Изобретение относится к способу многоступенчатого шлифования изделий, в частности, из твердых минеральных материалов, а также к вакуумному столу, магазину, съемному устройству и установке для осуществления этого способа. Минеральные материалы, используемые, например, в мебельной промышленности, при внутренней отделке или же при строительстве торговых сооружений, часто являются очень твердыми. Для получения желательных свойств поверхности строительных деталей из этих материалов часто необходима обработка поверхности способом шлифования, часто также с помощью нескольких разнообразных шлифовальных средств. До сих пор такие способы шлифования полностью осуществлялись вручную, что, однако, отнимает очень много времени и потому требует больших затрат. Лица, которым доверяются ручные способы шлифования, для получения соразмерных результатов шлифования должны работать особенно тщательно и быть хорошо подготовленными. В частности, кроме того, при внутренней отделке и при строительстве торговых сооружений, им приходится обрабатывать самые разные материалы, которые, хотя они и могут выполняться плоскостными, могут, однако, иметь также корпусную форму. Поэтому сработанные изделия снова и снова необходимо обрабатывать с использованием шлифования по-разному, что дополнительно усложняет автоматизацию этого процесса.
Поэтому задачей изобретения является разработка способа шлифования, при котором самые разные изделия различных форм могут обрабатываться полностью автоматически. Кроме того, задачей изобретения является также создание комплектной установки для осуществления этого способа, а также отдельных деталей установки, принимающих на себя выполнение определенных задач процесса, как, например, надежной установки и удержания плитообразных изделий, а также автоматического создания запасов и замены различных шлифовальных средств. Эта задача согласно изобретению решается с помощью признаков пункта 1, а также признаков пунктов 13, 14, 17 и 21 формулы изобретения, которым придается следующее особое значение.
Для многоступенчатого способа шлифования используется робот. При этом сначала изделие подается на участок обработки и там измеряется и/или ориентируется для определения нулевого положения. В этом случае робот содержит шлифовальную бабку, с помощью которой он затем захватывает, предпочтительно, из магазина, первое шлифовальное средство, и начинает первый процесс шлифования. Само собой разумеется, что шлифовальная бабка в начале первого процесса шлифования уже может быть оснащена также необходимым первым шлифовальным средством. По окончании этого первого процесса шлифования робот снова отдает шлифовальное средство. После этого робот захватывает второе шлифовальное средство, снова, предпочтительно, из магазина, причем шлифовальное средство может находиться в том же магазине. Затем он начинает второй процесс шлифования, а по окончании второго процесса шлифования снова отдает второе шлифовальное средство. В зависимости от желательного результата шлифования могут последовать еще один или несколько дополнительных процессов шлифования, во время которых робот каждый раз захватывает соответствующее шлифовальное средство, осуществляет процесс шлифования, а затем снова отпускает соответствующее шлифовальное средство. И здесь шлифовальные средства могут снова захватываться из магазина. По окончании последнего процесса шлифования изделие удаляется с участка обработки. При этом для каждого изделия желательный процесс шлифования записан в виде программы, так что робот знает точные траектории шлифования, используемые шлифовальные средства, скорости, усилие прижима, а также все прочие параметры, необходимые для процесса шлифования. Второй и последующие шлифовальные средства могут быть идентичны первому шлифовальному средству или же обладать другими свойствами. Это зависит от соответствующей программы шлифования. Поскольку для каждого изделия может быть запрограммирован собственный процесс шлифования, робот может обрабатывать множество разных изделий, имеющих разные габариты, формы или желательные этапы обработки. Установление, или определение, нулевого положения необходимо для корректного исполнения соответствующего процесса шлифования.
Предпочтительным образом соответствующее использованное шлифовальное средство по окончании соответствующего процесса шлифования снимается со съемного устройства. Это съемное устройство обеспечивает автоматическое снятие шлифовального средства, если он не должен больше использоваться или если процесс шлифования, осуществляемый с помощью этого шлифовального средства, закончен. Может быть предусмотрен также датчик съема, определяющий, действительно ли снято шлифовальное средство. Если этого не произошло, шлифовальная бабка может повторять процесс снятия до тех пор, пока функция снятия шлифовального средства не завершится успешно. Для этого шлифовальная бабка после каждой безуспешной попытки съема отводится от съемного устройства и слегка поворачивается, чтобы по возможности выбрать на шлифовальном средстве другую точку приложения усилия для процесса снятия. Возможно также, чтобы установка после нескольких неудачных попыток съема посылала обслуживающему персоналу сигнал сбоя для того, чтобы в этом случае шлифовальное средство могло быть удалено вручную.
В качестве шлифовального средства могут найти применение принятые в торговле стандартные дискообразные шлифовальные средства. Шлифовальные средства не должны уже заранее сводиться в один узел вместе с другой деталью, прежде чем они вступят в кинематическую связь с роботом, или шлифовальной бабкой. Шлифовальная бабка может содержать, например, липучий материал, в то время как шлифовальное средство в этом случае со своей задней стороны содержит байку, пристающую к липучему материалу шлифовальной бабки. Таким образом, могут найти применение принятые в торговле стандартные шлифовальные средства, и оснащение шлифовальной бабки шлифовальным средством, а также снятие шлифовального средства по окончании соответствующего процесса шлифования могут происходить просто. Само собой разумеется, что допускается и другая возможность закрепления шлифовального средства на шлифовальной бабке. В этом случае снятое шлифовальное средство можно прямо отправить на утилизацию, правда, его можно также еще придержать в запасе для того, чтобы еще раз использовать в очередном процессе шлифования.
Предпочтительным образом предусмотрено, чтобы изделие в промежутке между двумя процессами шлифования поворачивалось, предпочтительно, на 180°. После этого изделие или может продолжать обрабатываться непосредственно, или оно сначала снова переустанавливается в определенное нулевой положение, или измеряется заново для определения нулевого положения. Таким образом, изделие можно обрабатывать с нескольких сторон без намерения использовать другой робот и т.п. Таким образом, плоское изделие может, например, обрабатываться на вакуумном столе; при этом обрабатываться может не только поверхность, обращенная вверх, а могут обрабатываться и кромки изделия. Благодаря повороту изделия на 180° можно отшлифовывать все кромки плоского изделия.
Поворот изделия может происходить, например, с помощью вакуумного захвата или же поворотного стола. Вакуумный захват рекомендуется, в частности, для плоских изделий, или изделий с плоской поверхностью. При этом вакуумный захват обычно захватывает изделие, поворачивает его на 180° и снова укладывает его на участок обработки. Если изделие находится на поворотном столе, то на 180° поворачивается весь поворотный стол. Это весьма практично также для обтачиваемых корпусных деталей, которые частично могут иметь также сферические или изогнутые поверхности. Само собой разумеется, что повороты вакуумного захвата, как и поворотного стола, возможны также больше и меньше, чем на 180°.
В одном из предпочтительных вариантов осуществления у изделия обрабатывается по меньшей мере одна неплоская поверхность и/или более чем одна поверхность, причем поверхности могут быть установлены параллельно, перпендикулярно или под другим углом относительно друг друга. Благодаря этому обрабатывать можно изделия самых разных форм с несколькими поверхностями, или же с изогнутыми, сферическими или как-либо иначе отформованными поверхностями. Таким образом, способом согласно изобретению могут обрабатываться изделия почти любой формы.
Если изделие для определения нулевого положения должно быть измерено перед обработкой, то обычно предпочтительным образом это делается посредством по меньшей мере одной контрольной оправки и/или по меньшей мере одного лазера. Таким образом, положение изделия может точно определяться до начала процесса шлифования, благодаря чему отпадает необходимость в позиционировании изделия на обрабатываемой поверхности с точностью до миллиметра. Если робот определил точное положение изделия, можно начинать процесс шлифования.
Особенно предпочтительно, чтобы робот вступал в механическую и электрическую кинематическую связь со шлифовальной бабкой, вакуумным захватом и контрольной оправкой одним и тем же местом сопряжения. В этом случае детали - шлифовальная бабка, вакуумный захват и контрольная оправка – имеют соответствующее ответное место сопряжения. В этом случае робот захватывает соответствующую деталь, необходимую для данного этапа процесса. Другие детали откладываются и располагаются таким образом, чтобы они были легко доступны для робота. Это может быть реализовано особенно просто и с оптимальными затратами, если на руке робота предусмотреть одно единственное место сопряжения, вступающий в кинематическую связь с соответствующей сопряженной точкой на необходимой детали.
Предпочтительный способ начинается с того, что робот сначала переносит обрабатываемое изделие с участка хранения на участок обработки и там, предпочтительно, устанавливает его в определенное нулевое положение. Перевод на участок обработки с помощью робота может происходить непосредственно или опосредованно с помощью других деталей. Под непосредственным переносом понимается, что робот, например, с помощью вакуумного захвата, уже переносит изделие на участок обработки, или в определенное нулевое положение. Опосредованно же робот может выдавать также сигналы, заставляющие переносить изделие на участок обработки, или в соответствующее нулевое положение, другие устройства, находящиеся в установке.
Предпочтительно, робот обрабатывает также плитообразные изделия, которые он с помощью вакуумного захвата может переносить на участок обработки или с него. Такой вакуумный захват является для изделия щадящими и не причиняет вреда поверхности. Кроме того, таким образом роботу удается просто транспортировать плитообразные изделия, различные по размеру и по форме.
По завершении процесса шлифования, или обработки, плитообразных изделий они могут укладываться в штабели на участке хранения. Для воспрепятствования повреждению свежеобработанной поверхности изделий между каждыми двумя изделиями может укладываться защитный, например, картонажный, слой.
Дополнительно робот может располагать отсасывающим устройством, отсасывающим пыль, возникающую в процессе шлифования. В этом случае пыль может передаваться в сборник или прямо подаваться на утилизацию.
Особенно предпочтительно, чтобы плитообразные изделия фиксировались на вакуумном столе. Таким образом, они не могут быть сдвинуты по недосмотру или соскользнуть вниз во время обработки. При этом вакуумный стол содержит одно или несколько вакуумных полей, по меньшей мере местами присасывающих заднюю сторону изделия. Особенно предпочтительно, чтобы вакуумный стол был выполнен откидным и/или поворотным, поскольку в этом случае вакуумный стол, соответственно, может устанавливаться таким образом, как этого требует текущая обработка изделия.
Один из особенно предпочтительных способов обработки плитообразных изделий предусматривает, чтобы изделие сначала доставлялось на вакуумный стол без приложения к нему вакуума. При этом изделие может укладываться на вакуумный стол, например, с помощью вакуумного захвата робота. В этом случае на следующем этапе вакуумный стол откидывается в первом направлении, вследствие чего изделие под действием силы тяжести соскальзывает в направлении первой упорной кромки до первого упора. В этом случае оно остается там. Затем изделие, в частности, захватывается вакуумным захватом и перемещается до второго упора второй кромки, так чтобы изделие прилегало к обоим упорам. Предпочтительно, обе упорные кромки установлены перпендикулярно друг другу. Если изделие направлено таким образом, включается вакуум вакуумного стола, вследствие чего изделие фиксируется на вакуумном столе. Особенно предпочтительно отключать вакуум вакуумного захвата только после этого. Благодаря этому предотвращается повторное скольжение изделия на вакуумном столе в результате отключения вакуума вакуумного захвата. После этого плитообразное изделие, направленное таким образом, оказывается в определенном нулевом положении и может обрабатываться роботом в соответствии с пожеланиями.
Помимо способа настоящее изобретение включает еще также вакуумный стол, магазин и съемное устройство для их использования при осуществлении вышеупомянутого способа. Кроме того, содержится также комплектная установка для осуществления способа с вышеупомянутыми деталями согласно изобретению. Об этих деталях, а также об установке речь еще впереди.
Другие подробности и варианты осуществления изобретения вытекают и нижеследующего описания, дополнительных пунктов формулы изобретения, а также чертежей. На чертежах изобретение представляется следующим образом.
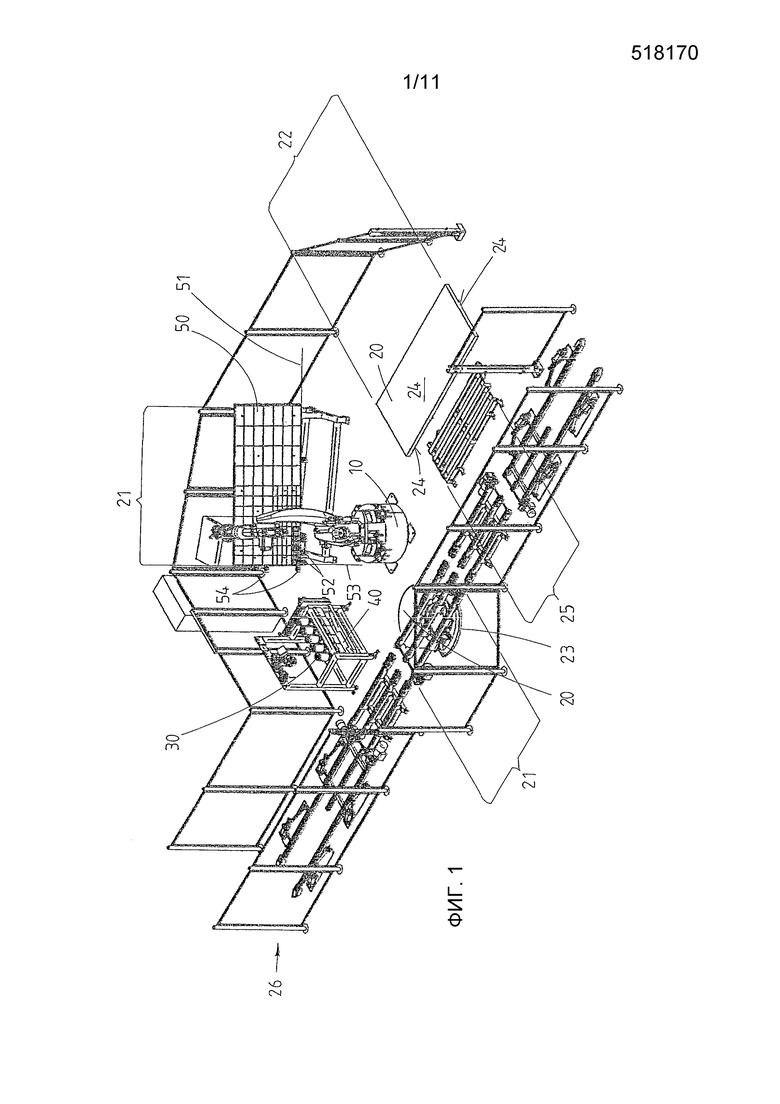
Фиг. 1 изображает установку для осуществления способа в перспективе,
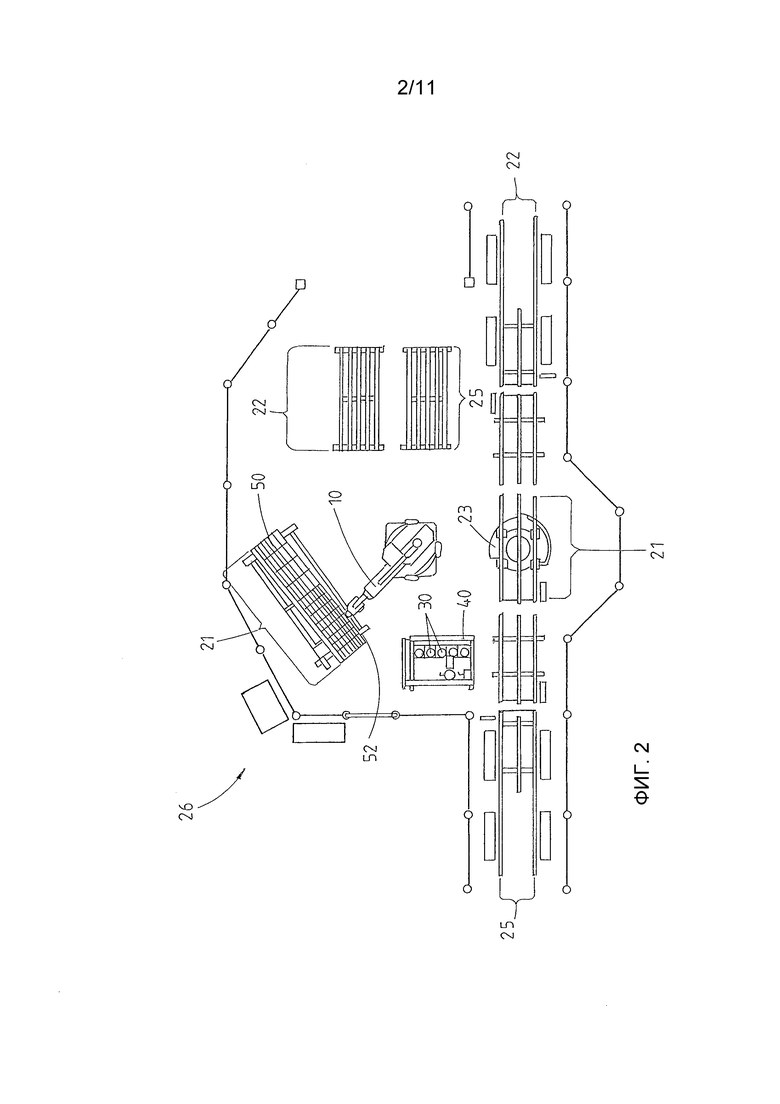
фиг. 2 – вид сверху установки на фиг. 1,
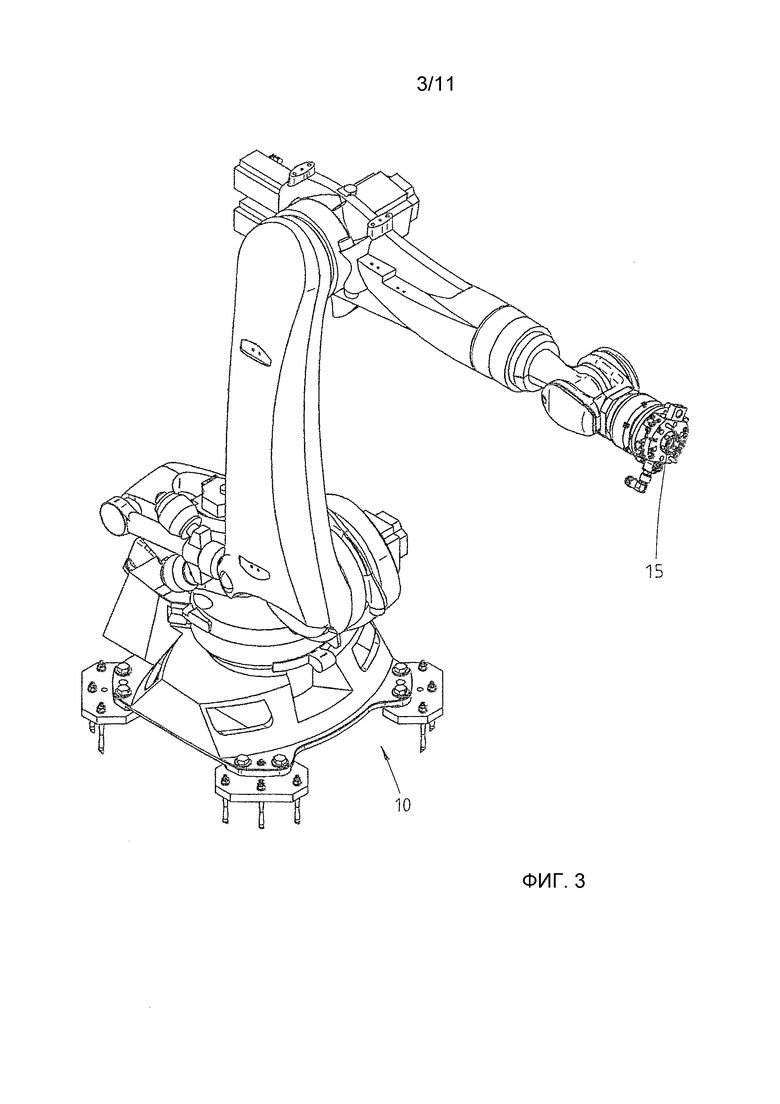
фиг. 3 – робот, используемый для осуществления способа,
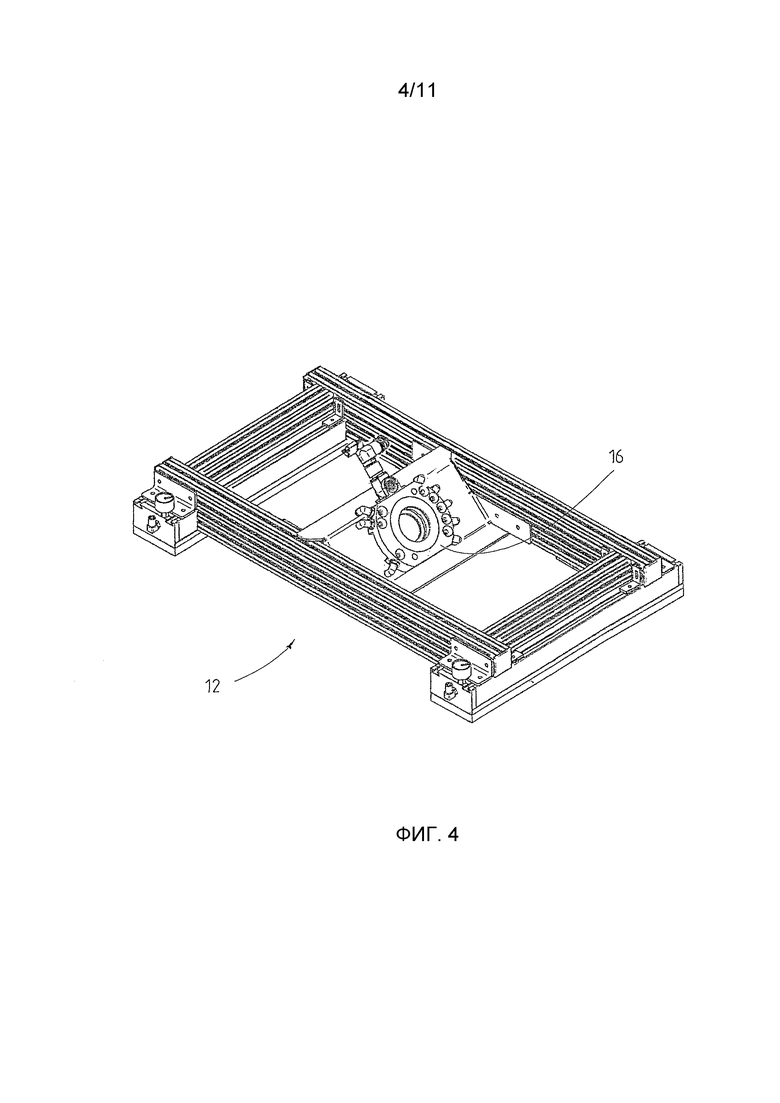
фиг. 4 – вакуумный захват,
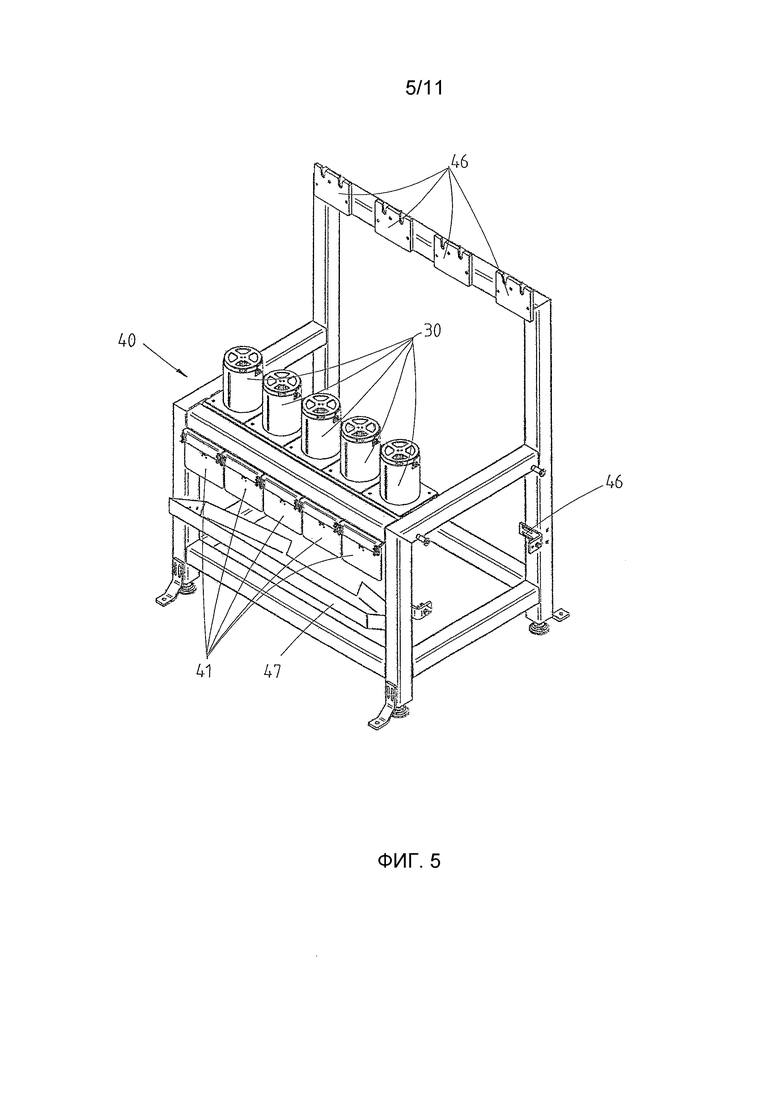
фиг. 5 – съемное устройство в перспективе,
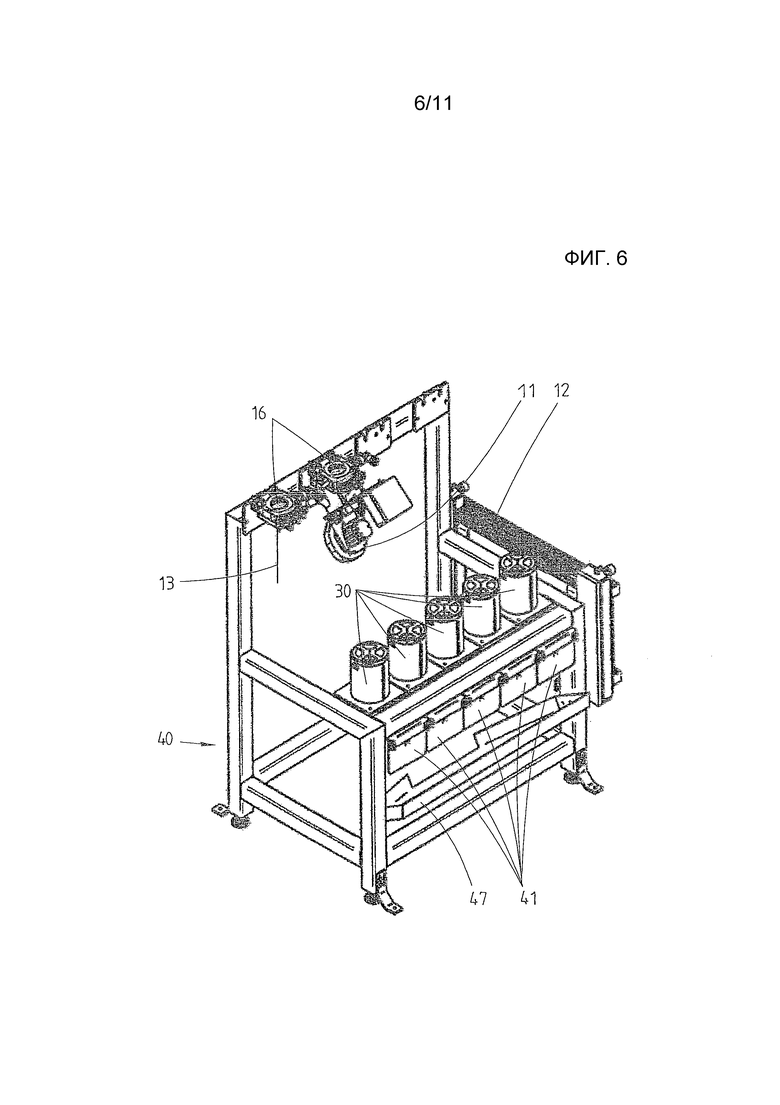
фиг. 6 – съемное устройство на фиг. 5 с другими деталями,
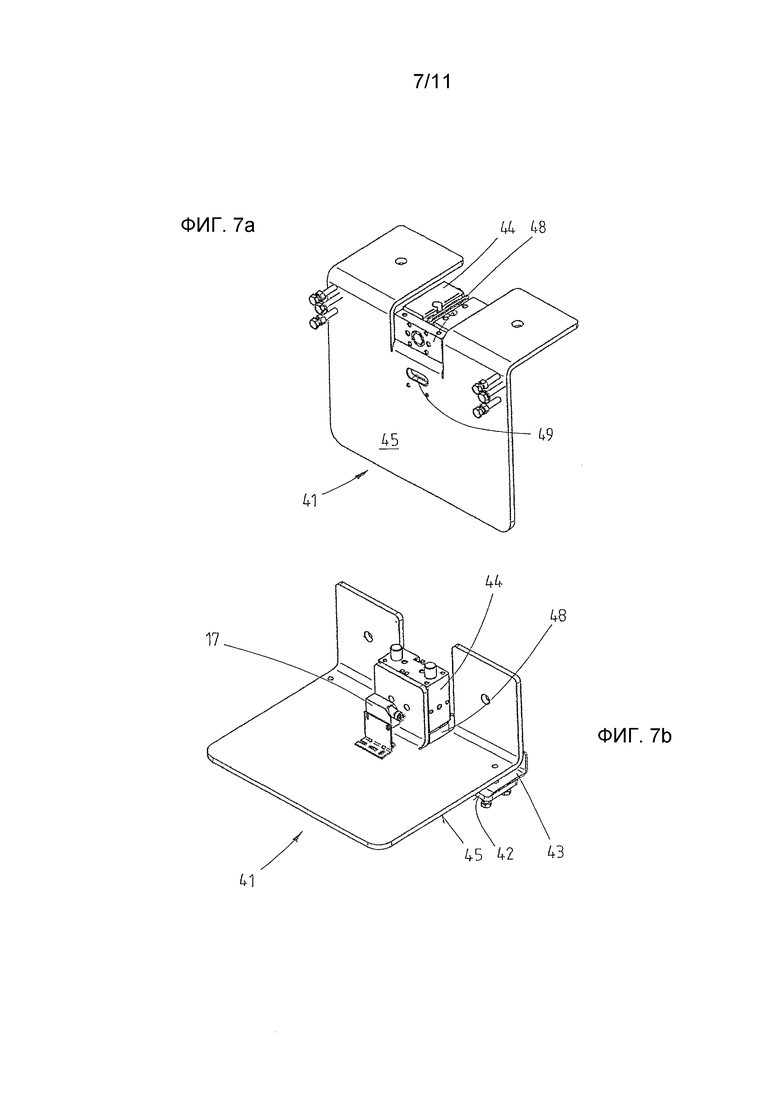
фиг. 7 – съемник без шлифовального средства,
фиг. 7а – съемник на фиг. 7 без держателя,
фиг. 7b – вид съемника на фиг. 7 сзади в перспективе,
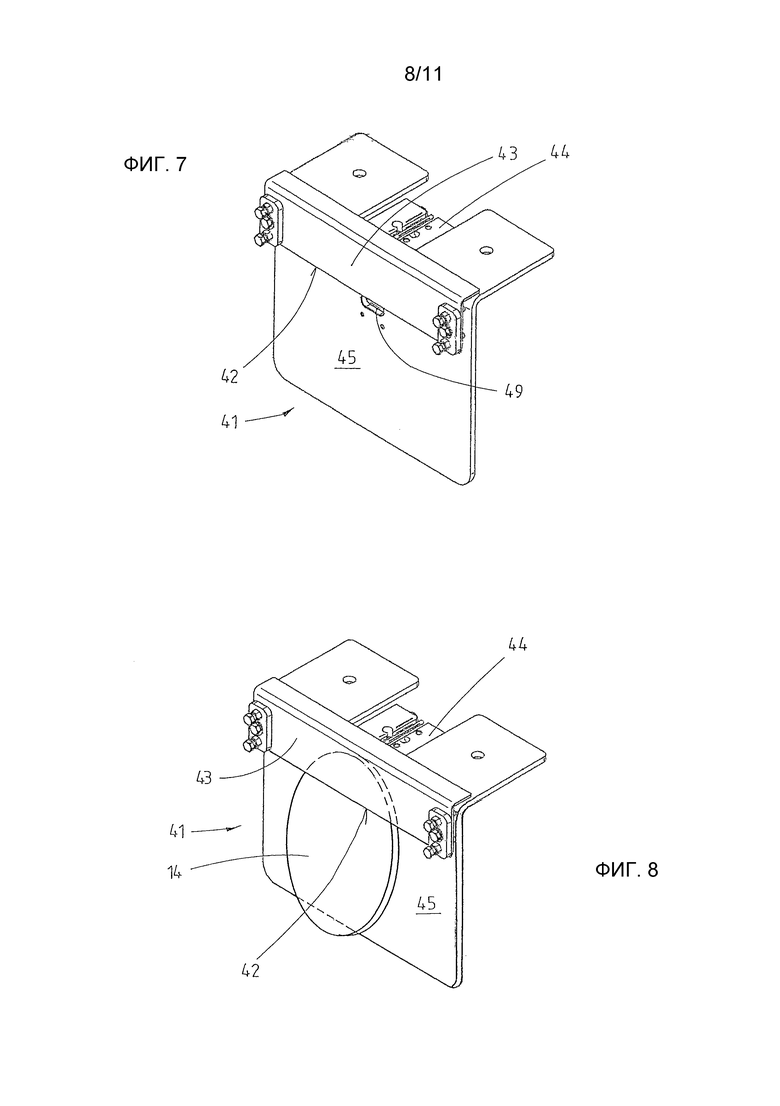
фиг. 8 – съемник со шлифовальным средством,
фиг. 9 – магазин в перспективе,
фиг. 10 – вид магазина на фиг. 9 сзади,
фиг. 11 – вакуумный стол,
фиг. 12 – детализированную поверхность вакуумного стола на фиг. 11.
На фиг. 1 и 2 изображена установка для осуществления вышеописанного способа согласно изобретению. Предусмотрены робот 10, а также съемное устройство 40 с несколькими съемниками 41 и несколькими магазинами 30. Кроме того, виден вакуумный стол 50. Помимо этого, предусмотрен участок 22 хранения, задуманный для плитообразных изделий 20, имеющих плоскую поверхность 24. Кроме того, имеется еще участок 25 складирования, задуманный для уже обработанных плитообразных изделий 20. На фиг. 1 в качестве примера изображено лишь одно изделие 20. Робот 10 захватывает обрабатываемое изделие 20 с участка 22 хранения, укладывает его на вакуумный стол 50, о котором более подробно еще будет сказано ниже, выполняет предусмотренные шлифовальные операции, а затем откладывает обработанное изделие 20 на участке 25 складирования. После этого он обращается к следующему плитообразному изделию 20 или к другому изделию 20. Наряду с вакуумным столом 50, образующим первый участок 21 обработки, предусмотрен еще и второй участок 21 обработки. Последний служит, в частности, для обработки корпусных изделий 20. При этом этот второй участок 21 обработки содержит поворотный стол 23. Последний вращается вместе с корпусным изделием 20, так чтобы изделие 20, прежде чем оно будет выведено с участка 21 обработки, могло обрабатываться с нескольких сторон на нескольких поверхностях 24. Для изделий 20, обрабатываемых на поворотном столе 23, участок 25 складирования расположен вдоль линии, выполненной здесь в виде цепного транспортера. Цепной транспортер служит для подвода изделий 20 и их отвода к поворотному столу 23. При этом участок 22 хранения располагается в начале этой линии. Для обоих участков 22 и 25 хранения и складирования могут быть предусмотрены еще и другие детали и элементы, постоянно подающие с участка 22 хранения свежие изделия 20 и удаляющие с участка 25 складирования уже окончательно обработанные изделия 20.
На фиг. 3 изображен робот 10 с местом сопряжения 15. Робот 10 является вращающимся и, кроме того, содержит несколько шарниров. Он стационарно установлен в установке 26, изображенной на фиг. 1 и 2. Шлифовальная бабка 11 расположена на роботе 10 эксцентрично и здесь не показана. Зато видно место сопряжения 15, с помощью которого могут вступать в кинематическую связь с роботом 10 различные детали, как-то: шлифовальная бабка 11, вакуумный захват 12 или же контрольная оправка 13. Для этого эти детали 11, 12, 13 имеют соответствующие ответные места сопряжения 16, вступающие в кинематическую связь с местом сопряжения 15 робота 10.
На фиг. 4 изображен вакуумный захват 12, который может использоваться для перемещения изделий 20 с плоскими поверхностями 24. Видно ответное место сопряжения 16, с помощью которой вакуумный захват 12 обретает кинематическую связь с местом сопряжения 15 робота 10. При этом место сопряжения 15 и ответное место сопряжения 16 устанавливают между роботом 10 и вакуумным захватом 12 не только механическую, но и электрическую связь, служащую для управления вакуумным захватом 12. Так, например, с помощью робота 10 осуществляется управление вакуумом вакуумного захвата 12. То же самое относится и к другим деталям, а именно, к контрольной оправке 13, а также к шлифовальному средству 11, которые также обретают кинематическую связь с местом сопряжения 15 робота 10 с помощью ответного места сопряжения 16.
Теперь на фиг. 5 и 6 изображено съемное устройство 40. Это съемное устройство 40 содержит несколько съемников 41, посредством которых шлифовальное средство 14 отделяется от шлифовальной бабки 11, как это еще будет показано ниже. При этом съемное устройство 40 содержит несколько креплений 46, использование которых с большими подробностями видно на фиг. 6. А именно, здесь показано, что как контрольная оправка 13, так и шлифовальная бабка 11, удерживаются на верхнем участке съемного устройства 40 соответствующим креплением 46. Вакуумный захват 12 удерживается соответствующим креплением 46 со стороны съемного устройства 40. Тем самым съемное устройство 40 обеспечивает благоприятную возможность компактного размещения не используемых деталей, как-то: шлифовальная бабка 11, вакуумный захват 12 или контрольная оправка 13, пока они снова не потребуются роботу 10. После этого робот 10 своим местом сопряжения 15 может снова подступиться к ответному месту сопряжения 16 соответствующей детали 11, 12, 13, а необходимую деталь 11, 12, 13 удалить со съемного устройства 40 и передать ее для использования в способе согласно изобретению.
Кроме того, в съемном устройстве 40 видны еще несколько магазинов 30, служащих для хранения шлифовальных средств 14. При этом в магазинах 30 в зависимости от проводимого процесса шлифования могут быть установлены одинаковые или же разные шлифовальные средства. Это тоже более подробно будет пояснено ниже.
Теперь на фиг. 7 и 8 съемник 41 изображен без съемного устройства 40. Видны кромка 42, а также держатель 43 и поверхность 45. Если теперь шлифовальное средство 14 следует удалить со шлифовальной бабки 11, то робот 10 подходит к съемнику 41 шлифовальной бабкой 11 вплотную. Робот 10 подводит шлифовальную бабку 11 со шлифовальным средством 14 к кромке 42 снизу, чтобы эта кромка 42 могла попасть в промежуток между шлифовальной бабкой 11 и шлифовальным средством 14. В результате физическая связь между шлифовальным средством 14 и шлифовальной бабкой 11 прерывается. Затем с задней стороны съемника 41 к шлифовальному средству 14 пододвигается нажимная колодка 48 для зажатия и тем самым фиксации последнего на держателе 43. Когда затем шлифовальная бабка 1 с помощью робота 10 удаляется со съемника 41, то шлифовальное средство 14 остается зажатым на держателе 43, и соединение между шлифовальной бабкой 11 и шлифовальным средством 14 прерывается. Нажимная колодка 48, предпочтительно, перемещается с помощью цилиндра 44, как, например, газонаполненного или гидравлического цилиндра, и при этом прижимается к держателю 43, причем шлифовальное средство 14, как показано на фиг. 8, зажимается между держателем 43 и нажимной колодкой 48. После этого шлифовальное средство 14 может оставаться в этом зажатом положении на съемнике 41, пока оно снова не потребуется в процессе шлифования. Затем робот 10 со шлифовальной бабкой 11 может подойти к съемнику 41, или к находящемуся там шлифовальному средству 14, и войти с ним в контакт. В этом случае нажимная колодка 48 перемещается с помощью цилиндра 44 и снова освобождает шлифовальное средство 14. После этого робот 10 может начинать желательный процесс шлифования.
Кроме того, виден глазок 49 датчика, через который датчик 17 съема контролирует нахождение шлифовального средства 14 на съемнике 41. Таким образом, робот 10 может контролировать освобождение шлифовальной бабки 11 от шлифовального средства 14 и снятие последнего со съемника 41. Если этого не произошло, робот может повторить процесс снятия, как это уже описано выше.
Однако если шлифовальное средство 14 больше не нужно и его следует направить на утилизацию, то нажимная колодка 48 после удаления шлифовальной бабки 11 может снова отпустить зажатое шлифовальное средство 14. В этом случае шлифовальное средство 14 под действием силы тяжести падает вниз, где, предпочтительно, предусмотрено утилизационное устройство, как, например, спускное устройство 47. Такое спускное устройство 47 видно на фиг. 5 и 6. В этом случае шлифовальное средство 14 соскальзывает по спускному устройству 47 в приемник или же отправляется прямо на утилизацию. Таким образом, использованные шлифовальные средства 14, которые больше не нужны, сразу поступают на утилизацию.
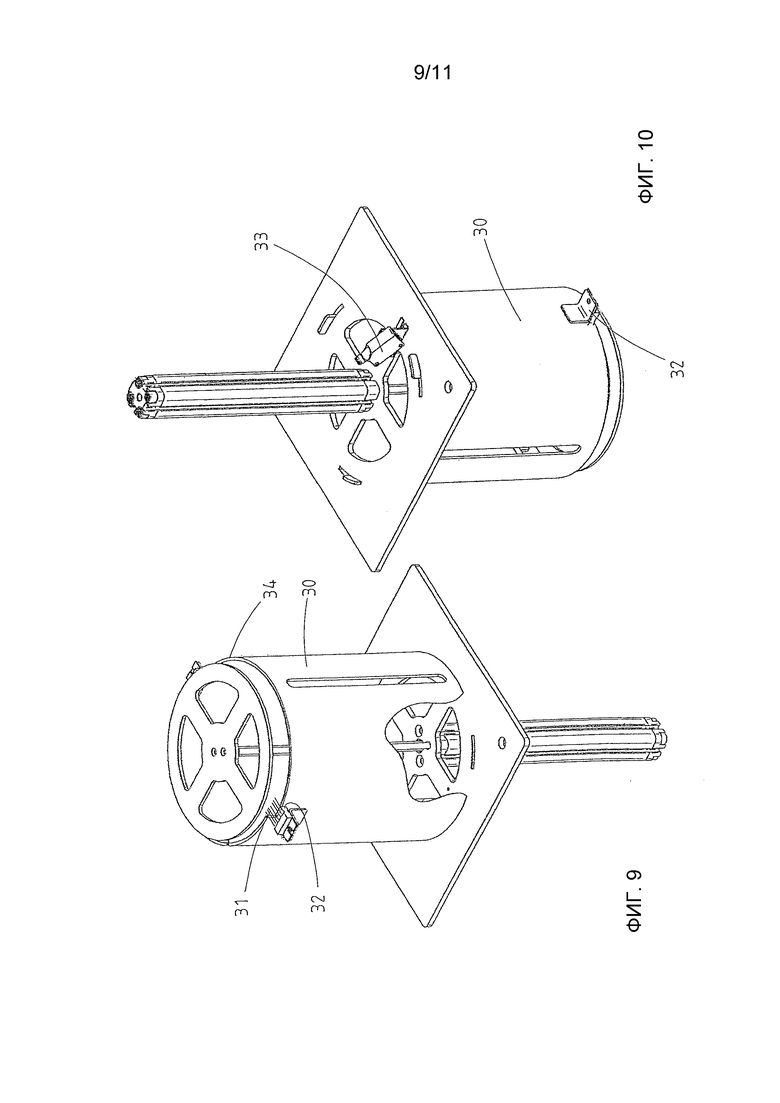
Магазин 30 согласно изобретению изображен на фиг. 9 и 10. При этом магазин 30 оборудован продырявленным дном, которое имеет нажимной цилиндр, например, газонаполненный или гидравлический цилиндр и т.п., который может перемещать дно со шлифовальными средствами 14, находящимися в магазине 30, вверх или вниз. Дно видно на фиг. 9 на верхнем участке магазина 30. Во время работы в магазин 30 укладывается некоторое количество дискообразных шлифовальных средств 14. Затем они по отдельности изымаются шлифовальной бабкой 11 робота 10. Поскольку шлифовальная бабка 11 установлена на роботе 10 эксцентрично, робот 10 для установки шлифовальной бабки 11 сначала подъезжает к верхнему участку магазина 30, так чтобы она заняла правильное положение относительно шлифовальных средств 14, уложенных в магазин 30. Затем шлифовальная бабка 11 заезжает в магазин 30, в то время как снизу нажимной цилиндр перемещает дно магазина 30 со шлифовальными средствами 14 вверх и прижимает самое верхнее шлифовальное средство 14 к шлифовальной бабке 11. В частности, при использовании между шлифовальной бабкой 11 и шлифовальным средством 14 липкого соединения между этими деталями может устанавливаться прочное и надежное соединение.
На фиг. 10 виден датчик 33 магазина, контролирующего наличие шлифовальных средств 14 в магазине. Если таковых больше нет, то робот со своей шлифовальной бабкой 11 автоматически направляется к другому магазину 30, а в системе появляется сообщение о том, что данный магазин 30 должен быть пополнен шлифовальными средствами 14.
Для воспрепятствования тому, чтобы робот 10 своей шлифовальной бабкой 11 по недосмотру не захватил из магазина 30 сразу несколько шлифовальных средств 14, на выходном участке 34 магазина 30 предусмотрен выступ 31. Последний выступает в свободный внутренний объем магазина 30, так чтобы он касался шлифовальных средств 14, находящихся на шлифовальной бабке 11, при их изъятии из магазина 30. Предпочтительно, выступ(ы) 31 выполнен(ы), как здесь показано, в виде щеток 32. Однако возможно также, чтобы выступы 31 были выполнены в виде фаски или чего-либо в этом роде. Когда теперь шлифовальная бабка 11 с несколькими шлифовальными средствами 14 минует выступ 31, выступ 31, или щетка 32, удаляет излишние шлифовальные средства 14 со шлифовальной бабки 11. В этом случае эти излишние шлифовальные средства 14 падают обратно в магазин 30, и они могут быть использованы при следующей технологической операции.
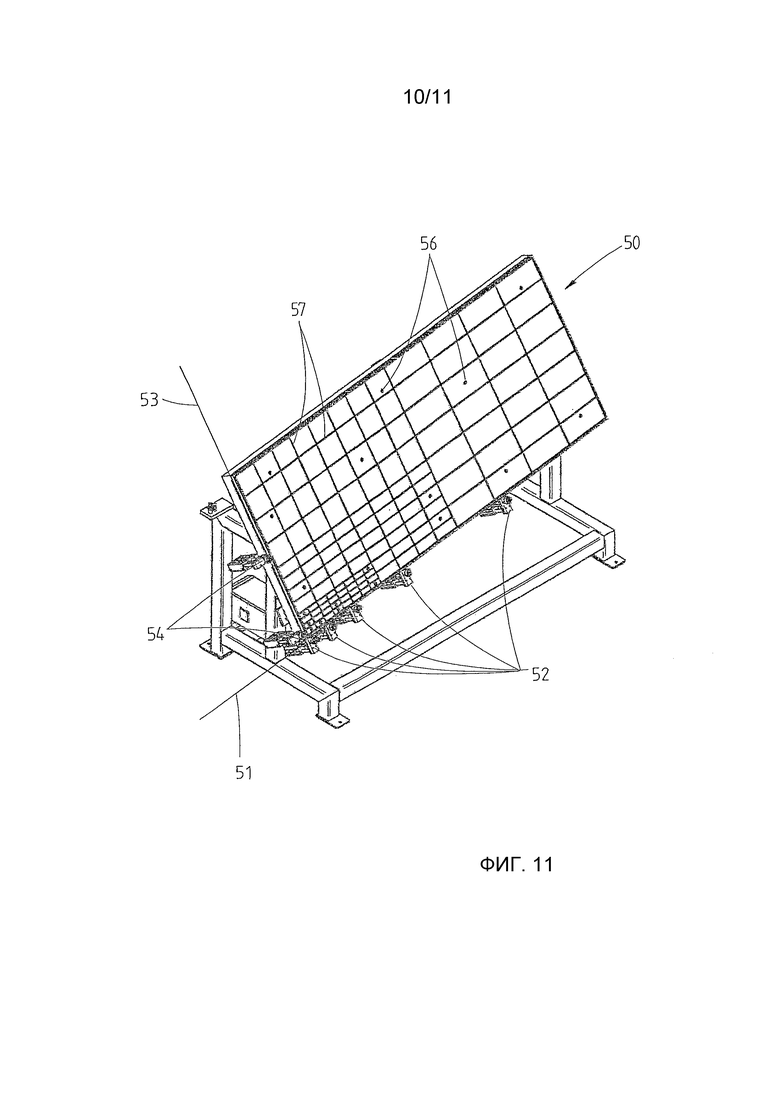
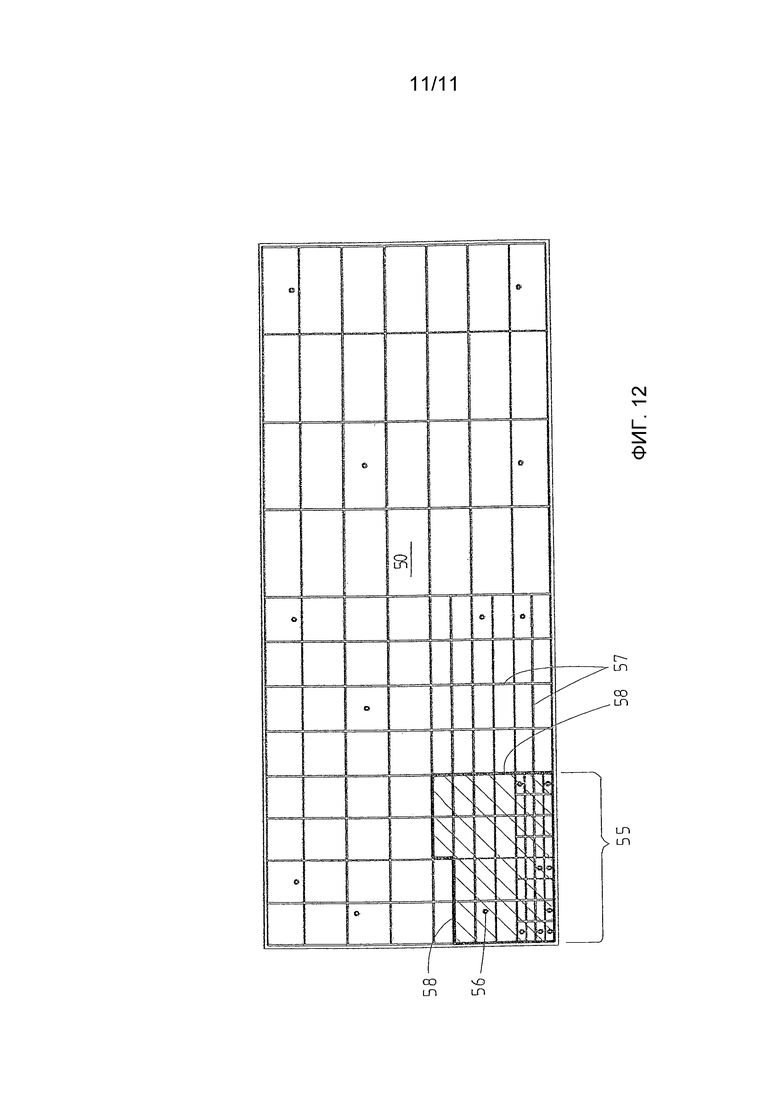
Теперь вакуумный стол 50 изображен на фиг. 11 и 12. При этом на фиг. 11 поверхность такого вакуумного стола 50 показана подробно. На фиг. 11 видна еще стойка, находящаяся на вакуумном столе 50, которая обеспечивает поворачивание и откидывание вакуумного стола 50. На поверхности вакуумного стола 50 предусмотрены несколько вакуумных полей 55. Когда теперь обрабатываются изделия 20, имеющие на своей задней стороне отверстия, выемки, пазы или что-либо в этом роде, то, если вакуум воздействует на изделие 20 по всей его задней стороне, при обычных сплошных вакуумных столах 50 могут произойти потери вакуума. Таким образом, вакуумные поля 55 могут создаваться индивидуально по размеру и по форме. При этом участки с выемками, пазами, отверстиями и т.п. с задней стороны изделия 20 могут исключаться, так чтобы они не попадали в вакуумное поле 55. По меньшей мере одно вакуумное соединение 56 предусмотрено в каждом вакуумном поле 55. Вакуумные поля 55 для всех изделий 20 могут оборудоваться на вакуумном столе 50 раз и навсегда. Затем в зависимости от обрабатываемого изделия 20 могут включаться одно или несколько вакуумных полей 55. Таким образом, для фиксации изделия 20 на вакуумном столе 50 не всегда необходимо задействовать все вакуумные поля 55. Само собой разумеется, что существуют и другие возможности определения вакуумных полей 55.
Благодаря использованию вакуумного стола 50 в случае плоских изделий 20 можно обрабатывать также и так называемые кромки. Для этого первые 52 и вторые упоры 54 выполнены опускающимися, так чтобы прилегающие к ним кромки могли обрабатываться, как только изделие 20 будет зафиксировано вакуумом вакуумного стола 50. Если должны обрабатываться не только обе эти кромки, но еще и другие кромки, то плоское изделие 20 может быть повернуто, например, с помощью вакуумного захвата 12, в частности, на 180є. После этого изделие 20 может быть снова установлено в свое нулевое положение, и могут обрабатываться другие кромки.
В заключение следует указать на то, что представленные здесь варианты осуществления изобретения являются примерами выполнения изобретения. Последнее не ограничено ими. Более того, возможны еще изменения и модификации. В частности, предпочтительно, чтобы для всех возможных изделий процессы обработки были записаны в виде компьютерных программ или указаний. Таким образом, необходимо только указать, какие изделия должны обрабатываться с помощью робота, и параметры, необходимые для обработки, автоматически передаются в установку или роботу. Особенно предпочтительным в этой связи является управление более высокого уровня иерархии, с помощью которого управляются все устройства и технологические процессы установки. Таким образом, управляемыми являются не только робот, но и вакуумный стол, съемное устройство, поворотный стол, транспортные устройства, как, например, цепной транспортер и т.п. Такое управляющее устройство обслуживается также оператором, устанавливающим или же могущим устанавливать здесь новые параметры для изделий, какие изделия должны обрабатываться. Кроме того, управляющее устройство может также указывать различные параметры или состояния, например, то, что магазины пусты, что на съемнике зависло использованное шлифовальное средство, что изделия окончательно обработаны и т.п. Само собой разумеется, что способ не применим к изделиям из твердых минеральных материалов, а относится к изделиям из других материалов, как-то: древесина, стекло, пластмасса, камень, металл, композитные материалы и т.п.
ПЕРЕЧЕНЬ ПОЗИЦИЙ
10 робот
11 шлифовальная бабка
12 вакуумный захват
13 контрольная оправка
14 шлифовальное средство
15 место сопряжения у 10
16. ответное место сопряжения у 11, 12, 13
17 датчик съемника
20 изделие
21 участок обработки
22 участок обработки
23 поворотный стол
24 поверхность у 20
25 участок для складирования
26 установка
30 магазин
31 выступ
32 щетка
33 датчик магазина
34 выходной участок у 30
40 съемное устройство
41 съемник
42 кромка
43 держатель
44 цилиндр
45 поверхность
46 крепление
47 спускное устройство
48 нажимная колодка
49 глазок датчика
50 вакуумный стол
51 первая упорная кромка
52 первый упор
53 вторая упорная кромка
54 второй упор
55 вакуумное поле у 50
56 вакуумное соединение
57 паз
58 уплотнение
Изобретение относится к машиностроению и может быть использовано для многоступенчатого шлифования изделий из твердых минеральных материалов с использованием робота. Изделие доставляется на участок обработки, на котором измеряется и/или устанавливается. Робот содержит шлифовальную бабку, с помощью которой он захватывает первое шлифовальное средство из магазина и начинает первый процесс шлифования. По окончании первого процесса шлифования робот снова отпускает первое шлифовальное средство и захватывает второе шлифовальное средство. Начинается второй процесс шлифования, по окончании которого робот отпускает второе шлифовальное средство. По окончании последнего процесса шлифования изделие удаляется с участка обработки. В результате обеспечивается автоматическая обработка изделий различной формы с заменой шлифовальных средств. 11 з.п. ф-лы, 12 ил.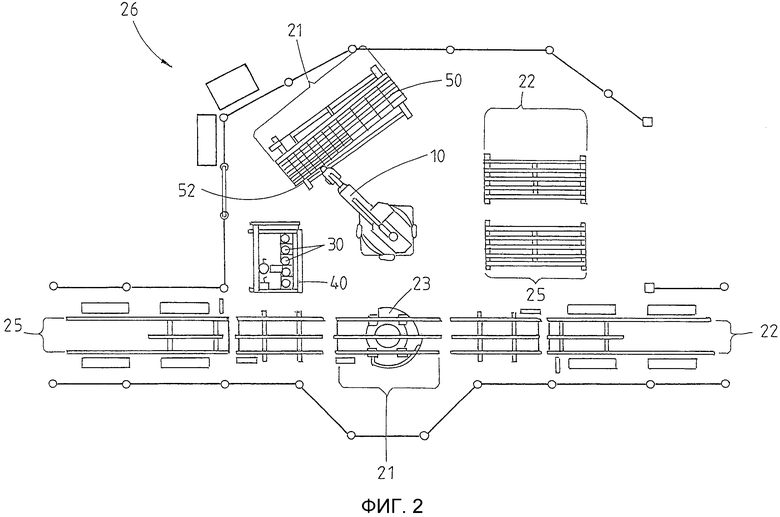
1. Способ многоступенчатого шлифования изделий (20) из твердых минеральных материалов с использованием робота (10), отличающийся тем, что изделие (20) доставляют на участок (21) обработки, на котором его измеряют и/или ориентируют с помощью робота (10),
при этом робот (10) с помощью шлифовальной бабки (14) захватывает первое шлифовальное средство (14) предпочтительно из магазина (30) и осуществляет первый процесс шлифования,
по окончании первого процесса шлифования робот (10) отдает первое шлифовальное средство (14),
после чего робот (10) захватывает второе шлифовальное средство предпочтительно из того же или из другого магазина (30) и осуществляет второй процесс шлифования, а по окончании второго процесса шлифования отдает второе шлифовальное средство (14),
причем предусмотрен дополнительно по меньшей мере один процесс шлифования, при котором робот (10) сначала захватывает соответствующее шлифовальное средство (14) предпочтительно из того же или из другого магазина (30), осуществляет процесс шлифования, а затем отдает соответствующее шлифовальное средство (14),
а по окончании последнего процесса шлифования изделие (20) удаляют с участка (21) обработки.
2. Способ по п. 1, отличающийся тем, что соответствующее шлифовальное средство (14) по окончании соответствующего процесса шлифования снимают на съемном устройстве (40).
3. Способ по п. 1 или 2, отличающийся тем, что изделие поворачивают в промежутке между двумя процессами, в частности, на 180°.
4. Способ по п. 3, отличающийся тем, что поворот изделия (20) осуществляют с помощью вакуумного захвата (12) или при нахождении изделия (20) на поворотном столе (23) путем поворота стола вместе с изделием (20).
5. Способ по п. 1, отличающийся тем, что изделие (20) обрабатывают по меньшей мере на одной неплоской поверхности (24) и/или более чем на одной поверхности (24), причем поверхности (24) установлены параллельно или под углом относительно друг друга.
6. Способ по п. 1, отличающийся тем, что изделие (20) перед обработкой измеряют с помощью по меньшей мере одной контрольной оправки (13) и/или по меньшей мере одного лазера.
7. Способ по п. 1, отличающийся тем, что робот (10) вступает в кинематическую связь со шлифовальной бабкой (11), вакуумным захватом (12) и контрольной оправкой (13) одним и тем же местом сопряжения (15), причем шлифовальная бабка (11), вакуумный захват (12) и/или контрольная оправка (13) имеют ответное место сопряжения (16), при этом робот откладывает упомянутые детали (11, 12, 13), не нужные для отдельного этапа способа.
8. Способ по п. 1, отличающийся тем, что робот в начале процесса шлифования переносит обрабатываемое изделие (20) с участка (22) хранения на участок (21) обработки, на котором устанавливает изделие предпочтительно в определенное нулевое положение.
9. Способ по п. 1, отличающийся тем, что с помощью робота (10) обрабатывают плитообразные изделия (20), которые транспортируют на участок (21) обработки и/или с него посредством вакуумного захвата (12).
10. Способ по п. 9, отличающийся тем, что при обработке плитообразных изделий (20) их по завершении обработки укладывают в штабели на участке (25) хранения, причем между двумя изделиями (20) предпочтительно располагают защитный, например, картонажный слой.
11. Способ по п. 9, отличающийся тем, что при обработке плитообразных изделий (20) их предпочтительно фиксируют на откидном и/или поворотном вакуумном столе (50).
12. Способ по п. 11, отличающийся тем, что плитообразное изделие (20) сначала доставляют на вакуумный стол (50) без приложения вакуума к вакуумному столу (50),
после чего вакуумный стол (50) откидывают в одном направлении, вследствие чего изделие (20) соскальзывает в направлении действия силы тяжести до первого упора (52) первой упорной кромки (51),
затем изделие (20), в частности, захватывают вакуумным захватом (12) и перемещают второй упорной кромкой (53) ко второму упору (54), причем вторая упорная кромка (53) предпочтительно установлена перпендикулярно первой упорной кромке (51),
после чего фиксируют изделие (20) на вакуумном столе (50) путем включения вакуума
и предпочтительно после этого отключают вакуум вакуумного захвата (12).
| Двигатель внутреннего сгорания | 1976 |
|
SU910129A3 |
| АВТОМАТИКА СТРЕЛКОВОЙ СИСТЕМЫ | 2006 |
|
RU2319097C1 |
| US 5231803 A, 03.08.1993 | |||
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ УСТАНОВКИ И ДЕМОНТАЖА ИНСТРУМЕНТОВ НА РОБОТЕ | 2004 |
|
RU2342244C2 |

