Изобретение относится к технологическому оснащению металлорежущего станочного оборудования для прецизионного шлифования тонкостенных деталей многоразового использования.
Известны различные оправки для установки заготовок (цилиндрические, конические, кулачковые, цанговые и т.п.) с гарантированным зазором (Кащук В.А., Верещагин А.Б. Справочник шлифовщика. - М.: Машиностроение, 1988. - 480 с.: ил. - (Серия справочников для рабочих).
Недостатком этих оправок является недостаточная точность центрирования.
Известны также мембранные оправки в виде гибких металлических пластин или колец с радиальными прорезями, установленных в корпусе и взаимодействующих с тягами, расширяя при этом тонкостенную часть оправки (Ансеров М.А. Приспособления для металлорежущих станков. Изд. 4-е, испр. и доп. Л., «Машиностроение» (Ленинградское отделение), 1975, 656 стр.).
Недостатком этих оправок является неравномерность по длине рабочей части оправки радиального давления на обрабатываемую деталь, что ограничивает надежность закрепления тонкостенных деталей, а увеличение зоны контакта (закрепления) за счет увеличения пакета мембран значительно снижает точность центрирования.
Известно «Устройство для развальцовки труб в трубных решетках» (Авторское свидетельство СССР №135355, МКИ B21D 39/06).
Устройство состоит из рабочей части, выполненной из сплава с памятью формы, на которой имеется кольцевой выступ с радиусным закруглением. На рабочую часть установлена гильза, выполненная из того же материала, что и рабочая часть, и имеющая кольцевое углубление, предназначенное для взаимодействия с кольцевым выступом рабочей части инструмента.
Наиболее близким по своей технической сущности к предлагаемому изобретению является «Устройство для высокоточного закрепления заготовок» (US №5197720, МКИ В23В 31/10).
Устройство содержит хвостовик для установки детали в шпинделе станка, рабочую часть для размещения детали, которая выполнена из материала с эффектом памяти формы и с осевым отверстием.
Недостатками прототипа, а также вышеописанного устройства являются их ограниченные эксплуатационные возможности, так как они не предназначены для прецизионного шлифования тонкостенных деталей, а также имеет более сложную конструкцию.
Задачами заявленного устройства являются расширение эксплуатационных возможностей, а также упрощение его конструкции.
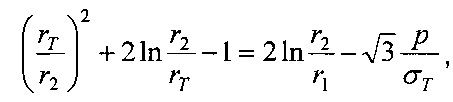
Поставленная задача решается тем, что оправка для закрепления тонкостенной детали при прецизионном шлифовании, содержащая хвостовик для ее установки в шпинделе станка и рабочую часть для размещения упомянутой детали, при этом рабочая часть выполнена из материала с эффектом памяти формы и с осевым отверстием, согласно изобретению упомянутая рабочая часть оправки выполнена как единое целое из внешнего недеформируемого слоя, расположенного со стороны размещения упомянутой детали, и внутреннего деформируемого слоя, расположенного со стороны упомянутого осевого отверстия, при этом радиус текучести rТ упомянутого внутреннего слоя, определяемый из соотношения
где r1 - радиус упомянутого осевого отверстия,
r2 - внешний радиус рабочей части оправки,
р - внутреннее давление на стенки осевого отверстия, использованное для наведения эффекта памяти формы в материале оправки,
σТ - предел «текучести» материала оправки,
не превышает радиус упомянутого внешнего слоя.
На чертеже представлено заявленное устройство.
Устройство состоит из рабочей части оправки 1, выполненной из материала с эффектом памяти формы, в которой выполнено осевое отверстие 2, и представляет собой единое целое в виде внешнего недеформируемого слоя 3, расположенного со стороны тонкостенной детали и внутреннего деформированного слоя 4, расположенного со стороны осевого отверстия 2, при этом радиус текучести rТ внутреннего деформируемого слоя 4, определяемый из соотношения
где r1 - радиус упомянутого осевого отверстия, r2 - внешний радиус рабочей части оправки, р - внутреннее давление на стенки осевого отверстия, использованное для наведения эффекта памяти формы в материале оправки, σТ - предел «текучести» материала оправки, не превышает радиус упомянутого внешнего слоя.
Рабочая часть оправки 1, которая представляет собой единое целое, соединена с хвостовиком 5, который предназначен для крепления устройства в шпинделе круглошлифовального станка (на чертеже не показано).
Устройство работает следующим образом. Устройство закрепляют в шпинделе шлифовального станка посредством хвостовика 5. Рабочую часть оправки 1 нагревают, например, создавая тепловой поток на поверхности осевого отверстия 2, до температуры конца обратного мартенситного превращения материала рабочей части оправки 1. При этом рабочая часть оправки 1 совершает рабочий ход - уменьшает свой диаметр за счет прямого эффекта памяти формы во внутреннем деформируемом слое 4, и во внешнем недеформируемом слое 3, наводятся деформации со знаком, обратным деформациям памяти формы внутреннего деформированного слоя 4 рабочей части оправки 1. На рабочую часть оправки 1 устанавливают обрабатываемую тонкостенную деталь, которую охлаждают до температуры конца прямого мартенситного превращения ее материала, при этом ее диаметр увеличивается за счет обратного эффекта памяти формы внутреннего деформированного слоя 4 рабочей части оправки 1. Этому увеличению способствуют деформации псевдоупругости во внешнем недеформируемом слое 3 рабочей части оправки 1, возникшие вследствие наведенных деформаций во внешнем недеформируемом слое 3 на прямом рабочем ходе. Поверхность рабочей части оправки 1 контактирует с поверхностью обрабатываемой тонкостенной детали, возникает равномерно распределенное реактивное давление на поверхности контакта рабочей части оправки 1 с обрабатываемой тонкостенной деталью, тем самым обеспечивается надежное ее закрепление. Выполняют операцию шлифования. Далее рабочую часть оправки 1 нагревают до температуры конца обратного мартенситного превращения материала рабочей части оправки 1, она уменьшает свой диаметр. Обрабатываемую тонкостенную деталь снимают с оправки.
Заявленное техническое решение позволит расширить его эксплуатационные возможности с обеспечением точности центрирования, а также упростить его конструкцию.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий из сварных трубных заготовок | 1990 |
|
SU1761353A1 |
| УСТРОЙСТВО ДЛЯ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2013 |
|
RU2527541C1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| СПОСОБ ГИБКИ ТОНКОСТЕННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354478C1 |
| Поворотный стол с газостатической опорой | 2022 |
|
RU2788876C1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Способ изготовления сварных прямошовных труб из титановых сплавов | 2016 |
|
RU2638476C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МНОГОФАЗНЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2187403C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ЯЧЕИСТОЙ СТРУКТУРЫ С ПЛОСКИМИ ПОВЕРХНОСТЯМИ ИЗ УГЛЕРОДНОЙ ТКАНИ | 2014 |
|
RU2562986C1 |
Изобретение относится к области технологической оснастки металлорежущего станочного оборудования и может быть использовано при прецизионном шлифовании тонкостенных деталей. Оправка содержит рабочую часть, выполненную из материала с эффектом памяти формы в виде единого целого, которая имеет осевое отверстие, и внешний слой которой выполнен недеформируемым. Радиус текучести внутреннего деформируемого слоя рабочей части оправки, обладающего эффектом памяти формы, не превышает радиуса недеформируемого внешнего слоя и определяется из соотношения
 ,
,
где rТ - радиус текучести внутреннего слоя рабочей части оправки, r1 - радиус осевого отверстия, r2 - радиус рабочей части оправки, p - внутреннее давление на стенки осевого отверстия, использованное для наведения эффекта памяти формы, σТ - предел текучести материала оправки. Использование изобретения позволяет расширить технологические возможности оправки и упростить ее конструкцию. 1 ил. 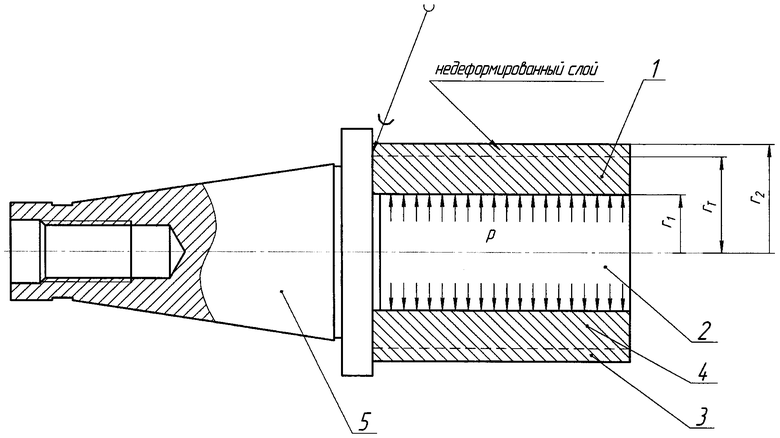
Оправка для закрепления тонкостенной детали при прецизионном шлифовании, содержащая хвостовик для ее установки в шпинделе станка и рабочую часть для размещения упомянутой детали, при этом рабочая часть выполнена из материала с эффектом памяти формы и с осевым отверстием, отличающаяся тем, что упомянутая рабочая часть выполнена как единое целое из внешнего недеформируемого слоя, расположенного со стороны размещения упомянутой детали, и внутреннего деформируемого слоя, расположенного со стороны упомянутого осевого отверстия, при этом радиус текучести rТ упомянутого внутреннего слоя, определяемый из соотношения
где r1 - радиус упомянутого осевого отверстия,
r2 – внешний радиус рабочей части оправки,
р – внутреннее давление на стенки осевого отверстия, использованное для наведения эффекта памяти формы в материале оправки,
σT - предел текучести материала оправки,
не превышает радиус упомянутого внешнего слоя.
| US 5197720 A, 30.03.1993 | |||
| Зажимное устройство | 1988 |
|
SU1653905A1 |
| Цанговый патрон | 1989 |
|
SU1646701A1 |
| Способ закрепления деталей | 1987 |
|
SU1523302A1 |
| US 5277435 A, 11.01.1994. | |||

