Изобретение относится к области атомной энергетики, в частности к производству компонентов тепловыделяющих сборок энергетических и других ядерных реакторов.
Известен способ снижения осевого усилия прошивания при обработке многогранных отверстий путем выведения из зоны резания части режущей кромки. Это обеспечивается приданием инструменту качающегося движения и носит название метода качающегося прошивания. При традиционном методе прошивания ось инструмента совпадает с осью отверстия. Для уменьшения активной длины режущей кромки ось прошивки наклоняется относительно оси обрабатываемого отверстия, при этом часть периметра режущей кромки выйдет из контакта с заготовкой. Для обработки всего периметра отверстия необходимо, чтобы прошивка обошла весь контур обрабатываемой детали. С этой целью инструменту придают круговое качающееся движение (А.В. Ломакин. Кинематика процесса качающегося прошивания. Известия высших учебных заведений. М., 2011, с. 58-67 http://izvuzmash.ru/articles/73/73.pdf). Однако, при подводе инструмента к заготовке, заготовка вращается в шпинделе токарного станка, а инструмент до соприкосновения с заготовкой остается неподвижным. Его раскрутка до совпадения окружных скоростей заготовки и инструмента происходит за счет воздействия торца заготовки на углы инструмента, что оставляет дефекты в виде отпечатков этих углов на торцовой поверхности заготовки.
Технический результат изобретения заключается в создании способа обработки многогранного отверстия методом качающегося прошивания с коррекцией величин угловых скоростей инструмента и заготовки, исключающей образование дефектов на торцевой поверхности заготовки.
Технический результат достигается тем, что в способе обработки многогранного отверстия методом качающегося прошивания, заключающемся в том, что подводят инструмент к вращающейся заготовке, установленной в патроне станка, таким образом, что ось инструмента расположена под углом к оси вращения заготовки, и обрабатывают стенки отверстия при круговом качательном движении инструмента, согласно изобретению используют инструмент с установленным на нам упругим элементом, а при подведении инструмента к заготовке вводят упругий элемент в контакт с патроном станка или заготовкой до момента касания заготовки инструментом.
При этом в качестве упругого элемента можно использовать пружину или резиновую втулку.
Изобретение поясняется чертежами.
На фиг. 1 показано изготовление многогранных отверстий методом качающегося прошивания. На чертеже обозначены:
А - положение оси инструмента 1 (прошивки) относительно оси вращения заготовки 2.
Б - направление движения инструмента (прошивки)
Эпсилон - угол между осью вращения заготовки 2 и осью инструмента 1 (прошивки).
На фиг. 2 показана выноска I на фиг. 1, на которой с увеличением показаны рабочие поверхности инструмента 1 (прошивки).
На фиг. 3 показано взаимодействие инструмента 1 (прошивки) и заготовки 2 в процессе реализации метода качающегося прошивания.
В - направление вращения заготовки,
Г - направление вращения инструмента (прошивки).
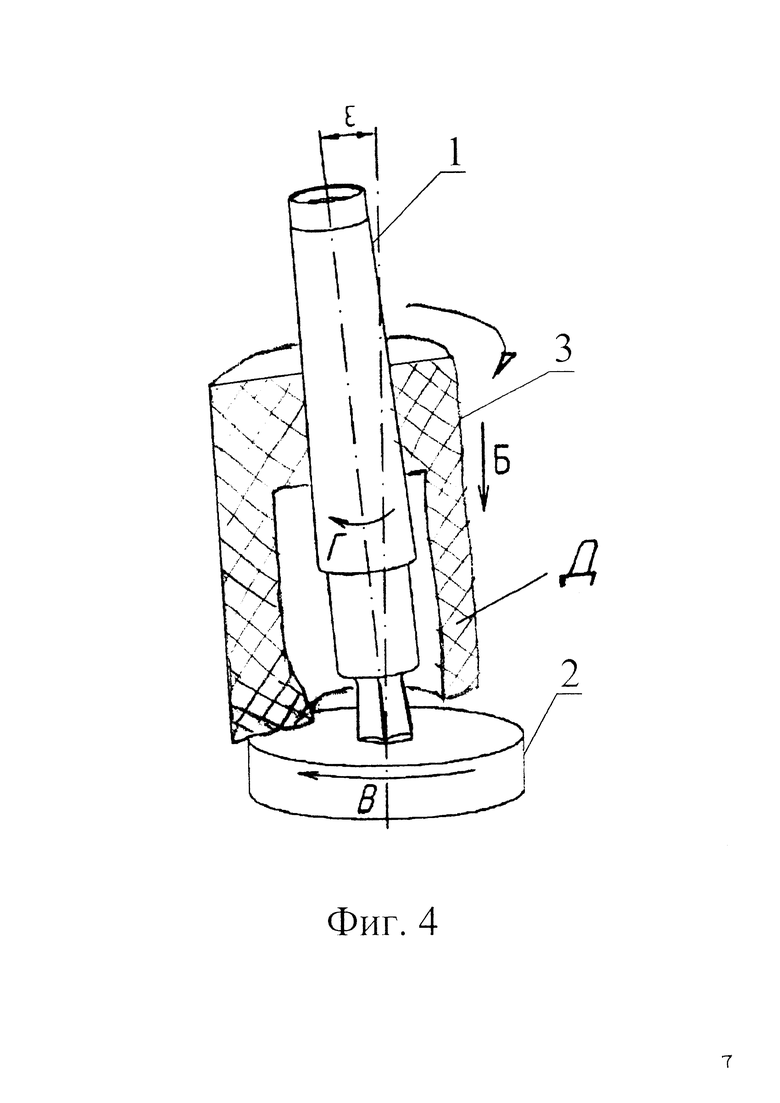
На фиг. 4 показано, каким образом производится выравнивание скоростей вращения инструмента 1 и заготовки 2 с использованием резиновой втулки 3 в качестве промежуточного элемента в процессе реализации метода качающегося прошивания.
На фиг. 5 показан вариант конструктивного выполнения инструмента 1 с резиновой втулкой 3. Втулка 3 закреплена на инструменте 1 с помощью стакана 4 и соединительной заклепки 5.
Для осуществления предложенного способа коррекции величин угловых скоростей инструмента и заготовки в процессе обработки многогранного отверстия методом качающегося прошивания между инструментом 1 и заготовкой 2 располагают упругий элемент, например пружину (не показана), один конец которой закреплен на инструменте 1. Вместо пружины можно использовать втулку 3 из жесткой резины (например, полиуретана). Подводят инструмент 1 к вращающейся заготовке 2, установленной в патроне станка, таким образом, что ось А инструмента 1 расположена под углом к оси вращения заготовки 2. Второй конец пружины (или резиновая втулка 3) входит в контакт с патроном станка или заготовкой 2 до момента касания заготовки 2 инструментом 1. Это позволяет с момента контакта упругого элемента с патроном или заготовкой 2 до момента касания инструмента 1 заготовки 2 начать раскрутку инструмента 2, придавая ему круговое вращательное движение, и обеспечить совпадение угловых скоростей инструмента 1 и заготовки 2 в процессе обработки отверстия. Тем самым удается избежать нанесения дефектов на торцовую часть заготовки 2, а также стабилизируется скоростной режим вращения инструмента 1 и заготовки 2 в течение всего времени обработки отверстия, что позволяет существенно повысить качество обработки поверхности и геометрии полученного многогранного отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прошивки профильных отверстий на токарном станке | 2018 |
|
RU2706989C1 |
| АНКЕРНАЯ КРЕПЬ ДЛЯ ГОРНЫХ ВЫРАБОТОК И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2337242C2 |
| ПРИСПОСОБЛЕНИЕ К ТОКАРНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ МНОГОГРАННЫХ МЕЛКОРАЗМЕРНЫХ СКВОЗНЫХ, ГЛУХИХ ГЛУБОКИХ ОТВЕРСТИЙ МЕТОДОМ ПЛАСТИЧЕСКИХ ДЕФОРМАЦИЙ (БЕЗ СНЯТИЯ СЛОЯ МЕТАЛЛА) | 2005 |
|
RU2300448C2 |
| ПРИСПОСОБЛЕНИЕ К ТОКАРНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ МНОГОГРАННЫХ ОТВЕРСТИЙ | 2002 |
|
RU2253549C2 |
| ПРИСПОСОБЛЕНИЕ К СВЕРЛИЛЬПЫМ СТАНКАМ ДЛЯ ОБРАБОТКИ ФАСОННЫХ ОТВЕРСТИЙ ПРОШИВКОЙ | 1971 |
|
SU312685A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Стержневой электрод-инструмент | 1990 |
|
SU1720821A1 |
| Способ позиционирования режущего инструмента | 1986 |
|
SU1324822A1 |



Способ включает подвод инструмента к вращающейся заготовке, установленной в патроне станка, таким образом, что ось инструмента расположена под углом к оси вращения заготовки, и обработку стенки отверстия при круговом качательном движении инструмента. При этом используют инструмент с установленным на нем упругим элементом, а при подведении инструмента к заготовке вводят упругий элемент в контакт с патроном станка или заготовкой до момента касания заготовки инструментом. В качестве упругого элемента может быть использована пружина или резиновая втулка. Достигается повышение качества обработки поверхности и геометрии полученного многогранного отверстия. 2 з.п. ф-лы, 5 ил.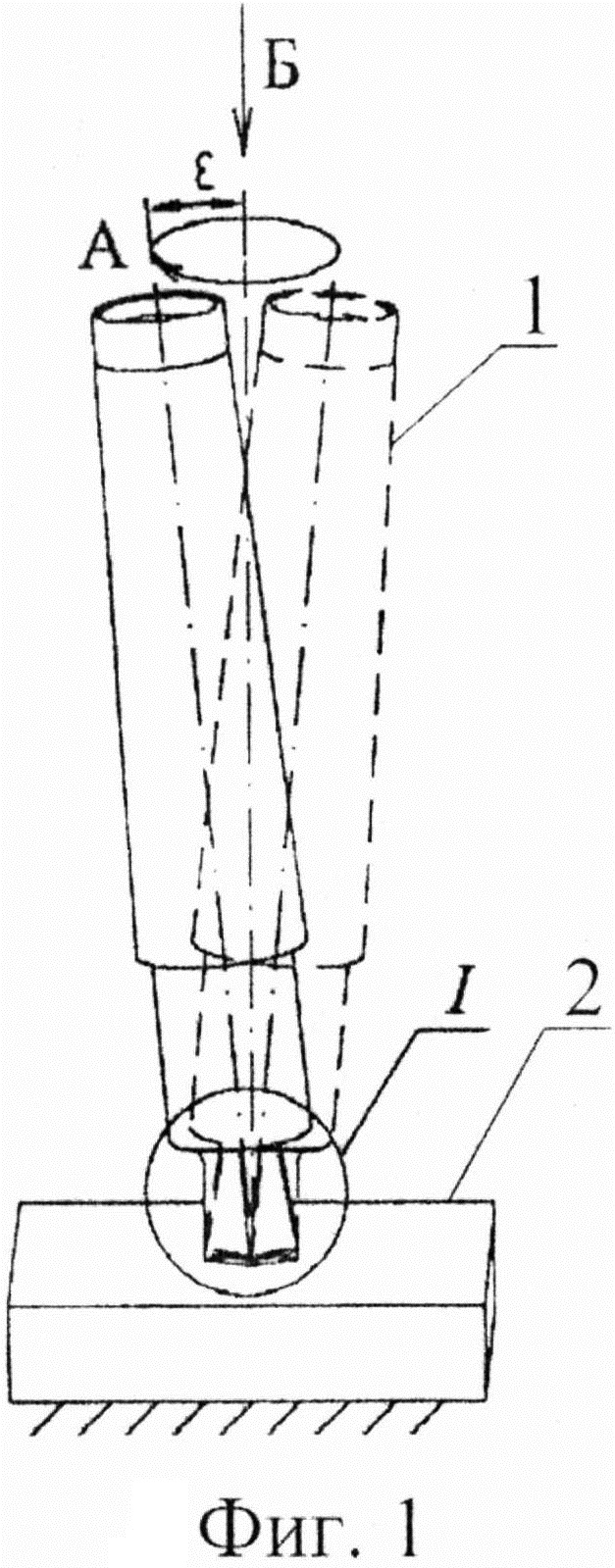
1. Способ обработки многогранного отверстия методом качающегося прошивания, включающий подвод инструмента к вращающейся заготовке, установленной в патроне станка, таким образом, что ось инструмента расположена под углом к оси вращения заготовки, и обработку стенки отверстия при круговом качательном движении инструмента, отличающийся тем, что используют инструмент с установленным на нем упругим элементом, который при подведении инструмента к заготовке вводят в контакт с патроном станка или заготовкой до момента касания заготовки инструментом.
2. Способ по п. 1, отличающийся тем, что в качестве упругого элемента используют пружину.
3. Способ по п. 1, отличающийся тем, что в качестве упругого элемента используют резиновую втулку.
| Устройство для прошивки многогранных отверстий на токарном станке | 1978 |
|
SU768568A1 |
| ЙГНЭ-ТСХЙЙНЕГЯДР ВИБЛИОТЕКА | 0 |
|
SU322234A1 |
| Приспособление к токарному станку для обработки многогранных отверстий | 1973 |
|
SU452434A1 |
| ПРИСПОСОБЛЕНИЕ К ТОКАРНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ МНОГОГРАННЫХ ОТВЕРСТИЙ | 2002 |
|
RU2253549C2 |

