Изобретение относится к оборудованию для обработки профилей, например для устранения локальных неровностей продольного и поперечного профиля рельса, в том числе в зоне сварных стыков рельсовых плетей методом профильного фрезерования.
Известна фрезерная головка, указанная в способе механической обработки сварных стыков, в котором обработку подошвы рельса производят одновременно с обработкой головки рельса врезанием цилиндрической фрезы по уровню подошвы меньшего по высоте рельса одновременно с профильными фрезами, находящимися над цилиндрической фрезой.
Недостатками указанного изобретения являются:
- отсутствует возможность осевого перемещения цилиндрической фрезы, что не позволяет выполнять обработку двух боковых поверхностей подошвы рельса одновременно с обработкой нижней поверхности подошвы рельса;
- не обеспечивается обработка нижних поверхностей подошвы рельсов в зоне сварного стыка при их угловом отклонении относительно друг друга.
Известна фрезерная головка, указанная в устройстве для фрезерования профиля рельса, принятая в качестве прототипа, с фрезой для обработки сварных стыков рельсов, установленная на цилиндрической направляющей с возможностью перемещения вдоль (ее оси) оси вращения фрезы и поворота вокруг этой направляющей при помощи приводов с датчиками измерения величины перемещения и поворота фрезы и датчиками, сигнализирующими о касании фрезой поверхностей профиля рельса, связанными с (датчиками измерения продольного и поперечного профилей рельса) и фиксации наличия поверхности наплавки в сварных стыках и с системами автоматического измерения и управления процессом механической обработки (RU, патент на изобретение №2396149, кл. B23C 3/00, опубл. 2010 г.).
Недостатком указанного изобретения является отсутствие поворота фрезы, в результате чего не обеспечивается обработка поверхностей двух рельсов в зоне сварного стыка при их угловом отклонении относительно друг друга и требуется дополнительная обработка, что снижает эффективность и технические возможности фрезерной головки.
Техническим результатом изобретения является повышение эффективности и расширение технических возможностей фрезерной головки.
Указанный технический результат достигается тем, что фрезерная головка с фрезой и приводом ее вращения, установленная на цилиндрической направляющей с возможностью перемещения вдоль ее оси и поворота вокруг этой направляющей при помощи приводов с датчиками измерения величины перемещения и поворота фрезы и датчиками, сигнализирующими о касании фрезой обрабатываемых поверхностей, связанными с датчиками измерения профиля обрабатываемых поверхностей и с системами автоматического измерения и управления процессом механической обработки; фрезерная головка установлена на цилиндрической направляющей с возможностью поворота в плоскости, параллельной оси фрезы, при помощи дополнительного привода с датчиком измерения угла поворота, связанным с системами автоматического измерения и управления процессом механической обработки.
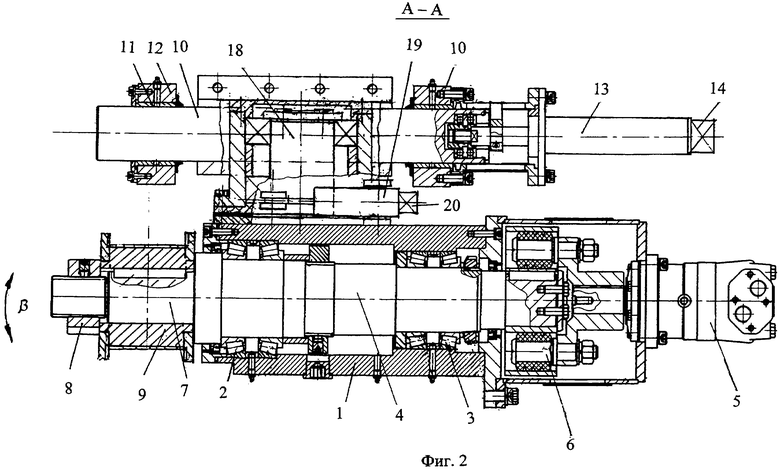
На фиг.1 изображен общий вид фрезерной головки; на фиг.2 - сечение A-A на фиг.1.
Фрезерная головка содержит корпус 1 (фиг.1 и 2), в подшипниковых опорах 2 и 3 которого установлен шпиндель 4 с приводом вращения от гидромотора 5 и муфты 6. На посадочной поверхности 7 шпинделя 4 закреплена с помощью гайки 8 фреза 9. Корпус 1 закреплен на цилиндрической направляющей 10 во втулках 11 опор 12 с возможностью перемещения вдоль оси вращения фрезы в направлении С при помощи привода, выполненного в виде гидроцилиндра 13 с датчиком 14 измерения величины перемещения и поворота ее вокруг этой направляющей при помощи привода, выполненного в виде гидроцилиндра 15 с датчиком 16 измерения величины поворота на угол α. На корпусе 1 фрезерной головки в близком расстоянии от фрезы 9 закреплен датчик 17, сигнализирующий о касании фрезой 9 обрабатываемой поверхности, связанный с датчиками измерения профиля обрабатываемой поверхности и с системами автоматического измерения и управления процессом механической обработки (на чертежах не показаны); фрезерная головка установлена на цилиндрической направляющей 9 посредством подшипникового узла 18 с возможностью поворота в плоскости, параллельной оси фрезы 9, при помощи дополнительного привода, выполненного в виде гидроцилиндра 19 с датчиком 20 измерения угла β поворота фрезерной головки, связанным с системами автоматического измерения и управления процессом механической обработки.
Устройство работает следующим образом:
В исходном положении фреза 9 отведена от обрабатываемой поверхности и датчиками измерения профиля обрабатываемой поверхности выполняется ее измерение, результаты которого поступают в систему автоматического измерения и управления процессом механической обработки, и по полученным результатам корпус 1 со шпинделем 4, фрезой 9, вращающейся от гидромотора 5, посредством поворота фрезерной головки на цилиндрических направляющих 10 приводом поворота от гидроцилиндра 15 с датчиком 16 измерения величины поворота α и посредством перемещения приводом от гидроцилиндра 13 с датчиком 14 измерения величины перемещения в осевом направлении фреза 9 устанавливается в положение ее касания с обрабатываемой поверхностью, определенное посредством измерения профиля обрабатываемой поверхности, движением фрезы вдоль обрабатываемой поверхности производится ее обработка, и фреза возвращается в исходное положение, где она останавливается.
При наличии неровностей на обрабатываемой поверхности фрезерная головка 9 посредством подшипникового узла 18 поворачивается в плоскости, параллельной оси фрезы 9, и при помощи дополнительного привода от гидроцилиндра 19 с датчиком 20 устанавливается на угол β, определенный системами автоматического измерения и управления процессом механической обработки, после чего выполняется фрезеровка указных неровностей по измеренному профилю, что позволяет повысить эффективность и расширить технические возможности фрезерной головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ПРОФИЛЯ РЕЛЬСА | 2011 |
|
RU2466830C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ПРОФИЛЯ РЕЛЬСА | 2008 |
|
RU2396149C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВКИ ГОЛОВКИ РЕЛЬСА | 2013 |
|
RU2539309C1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ СВАРНЫХ СТЫКОВ | 1967 |
|
SU206276A1 |
| УСТАНОВКА ДЛЯ ПРАВКИ СВАРНЫХ СТЫКОВ РЕЛЬСОВ В ХОЛОДНОМ СОСТОЯНИИ | 2010 |
|
RU2438815C1 |
| ФРЕЗА КОМБИНИРОВАННАЯ ДЛЯ ОБРАБОТКИ ПОДОШВЫ РЕЛЬСА | 2011 |
|
RU2460836C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВКИ СТЫКОВ РЕЛЬСА | 2002 |
|
RU2272091C2 |
| Фрезерный станок | 1975 |
|
SU610617A1 |
| Машина для вырезки бетона | 1976 |
|
SU591541A1 |
Изобретение относится к оборудованию для обработки профилей и может быть использовано для устранения локальных неровностей продольного и поперечного профиля рельса, в том числе в зоне сварных стыков рельсовых плетей методом профильного фрезерования. Фрезерная головка содержит фрезу с приводом ее вращения и установлена на цилиндрической направляющей с возможностью перемещения вдоль ее оси и поворота вокруг этой направляющей при помощи приводов. Приводы выполнены с датчиками измерения величины перемещения и поворота фрезы и с датчиками, сигнализирующими о касании фрезой обрабатываемых поверхностей, связанными с датчиками измерения профиля обрабатываемых поверхностей и с системами автоматического измерения и управления процессом механической обработки. Фрезерная головка установлена на цилиндрической направляющей с возможностью поворота в плоскости, параллельной оси фрезы, при помощи дополнительного привода с датчиком измерения угла ее поворота, связанным с упомянутыми системами автоматического измерения и управления процессом механической обработки. Повышается эффективность обработки, расширяются технические возможностей фрезерной головки. 2 ил.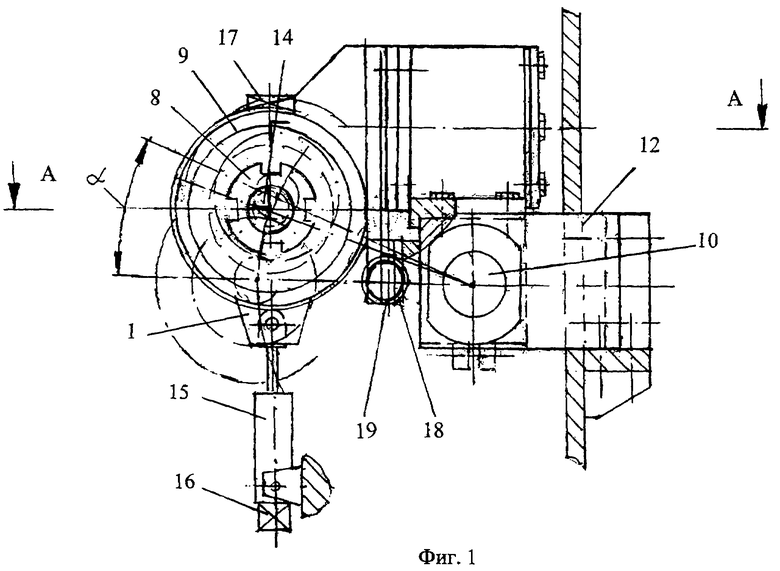
Фрезерная головка, содержащая фрезу с приводом ее вращения и установленная на цилиндрической направляющей с возможностью перемещения вдоль ее оси и поворота вокруг этой направляющей при помощи приводов с датчиками измерения величины перемещения и поворота фрезы и датчиками, сигнализирующими о касании фрезой обрабатываемых поверхностей, связанными с датчиками измерения профиля обрабатываемых поверхностей и с системами автоматического измерения и управления процессом механической обработки, отличающаяся тем, что она установлена на цилиндрической направляющей с возможностью поворота в плоскости, параллельной оси фрезы, при помощи дополнительного привода с датчиком измерения угла ее поворота, связанным с упомянутыми системами автоматического измерения и управления процессом механической обработки.
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ПРОФИЛЯ РЕЛЬСА | 2008 |
|
RU2396149C1 |
| Устройство для обработки швов цилиндрических изделий | 1986 |
|
SU1437193A1 |
| Способ зачистки сварных швов | 1986 |
|
SU1386430A1 |
| СТАНОК РЕЛЬСОШЛИФОВАЛЬНЫЙ | 2005 |
|
RU2287633C1 |
| Волноводный мост | 1979 |
|
SU843043A1 |

