встроен источник тепла или проводящий нагревательную жидкость канал (8), посредством которого кромочная зона вытягивания матрицы (3) может по месту выборочно нагреваться.
15. Штамповочный инструмент для горячей обработки давлением и закалки под давлением оцинкованных заготовок (1) из стального листа по меньшей мере с одним штампом (2) и соответствующей штампу матрицей (3), причем штамп (2) и/или матрица (3) имеют охлаждающие каналы для проведения охлаждающей жидкости, отличающийся тем, что матрица (3) в своей, определенной посредством положительного радиуса вытягивания, кромочной зоне вытягивания снабжена по меньшей мере одним вставным элементом (5), который имеет теплопроводность по меньшей мере на 10 Вт/(м⋅K) меньше теплопроводности смежного с кромочной зоной вытягивания участка (3.1) матрицы (3), который при горячей обработке давлением или при закалке под давлением заготовки (1) входит с ней в контакт, причем обращенная к заготовке (1) поверхность расположенного там вставного элемента (5) имеет проходящий по кромке (7) вытягивания поперечный размер, который составляет от 1,6-кратного до 10-кратного положительного радиуса вытягивания матрицы (3).
16. Штамповочный инструмент по п. 15, отличающийся тем, что теплопроводность расположенного в кромочной зоне вытягивания вставного элемента (5) составляет менее 40 Вт/(м⋅K), предпочтительно менее 30 Вт/(м⋅K).
17. Штамповочный инструмент по п. 15 или 16, отличающийся тем, что по меньшей мере один вставной элемент (5) выполнен в виде планки и вставлен в образованное в кромочной зоне вытягивания матрицы (3) углубление (3.2).
18. Штамповочный инструмент по п. 15, отличающийся тем, что между вставным элементом (5) и матрицей (3) расположен теплоизоляционный слой (9).
19. Штамповочный инструмент по п. 15, отличающийся тем, что вставной элемент (5) имеет выступающий относительно внутренней периферии матрицы (3) и/или относительно граничащей с полостью (4) матрицы (3) круговой поверхности (3.1) периферии выступ (5.1).
20. Штамповочный инструмент по любому из пп. 15, 16, 18, 19, отличающийся тем, что в матрицу (3) встроен источник тепла или проводящий нагревательную жидкость канал (8), посредством которого кромочная зона вытягивания матрицы (3) может по месту выборочно нагреваться.
| DE102004038623 B3, 02.02.2006 | |||
| Штамп для формообразования с одновременной закалкой изделий из листового металла | 1986 |
|
SU1340865A1 |
| СПОСОБ ПРАВКИ ПОКОВОК | 0 |
|
SU178662A1 |
| СПОСОБ ГИБКИ И ОБЪЕМНО-ПОВЕРХНОСТНОЙ ЗАКАЛКИ РЕССОРНЫХ ЛИСТОВ ИЗ СТАЛЕЙ ПОНИЖЕННОЙ ПРОКАЛИВАЕМОСТИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2422542C1 |

