ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение в целом относится к аддитивному производству на основе порошков и, в частности, к способу и системе для спекания или расплавления под действием тепла с предварительно обработанным материалом, которые предназначены для аддитивного производства.
Используемый промышленный способ для аддитивного производства на основе порошков представляет собой обработку селективным лазерным спеканием ("SLS"). Этот процесс предназначен для изготовления трехмерных объектов. К числу подходящих для обработки методом SLS материалов относятся полимеры (например, материалы типа нейлона). Тем не менее, требуется более широкий диапазон таких материалов.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В настоящем изобретении обеспечивают материал в порошкообразной форме для аддитивного производства, имеющий суженную кривую плавления по сравнению с необработанным материалом, причем материал содержит: по меньшей мере один термопластичный полимер с сосуществующими кристаллическими состояниями, который обработан теплом после полимеризации в атмосфере инертного газа, начиная с заданной температуры, чтобы модифицировать по меньшей мере один из следующих параметров: температуру (Tm) плавления, температуру (Trc) рекристаллизации и энтальпию (ΔHm) плавления, где температура обработки не более чем на 30 градусов Цельсия ниже, не более чем на 20 градусов Цельсия ниже или не более чем на 10 градусов Цельсия ниже, чем температура (Tm) плавления необработанного материала, и длительность термической обработки составляет по меньшей мере один час, возможно по меньшей мере десять часов или по меньшей мере пятнадцать часов.
Предпочтительно термопластичный полимер или сополимер выбирают из полиамида (РА), полиарилэфиркетона (PAEK), полиарилэфирсульфона (PAES), сложного полиэфира, простого полиэфира, полиолефина, полистирола, полифениленсульфида, поливинилиденфторида, полифениленоксида, полиимида и сополимеров или смесей, содержащих по меньшей мере один из вышеупомянутых полимеров.
Предпочтительно термопластичный полимер или сополимер представляет собой полиамид или полуароматический полиамид, соответственно, выбранный из полиамида 6, полиамида 11, полиамида 12, полиамида 46, полиамида 66, полиамида 1010, полиамида 1012, полиамида 1112, полиамида 1212, полиамида PA6T/6I, поли-м-ксилиленадипамида (PA MXD6), полиамида 6/6Т, полиамида РА6Т/66, РА4Т/46.
Предпочтительно порошковый материал содержит по меньшей мере первый и второй термопластичные полимеры и при этом первый термопластичный полимер обработан теплом для модифицирования по меньшей мере одного из температуры плавления и температуры рекристаллизации, и второй термопластичный полимер обработан теплом для модифицирования по меньшей мере одного из температуры плавления, температуры рекристаллизации и энтальпии плавления.
Кроме того, в настоящем изобретении предложен твердый объект, образованный при помощи аддитивного производства по меньшей мере из одного порошкового материала, отличающийся тем, что по меньшей мере один термопластичный полимер обработан теплом для модифицирования по меньшей мере одного из следующих параметров: температуры плавления, температуры рекристаллизации и энтальпии плавления.
Кроме того, в настоящем изобретении предложен способ приготовления материала в порошкообразной форме для аддитивного производства, имеющего суженную кривую плавления по сравнению с необработанным материалом, причем способ включает нагревание термопластичного полимера с сосуществующими кристаллическими состояниями в атмосфере инертного газа, начиная с заданной температуры, для модифицирования по меньшей мере одного из следующих параметров: температуры (Tm) плавления, температуры (Trc) рекристаллизации и энтальпии (ΔHm) плавления.
Термопластичный полимер можно подвергать воздействию заданной температуры (Т) путем нагревания в печи, путем облучения электромагнитным излучением или корпускулярным излучением или облучения ИК излучением или микроволновым излучением. Тепловую энергию для достижения заданной температуры и поддержания ее можно подводить к полимеру частично или полностью посредством механической обработки.
В указанном способе материал может содержать по меньшей мере первый и второй термопластичные полимеры и при этом нагревание термопластичного полимера включает нагревание первого термопластичного полимера для модифицирования по меньшей мере одного из: температуры плавления, температуры рекристаллизации и энтальпии плавления, и нагревание второго термопластичного полимера для модифицирования по меньшей мере одного из: температуры плавления, температуры рекристаллизации и энтальпии плавления.
КРАТКОЕ ОПИСАНИЕ НЕСКОЛЬКИХ ВИДОВ, ПРЕДСТАВЛЕННЫХ НА ГРАФИЧЕСКИХ МАТЕРИАЛАХ
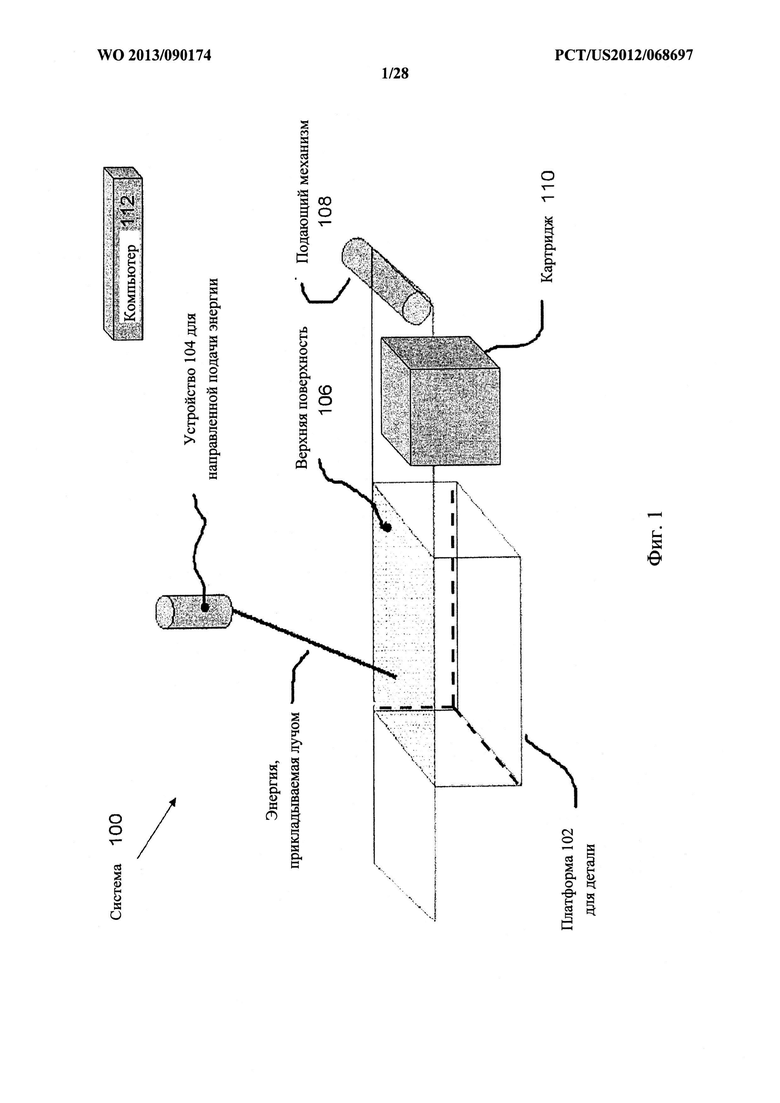
Фиг. 1 представляет собой схематический вид в перспективе системы SLS согласно иллюстративному варианту осуществления (система 100).
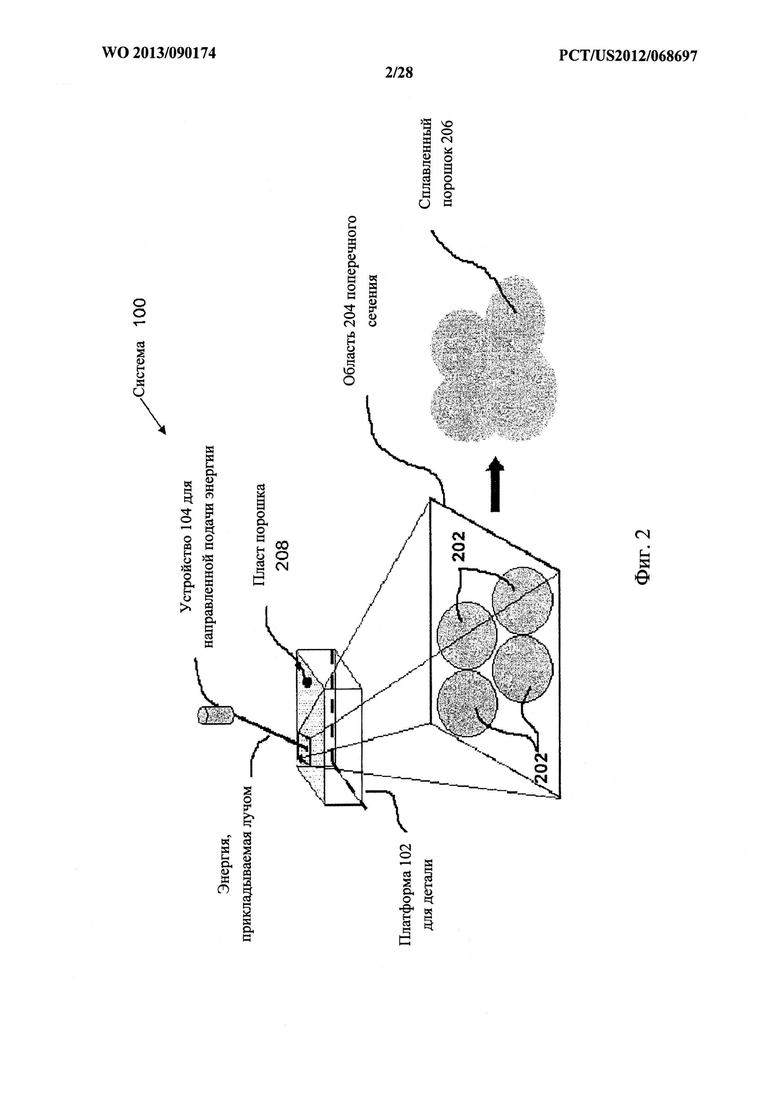
Фиг. 2 представляет собой схематический вид в перспективе с местным разрезом системы по фиг. 1.
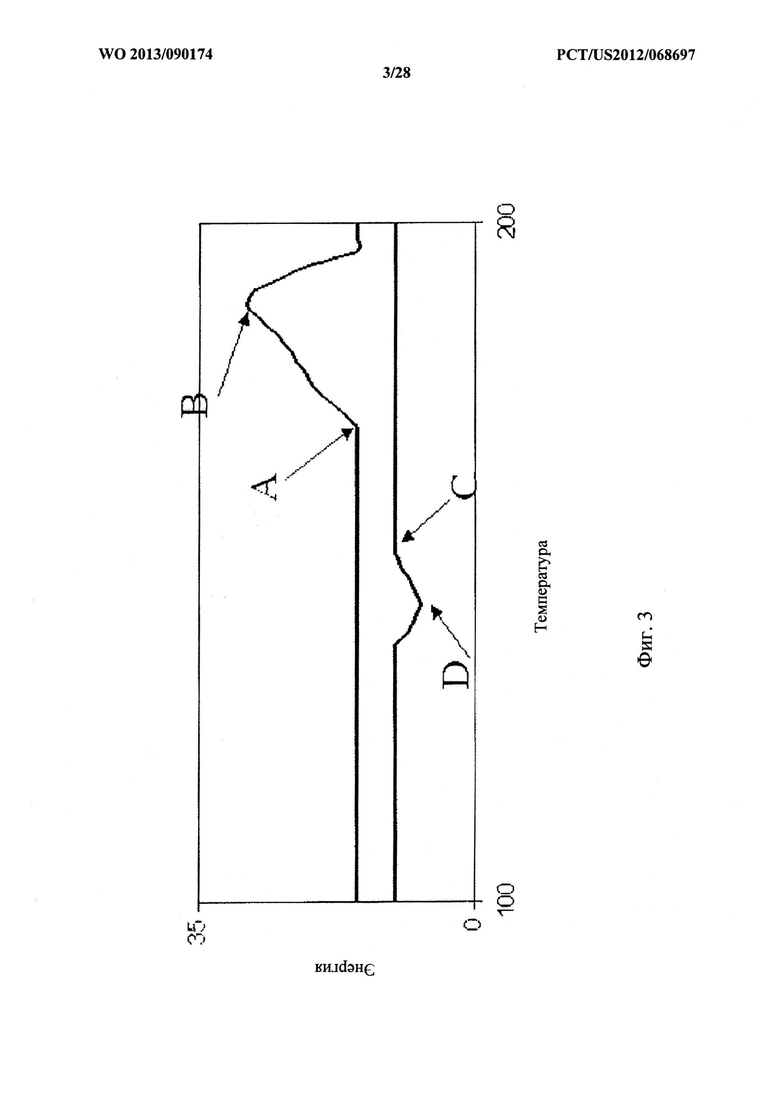
Фиг. 3 представляет собой первый пример записи дифференциальной сканирующей калориметрии ("DSC") для первого материала, показывающий кривую плавления и кривую рекристаллизации для первого материала.
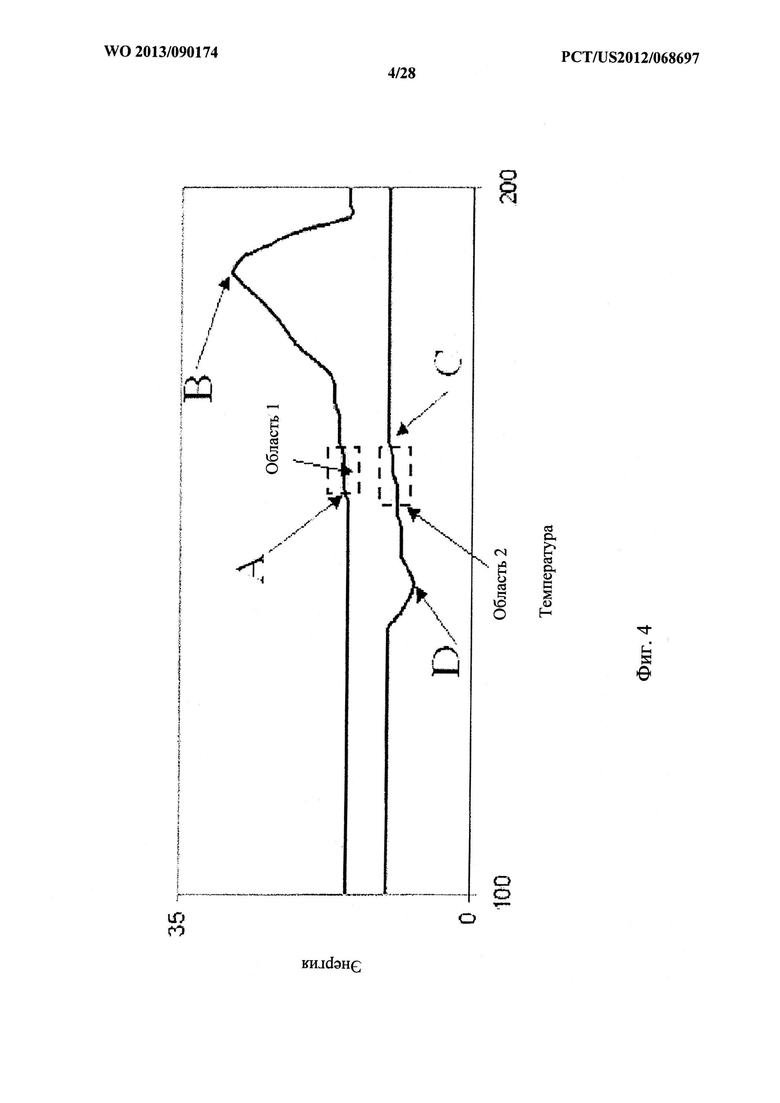
Фиг. 4 представляет собой второй пример записи DSC для второго материала, показывающий кривую плавления и кривую рекристаллизации для второго материала.
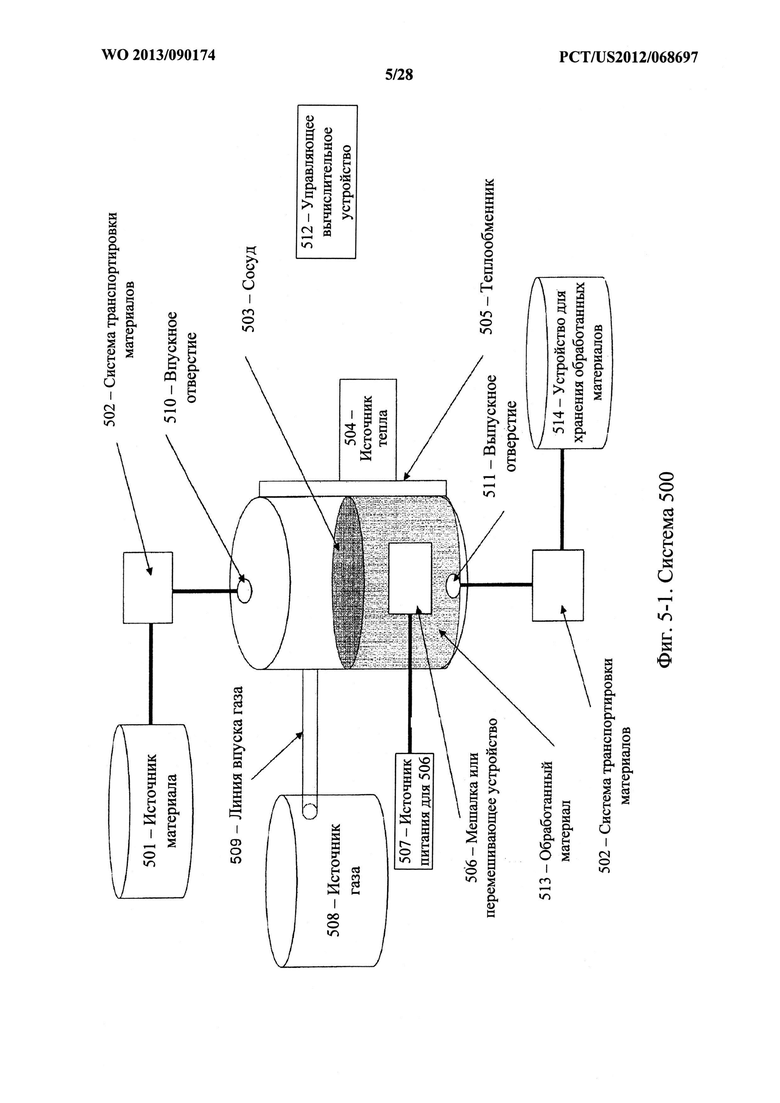
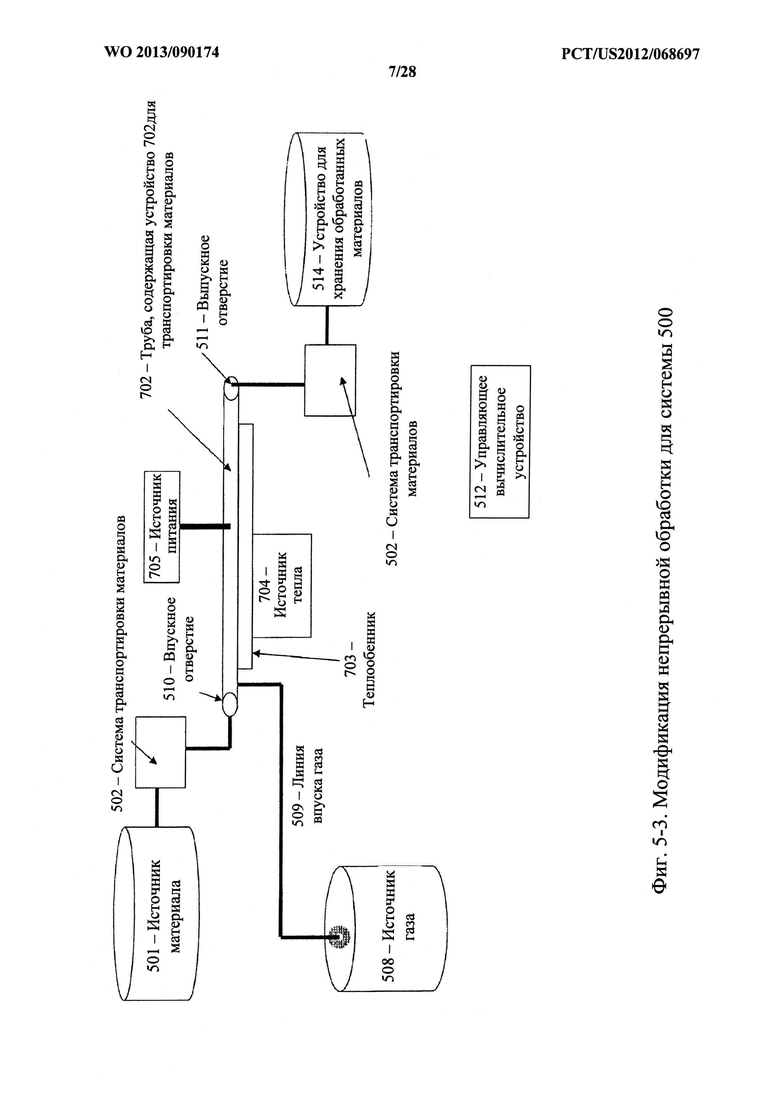
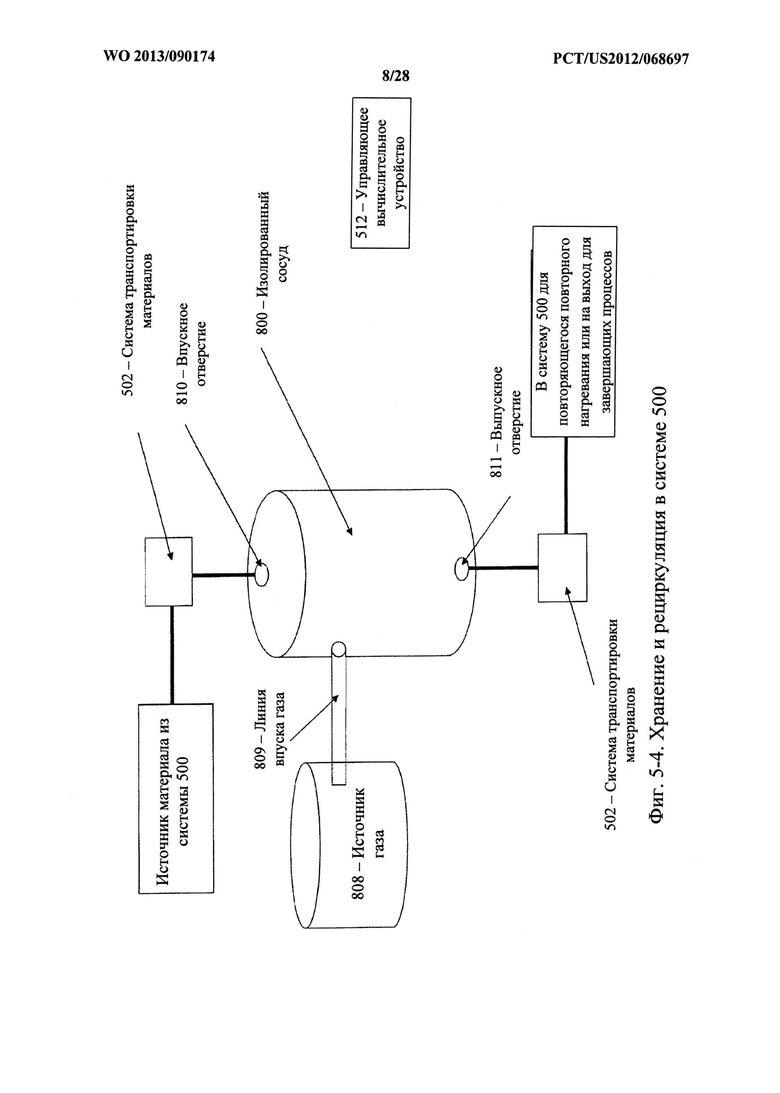
Фиг. 5-1, 5-2, 5-3 и 5-4 иллюстрируют систему обработки согласно иллюстративному варианту осуществления (система 500).
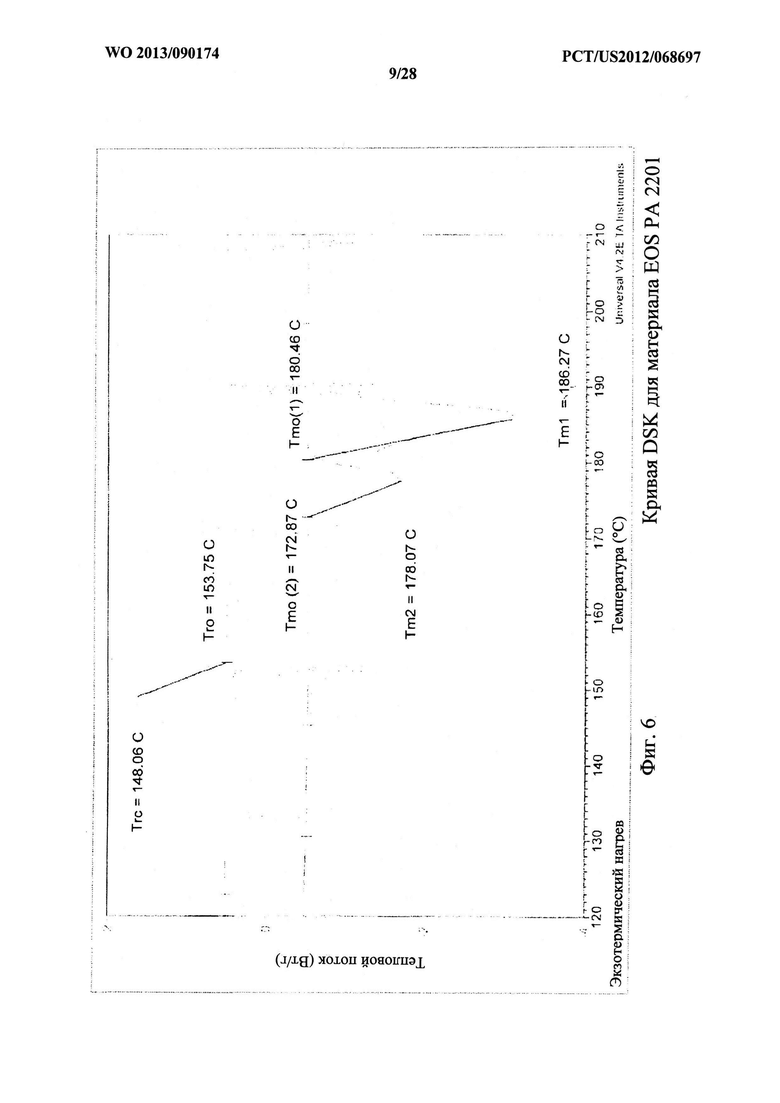
Фиг. 6 представляет собой пример записи DSC для образца материала нейлон 12 EVONIK.
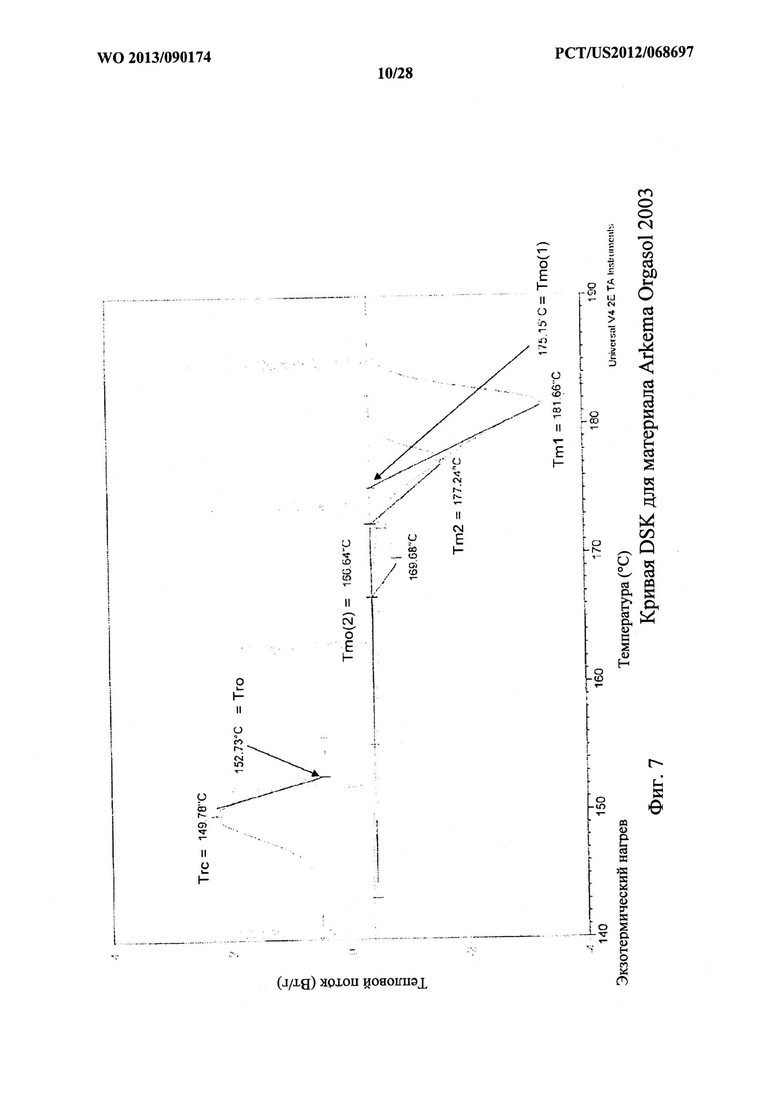
Фиг. 7 представляет собой пример записи DSC для образца материала нейлон 12 ARKEMA ORGASOL 2003.
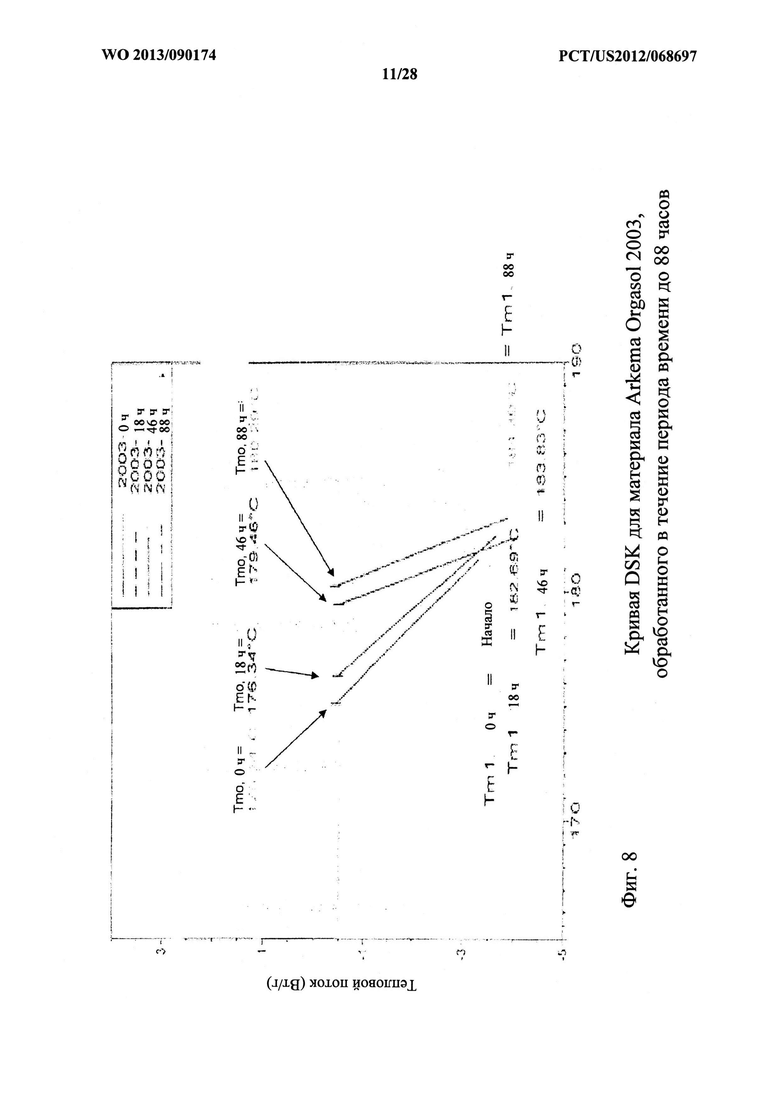
Фиг. 8 представляет собой пример записи DSC для образца материала по фиг. 7 после обработки согласно первому варианту иллюстративных вариантов осуществления.
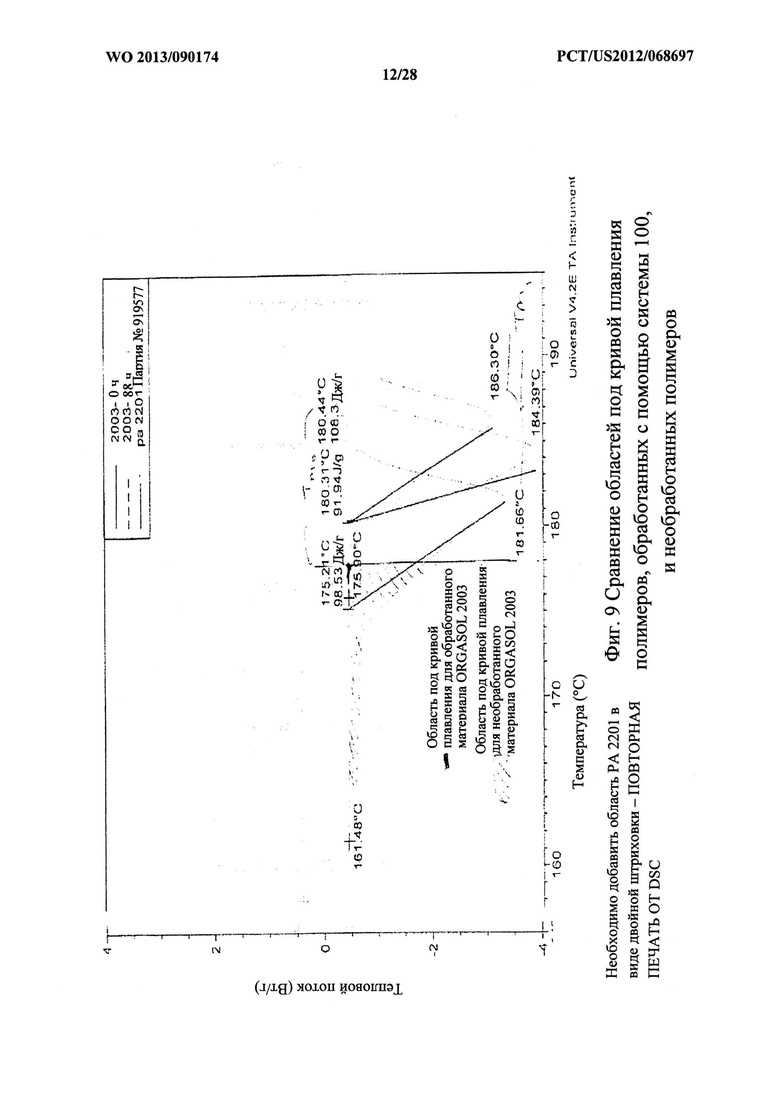
Фиг. 9 представляет собой пример записи DSC для материала по фиг. 6, материала по фиг. 7 и материала по фиг. 8 в сравнении друг с другом.
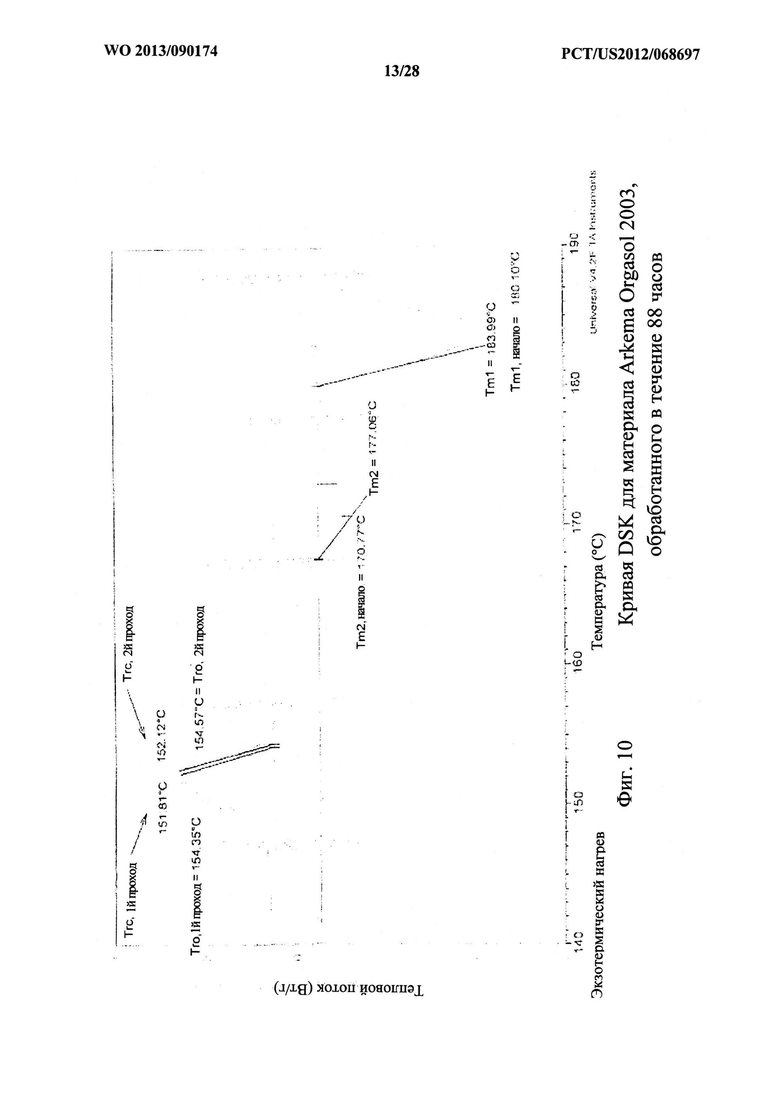
Фиг. 10 представляет собой пример записи DSC для материала по фиг. 7 после предварительной обработки согласно второму варианту иллюстративных вариантов осуществления.
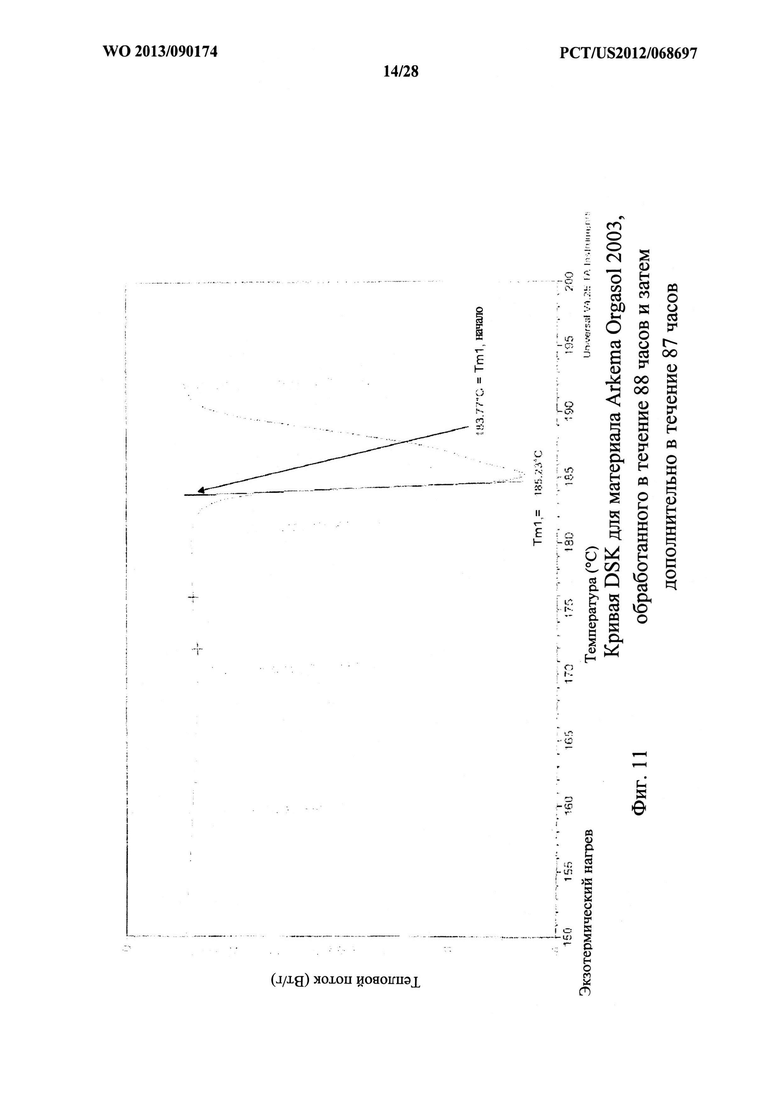
Фиг. 11 представляет собой пример записи DSC для материала по фиг. 10 после предварительной обработки согласно третьему варианту иллюстративных вариантов осуществления.
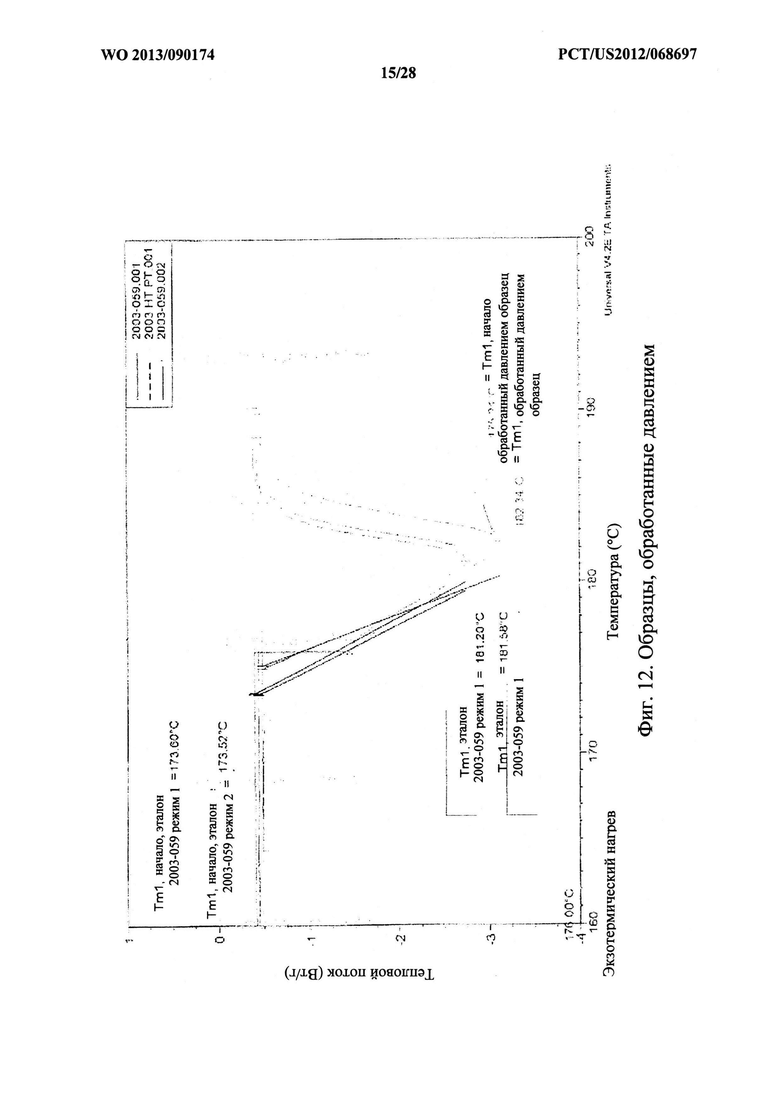
Фиг. 12 представляет собой пример записи DSC для материала по фиг. 7 после предварительной обработки согласно четвертому варианту иллюстративных вариантов осуществления.
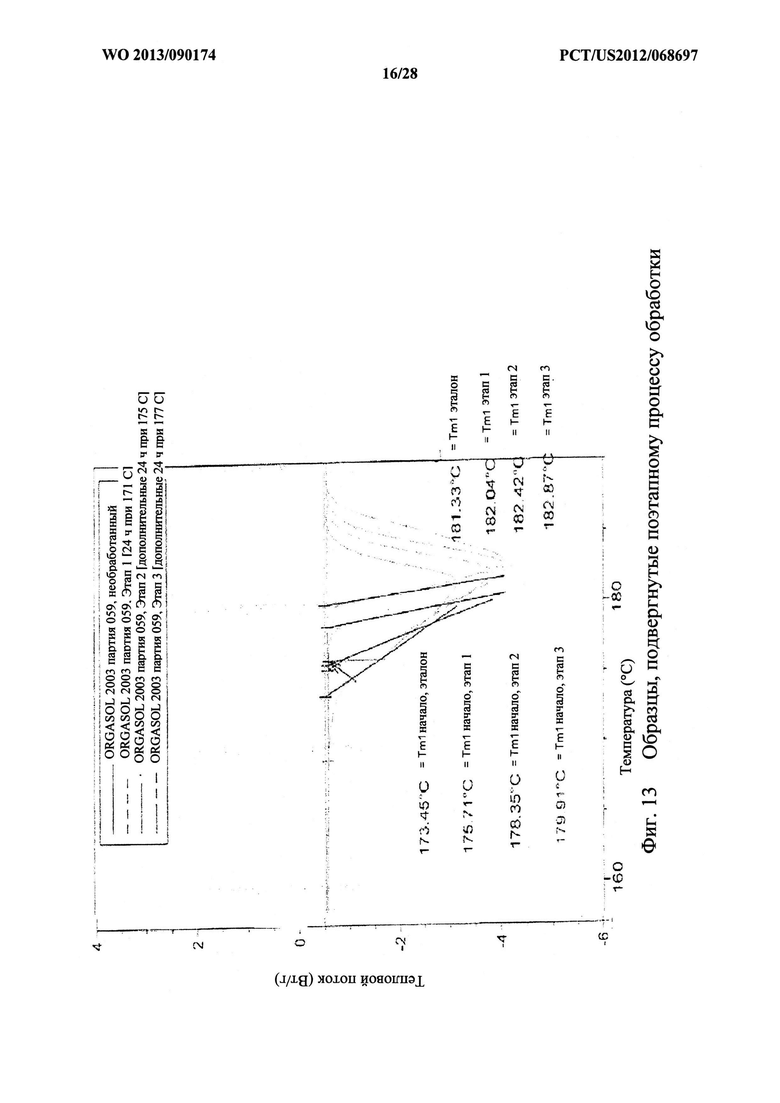
Фиг. 13 представляет собой первый пример записи DSC для материала по фиг. 7 после предварительной обработки согласно пятому варианту иллюстративных вариантов осуществления.
Фиг. 14 представляет собой пример записи DSC для образца материала нейлон 12 ARKEMA ORGASOL 2002.
Фиг. 15 представляет собой пример записи DSC для материала по фиг. 14 после предварительной обработки согласно шестому варианту иллюстративных вариантов осуществления.
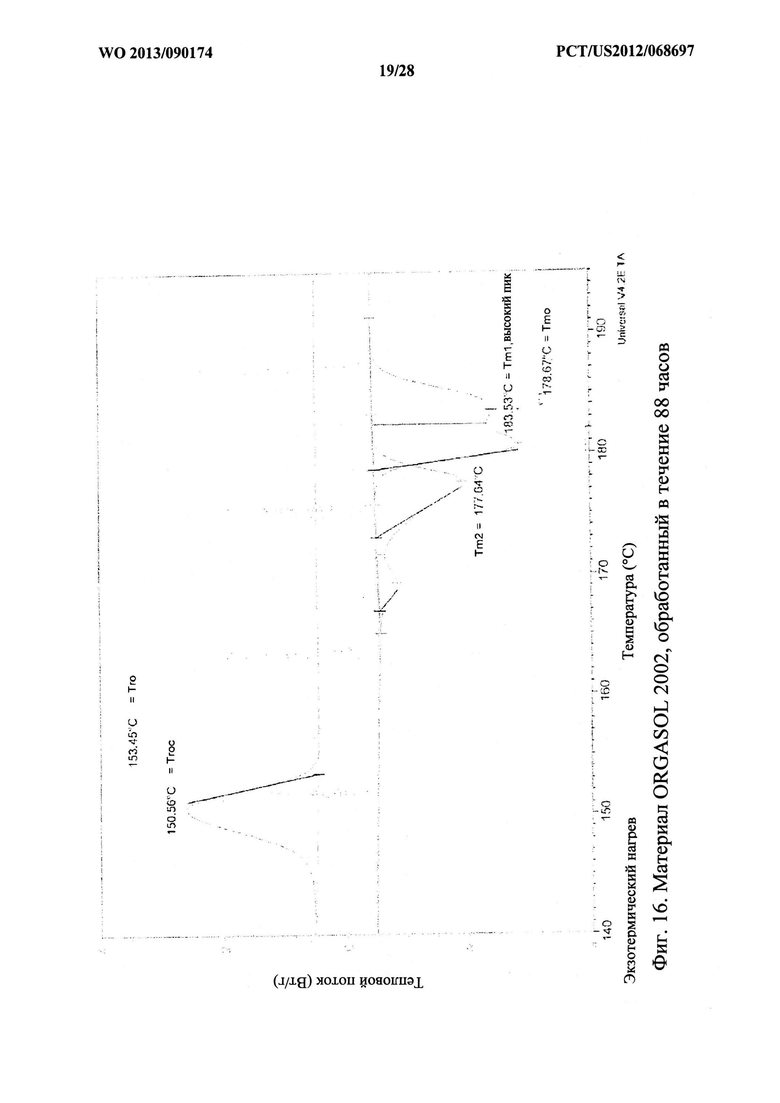
Фиг. 16 представляет собой пример записи DSC для материала по фиг. 14 после предварительной обработки согласно седьмому варианту иллюстративных вариантов осуществления.
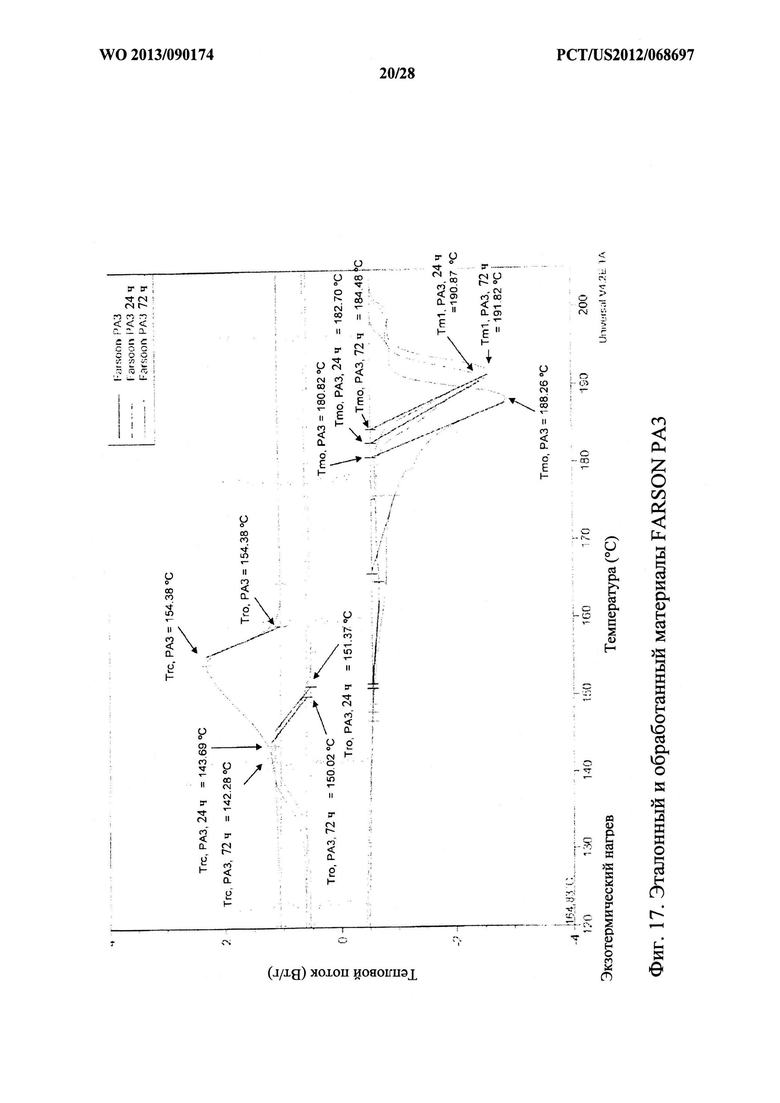
Фиг. 17 представляет собой пример записи DSC для нейлонового материала FARSOON РА3 до и после обработки согласно иллюстративным вариантам осуществления.
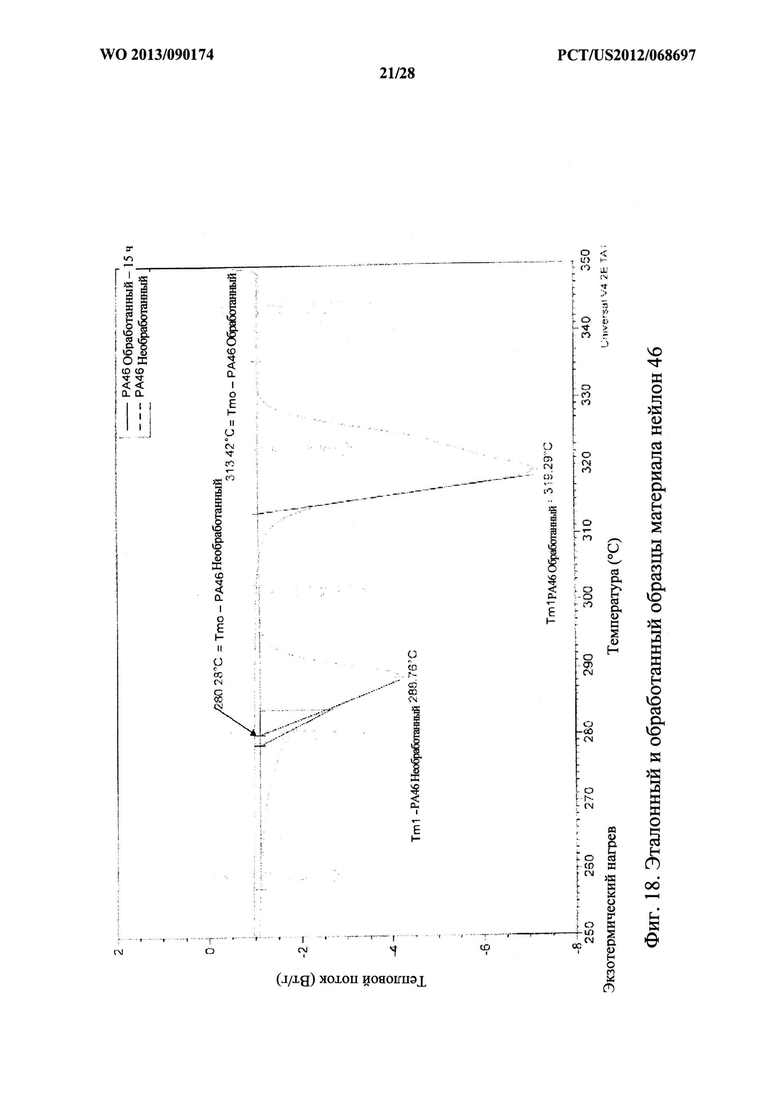
Фиг. 18 представляет собой пример записи DSC для материала нейлон 46 до и после обработки согласно иллюстративным вариантам осуществления.
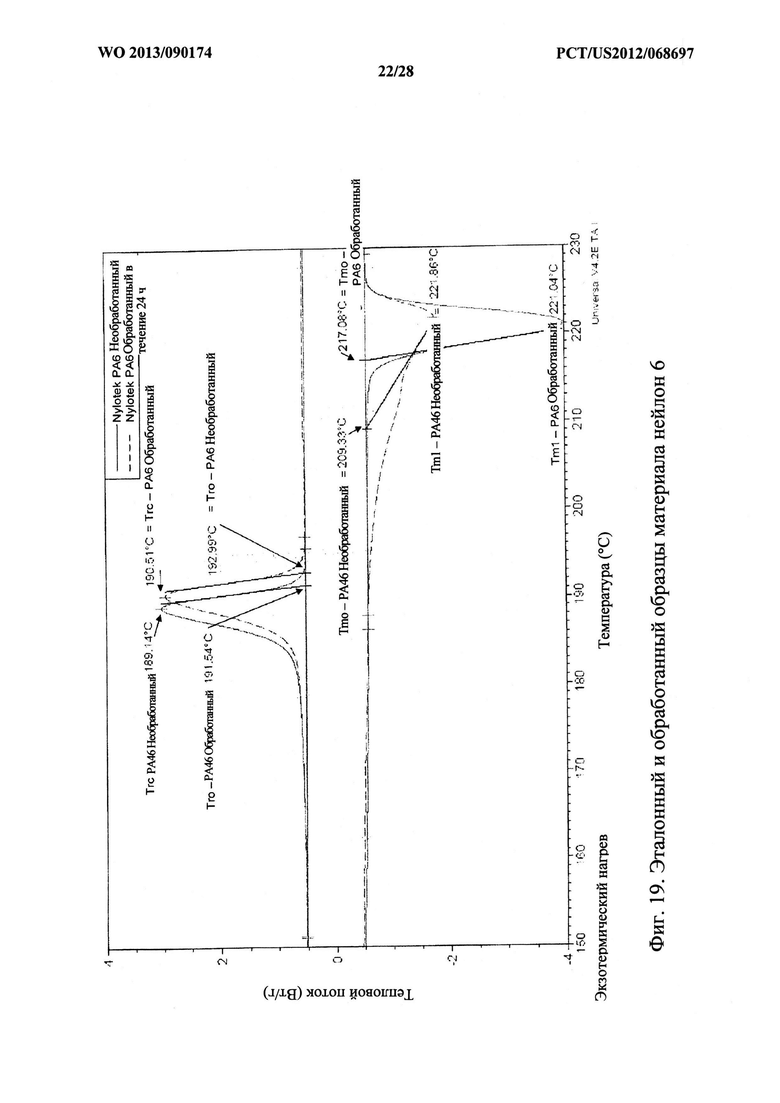
Фиг. 19 представляет собой пример записи DSC для материала нейлон 6 Nylotek до и после обработки согласно иллюстративным вариантам осуществления.
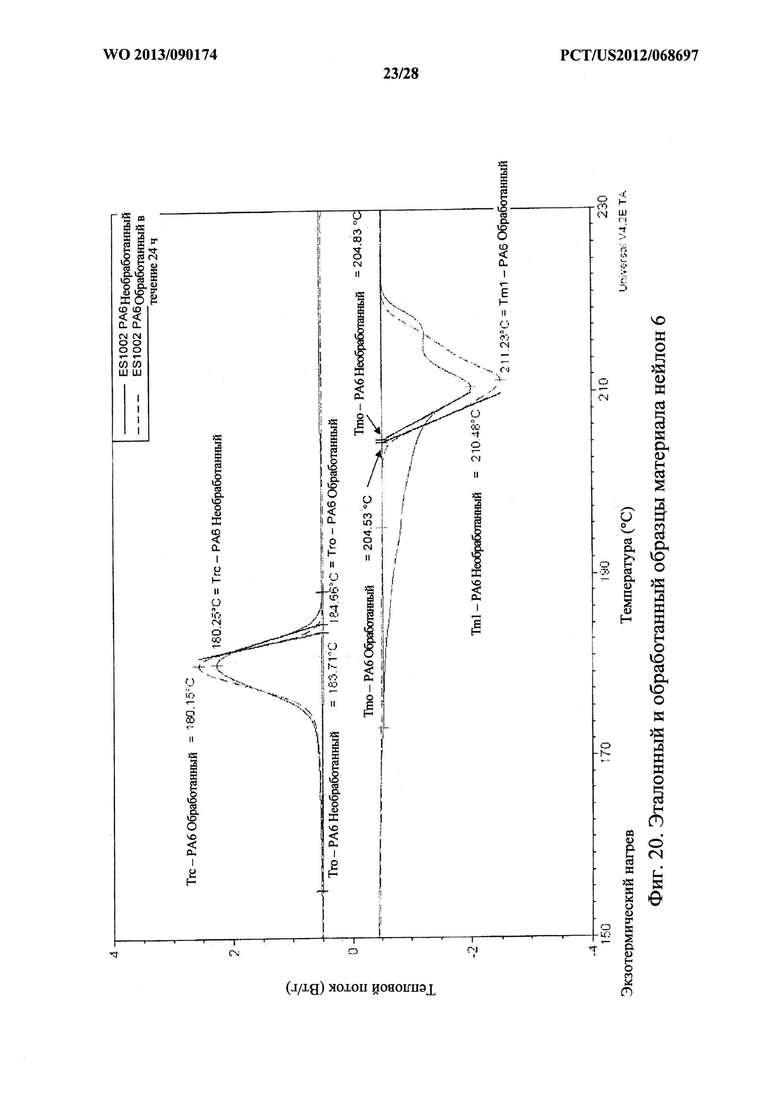
Фиг. 20 представляет собой пример записи DSC для материала нейлон 6 Arkema Orgasol ES 1002 до и после обработки согласно иллюстративным вариантам осуществления.
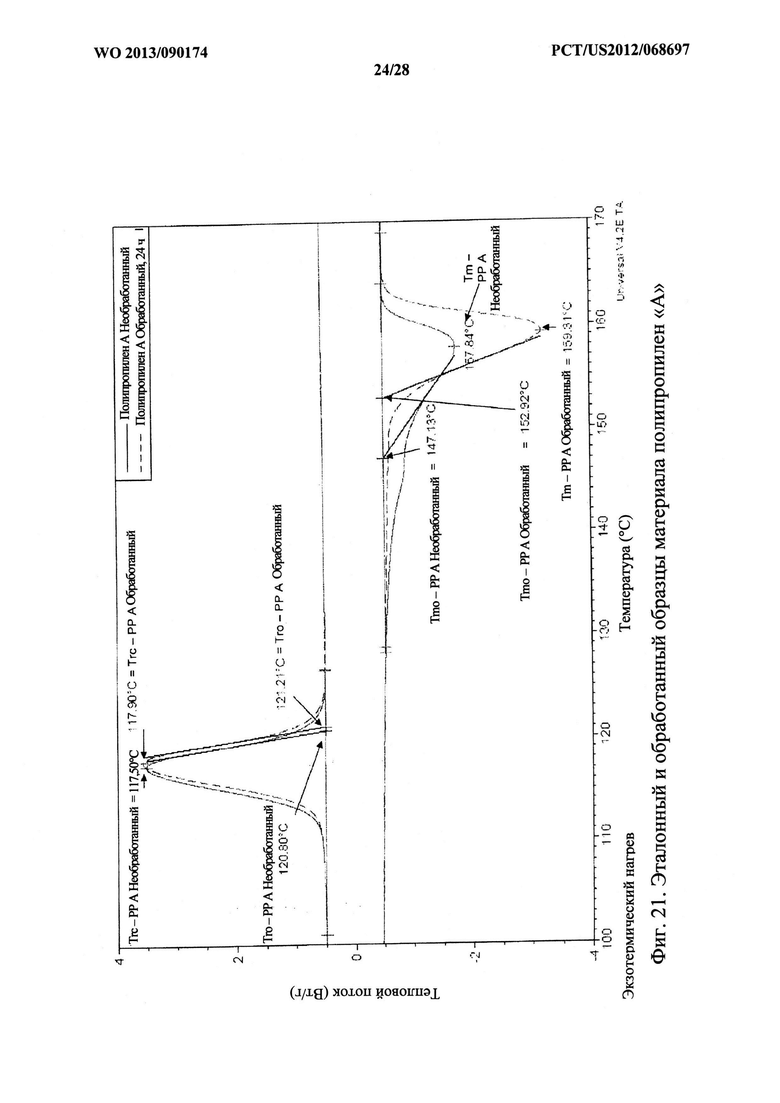
Фиг. 21 представляет собой пример записи DSC для полипропиленового материала полипропилена А до и после обработки согласно иллюстративным вариантам осуществления.
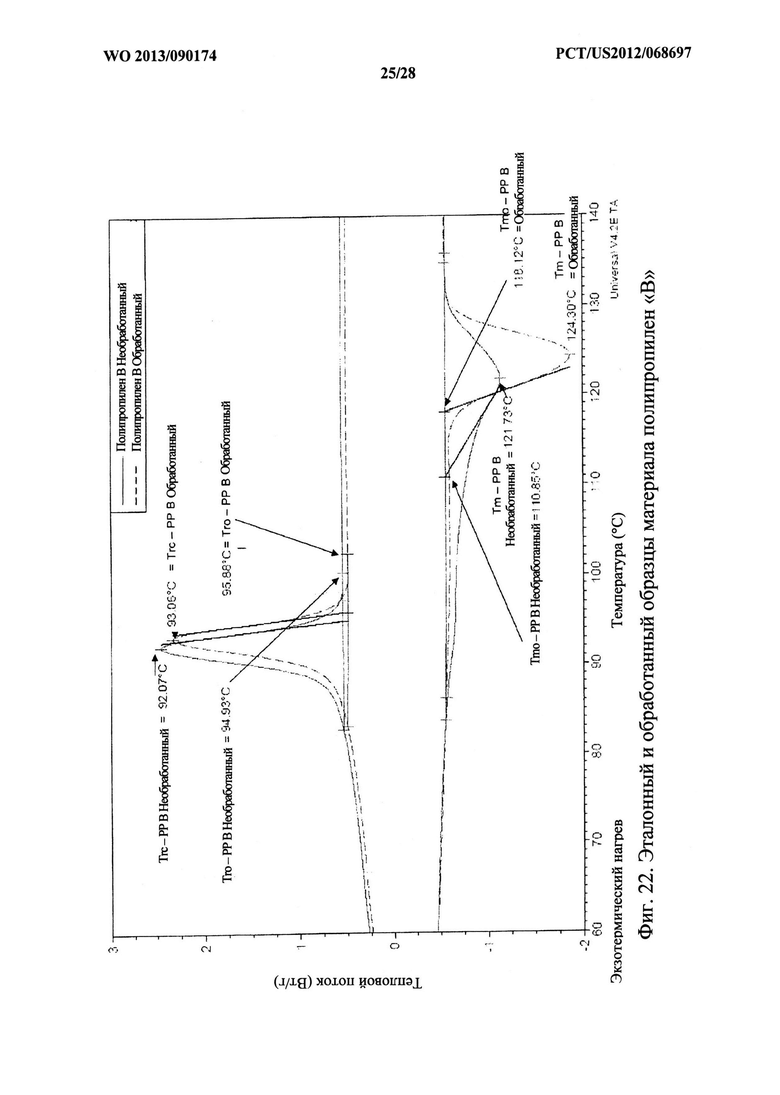
Фиг. 22 представляет собой пример записи DSC для полипропиленового материала полипропилена В до и после обработки согласно иллюстративным примерам осуществления изобретения.
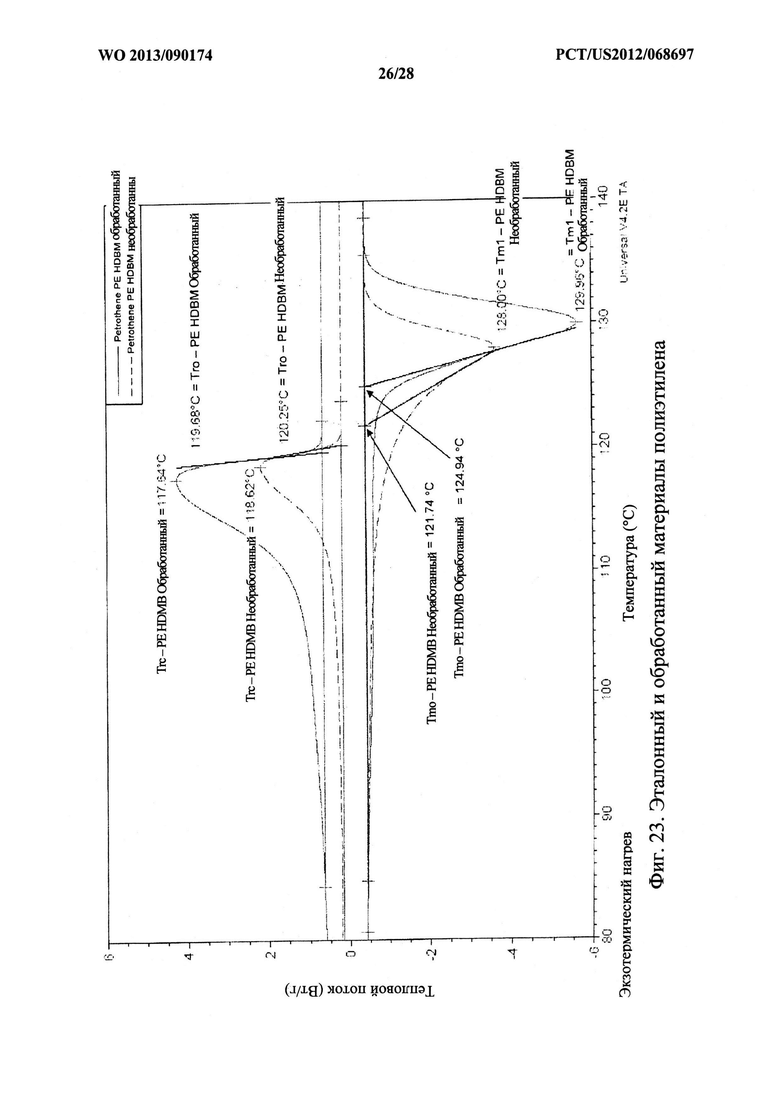
Фиг. 23 представляет собой пример записи DSC для полиэтиленового материала Petrothene РЕ HDBM до и после обработки согласно иллюстративным примерам осуществления изобретения.
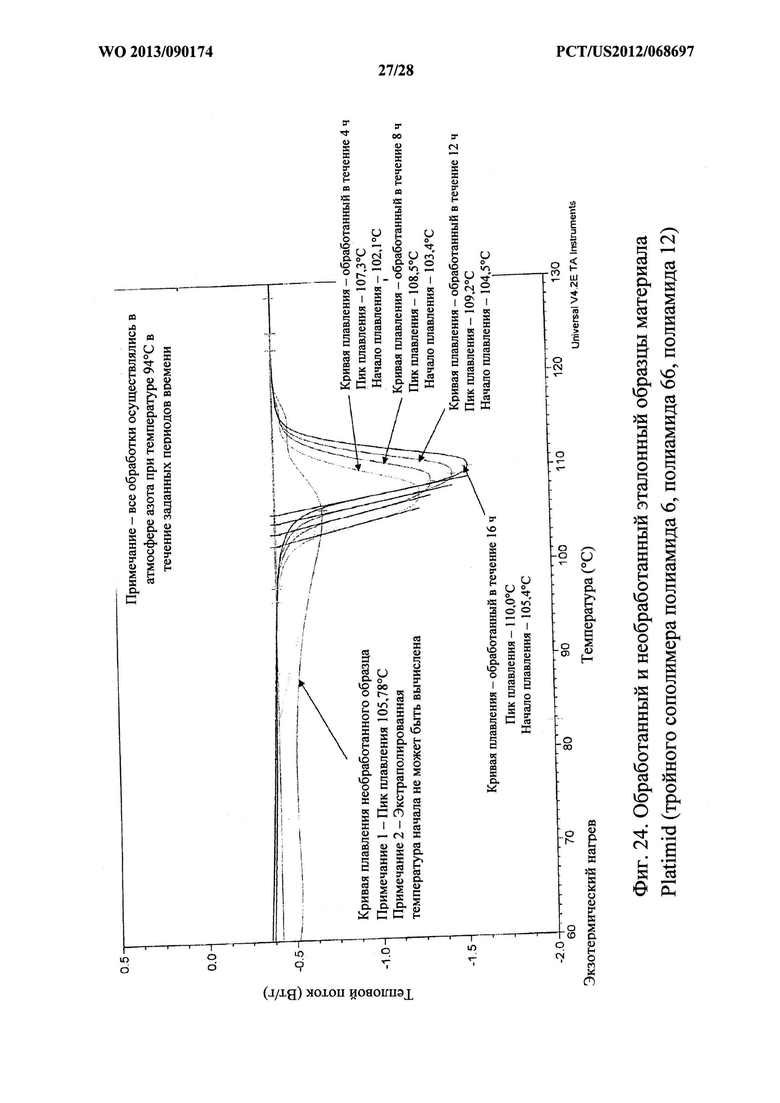
Фиг. 24 представляет собой пример записи DSC для тройного полиамидного сополимера Platimid М1757 (полиамид 6, полиамид 66, полиамид 12) до и после обработки согласно иллюстративным вариантам осуществления.
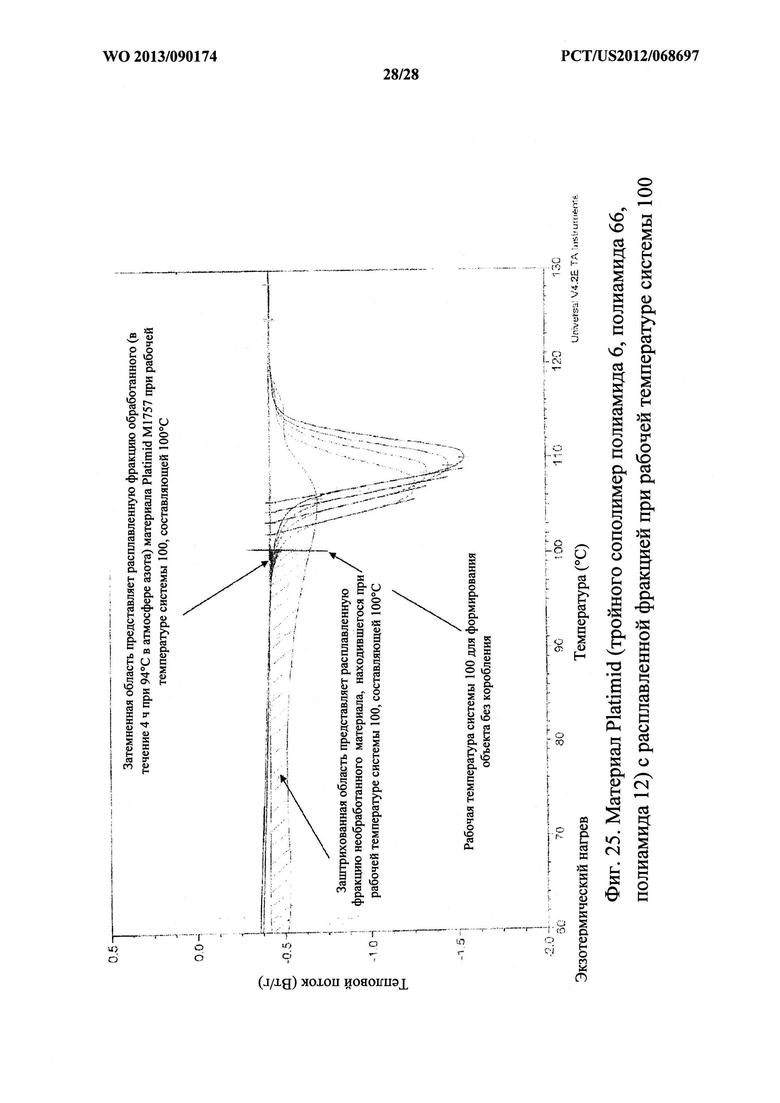
Фиг. 25 представляет собой пример записи DSC для материала Platimid M1757 с расплавленной фракцией при рабочей температуре системы 100.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На фиг. 1 представлен схематический вид в перспективе системы SLS, обозначенной общей позицией 100, согласно иллюстративному варианту осуществления. На фиг. 2 представлен схематический вид системы 100 в перспективе с местным разрезом. Система 100 формирует объекты путем обработки порошковых материалов. Как показано на фиг. 1, система 100 содержит, по меньшей мере, платформу 102 для детали, устройство 104 для направленной подачи энергии (например, СО2-лазер), предназначенное для направления энергии на верхнюю поверхность 106 платформы 102 для детали, подающий механизм 108 (например, валиковое, ножевое или другое устройство для распределения) для распределения ровных слоев несплавленного порошка из картриджа 110 на платформе 102 для детали и компьютер 112, предназначенный для автоматического управления работой системы 100. Для удобства обзора на фиг. 1 не показаны различные соединения между компьютером 112 и другими компонентами системы 100. Компьютер 112, в свою очередь, работает, реагируя на инструкции от человека-пользователя (на фиг. 1 не показан).
В иллюстративном варианте осуществления платформа 102 для детали расположена внутри шкафа или камеры с регулируемым содержанием кислорода, и система 100 поддерживает подходящую для порошка температуру на платформе 102 для детали (например, с помощью нагревателя). Внутри первого слоя порошка на верхней поверхности 106, в ответ на сигналы, поступающие от компьютера 112: (а) устройство 104 для направленной подачи энергии направляет энергию так, чтобы она попадала на порошок 202 в пределах области 204 поперечного сечения, как показано на фиг. 2; (b) такая направленная энергия вызывает повышение температуры области 204 поперечного сечения в степени, достаточной для размягчения и сплавления вместе порошка 202 внутри области 204 поперечного сечения, в результате чего он становится сплавленным порошком 206, как показано на фиг. 2; и (с) таким же образом система 100 обеспечивает выборочное сплавление порошка в одной или более других областей поперечного сечения с формированием в результате первого слоя объекта, который задается компьютером 112. В одном примере такое сплавление достигается путем размягчения наружных поверхностей частиц порошка (например, путем частичного расплавления их), в результате чего они сплавляются (или "слипаются") друг с другом, даже если они не полностью расплавились.
После того, как с помощью системы 100 будет сформирован первый слой объекта, система 100: (а) опускает платформу 102 для детали на заданную толщину слоя; (b) поднимает картридж 110 с подаваемым порошком на следующую заданную толщину слоя; (с) с помощью подающего механизма 108 равномерно распределяет (например, распределяет по поверхности) второй слой порошка из картриджа 110 на первом слое порошка; и (d) выборочно сплавляет порошок в одной или более областях поперечного сечения с образованием в результате второго слоя объекта (во втором слое порошка) и сплавляет второй слой объекта с первым слоем объекта. С помощью системы 100 такой процесс аналогичным образом повторяется для формирования последовательных слоев объекта (в очередных слоях порошка) до тех пор, пока не будет полностью образована форма объекта. Таким образом, с помощью системы 100 осуществляется лазерное спекание в качестве цифровой аддитивной производственной технологии послойного построения, согласно которой система 100 в повторяющемся режиме выполняет следующее: (а) распределяет в горизонтальной плоскости слои порошка, которые вместе образуют пласт порошка 208, как показано на фиг. 2; и (b) использует устройство 104 для направленной подачи энергии (например, луча лазера инфракрасного диапазона или электронного луча) для выборочного сплавления (например, спекания) областей поперечного сечения в этих слоях.
Объект (или "деталь") представляет собой трехмерный твердый объект, и слои являются сравнительно тонкими (например, обычно толщина одного слоя меньше, чем 0,010 дюйма). Во время формирования объекта остающийся несплавленным (например, неспеченным) порошок, который не входит в состав объекта, остается на месте, чтобы служить физической опорой для различных слоев порошка. После того, как полностью образована форма объекта, порошок, оставшийся несплавленным, отделяют от объекта. Порошок, оставшийся несплавленным, соответственно, достаточно мягкий для выделения спеченного объекта из порошка. В одном примере остающийся нерасплавленным порошок подвергают обработке (например, частично повторно используют и/или смешивают с новым порошком) для изготовления другого объекта.
Получаемый в результате объект, предпочтительно, пригоден для использования, имеет необходимые габариты и форму и обладает другими свойствами (например, прочностью, пластичностью, твердостью и проводимостью) для того, чтобы объект отвечал своему назначению. То, насколько успешным будет использование системы 100 для изготовления как объектов-прототипов, так и функциональных объектов, частично зависит от варочных характеристик порошка. На свойства объекта, например, влияют основные материалы порошка, ингредиенты, смешанные с этими материалами, и режим технологического процесса системы 100.
В течение процесса формирования объекта система 100 поддерживает заданную температуру для пласта порошка 208, так что сплавляемый порошок 206 остается частично расплавленным, когда к пласту порошка 208 еще добавляются и выборочно расплавляются слои. Например, если температура, поддерживаемая системой 100, слишком низкая для пласта порошка 208 (например, слишком близка к температуре рекристаллизации такого порошка), тогда сплавляемый порошок 206 может вернуться в твердое состояние (или "рекристаллизоваться") слишком быстро, что может привести к возникновению коробления или деформации в сформированном объекте. Но если система 100 поддерживает температуру, которая является слишком высокой для пласта порошка 208 (например, слишком близкой к температуре плавления такого порошка), тогда остающийся несплавленый порошок может частично расплавиться, что может вести к затруднению отделения оставшегося неплавленым порошка от сформированного объекта.
Для обработки методом SLS порошок, предпочтительно, имеет сравнительно большую положительную разность между температурой, при которой порошок плавится ("Tm"), и температурой, при которой порошок рекристаллизуется ("Trc"). Например, во время формирования объекта, если пласт порошка 208 имеет сравнительно большую положительную разность между Tm и Trc (ΔT=Tm-Trc), тогда систему 100 проще использовать для поддержания подходящей температуры, при которой: (а) сплавляемый порошок 206 поддерживается в частично расплавленном состоянии, в результате чего меньше вероятность коробления или деформации сформированного объекта; и (b) одновременно с этим исключается возможность частичного расплавления порошка, оставшегося несплавленным, что позволяет легче отделить порошок, остающийся несплавленным, от сформированного объекта.
На фиг. 3 представлен первый пример записи DSC для первого порошка, демонстрирующий кривую плавления и кривую рекристаллизации для первого порошка. На кривой плавления на фиг. 3 точкой А отмечена температура, при которой начинается плавление первого порошка ("начало плавления" или "Tmo"), и точкой В отмечена температура, при которой энергия плавления для первого порошка достигает пика ("пик плавления" или "Tm"). На кривой рекристаллизации на фиг. 3 точкой С отмечена температура начала возникновения рекристаллизации для первого порошка ("начало рекристаллизации" или "Tro") и точкой D отмечена температура, при которой энергия рекристаллизации для первого порошка достигает пика ("пик рекристаллизации" или "Trc"). Если для первого порошка положительная разность между точкой А и точкой С сравнительно большая и положительная разность между точкой В и точкой D сравнительно большая, то тогда первый порошок сравнительно хорошо подходит для использования в системе 100.
На фиг. 4 представлен второй пример записи DSC для второго порошка, демонстрирующий кривую плавления и кривую рекристаллизации для второго порошка. На кривой плавления на фиг. 4 точкой А отмечено начало Tmo плавления для второго порошка и точкой В отмечен пик Tm плавления для второго порошка. На кривой рекристаллизации на фиг. 4 точкой С отмечено начало Tro рекристаллизации для второго порошка и точкой D отмечен пик Trc рекристаллизации для второго порошка.
Второй порошок имеет поликристаллическую структуру, имеющую склонность к плавлению и рекристаллизации при температурах, которые от материала к материалу изменяются относительно друг друга. На примере по фиг. 4 такое изменение вызывает отрицательную разность между точкой А и точкой С. Соответственно, на фиг. 4 показана область 1, которая представляет собой диапазон температур, в котором плавление второго порошка перекрывается с рекристаллизацией второго порошка. Аналогично этому, на фиг. 4 показана область 2, которая представляет собой диапазон температур, в котором рекристаллизация второго порошка перекрывается с плавлением второго порошка. Такая отрицательная разность между точкой А и точкой С нередко будет приводить к тому, что второй порошок будет относительно непригоден для использования в системе 100. Тем не менее, если область 1 и область 2 относительно небольшие, то тогда второй порошок потенциально пригоден для использования в системе 100.
В некоторых случаях промышленный спекающийся материал имеет: (а) первую Tm ("Tm1"), если материал плавится в первый раз; и (b) вторую Tm ("Tm2"), которая ниже, чем Tm1, если материал плавится во второй (или следующий) раз. Система 100 предназначена для нагревания такого материала при температуре ниже Tm1, но все же близкой к Tm2, так что сформированный объект остается в расплавленном (или частично расплавленном) состоянии при отсутствии расплавления оставшегося несплавленным порошка, так как сформированный объект уже был расплавлен первый раз под действием устройства 104 для направленной подачи энергии.
По меньшей мере, один сравнительно хороший промышленный спекающийся порошок содержит материал, который плавится при более низкой температуре, чем основная масса такого порошка. Если порошок содержит материал, который плавится при более низкой температуре, чем основная масса такого порошка, то тогда: (а) такая более низкая температура упоминается как начало плавления ("Tmo"); и (b) если разность между Trc и Tmo очень мала, тогда такой порошок относительно непригоден для использования в системе 100.
Промышленный спекающийся порошок предпочтительно имеет: (а) относительно большую положительную разность между его Tm и Trc; (b) Tm2, которая ниже, чем его Tm1; и (с) относительно малую разность между его Tmo и Tm, в результате чего ни один из порошков не плавится преждевременно (что вызывало бы также частичное расплавление и сплавление вместе порошка, остающегося несплавленным).
Для обработки методом SLS подходит материал EOS РА 2201, имеющий две точки плавления. Материал поставляется фирмой из Германии "EOS Gmbh". Кроме того, корпорация из США "3D SYSTEMS, Inc." поставляет материал с торговым наименованием "DURAFORM РА". Этот материал имеет, по меньшей мере, два кристаллических состояния. Например, если такой материал ранее не плавился, тогда DSC такого материала показывает, что: (а) его температура плавления ("первый пик плавления" или "Tm1") обыкновенно составляет ~186°С; и (b) после охлаждения его рекристаллизация происходит при температуре ~145°С. В то время как в случае, если такой материал ранее плавился, DSC такого материала показывает, что его температура плавления ("второй пик плавления" или "Tm2") упала до ~178°С и его вторая температура начала пика плавления ("Tmo (2)" упала до ~172°С.
Примеры обычных материалов для методов SLS и их варочные характеристики показаны в следующей таблице:
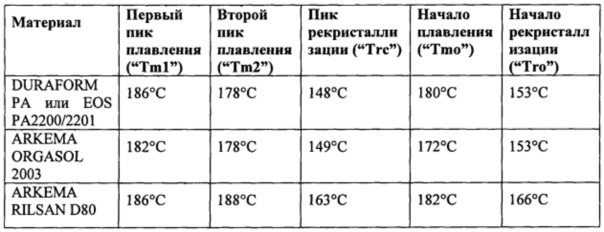
Как видно из таблицы и подтверждено обработкой в системе 100 с использованием материала Duraform PA, РА2200/РА2201 легче успешно изготовить детали. Материал Arkema Rilsan D80 сравнительно трудно поддается обработке с использованием системы 100. Результаты замеров температуры, представленные в вышеприведенной таблице, были получены согласно стандарту ASTM D3418-03 (Стандартный метод испытаний для температур фазового перехода и энтальпий плавления и кристаллизации полимеров путем дифференциальной сканирующей калориметрии) с помощью оборудования ТА Q10 DSC фирмы "ТА Instruments". Для определения Tm, Trc, температур начала плавления и энтальпии плавления (ΔHm) использовали стандартные алюминиевые чаны, и нагревание и охлаждение выполняли следующим образом: (1) выдерживание при температуре 40°С, (2) линейное повышение температуры до 215°С со скоростью 10°С/мин, (3) изотермическое выдерживание в течение 5 минут, (4) линейное понижение температуры до 50°С со скоростью -10°С/мин, (5) изотермическое выдерживание в течение 1 минуты и затем (6) линейное повышение температуры до 250°С со скоростью 10°С/мин.
Полукристаллические материалы (например, полимеры) могут иметь различные кристаллические состояния, которые сосуществуют друг с другом. Система 500 осуществляет обработку (например, путем нагревания или отжига) полимеров, которые образуют порошки или сами являются порошками. Пример такой системы обработки представлен в виде в перспективе на фиг. 5-1. Такая обработка осуществляется при определенных температурах, давлениях и в течение определенных периодов времени. Такая обработка вызывает у таких полимеров модифицирование кристаллического состояния, что, в свою очередь, делает их более пригодными для использования в системе 100 (например, вызывает расширение их температурного диапазона обрабатываемости с помощью системы SLS). В одном примере такая обработка вызывает изменение соотношения различных кристаллических состояний для таких полимеров, в результате чего у таких полимеров наблюдаются изменения температур плавления и рекристаллизации.
Система 500 снабжена источником (501) материала. Материал вводится в сосуд 503 через систему 502 транспортировки материалов сосуда, например, через насос, конвейер или аналогичное устройство такого рода. Материал поступает в сосуд 503 через впускное отверстие 510. Затем используется теплообменник (505) для подведения тепла, вырабатываемого источником 504 теплоты, к материалу в сосуде. Примеры такого источника теплоты включают, в частности, масляные и/или электрические нагреватели. Примеры теплообменника включают, в частности, необязательную рубашку вокруг сосуда, используемую для циркуляции нагретой текучей среды (например, такой как газ или масло), располагаемой на наружной стороне сосуда, и/или используя нагревательные элементы, такие как электронагревательные элементы, накладываемые непосредственно на наружную поверхность сосуда. В одном варианте осуществления система 500 осуществляет обработку материала, подаваемого из источника 501 материала, при температурах, близких к температуре Tmo такого полимера. При таких температурах система 500 может также поддерживать такой материал в псевдоожиженном состоянии (например, перемешиванием или взбалтыванием) с использованием мешалки или перемешивающего устройства 506, что позволяет по существу избежать комкования или слипания такого материала, если материал представляет собой порошок или, аналогично, мелкозернистый материал. Такое перемешивание может быть выполнено многими способами, примеры которых включают, в частности, псевдоожижение посредством потока нагнетаемого газа от источника 508 газа или с помощью механического перемешивающего или помешивающего устройства, такого как перемешивающая лопасть, приводимая в действие от источника 507 энергии. К тому же такое псевдоожижение обычно способствует более равномерному распределению температуры по всей массе такого подвергаемого обработке материала, в результате чего система 500 позволяет получить выход более плотного конечного материала. В одном варианте осуществления системы 500 в сосуде может быть предусмотрена линия (509) впуска газа, предназначенная для подачи от источника 508 газа или инертного газа, для того, чтобы избежать окисления материала и/или для создания в сосуде повышенного давления для обработки. В системе 500, кроме того, предусмотрено средство для удаления подвергнутого обработке материала 513 из сосуда 503 через выпускное отверстие 511 и дополнительное устройство 502 транспортировки материалов. Необязательно этот материал может быть перемещен в устройство 514 для хранения материала, например, в другой сосуд. Достаточная автоматизация и управляемость процесса могут быть обеспечены посредством управляющего или вычислительного устройства 512, обеспечивающего управление временем, температурой, давлением, помешиванием, газовым потоком, теплом и/или потоком материала в или из сосуд для обработки, причем любыми из них или всеми вместе.
Возможен ряд вариантов осуществления системы 500 и ее использования для получения материалов, которые относительно лучше подходят для использования в системе 100. Система 500 может быть сконфигурирована для обработки материалов в разных формах, таких как таблетки, пластинки или порошки различных размеров. Процесс обработки, к тому же, может быть применен для материала на разных этапах процесса приготовления порошкового материала для использования в системе 100.
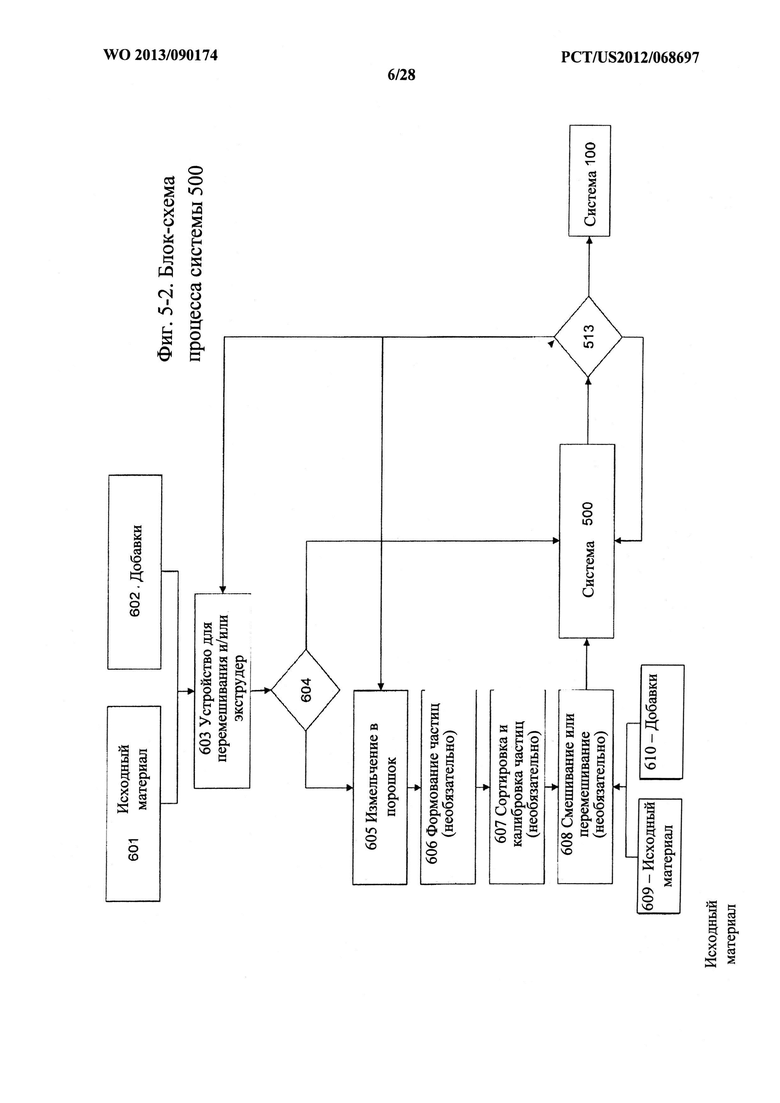
На фигуре 5-2 показан пример блок схемы процесса использования системы 500 при приготовлении порошка, пригодного для использования системой 100. В этом процессе задействован исходный материал 601. Этот исходный материал может быть представлен в виде таблеток, пластинок или порошка различных размеров. Положительный эффект может дать подмешивание различных добавок 602 в исходный материал 601 до обработки общеизвестными методами, предусматривающими составление смеси или смешение в расплаве и экструдирование исходных материалов 601 и добавок 602 с использованием устройства для перемешивания и экструдера или другого подобного устройства 603. Этот получаемый на выходе составленный материал 604 может быть использован в системе 100 или аналогичных таких аддитивных производственных процессах, использующих порошки, по той причине, что в материале, когда он трансформируется в пригодную для использования порошкообразную форму в результате выполнения технологических операций 605 и 606, могут содержаться добавки, наполнитель и/или другие исходные материалы, смешанные с обеспечением высокой однородности в сравнении с традиционным сухим составлением смеси или смешением исходных материалов и добавок вместе, в результате чего достигается более высокое постоянство рабочей характеристики, представляющей физическое или материальное свойство, изготавливаемых с помощью системы 100.
Полученный на выходе составленный материал 604 может быть измельчен в порошок посредством устройства 605 для измельчения в порошок до или после его обработки с помощью системы 500. Примерами такого устройства 605 для измельчения в порошок могут служить в частности, такие распространенные на практике методы, как измельчение или размол. В результате применения таких методов образуются частицы, которые, как правило, имеют неодинаковые размеры и формы и могут быть необязательно скруглены на этапе 606 любыми широко распространенными методами скругления и/или сортированы по размерам частиц такими общеизвестными методами, как механическое просеивание или воздушная классификация на этапе 607. Путем смешивания или другими методами сухого смешения могут быть введены дополнительные добавки 609 или исходные материалы 610 в виде порошка или в другом виде на этапе 608 и в любой момент процессы 605, 606 и/или 607 могут быть повторены по отдельности или в любой комбинации. Материал, измельченный в порошок, имеющий определенную форму, сортированный и/или дополнительно смешанный или гомогенизированный, может быть отправлен на обработку в систему 500 для обработки в любой момент. Выходной материал 513 системы 500 может быть неоднократно подвергнут повторной обработке с помощью системы 500, отправлен на измельчение в порошок или на дальнейшее составление смеси с дополнительными добавками или исходными материалами и/или выдан на выход для его использования системой 100.
Другой вариант осуществления использования системы 500 представлен на фиг. 5-3. В этом варианте осуществления сосуд 503 по фиг. 5-1 модифицирован до трубы 701. Эта труба содержит устройство 702 для транспортировки материалов, такое как шнековый транспортер или конвейер, которое постепенно перемещает порошок вдоль длины трубы. Таким образом, материал удерживается в трубе 701 на период времени обработки, зависящий от скорости транспортировочного устройства и длины трубы. Труба 701 нагревается, как и в системе 500, с использованием теплообменного устройства 703 и источника 704 теплоты. Энергия, необходимая для устройства для транспортировки материалов, обеспечивается с помощью источника 705 энергии, и предусмотрены средства, предназначенные для обеспечения ввода в трубу и вывода из трубы приспособлений для транспортировки материала. Как и на фиг. 5-1, в сосуд 701 в виде трубы может подаваться газ от источника газа и управление системой в целом может осуществляться посредством компьютера 512.
В другом примере применения системы 500 обработанный выходной материал 513 подается в сосуд 800 для хранения, показанный на фиг. 5-4, с помощью устройства 502 для транспортировки материалов через впускное отверстие 810 в сосуде 800. Сосуд для хранения может быть надежно изолирован для того, чтобы в течение длительных периодов времени поддерживать относительно высокую температуру обработанного выходного материала. Время от времени материал может перемещаться с помощью второго устройства 502 для транспортировки материалов через 800 выпускное отверстие (811) в сосуде в нагревательный сосуд 503 системы 500 для его повторного нагревания до необходимой температуры. Как и на фиг. 5-1, сосуд 800 для хранения может быть снабжен источником (808) газа и линией (809) впуска газа для того, чтобы поддерживать в сосуде 800 инертную атмосферу. Продукт, получаемый из сосуда 800 системы, в любое время может быть перемещен для выполнения дальнейших технологических операций для измельчения в порошок, классификации по размерам, придания формы, дополнительного смешивания или гомогенизации добавочных исходных материалов, наполнителя или добавок и/или упакован для использования в системе 100. Управление технологическим процессом в целом может необязательно осуществляться посредством компьютера 512.
Таким образом, как указано выше, система 500 оптимизирует температуры плавления и рекристаллизации порошка за счет комбинации одного или более из следующих факторов: (а) увеличение разности между Tm и Trc порошка путем увеличения Tm порошка; (b) увеличение разности между Tm и Trc порошка путем уменьшения Trc порошка; (с) увеличение разности между Tm1 и Tm2 порошка; (d) увеличение разности между Tm1 и Trc порошка; (е) увеличение Tmo порошка; и (f) уменьшение Tro порошка. Таким образом, иллюстративные варианты осуществления: (а) делают некоторые порошки более пригодными для обработки методом SLS (например, легче обрабатываются методом SLS), даже в том случае, если такие порошки уже относительно пригодны для их обработки методом SLS; и (b) делают некоторые порошки относительно пригодными для обработки методом SLS даже в том случае, если такие порошки уже не являются относительно пригодными для их обработки методом SLS.
В качестве первого примера, в закрытом сосуде в атмосфере азота с помощью системы 500 был подвергнут предварительной обработке образец материала ARKEMA ORGASOL партии 265 ("образец материала ORGASOL 2003"), который представляет собой материал ARKEMA ORGASOL 2003. Материал ARKEMA ORGASOL 2003 представляет собой порошок нейлон 12, поставляемый фирмой из Франции "ARKEMA Corporation". Использовать материал ARKEMA ORGASOL 2003 для обработки методом SLS относительно затруднительно, особенно в сравнении с более широко используемым материалом (например, материалами EOS РА 2201, EOS РА 2200 фирмы "EOS", материалом Duraform РА фирмы "3D SYSTEMS"). Большой процент имеющихся в продаже порошков SLS-порошков содержит в качестве основного полимерного компонента материалы EOS РА 2201, EOS РА 2200 и материал Duraform PA фирмы "3D SYSTEMS".
На фиг. 6 представлен пример записи DSC для образца материала EOS РА2201 партии 919577 ("образец материала EOS РА2201"). На фиг. 6 представлен пример записи DSC для образца материала ORGASOL 2003. Как показано на фиг. 5 и 6, у образца материала EOS РА2201 пик плавления Tm1 (фиг. 5) на несколько градусов выше, чем пик плавления Tm1 (фиг. 7) сравнительного образца материала ORGASOL 2003. Указанные выше измерения температуры выполняли в соответствии со стандартом ASTM D3418-03 (Стандартный метод испытания для температур фазового перехода и энтальпий плавления и кристаллизации полимеров путем дифференциальной сканирующей калориметрии) с помощью оборудования ТА Q10 DSC фирмы "ТА Instruments". Для определения значений Tm, Trc, температур начала процесса и энтальпии плавления (ΔHm) использовали стандартные алюминиевые чаны и осуществляли нагрев и охлаждение следующим образом: (1) выдерживание при температуре 50°С, (2) линейное повышение температуры до 215°С со скоростью 10°С/мин, (3) изотермическое выдерживание в течение 5 минут, (4) линейное понижение температуры до 50°С со скоростью -10°С/мин, (5) изотермическое выдерживание в течение 1 минуты и затем (6) линейное повышение температуры до 250°С со скоростью 10°С/мин.
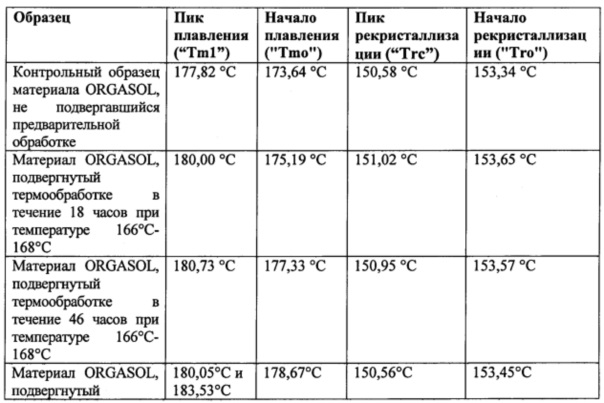
На фиг. 8 представлен пример записи DSC для образца материала ORGASOL 2003 после того, как такой материал был подвергнут предварительной обработке теплом ("подвергнут термической обработке") в течение периодов времени продолжительностью в пределах от 18 часов до 88 часов системой 500 при температуре 166°С-168°С в закрытом сосуде в атмосфере азота. Такая предварительная обработка позволила улучшить температурный диапазон обрабатываемости образца материала ORGASOL 2003 для SLS, как показано на фиг. 7 и в приведенной ниже таблице. Упомянутые выше измерения температуры проводили в соответствии со стандартом ASTM D3418-03 (Стандартный метод испытания для температур фазового перехода и энтальпий плавления и кристаллизации полимеров путем дифференциальной сканирующей калориметрии) с помощью оборудования ТА Q10 DSC фирмы "ТА Instruments". Для определения Tm, Trc, температур начала процесса и энтальпии плавления (ΔHm) использовали стандартные алюминиевые чаны и осуществляли нагрев и охлаждение следующим образом: (1) выдерживание при температуре 50°С, (2) линейное повышение температуры до 215°С со скоростью 10°С/мин, (3) изотермическое выдерживание в течение 5 минут, (4) линейное понижение температуры до 50°С со скоростью -10°С/мин, (5) изотермическое выдерживание в течение 1 минуты и затем (6) линейное повышение температуры до 250°С со скоростью 10°С/мин.
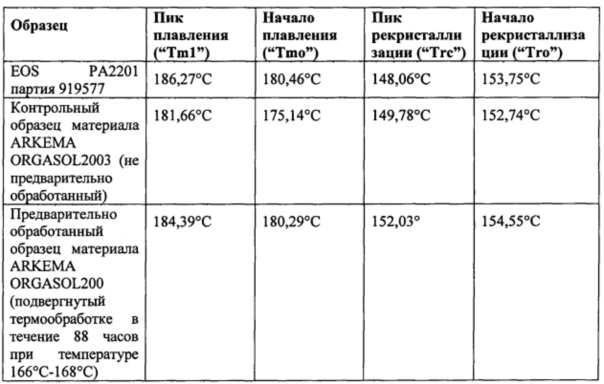
Как видно из фиг. 8 и вышеприведенной таблицы такая предварительная обработка образца материала ORGASOL 2003 вызывает приближение его варочных характеристик к варочным характеристикам образца материала EOS РА2201, в результате чего такой предварительно обработанный образец материала ORGASOL 2003 является более подходящим материалом для обработки методом SLS. На фиг. 9 представлен пример записи DSC для образца материала ORGASOL 2003, предварительно обработанного образца материала ORGASOL 2003 и образца материала EOS РА2201 в сравнении друг с другом. Как показано на фиг. 9, первый пик плавления Tm1 предварительно обработанного образца материала ORGASOL 2003 составляет 184,39°С, что значительно выше первого пика плавления Tm1 не предварительно обработанного образца материала ORGASOL 2003, равного 181,66°С. Указанные выше измерения температуры проводили в соответствии со стандартом ASTM D3418-03 (Стандартный метод испытания для температур перехода и энтальпий плавления и кристаллизации полимеров путем дифференциальной сканирующей калориметрии) с помощью оборудования ТА Q10 DSC фирмы "ТА Instruments". Для определения Tm, Trc, температур начала процесса и энтальпии плавления (ΔHm) использовали стандартные алюминиевые чаны и осуществляли нагрев и охлаждение следующим образом: (1) выдерживание при температуре 50°С, (2) линейное повышение температуры до 215°С со скоростью 10°С/мин, (3) изотермическое выдерживание в течение 5 минут, (4) линейное понижение температуры до 50°С со скоростью -10°С/мин, (5) изотермическое выдерживание в течение 1 минуты и затем (6) линейное повышение температуры до 250°С со скоростью 10°С/мин.
Кроме того, такой предварительно обработанный образец материала ORGASOL 2003, как видно, имеет дополнительное преимущество по сравнению с образцом материала EOS РА2201, выражаемое в форме его кривой плавления. Например, во время формирования объекта с использованием образца материала EOS РА2201, система 100 поддерживает температуру ~178°С для пласта порошка 208. Как показано на фиг. 9, процентное содержание образца материала EOS РА2201, который расплавился при температуре 178°С, представлено на кривой плавления такого материала затененной областью для температур вплоть до 178°С. Наличие такой области свидетельствует о том, что, по сравнению с предварительно обработанным материалом ORGASOL 2003: (а) более высокий процент образца материала EOS РА2201 расплавляется при температуре 178°С; и (b) соответственно, после того, как с помощью системы 100 с использованием образца материала EOS РА2201 образована вся форма объекта, оставшийся несплавленный порошок образца материала EOS РА2201 относительно труднее будет отделить от объекта. Из фиг. 9 также видно, что при температуре ~178°С процент плавящегося обработанного материала ORGASOL 2003 значительно меньше, чем процент плавящегося необработанного материала ORGASOL 2003, что значительно улучшает возможности удаления с объектов, изготовленных с помощью системы 100, несплавленного материала.
На фиг. 10 представлен пример записи DSC для образца материала ORGASOL 2003 после того, как такой материала был подвергнут термообработке в течение 88 часов с помощью системы 500. На фиг. 10 вторая кривая плавления такого обработанного образца материала ORGASOL 2003 существенно не изменилась в сравнении с примером записи DSC для предварительно не обработанного образца материала ORGASOL 2003, показанным на фиг. 7. Кроме того, его температура рекристаллизации тоже существенно не изменилась. Однако первая кривая плавления указанного образца материала существенно изменилась в результате применения способа обработки системы 500, включая существенное увеличение первых температур пика плавления и первых температур начала плавления. При испытании на пригодность для обработки методом SLS с помощью системы 100 в варианте ее исполнения в виде установки для лазерного спекания модели DTM 2500 PLUS был сформирован: (а) первый объект с использованием порции материала ORGASOL 2003, обработанного с помощью системы 500; (b) второй объект с использованием порции не предварительно обработанного материала ORGASOL 2003. Эти порции были относительно малы и такие объекты содержали полосы коробления (которые образовались на участке длиной 12 дюймов на передней стороне каждого объекта). Порошок, оставшийся несплавленным (например, в пласте порошка 208 на платформе 102 для детали), который присутствовал во время формирования первого объекта: (а) был значительно мягче (например, менее склонным к комкованию), чем порошок, оставшийся несплавленным, который присутствовал во время формирования второго объекта; и (b) в аспекте мягкости был приблизительно таким же, как и порошок, оставшийся несплавленным, который присутствовал во время формирования третьего объекта. Кроме того, у полос коробления первого объекта признаки коробления были существенно меньше, чем у полос коробления второго объекта, что следует учитывать при промышленном использовании таких материалов. Указанные выше измерения температуры проводили в соответствии со стандартом ASTM D3418-03 (Стандартный метод испытания для температур перехода и энтальпий плавления и кристаллизации полимеров дифференциальной сканирующей калориметрией) с помощью оборудования ТА Q10 DSC фирмы "ТА Instruments". Для определения Tm, Trc, температур начала процесса и энтальпии плавления (ΔHm) использовали стандартные алюминиевые чаны и осуществляли нагрев и охлаждение следующим образом: (1) выдерживание при температуре 50°С, (2) линейное повышение температуры до 215°С со скоростью 10°С/мин, (3) изотермическое выдерживание в течение 5 минут, (4) линейное понижение температуры до 50°С со скоростью -10°С/мин, (5) изотермическое выдерживание в течение 1 минуты и затем (6) линейное повышение температуры до 250°С со скоростью 10°С/мин.
На фиг. 11 представлен пример записи DSC для предварительно обработанного образца материала ORGASOL 2003 по фиг. 10 после того, как такой материал был подвергнут термообработке в течение дополнительных 87 часов с помощью системы 100 при температуре 167°С-168°С в закрытом сосуде в атмосфере азота, так что такой материал повергался термообработке в целом в течение 175 часов (то есть 88 часов в примере по фиг. 10 плюс дополнительные 87 часов в примере по фиг. 11). Как видно из фиг. 11, такая предварительная обработка имела результатом: (а) повышение первого пика Tm1 плавления такого материала до 185,23°С; и (b) относительно большое, до 183,77°С, повышение температуры Tmo начала плавления такого материала. Упомянутые выше измерения температуры проводили в соответствии со стандартом ASTM D3418-03 (Стандартный метод испытания для температур фазового перехода и энтальпий плавления и кристаллизации полимеров путем дифференциальной сканирующей калориметрии) с помощью оборудования ТА Q10 DSC фирмы "ТА Instruments". Для определения Tm, Trc, температур начала процесса и энтальпии плавления (ΔHm) использовали стандартные алюминиевые чаны и осуществляли нагрев и охлаждение следующим образом: (1) выдерживание при температуре 50°С, (2) линейное повышение температуры до 215°С со скоростью 10°С/мин, (3) изотермическое выдерживание в течение 5 минут, (4) линейное понижение температуры до 50°С со скоростью -10°С/мин, (5) изотермическое выдерживание в течение 1 минуты и затем (6) линейное повышение температуры до 250°С со скоростью 10°С/мин.
На фиг. 12 представлен пример записи DSC для образца материала ORGASOL 2003 партия 059 после того, как такой материал был подвергнут термообработке в течение 60 часов с помощью системы 500 при температуре 171°С в закрытом сосуде в атмосфере азота под давлением 3000 фунтов/кв. дюйм, которое существенно выше, чем атмосферное давление на уровне моря (например, 3000 фунтов/кв. дюйм более чем на два порядка выше, чем величина атмосферного давления на уровне моря). На фиг. 12 показан график DSC для обработанного материала в сравнении с двумя эталонными партиями необработанного материала. Как показано на фиг. 12, такая обработка имела результатом: (а) повышение приблизительно на 1°С первого пика плавления Tm1 такого материала; и (b) повышение приблизительно на 1,5°С начала плавления Tmo такого материала. Упомянутые выше измерения температуры проводили в соответствии со стандартом ASTM D3418-03 (Стандартный метод испытания для температур фазового перехода и энтальпий плавления и кристаллизации полимеров путем дифференциальной сканирующей калориметрии) с помощью оборудования ТА Q10 DSC фирмы "ТА Instruments". Для определения Tm, Trc, температур начала процесса и энтальпии плавления (ΔHm) использовали стандартные алюминиевые чаны и осуществляли нагрев и охлаждение следующим образом: (1) выдерживание при температуре 50°С, (2) линейное повышение температуры до 215°С со скоростью 10°С/мин, (3) изотермическое выдерживание в течение 5 минут, (4) линейное понижение температуры до 50°С со скоростью -10°С/мин, (5) изотермическое выдерживание в течение 1 минуты и затем (6) линейное повышение температуры до 250°С со скоростью 10°С/мин.
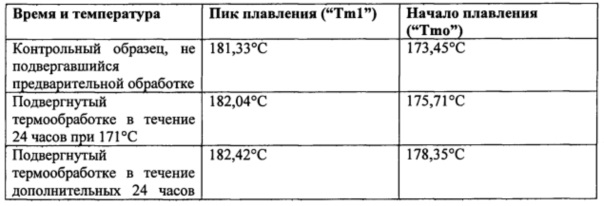
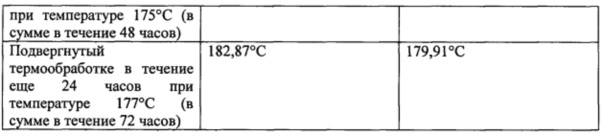
[0060] На фиг. 13 представлен первый пример записи DSC для образца материала ARKEMA ORGASOL партия 059 (который представляет собой материал ARKEMA ORGASOL 200) после того, как такой материал был подвернут термообработке с помощью системы 500 в закрытом сосуде в атмосфере азота в три этапа, а именно: (а) на первом этапе выполняли отжиг такого материала с помощью системы 500 в течение 24 часов при температуре 171°С; (b) на втором этапе выполняли отжиг такого материала с помощью системы 500 в течение дополнительных 24 часов при 175°С; и (с) на третьем этапе выполняли отжиг такого материала с помощью системы 500 в течение еще 24 часов при температуре 177°С. Упомянутые выше измерения температуры проводили в соответствии со стандартом ASTM D3418-03 (Стандартный метод испытания для температур фазового перехода и энтальпий плавления и кристаллизации полимеров путем дифференциальной сканирующей калориметрии) с помощью оборудования ТА Q10 DSC фирмы "ТА Instruments". Для определения Tm, Trc, температур начала процесса и энтальпии плавления (ΔHm) использовали стандартные алюминиевые чаны и осуществляли нагрев и охлаждение следующим образом: (1) выдерживание при температуре 50°С, (2) линейное повышение температуры до 215°С со скоростью 10°С/мин, (3) изотермическое выдерживание в течение 5 минут, (4) линейное понижение температуры до 50°С со скоростью -10°С/мин, (5) изотермическое выдерживание в течение 1 минуты и затем (6) линейное повышение температуры до 250°С со скоростью 10°С/мин.
При проведении термообработки порошкового материала система 500 постепенно повышает температуру такого материала, когда она приближается к температуре Tmo начала плавления такого материала. Таким образом, такой материал: (а) менее подвержен агломерации в процессе его термообработки; и (b) в большей степени проявляет текучесть при нахождении его в сосуде для термообработки. За счет поддержания относительно хороших физических характеристик текучести в сосуде для термообработки такой порошковый материал легче: (а) удаляется из сосуда для термообработки, благодаря чему такой материал более подходит для дальнейшей обработки методом SLS с помощью системы 100; и (b) перемешивается внутри сосуда для термообработки, благодаря чему в общем случае обеспечивается более равномерное распределение температуры во всей массе такого материала.
[0062] Как видно из таблицы, приведенной ниже, каждая 24-часовая термообработка вызывает повышение соответственно и пик плавления Tm1 образца материала и начало его плавления Tmo.
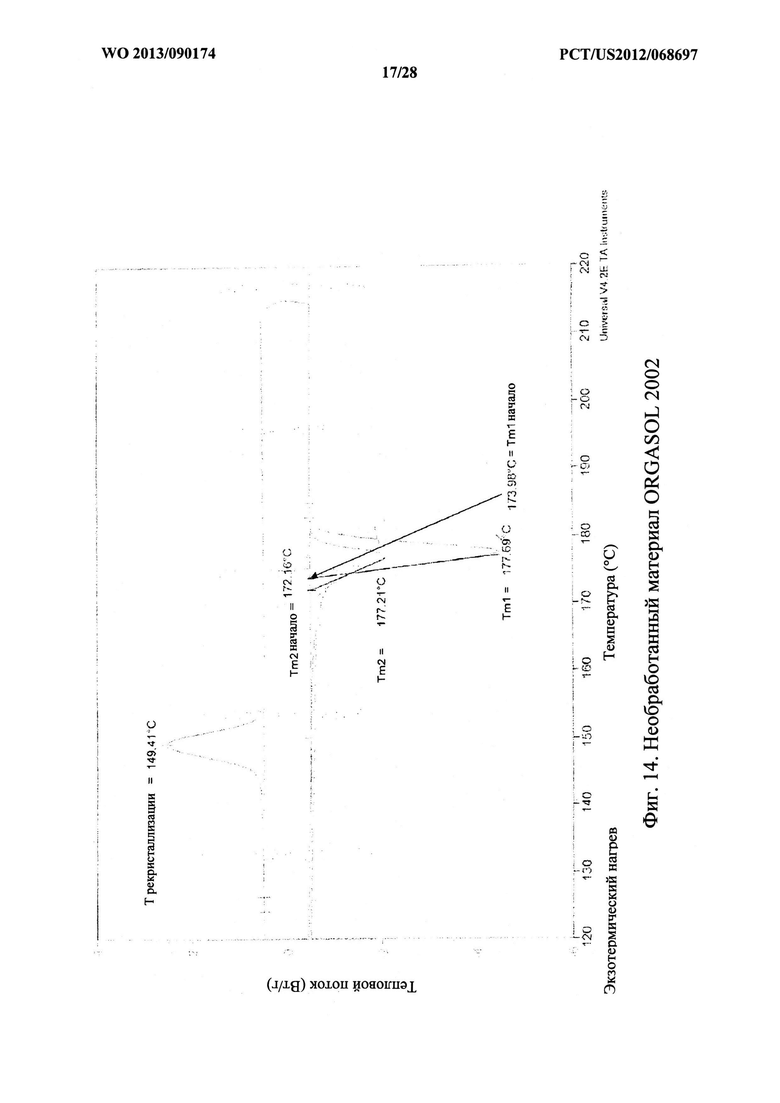
[0063] На фиг. 14 представлен пример записи DSC для образца материала ARKEMA ORGASOL партии 2110355 ("образец материала ORGASOL 2002"), который представляет собой материал ARKEMA ORGASOL 2002. Материал ARKEMA ORGASOL 2002 представляет собой порошок нейлон 12, поставляемый фирмой из Франции "ARKEMA Corporation". Как видно из фиг. 14, первый и второй пики Tm1 и Tm2 плавления такого материала практически одинаковы. Соответственно, такой материал имеет относительно узкий температурный диапазон обрабатываемости для SLS с помощью системы 100. Тем не менее, такой материал имеется в настоящее время на рынке в сравнительно больших объемах при относительно низкой стоимости, в частности, в сравнении с материалом ARKEMA ORGASOL 2003 и другими специализированными материалами. Упомянутые выше измерения температуры проводили в соответствии со стандартом ASTM D3418-03 (Стандартный метод испытания для температур фазового перехода и энтальпий плавления и кристаллизации полимеров путем дифференциальной сканирующей калориметрии) с помощью оборудования ТА Q10 DSC фирмы "ТА Instruments". Для определения Tm, Trc, температур начала процесса и энтальпии плавления (ΔHm) использовали стандартные алюминиевые чаны и осуществляли нагрев и охлаждение следующим образом: (1) выдерживание при температуре 50°С, (2) линейное повышение температуры до 215°С со скоростью 10°С/мин, (3) изотермическое выдерживание в течение for 5 минут, (4) линейное понижение температуры до 50°С со скоростью -10°С/мин, (5) изотермическое выдерживание в течение 1 минуты и затем (6) линейное повышение температуры до 250°С со скоростью 10°С/мин.
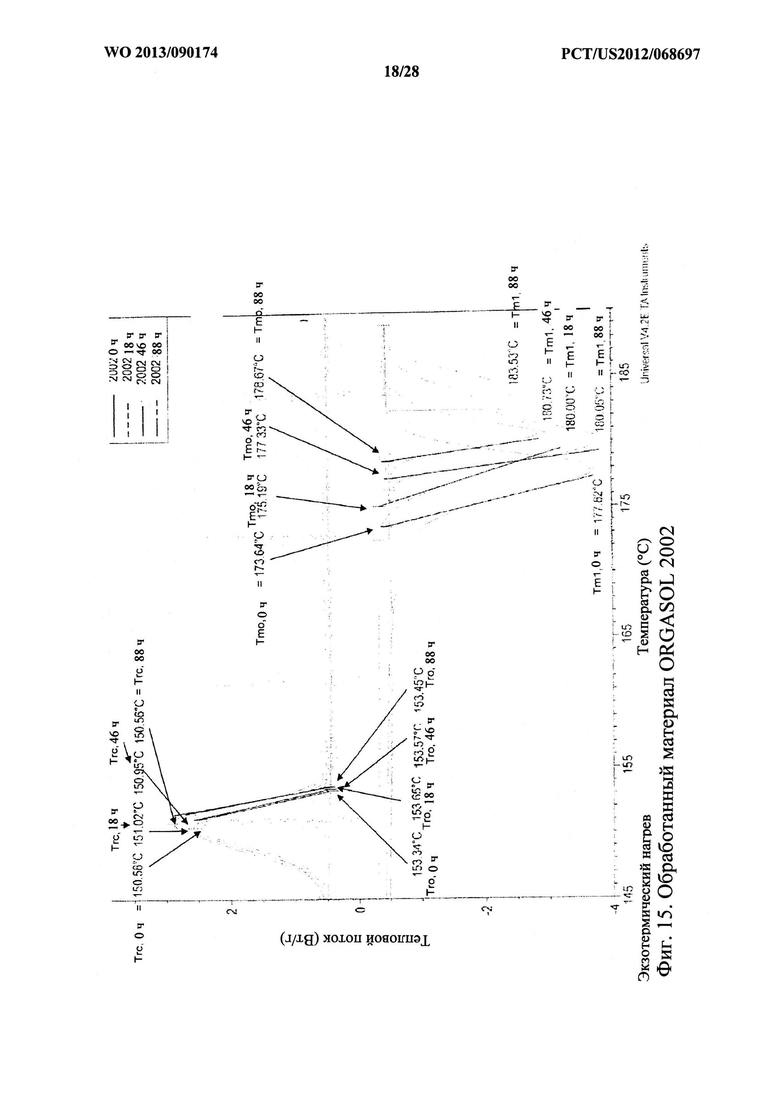
На фиг. 15 представлен пример записи DSC для образца материала ORGASOL 2002 после того, как такой материал был подвергнут термообработке в течение периодов времени в пределах от 18 часов до 88 часов с помощью системы 500 при температуре 166°С-168°С в закрытом сосуде в атмосфере азота. Такая предварительная обработка позволила улучшить температурный диапазон обрабатываемости образца материала ORGASOL 2002 применительно к системе SLS, как видно из фиг. 15 и таблицы, приведенной ниже. Упомянутые выше измерения температуры проводили в соответствии со стандартом ASTM D3418-03 (Стандартный метод испытания для температур фазового перехода и энтальпий плавления и кристаллизации полимеров путем дифференциальной сканирующей калориметрии) с помощью оборудования ТА Q10 DSC фирмы "ТА Instruments". Для определения Tm, Trc, температур начала процесса и энтальпии плавления (ΔHm) использовали стандартные алюминиевые чаны и осуществляли нагрев и охлаждение следующим образом: (1) выдерживание при температуре 50°С, (2) линейное повышение температуры до 215°С со скоростью 10°С/мин, (3) изотермическое выдерживание в течение 5 минут, (4) линейное понижение температуры до 50°С со скоростью -10°С/мин, (5) изотермическое выдерживание в течение 1 минуты и затем (6) линейное повышение температуры до 250°С со скоростью 10°С/мин.

На фиг. 16 представлен пример записи DSC для образца материала ORGASOL 2002 после того, как такой материал был подвергнут термообработке с помощью системы 500 в течение 88 часов при температуре 167°С-168°С в закрытом сосуде в атмосфере азота. Как показано на фиг. 16, такая предварительная обработка имела результатом: (а) повышение первого пика Tm1 плавления; и (b) сравнительно большое увеличение разности между первым пиком Tm1 плавления такого материала и его вторым пиком Tm2 плавления. Кроме того, как показано на фиг. 16, первый пик плавления такого материала включает два пика, а именно: (а) первый пик при температуре ~180°С; и (b) второй пик при температуре 183.53°С. По крайней мере, отчасти применение более длительного периода времени обработки с помощью системы 500 приводило бы к постепенному смещению нижнего пика по направлению к верхнему пику и верхнего пика по направлению общему пику с более высокой температурой. Упомянутые выше измерения температуры проводили в соответствии со стандартом ASTM D3418-03 (Стандартный метод испытания для температур фазового перехода и энтальпий плавления и кристаллизации полимеров путем дифференциальной сканирующей калориметрии) с помощью оборудования ТА Q10 DSC фирмы "ТА Instruments". Для определения Tm, Trc, температур начала процесса и энтальпии плавления (ΔHm) использовали стандартные алюминиевые чаны и осуществляли нагрев и охлаждение следующим образом: (1) выдерживание при температуре 50°С, (2) линейное повышение температуры до 215°С со скоростью 10°С/мин, (3) изотермическое выдерживание в течение 5 минут, (4) линейное понижение температуры до 50°С со скоростью -10°С/мин, (5) изотермическое выдерживание в течение 1 минуты и затем (6) линейное повышение температуры до 250°С со скоростью 10°С/мин.
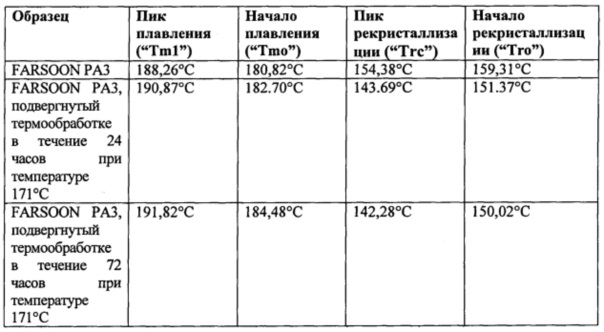
На фиг. 17 представлен пример записи DSC для материала FARSOON РА3, который представляет собой нейлоновый порошок, поставляемый фирмой из Китая "HUNAN FARSOON COMPANY". Такой материал был подвергнут термообработке с помощью системы 500 при температуре 171°С в закрытом сосуде в атмосфере азота в двух случаях, а именно: (а) в первом случае, когда первый образец такого материала подвергали термообработке с помощью системы 100 в течение 24 часов; и (b) во втором случае, когда второй образец такого материала подвергали термообработке с помощью системы 500 в течение 72 часов. Такая предварительная обработка позволила улучшить температурный диапазон обрабатываемости материала FARSOON РА3 для SLS, как видно из фиг. 17 и приведенной ниже таблицы. Упомянутые выше измерения температуры проводили в соответствии со стандартом ASTM D3418-03 (Стандартный метод испытания для температур фазового перехода и энтальпий плавления и кристаллизации полимеров путем дифференциальной сканирующей калориметрии) с помощью оборудования ТА Q10 DSC фирмы "ТА Instruments". Для определения Tm, Trc, температур начала процесса и энтальпии плавления (ΔHm) использовали стандартные алюминиевые чаны и осуществляли нагрев и охлаждение следующим образом: (1) выдерживание при температуре 50°С, (2) линейное повышение температуры до 230°С со скоростью 10°С/мин, (3) изотермическое выдерживание в течение 5 минут, (4) линейное понижение температуры до 50°С со скоростью -10°С/мин, (5) изотермическое выдерживание в течение 1 минуты и затем (6) линейное повышение температуры до 230°С со скоростью 10°С/мин.
В некоторых установках для лазерного спекания предъявляются сравнительно высокие требования по точности к порошковому материалу, который обрабатывается с помощью таких машин. Например, некоторые установки для лазерного спекания чувствительны к относительно малым изменениям варочных характеристик такого материала (и/или относительно малым колебаниям температуры). За счет соответствующей термообработки такого материала до осуществления обработки методом SLS с помощью системы 500 иллюстративные варианты осуществления дают возможность: (а) выполнить коррекцию разброса характеристик от порции к порции такого материала, поставляемого поставщиками; и (b) таким образом, улучшить стабильность варочных характеристик такого материала для обеспечения более высокого контроля качества и повторяемости при обработке методом SLS с помощью системы 500.
В следующем варианте осуществления с помощью системы 500 обрабатывали материал нейлон 46 (РА46, поставляемый фирмой "DSM"). Целесообразность использования для спекания материала РА46 обусловлена тем, что его температура плавления существенно выше, чем у других нейлонов, что обеспечивает возможность изготовления с помощью системы 100 деталей, которые могут использоваться в более высокотемпературных рабочих окружающих средах. На фиг. 18 показан пример записи DSC для материала РА46 до и после обработки. В этом примере материал РА46 был обработан в течение 15 часов с помощью системы 500 при температуре 280°С в закрытом сосуде в атмосфере азота. Как видно из фиг. 18, обработка существенно повлияла на первую температуру плавления материала, вызвав увеличение первой температуры плавления материала, причем первая температура пика энергии плавления повысилась от 288,78°С до 319,29°С, более чем на 30°С. Кроме того, первая температура начала плавления повысилась даже еще больше, от 280,27°С до 313,42°С, более чем на 33°С. При этом температура кристаллизации понизилась и, вследствие этого, увеличилась разность между пиком плавления и пиком рекристаллизации. На фиг. 18 температура рекристаллизации понизилась от 254,98°С до 246,69°С, что дополнительно позволило улучшить допуски на обработку материала в системе 100. Результаты обработки с помощью системы 500 показывают значительное улучшение обрабатываемости материала с помощью системы 100. Упомянутые выше измерения температуры проводили в соответствии со стандартом ASTM D3418-03 (Стандартный метод испытания для температур фазового перехода и энтальпий плавления и кристаллизации полимеров путем дифференциальной сканирующей калориметрии) с помощью оборудования ТА Q10 DSC фирмы "ТА Instruments". Для определения Tm, Trc, температур начала процесса и энтальпии плавления (ΔHm) использовали стандартные алюминиевые чаны и осуществляли нагрев и охлаждение следующим образом: (1) выдерживание при температуре 50°С, (2) линейное повышение температуры до 350°С со скоростью 20°С/мин, (3) изотермическое выдерживание в течение 5 минут, (4) линейное понижение температуры до 50°С со скоростью -20°С/мин, (5) изотермическое выдерживание в течение 1 минуты и затем (6) линейное повышение температуры до 350°С со скоростью 20°С/мин.
В следующем варианте осуществления с помощью системы 500 обрабатывали материал нейлон 6 (поставляемый фирмой "Nylotek"). На фиг. 19 представлен пример записи DSC для материала РА6 до и после обработки. В этом примере материал РА66 обрабатывали в течение 24 часов с помощью системы 500 при температуре 212°С в закрытом сосуде в атмосфере азота. Как видно из фиг. 19, обработка с помощью системы 500 привела к существенному сужению первой кривой плавления материала. В этом примере температура начала плавления изменилась от 209,3°С до 217,08°С. Это существенное повышение температуры начала плавления обеспечивает улучшение, состоящее в облегчении использования материала в системе 100. Упомянутые выше измерения температуры проводили в соответствии со стандартом ASTM D3418-03 (Стандартный метод испытания для температур фазового перехода и энтальпий плавления и кристаллизации полимеров путем дифференциальной сканирующей калориметрии) с помощью оборудования ТА Q10 DSC фирмы "ТА Instruments". Для определения Tm, Trc, температур начала процесса и энтальпии плавления (ΔHm) использовали стандартные алюминиевые чаны и осуществляли нагрев и охлаждение следующим образом: (1) выдерживание при температуре 50°С, (2) линейное повышение температуры до 250°С со скоростью 10°С/мин, (3) изотермическое выдерживание в течение 5 минут, (4) линейное понижение температуры до 50°С со скоростью -10°С/мин, (5) изотермическое выдерживание в течение 1 минуты и затем (6) линейное повышение температуры до 250°С со скоростью 10°С/мин.
С использованием способа обработки, реализуемого с помощью системы 500, было проведено испытание другого образца материала нейлон 6. Это был образец материала нейлон 6 марки ES 1002, производимого фирмой "Arkema corporation". Образец этого материала обрабатывали с помощью системы 500 в течение 24 часов при температуре 200°С в атмосфере азота. На фиг. 20 показана запись DSC для необработанного и обработанного материала. Как видно из фиг. 20, пик Tm1 плавления для материала, подвергнутого обработке, явно изменилась в сторону ее повышения приблизительно на один градус Цельсия. Кроме того, кривая плавления обработанного образца значительно сузилась по сравнению с кривой плавления эталонного необработанного образца. Упомянутые выше измерения температуры проводили в соответствии со стандартом ASTM D3418-03 (Стандартный метод испытания для температур фазового перехода и энтальпий плавления и кристаллизации полимеров путем дифференциальной сканирующей калориметрии) с помощью оборудования ТА Q10 DSC фирмы "ТА Instruments". Для определения Tm, Trc, температур начала процесса и энтальпии плавления (ΔHm) использовали стандартные алюминиевые чаны и осуществляли нагрев и охлаждение следующим образом: (1) выдерживание при температуре 50°С, (2) линейное повышение температуры до 250°С со скоростью 10°С/мин, (3) изотермическое выдерживание в течение 5 минут, (4) линейное понижение температуры до 50°С со скоростью -10°С/мин, (5) изотермическое выдерживание в течение 1 минуты и затем (6) линейное повышение температуры до 250°С со скоростью 10°С/мин.
Способ использования системы 500 для обработки материалов, предназначенный для использования в технологическом процессе системы 100, далее применили для образцов материала полипропилена. В этом примере образец порошка полипропилена, полипропилен А (торговое наименование Propyltex 200S) был обработан с помощью системы 500 в течение 24 часов при температуре 145°С в атмосфере азота. Как видно из записи DSC на фиг. 21, у обработанного образца наблюдается заметное повышение первой температуры пика энергии плавления, от 157,84°С до 159,31°С. Первая кривая плавления существенно сузилась, что проявляется в повышении температуры начала плавления от 147,13°С до 152,92°С. Температуры рекристаллизации остались по существу неизменными. Упомянутые выше измерения температуры проводили в соответствии со стандартом ASTM D3418-03 (Стандартный метод испытания для температур фазового перехода и энтальпий плавления и кристаллизации полимеров путем дифференциальной сканирующей калориметрии) с помощью оборудования ТА Q10 DSC фирмы "ТА Instruments". Для определения Tm, Trc, температур начала процесса и энтальпии плавления (ΔHm) использовали стандартные алюминиевые чаны и осуществляли нагрев и охлаждение следующим образом: (1) выдерживание при температуре 50°С, (2) линейное повышение температуры до 192°С со скоростью 10°С/мин, (3) изотермическое выдерживание в течение 5 минут, (4) линейное понижение температуры до 50°С со скоростью -10°С/мин, (5) изотермическое выдерживание в течение 1 минуты и затем (6) линейное повышение температуры до 192°С со скоростью 10°С/мин.
Второй пример порошка полимера полипропилена, полипропилен "В", был приобретен у фирмы из Японии "Trial Corporation" и обработан с помощью системы 500. На фиг. 22 показана запись DSC для обработанного образца в сопоставлении с необработанным образцом. Как и в случае с полипропиленом "А", использование системы 500 при температуре 115°С в течение 24 часов в атмосфере азота дало заметное улучшение характеристик обработки материала для системы 100, при этом температура пика плавления увеличилась приблизительно на 3 градуса Цельсия и температура начала плавления увеличилась почти на 8 градусов Цельсия. Упомянутые выше измерения температуры проводили в соответствии со стандартом ASTM D3418-03 (Стандартный метод испытания для температур фазового перехода и энтальпий плавления и кристаллизации полимеров путем дифференциальной сканирующей калориметрии) с помощью оборудования ТА Q10 DSC фирмы "ТА Instruments". Для определения Tm, Trc, температур начала процесса и энтальпии плавления (ΔHm) использовали стандартные алюминиевые чаны и осуществляли нагрев и охлаждение следующим образом: (1) выдерживание при температуре 50°С, (2) линейное повышение температуры до 155°С со скоростью 10°С/мин, (3) изотермическое выдерживание в течение 5 минут, (4) линейное понижение температуры до 50°С со скоростью -10°С/мин, (5) изотермическое выдерживание в течение 1 минуты и затем (6) линейное повышение температуры до 155°С со скоростью 10°С/мин.
Способ для системы 500 был осуществлен на практике также для образца полиэтиленового материала Petrothene РЕ HDBM. Образец материала был обработан с помощью системы 500 в течение 24 часов при температуре 118°С в атмосфере азота. На фиг. 23 показана запись DSC для обработанного образца в сопоставлении с необработанным образцом. Процесс обработки с помощью системы 500 дал в результате повышение первого пика плавления приблизительно на 2 градуса Цельсия и повышение температуры начала плавления почти на 3 градуса Цельсия по сравнению с необработанным контрольным образцом. Упомянутые выше измерения температуры проводили в соответствии со стандартом ASTM D3418-03 (Стандартный метод испытания для температур фазового перехода и энтальпий плавления и кристаллизации полимеров путем дифференциальной сканирующей калориметрии) с помощью оборудования ТА Q10 DSC фирмы "ТА Instruments". Для определения Tm, Trc, температур начала процесса и энтальпии плавления (ΔHm) использовали стандартные алюминиевые чаны и осуществляли нагрев и охлаждение следующим образом: (1) выдерживание при температуре 50°С, (2) линейное повышение температуры до 180°С со скоростью 10°С/мин, (3) изотермическое выдерживание в течение 5 минут, (4) линейное понижение температуры до 50°С со скоростью -10°С/мин, (5) изотермическое выдерживание в течение 1 минуты и затем (6) линейное повышение температуры до 180°С со скоростью 10°С/мин.
Способ для системы 500 был осуществлен на практике также для образца тройного полиамидного сополимера Platimid М1757. Материал представляет собой тройной сополимер полиамида 6, полиамида 66, полиамида 12.
Образец материала был обработан с помощью системы 500 в течение периодов времени продолжительностью 4 часа, 8 часов, 12 часов и 16 часов при температуре 94°С в атмосфере азота. На фиг. 24 показаны записи DSC для обработанных образцов в сопоставлении с необработанными образцами. Записи DSC были получены в соответствии со стандартом ASTM D3418-03 (Стандартный метод испытания для температур фазового перехода и энтальпий плавления и кристаллизации полимеров путем дифференциальной сканирующей калориметрии) с помощью оборудования ТА Q10 DSC фирмы "ТА Instruments". Для определения Tm, Trc, температур начала процесса и энтальпии плавления (ΔHm) использовали стандартные алюминиевые чаны и осуществляли нагрев и охлаждение следующим образом: (1) выдерживание при температуре 40°С, (2) линейное повышение температуры до 135°С со скоростью 10°С/мин, (3) изотермическое выдерживание в течение 1 минуты, (4) линейное понижение температуры до 40°С со скоростью -10°С/мин, (5) изотермическое выдерживание в течение 1 минуты и затем (6) линейное повышение температуры до 135°С со скоростью 10°С/мин.
Процесс обработки особенно предпочтителен для использования материала в системе 100. Необработанный тройной сополимер имеет очень широкую кривую плавления и затруднительно найти определенную температуру для системы 100, при которой она должна работать во время формирования объекта. Например, если система 100 поддерживает температуру, которая является слишком низкой для материала, находящегося в пласте порошка 208, то тогда сплавляемый порошок 206 может вернуться в твердое состояние (или "рекристаллизоваться") слишком быстро, что может привести к возникновению коробления или деформации в сформированном объекте. Однако если система 100 поддерживает температуру, являющуюся слишком высокой для пласта порошка 208 (например, слишком близкую к температуре плавления такого порошка), тогда порошок, остающийся несплавленным, может частично расплавиться, что может сделать сравнительно более затруднительным отделение от сформированного объекта порошка, оставшегося несплавленным. В случае использования материала Platimid M1757, до того, как производится обработка с помощью системы 500, существенный процент пласта порошка частично расплавляется при температуре, которая нужна системе 100 для формирования объектов без коробления. Как видно из записей DSC, результатом, получаемым от обработки с помощью системы 500, является существенное сужение кривой плавления, позволяющее системе 100 работать при таких температурах, при которых пласт порошка 208 остается по существу лишенным комков. Из фиг. 25 ясно видно, что при рабочей температуре системы 100, равной 100°С, в необработанном материале содержится значительная доля нерасплавленного материала (представлено затененной областью под записью DSC). В тех случаях, когда все образцы были обработаны, доля расплавленного материала в пласте порошка 208 незначительна, что позволяет упростить эксплуатацию системы 100.
Схемы, представленные на фигурах, поясняют структуру, функциональные возможности и действие возможных вариантов реализации систем и способов согласно иллюстративным вариантам осуществления. В некоторых альтернативных вариантах реализации операции, упомянутые в блоке, могут быть выполнены не в том порядке, который показан на фигурах. Например, два блока, показанные соединенными последовательно, на практике могут выполняться по существу одновременно, или блоки иногда могут выполняться в обратном порядке, в зависимости от того, каково функциональное назначение.
Терминология, использованная в данном описании изобретения, служит только для описания конкретных примеров вариантов изобретения и не предполагает ограничение изобретения. Использованные здесь формы единственного числа предполагают включение и форм множественного числа, если только в контексте в явной форме не указано иначе. Очевидно также, что термины "содержит" и/или "содержащий", когда они употребляются в данном описании изобретения, указывают на наличие заданных признаков, чисел, этапов, операций, элементов и/или компонентов, но не исключают наличие или добавление одного или более других признаков, чисел, этапов, операций, элементов, компонентов и/их групп.
Соответствующие структуры, материалы, действия и эквиваленты всех средств или этапов плюс функциональных элементов в приведенной ниже формуле изобретения предполагают включение любых структуры, материала или действия для выполнения функции в комбинации с другими заявляемыми элементами, которые заявлены как конкретное исполнение. Данное описание приведено в целях иллюстрации и описания, но при этом не предназначено быть исчерпывающим или ограниченным предлагаемыми техническими решениями согласно изобретению в раскрытой форме их исполнения. Для специалистов в области техники, к которой относится изобретение, очевидны многочисленные модификации и варианты, не выходящие за пределы объема и сущности изобретения. Вариант осуществления изобретения был выбран и описан для того, чтобы пояснить принципы изобретения и практическое применение и чтобы другие лица, являющиеся средними специалистами в данной области техники, смогли понять изобретательский замысел в различных вариантах осуществления изобретения с различными модификациями, которые подходят для предусмотренного конкретного случая применения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИТНЫЙ МАТЕРИАЛ И КОМПОЗИЦИЯ СМОЛЫ, СОДЕРЖАЩАЯ МЕТАСТАБИЛЬНЫЕ ЧАСТИЦЫ | 2016 |
|
RU2725922C2 |
| МАТЕРИАЛ ДЛЯ ОБРАБОТКИ СПОСОБОМ СЕЛЕКТИВНОГО ЛАЗЕРНОГО СПЕКАНИЯ, ПОЛУЧЕННОЕ ИЗ НЕГО ФОРМОВАННОЕ ИЗДЕЛИЕ, А ТАКЖЕ ПРИМЕНЕНИЕ В СПОСОБЕ СЕЛЕКТИВНОГО ЛАЗЕРНОГО СПЕКАНИЯ | 2018 |
|
RU2730334C1 |
| ПРОЗРАЧНЫЕ ПЛЕНКИ | 2010 |
|
RU2528728C2 |
| ФАРМАЦЕВТИЧЕСКИЕ УПАКОВКИ, СОДЕРЖАЩИЕ ПОЛИПРОПИЛЕНОВЫЕ КОНТЕЙНЕРЫ И УПАКОВАННЫЕ В НИХ ВОДНЫЕ ПРЕПАРАТЫ NGF | 2021 |
|
RU2841328C1 |
| ЭЛАСТИЧНЫЙ ПРИСОЕДИНЯЮЩИЙ КЛЕЙ И ЕГО ПРИМЕНЕНИЕ | 2014 |
|
RU2660860C2 |
| ПОЛИАМИДНЫЕ ПЛЕНКИ ДЛЯ ГИБКИХ ПЕЧАТНЫХ ПЛАТ | 2010 |
|
RU2538870C2 |
| ФОРМОВОЧНАЯ МАССА НА ОСНОВЕ СОПОЛИАМИДА СО СТРУКТУРНЫМИ ЕДИНИЦАМИ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ И ТРИМЕТИЛГЕКСАМЕТИЛЕНДИАМИНА | 2010 |
|
RU2559328C2 |
| КОМПОЗИЦИЯ ТЕРМОПЛАВКОГО АДГЕЗИВА И ЕЕ ИСПОЛЬЗОВАНИЕ | 2016 |
|
RU2709356C2 |
| СПОСОБ ПОВЕРХНОСТНОГО СШИВАНИЯ ПОЛИМЕРНЫХ ЧАСТИЦ | 2014 |
|
RU2671508C2 |
| Способ определения степени сшивки при исследовании перекрестно-сшитых поликапролактонов | 2019 |
|
RU2718130C1 |
Изобретение относится к материалу в порошкообразной форме, предназначенному для лазерного спекания, способу приготовления такого материала, а также к твердому объекту. Материал в порошкообразной форме имеет суженную кривую плавления по сравнению с необработанным материалом. Способ приготовления материала в порошкообразной форме заключается в том, что термопластичный полимер нагревают в атмосфере инертного газа, начиная с заданной температуры, для модифицирования температуры плавления (Tm), температуры рекристаллизации (Trc) и энтальпии плавления (ΔHm). При этом температура обработки не более чем на 30 градусов Цельсия ниже, не более чем на 20 градусов Цельсия ниже или не более чем на 10 градусов Цельсия ниже, чем температура (Tm) плавления необработанного материала. Длительность термической обработки составляет по меньшей мере один час. Из вышеуказанного порошкового материала при помощи аддитивного производства получают твердый объект. Изобретение позволяет повысить эффективность селективного лазерного спекания (SLS) и повысить качество продукта. 3 н. и 36 з.п. ф-лы, 5 табл., 28 ил.
1. Материал в порошкообразной форме для аддитивного производства, имеющий суженную кривую плавления по сравнению с необработанным материалом, причем материал содержит: по меньшей мере один термопластичный полимер с сосуществующими кристаллическими состояниями, который обработан теплом после полимеризации в атмосфере инертного газа, начиная с заданной температуры, чтобы модифицировать по меньшей мере один из следующих параметров: температуру (Tm) плавления, температуру (Trc) рекристаллизации и энтальпию (ΔHm) плавления, где температура обработки не более чем на 30 градусов Цельсия ниже, не более чем на 20 градусов Цельсия ниже или не более чем на 10 градусов Цельсия ниже, чем температура (Tm) плавления необработанного материала, и длительность термической обработки составляет по меньшей мере один час, возможно по меньшей мере десять часов или по меньшей мере пятнадцать часов.
2. Материал по п. 1, отличающийся тем, что атмосфера инертного газа представляет собой атмосферу азота.
3. Материал по п. 1, отличающийся тем, что по меньшей мере один термопластичный полимер обработан теплом в инертной атмосфере при заданном давлении, причем заданное давление выше, чем атмосферное давление на уровне моря.
4. Материал по п. 1, отличающийся тем, что заданная температура близка к температуре начала плавления.
5. Материал по п. 1, отличающийся тем, что по меньшей мере один термопластичный полимер обработан теплом при заданной температуре путем постепенного повышения температуры по меньшей мере одного термопластичного полимера по мере ее приближения к температуре начала плавления.
6. Материал по п. 1, отличающийся тем, что по меньшей мере один термопластичный полимер обработан теплом при его поддерживании в псевдоожиженном состоянии.
7. Материал по п. 1, отличающийся тем, что по меньшей мере один термопластичный полимер обработан теплом по меньшей мере дважды, включая по меньшей мере: в первый раз при первой заданной температуре в течение первого заданного периода времени; и во второй раз при второй заданной температуре в течение второго заданного периода времени.
8. Материал по п. 1, отличающийся тем, что по меньшей мере один термопластичный полимер обработан теплом для увеличения разности между температурой начала плавления и температурой начала рекристаллизации.
9. Материал по п. 1, отличающийся тем, что температура (Tm) плавления является первой температурой плавления, если по меньшей мере один термопластичный полимер плавят в первый раз, при этом температура плавления является второй температурой плавления, если по меньшей мере один термопластичный полимер плавят во второй раз, и при этом по меньшей мере один термопластичный полимер обработан теплом для увеличения разности между первой температурой плавления и второй температурой плавления.
10. Материал по п. 1, отличающийся тем, что по меньшей мере один термопластичный полимер представляет собой полукристаллический термопластичный полимер.
11. Материал по п. 1, отличающийся тем, что термопластичный полимер или сополимер выбирают из полиамида (РА), полиарилэфиркетона (РАЕК), полиарилэфирсульфона (PAES), сложного полиэфира, простого полиэфира, полиолефина, полистирола, полифениленсульфида, поливинилиденфторида, полифениленоксида, полиимида и сополимеров или смесей, содержащих по меньшей мере один из вышеупомянутых полимеров.
12. Материал по п. 1, отличающийся тем, что термопластичный полимер или сополимер представляет собой полиамид или полуароматический полиамид, соответственно, выбранный из полиамида 6, полиамида 11, полиамида 12, полиамида 46, полиамида 66, полиамида 1010, полиамида 1012, полиамида 1112, полиамида 1212, полиамида PA6T/6I, поли-м-ксилиленадипамида (PA MXD6), полиамида 6/6Т, полиамида РА6Т/66, РА4Т/46.
13. Материал по п. 1, отличающийся тем, что термопластичный полимер или сополимер представляет собой полиолефин, выбранный из группы полиэтилена и полипропилена.
14. Материал по п. 1, отличающийся тем, что к термопластичному полимеру до или после термической обработки добавлена по меньшей мере одна добавка или наполнитель, причем добавка введена в состав полимера или смешана с термопластичным полимером путем сухого смешивания или соединения сплавлением.
15. Материал по п. 1, отличающийся тем, что порошковый материал содержит по меньшей мере первый и второй термопластичные полимеры и при этом:
первый термопластичный полимер обработан теплом для модифицирования по меньшей мере одного из температуры плавления и температуры рекристаллизации; и
второй термопластичный полимер обработан теплом для модифицирования по меньшей мере одного из температуры плавления, температуры рекристаллизации и энтальпии плавления.
16. Твердый объект, образованный при помощи аддитивного производства по меньшей мере из одного порошкового материала по любому из пп. 1, 3-11 и 13-15, отличающийся тем, что по меньшей мере один термопластичный полимер обработан теплом для модифицирования по меньшей мере одного из следующих параметров: температуры плавления, температуры рекристаллизации и энтальпии плавления.
17. Твердый объект по п. 16, отличающийся тем, что по меньшей мере одна добавка или наполнитель добавлена к полимеру до или после термической обработки.
18. Способ приготовления материала в порошкообразной форме для аддитивного производства, имеющего суженную кривую плавления по сравнению с необработанным материалом по п. 1, причем способ включает:
нагревание термопластичного полимера с сосуществующими кристаллическими состояниями в атмосфере инертного газа, начиная с заданной температуры, для модифицирования по меньшей мере одного из следующих параметров: температуры (Tm) плавления, температуры (Trc) рекристаллизации и энтальпии (ΔHm) плавления.
19. Способ по п. 18, отличающийся тем, что нагревание включает: нагревание термопластичного полимера при заданном давлении, причем заданное давление выше, чем атмосферное давление на уровне моря.
20. Способ по п. 19, отличающийся тем, что нагревание термопластичного полимера включает: нагревание термопластичного полимера при заданном давлении, а атмосфера инертного газа представляет собой атмосферу азота.
21. Способ по п. 18, отличающийся тем, что нагревание термопластичного полимера включает: нагревание термопластичного полимера при заданной температуре в течение заданного периода времени.
22. Способ по п. 18, отличающийся тем, что термопластичный полимер подвергают воздействию температуры Т путем нагревания в печи.
23. Способ по п. 18, отличающийся тем, что термопластичный полимер подвергают воздействию температуры Т путем облучения электромагнитным излучением или корпускулярным излучением.
24. Способ по п. 18, отличающийся тем, что термопластичный полимер подвергают воздействию температуры Т путем его облучения ИК излучением или микроволновым излучением.
25. Способ по п. 18, отличающийся тем, что тепловую энергию для достижения температуры Т и поддержания температуры подводят к полимеру частично или полностью посредством механической обработки.
26. Способ по п. 18, отличающийся тем, что термопластичный полимер подвергают воздействию температуры Т путем его нагревания в псевдоожиженном слое в атмосфере инертного газа.
27. Способ по п. 18, отличающийся тем, что заданная температура близка к температуре начала плавления и при этом температура начала плавления является температурой, при которой происходит начало плавления полимера до его обработки теплом.
28. Способ по п. 18, отличающийся тем, что нагревание термопластичного полимера включает: нагревание термопластичного полимера при заданной температуре путем постепенного повышения температуры полимера, когда она приближается к температуре начала плавления.
29. Способ по п. 18, отличающийся тем, что нагревание термопластичного полимера включает: нагревание термопластичного полимера при его поддержании в псевдоожиженном состоянии.
30. Способ по п. 18, отличающийся тем, что нагревание термопластичного полимера включает: нагревание термопластичного полимера по меньшей мере дважды, включая по меньшей мере: в первый раз при первой заданной температуре в течение первого заданного периода времени; и во второй раз при второй заданной температуре в течение второго заданного периода времени.
31. Способ по п. 30, отличающийся тем, что первая заданная температура отличается от второй заданной температуры.
32. Способ по п. 30, отличающийся тем, что первый заданный период времени отличается от второго заданного периода времени.
33. Способ по п. 18, отличающийся тем, что нагревание термопластичного полимера включает: нагревание термопластичного полимера для увеличения разности между температурой плавления и температурой рекристаллизации и/или энтальпии плавления.
34. Способ по п. 18, отличающийся тем, что температура плавления является первой температурой плавления, если термопластичный полимер плавят в первый раз, при этом температура плавления является второй температурой плавления, если термопластичный полимер плавят во второй раз, и при этом нагревание термопластичного полимера включает: нагревание термопластичного полимера для увеличения разности между первой температурой плавления и второй температурой плавления.
35. Способ по п. 18, отличающийся тем, что нагревание термопластичного полимера включает: нагревание порошка для повышения температуры, при которой происходит начало плавления полимера.
36. Способ по п. 18, отличающийся тем, что нагревание термопластичного полимера включает: нагревание термопластичного полимера для понижения температуры, при которой происходит начало рекристаллизации полимера.
37. Способ по п. 18, отличающийся тем, что по меньшей мере один термопластичный полимер представляет собой полиамид или полуароматический полиамид, соответственно, выбранный из полиамида 6, полиамида 11, полиамида 12, полиамида 46, полиамида 66, полиамида 1010, полиамида 1012, полиамида 1112, полиамида 1212, полиамида PA6T/6I, поли-м-ксилиленадипамида (РА MXD6), полиамида 6/6Т или полиамида РА6Т/66, РА4Т/46.
38. Способ по п. 18, отличающийся тем, что материал содержит по меньшей мере первый и второй термопластичные полимеры и при этом нагревание термопластичного полимера включает:
нагревание первого термопластичного полимера для модифицирования по меньшей мере одного из: температуры плавления, температуры рекристаллизации и энтальпии плавления; и
нагревание второго термопластичного полимера для модифицирования по меньшей мере одного из: температуры плавления, температуры рекристаллизации и энтальпии плавления.
39. Способ по п. 38, отличающийся тем, что нагревание термопластичного полимера включает: нагревание первого и второго термопластичных полимеров вместе.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| ВОЗДЕЙСТВИЕ НА ОПРЕДЕЛЕННЫЕ МЕХАНИЧЕСКИЕ СВОЙСТВА ТРЕХМЕРНЫХ ИЗДЕЛИЙ, ПОЛУЧЕННЫХ ИЗБИРАТЕЛЬНЫМ СПЕКАНИЕМ ПОСРЕДСТВОМ ЭЛЕКТРОМАГНИТНОГО ОБЛУЧЕНИЯ ИЗ ПОРОШКА, СОДЕРЖАЩЕГО, ПО МЕНЬШЕЙ МЕРЕ, ОДИН ПОЛИМЕР ИЛИ СОПОЛИМЕР | 2009 |
|
RU2420403C2 |

