Область техники
Изобретение относится к способу получения трубы или трубопровода из высокопрочной нержавеющей стали и к группе оборудования для термической обработки трубы или трубопровода из высокопрочной нержавеющей стали с целью получения продукта стабильного качества - бесшовной стальной трубы или трубопровода с высоким содержанием хрома, которые подвергаются обработке путем закалки и отпуска.
Уровень техники
Традиционно, термическая обработка, такая как закалка, отпуск, отжиг и гомогенизация, применяется в качестве термической обработки для стальных труб или трубопроводов. Указанные виды термической обработки осуществляются выборочно в соответствии с требованиями заказчика к техническим характеристикам или однородности качества продукта.
Обычно с точки зрения производительности термическая обработка бесшовной стальной трубы или трубопровода осуществляются в линии. Например, в патентной литературе 1 с целью повышения эффективности и компактности предложена группа оборудования для термической обработки, в которой эффективно скомпонованы нагревательная печь для закалки, оборудование для закалки и печь для отпуска.
С другой стороны, в настоящее время область, в которой используются бесшовные стальные трубы или трубопроводы нефтегазопромыслового сортамента, которые применяются в нефтяных и газовых скважинах для сырой нефти и природного газа, становится более жесткой, чем ранее, причем требуется, чтобы трубы или трубопроводы обладали не только высокой прочностью, но также и улучшенными эксплуатационными характеристиками, включая высокую коррозионную стойкость. Например, с учетом указанной ситуации разработаны и применяются высокопрочные трубы или трубопроводы из нержавеющей стали нефтегазопромыслового сортамента, содержащие 15,5% (масс. %, в дальнейшем - %) или больше Cr и имеющие прочность выше чем 654 МПа (95 ksi) в единицах предела текучести, отличную коррозионную стойкость к CO2 и высокую ударную вязкость, как раскрыто в патентной литературе 2.
Патентная литература
1) Японская нерассмотренная опубликованная патентная заявка №2002-30342;
2) Японская нерассмотренная опубликованная патентная заявка №2005-336595.
Раскрытие изобретения
Однако в случае трубы или трубопровода из высокопрочной нержавеющей стали, содержащей указанное выше значительное количество Cr и легирующие элементы, такие как Ni и Мо, температура конца мартенситного превращения (точка Мк) находится вблизи комнатной температуры, равна или находится ниже комнатной температуры (25°C). В случае, когда обработка путем закалки и отпуска осуществляется для указанной трубы или трубопровода из высокопрочной нержавеющей стали с использованием традиционного оборудования для термической обработки, а также поскольку температура прекращения охлаждения после закалки изменяется с изменением комнатной температуры и ограничениями при непрерывной эксплуатации процесса, существует вариация объемной доли остаточной аустенитной фазы до проведения операции отпуска. Следовательно, существует проблема, заключающаяся в том, что поскольку механические свойства, такие как прочность и ударная вязкость, становятся нестабильными после проведения термической обработки, механические характеристики полученных изделий отличаются друг от друга.
Задачей изобретения является устранение указанной выше проблемы путем разработки группы оборудования для термической обработки бесшовной стальной трубы или трубопровода и способа получения трубы или трубопровода из высокопрочной нержавеющей стали, при которых после проведения термической обработки может быть получен продукт стабильного качества, при этом предмет изобретения заключается в следующем.
(1) Способ получения трубы или трубопровода из высокопрочной нержавеющей стали, включающий в себя использование установленной на линии группы оборудования для термической обработки бесшовной стальной трубы или трубопровода, в которой нагревательная печь для закалки, оборудование для закалки и печь для отпуска используются в качестве последующего процесса в прокатной линии, при этом между оборудованием для закалки и печью для отпуска расположено охлаждающее средство, выполненное с возможностью охлаждения термообработанной стальной трубы или трубопровода до температуры 20°C или ниже, и охлаждение термообработанной стальной трубы или трубопровода до температуры 20°C или ниже до проведения отпуска.
(2) Способ по пункту (1), в котором труба или трубопровод из высокопрочной нержавеющей стали имеет химический состав, включающий в себя в массовых %, С: 0,005% или больше и 0,05% или меньше, Si: 0,05% или больше и 1,0% или меньше, Mn: 0,2% или больше и 1,8% или меньше, Р: 0,03% или меньше, S: 0,005% или меньше, Cr: 14% или больше и 20% или меньше, Ni: 1,5% или больше и 10% или меньше, Мо: 1% или больше и 5% или меньше, N: 0,15% или меньше, О: 0,006% или меньше, причем остальное приходится на Fe и неизбежные примеси, при этом трубу или трубопровод из высокопрочной нержавеющей стали повторно нагревают до температуры 850°C или выше и до 1000°C или ниже посредством нагревательной печи для закалки, а повторно нагретую трубу охлаждают до температуры 50°C или ниже со скоростью охлаждения равной или большей, чем скорость охлаждения на воздухе, посредством оборудования для закалки, затем трубу или трубопровод охлаждается до температуры 20°C или ниже посредством охлаждающего средства, а охлажденную трубу или трубопровод нагревают до температуры 450°C или выше и 700°C или ниже посредством печи для отпуска.
(3) Способ по пункту (2), в котором труба или трубопровод из высокопрочной нержавеющей стали имеет химический состав, дополнительно включающий в себя в массовых % один или несколько элементов, выбранных из Al: 0,002% или больше и 0,05% или меньше, Cu: 3,5% или меньше, Nb: 0,5% или меньше, V: 0,5% или меньше, Ti: 0,3% или меньше, Zr: 0,2% или меньше, W: 3% или меньше, В: 0,01% или меньше, Са: 0,01% или меньше, и редкоземельные элементы: 0,1% или меньше.
(4) Группа оборудования для термической обработки для получения трубы или трубопровода из высокопрочной нержавеющей стали, выполненная в виде установленной на линии группы оборудования для термической обработки бесшовной стальной трубы или трубопровода, включающей в себя нагревательную печь для закалки, оборудование для закалки и печь для отпуска, используемые в качестве последующего процесса в прокатной линии, при этом между оборудованием для закалки и печью для отпуска расположена линия связи для термической обработки, на одном из концов которой или на ее части расположено охлаждающее средство, выполненное с возможностью охлаждения термообработанных стальных труб или трубопроводов до температуры 20°C или ниже.
(5) Способ по любому из пунктов (1)-(3), в котором охлаждающее средство обеспечивает охлаждение термообработанных стальных труб или трубопровода до температуры 10°C или ниже, при этом термообработанные стальные трубы или трубопровод охлаждают до температуры 10°C или ниже до проведения отпуска.
(6) Группа оборудования по пункту (4), в которой охлаждающее средство выполнено с возможностью охлаждения термообработанных стальных труб или трубопровода до температуры 10°C или ниже.
Согласно настоящему изобретению при обработке путем закалки и отпуска бесшовной стальной трубы или трубопровода температура прекращения охлаждения при обработке закалкой становится равной 20°C или ниже или предпочтительно 10°C или ниже и является определенной. Таким образом, поскольку объемная доля остаточной аустенитной фазы становится определенной до проведения отпуска, может быть получен продукт стабильного качества, даже когда производится труба или трубопровод из высокопрочной нержавеющей стали, которая содержит 14% или больше Cr и которая содержит легирующие химические элементы, такие как Ni и Мо.
Краткое описание чертежей
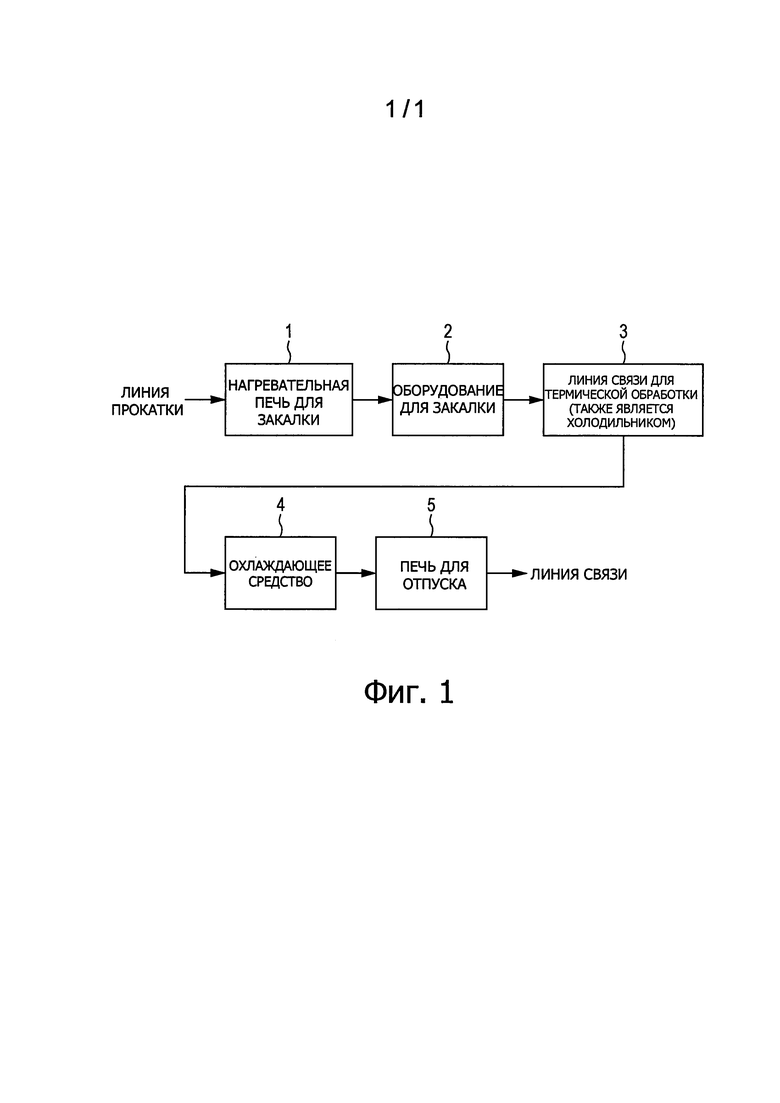
На фиг. 1 показана блок-схема, иллюстрирующая пример технологической линии для термической обработки бесшовной стальной трубы или трубопровода в соответствии с изобретением.
Осуществление изобретения
В традиционной группе оборудования для термической обработки после того, как стальная труба или трубопровод были нагреты и выдержаны при заданной температуре в нагревательной печи для закалки, стальная труба или трубопровод охлаждается с закаливанием в воде, воздушным потоком или на воздухе, затем проводится отпуск путем нагревания и выдерживания стальных труб или трубопровода при заданной температуре. Температура прекращения охлаждения после закалки составляет около 100°C или ниже или равна комнатной температуре, как описано, например, в патентной литературе 2. В случае высоколегированной стали, которая содержит значительное количество легирующих элементов, таких как Cr и Ni, и поскольку имеются случаи, когда температура конца мартенситного превращения (точка Мн) составляет 20°C или ниже, объемная доля остаточной аустенитной фазы варьируется в зависимости от температуры прекращения охлаждения, что приводит к неоднородному качеству продукта после отпуска.
Поэтому авторы настоящего изобретения провели исследование оборудования, с которым указанная температура прекращения охлаждения становится равной или ниже комнатной температуры и всегда определенной, и в результате, как показано на фигуре 1, группа оборудования для термической обработки согласно изобретению, где охлаждающее средство 4, способное всегда охлаждать термообработанные стальные трубы или трубопровод до определенной температуры (20°C или ниже или предпочтительно 10°C или ниже) с использованием воды в качестве охлаждающей среды, расположено между оборудованием для закалки 2 и печью для отпуска 5. Охлаждающее средство 4, расположенное на выходном конце линии связи 3 для термической обработки на фигуре 1, может быть расположено в середине линии связи 3 для термической обработки или на входном конце указанной линии 3.
Используемая в качестве охлаждающей среды вода циркулирует между охлаждающим средством 4 и холодильником для охлаждающей среды (не показан), при этом происходит непрерывный контроль температуры воды. Охлажденная холодильником для охлаждающей среды циркулирующая вода имеет всегда определенную температуру. Термин "всегда определенная" относится к случаю, когда температура охлаждающей среды всегда является определенной, когда охлаждающая среда поступает в охлаждающее средство 4 из холодильника для охлаждающей среды. Кроме того, термин "определенная" относится к случаю, когда температура находится в заданном диапазоне ±3,0°C.
В последующем будут описаны причины ограничения химического состава трубы или трубопровода из высокопрочной нержавеющей стали. В дальнейшем, при описании химического состава вместо «масс. %» используется "%".
С: 0,005% или больше и 0,05% или меньше.
С является важным химическим элементом, который обеспечивает коррозионную стойкость и прочность мартенситной нержавеющей стали. Является предпочтительным, чтобы содержание С составляло 0,005% или больше. В случае, когда содержание С составляет больше чем 0,05%, образуется избыточное количество карбида хрома, что приводит к снижению количества твердого раствора хрома в стали, что снижает коррозионную стойкость. С целью предотвращения указанного явления предпочтительно, чтобы в изобретении содержание С находилось в диапазоне от 0,005% или больше и 0,05% или меньше. Кроме того, с точки зрения коррозионной стойкости предпочтительно, чтобы содержание С было минимально возможным. Кроме того, с целью достижения достаточной прочности предпочтительно, чтобы содержание С было достаточным. С учетом баланса между двумя характеристиками более предпочтительно, чтобы содержание С составляло 0,005% или больше и 0,03% или меньше.
Si: 0,05% или больше и 1,0% или меньше.
Si является химическим элементом, который эффективен в качестве раскислителя. Является предпочтительным, чтобы содержание Si составляло 0,05% или больше. Кроме того, в случае, когда содержание Si составляет больше чем 1,0%, происходит ухудшение коррозионной стойкости относительно CO2, и кроме того, возможно ухудшение обрабатываемости в горячем состоянии. Следовательно, предпочтительно, чтобы содержание Si находилось в диапазоне от 0,05% или больше и 1,0% или меньше или более предпочтительно 0,10% или больше и 0,3% или меньше.
Mn: 0,2% или больше и 1,8% или меньше.
Mn является химическим элементом, который повышает прочность. Предпочтительно, чтобы содержание Mn составляло 0,2% или больше для того, чтобы была достигнута желаемая прочность согласно настоящему изобретению. В случае, когда содержание Mn составляет больше чем 1,8%, возможно отрицательное влияние на ударную вязкость. Поэтому предпочтительно, чтобы содержание Mn составляло 0,2% или больше и 1,8% или меньше, или более предпочтительно 0,2% или больше и 0,8% или меньше.
Р: 0,03% или меньше.
Р является химическим элементом, который ухудшает как коррозионную стойкость, так и сопротивление сульфидному коррозионному растрескиванию под напряжением. Является предпочтительным, чтобы содержание фосфора было минимально возможным. Однако избыточное снижение содержания фосфора вызывает увеличение производственных затрат. С целью предотвращения ухудшения коррозионной стойкости, а также сопротивления сульфидному коррозионному растрескиванию под напряжением в диапазоне промышленной реализации при относительно низких затратах предпочтительно, чтобы содержание Р составляло 0,03% или меньше или более предпочтительно 0,02% или меньше.
S: 0,005% или меньше.
S является химическим элементом, который значительно ухудшает обрабатываемость в горячем состоянии в процессе производства труб. Предпочтительно, чтобы содержание серы было минимально возможным. Возможно производство стальных труб или трубопровода с использованием обычного процесса в случае, когда содержание S снижается до 0,005% или меньше, предпочтительно, чтобы содержание S составляло 0,005% или меньше или более предпочтительно 0,002% или меньше.
Cr: 14% или больше и 20% или меньше.
Cr является химическим элементом, который повышает коррозионную стойкость путем образования защитной пленки на поверхности стальных труб или трубопровода и который, в частности, дает вклад в повышение коррозионной стойкости относительно СО2 и сопротивление сульфидному коррозионному растрескиванию под напряжением. С точки зрения коррозионной стойкости предпочтительно, чтобы содержание Cr составляло 14% или больше. Поскольку наблюдается избыточное увеличение объемной доли аустенитной и ферритной фаз в случае, когда содержание Cr составляет более чем 20%, желательная высокая прочность не может быть достигнута, и происходит ухудшение ударной вязкости и обрабатываемости в горячем состоянии. Более предпочтительно, чтобы содержание Cr составляло 15% или больше и 18% или меньше.
Ni: 1,5% или больше и 10% или меньше.
Ni выполняет функцию повышения коррозионной стойкости относительно CO2, повышение точечной коррозионной стойкости и сопротивления сульфидному коррозионному растрескиванию под напряжением путем упрочнения защитной пленки на поверхности. Более того, Ni является химическим элементом, который повышает прочность стали путем упрочнения твердого раствора. Указанные эффекты становятся очевидными в случае, когда содержание Ni составляет 1,5% или больше. Однако в случае, когда содержание Ni составляет больше чем 10%, нельзя достичь желательной высокой прочности, и кроме того, может наблюдаться ухудшение обрабатываемости в горячем состоянии. Более предпочтительно, чтобы содержание Ni составляло 3% или больше и 8% или меньше.
Мо: 1% или больше и 5% или меньше.
Мо является химическим элементом, который повышает сопротивление точечной коррозии, вызванной ионом Cl-. Является предпочтительным, чтобы содержание Мо составляло 1% или больше. В случае, когда содержание Мо составляет более 5%, происходит избыточное увеличение количества аустенитной и ферритной фаз, поэтому нельзя достичь желаемой высокой прочности, и может наблюдаться ухудшение ударной вязкости и обрабатываемости в горячем состоянии. Кроме того, в случае, когда содержание Мо составляет более 5%, происходит выделение интерметаллидов, в результате чего может наблюдаться ухудшение ударной вязкости и сопротивления сульфидному коррозионному растрескиванию под напряжением. Более предпочтительно, чтобы содержание Мо составляло 2% или больше и 4% или меньше.
N: 0,15% или меньше.
N является химическим элементом, который значительно повышает точечную коррозионную стойкость. В случае, когда содержание N составляет более 0,15%, образуются различные типы нитридов, что может приводить к ухудшению ударной вязкости. Следовательно, предпочтительно, чтобы содержание Ni составляло 0,15% или меньше или более предпочтительно 0,1% или меньше.
О: 0,006% или меньше.
О оказывает отрицательное влияние на различные свойства стали в результате наличия в ней различных форм оксидов. Предпочтительно, чтобы содержание О было минимально возможным для того, чтобы улучшить свойства стали. В частности, в случае, когда содержание О составляет больше чем 0,006%, наблюдается значительное ухудшение обрабатываемости в горячем состоянии, коррозионной стойкости, сопротивления сульфидному коррозионному растрескиванию под напряжением и ударной вязкости. Поэтому в настоящем изобретении является предпочтительным, чтобы содержание О составляло 0,006% или меньше.
Кроме описанного выше основного химического состава, в сталь по изобретению можно дополнительно вводить один или несколько элементов, выбранных из Al: 0,002% или больше и 0,05% или меньше, Cu: 3,5% или меньше, Nb: 0,5% или меньше, V: 0,5% или меньше, Ti: 0,3% или меньше, Zr: 0,2% или меньше, W: 3% или меньше, В: 0,01% или меньше, Са: 0,01% или меньше, и РЗЭ: 0,1% или меньше.
Al является химическим элементом, который обладает большой раскисляющей способностью. Предпочтительно, чтобы содержание Al составляло 0,002% или больше с целью достижения указанного эффекта. В случае, когда содержание Al составляет больше чем 0,05%, алюминий может отрицательно влиять на ударную вязкость. Поэтому в случае добавления Al предпочтительно, чтобы содержание Al находилось в диапазоне от 0,002% или больше и 0,05% или меньше или более предпочтительно 0,03% или меньше. В тех случаях, когда Al не добавляется, Al может находиться в количестве меньше чем приблизительно 0,002%, как неизбежная примесь. В случае, когда содержание Al составляет меньше чем приблизительно 0,002%, имеется преимущество - значительное увеличение ударной вязкости при низкой температуре.
Cu является химическим элементом, который повышает сопротивление сульфидному коррозионному растрескиванию под напряжением, предотвращая внедрение водорода в сталь, в результате упрочнения защитной пленки на поверхности. Указанный эффект становится заметным в случае, когда содержание Cu составляет 0,5% или больше. Кроме того, в случае, когда содержание Cu составляет более 3,5%, происходит ухудшение обрабатываемости в горячем состоянии в связи с осаждением CuS на границе зерен. Поэтому предпочтительно, чтобы содержание Cu составляло 3,5% или меньше. Более предпочтительно, чтобы содержание Cu составляло 1,0% или больше и 3,0% или меньше.
В случае необходимости добавляются химические элементы Nb, V, Ti, Zr, W и В, которые повышают прочность стали. Кроме того, химические элементы V, Ti, Zr, W и В улучшают сопротивление растрескиванию под действием коррозии в напряженном состоянии. Указанный эффект становится значительным в случае, когда содержание Nb составляет 0,03% или больше, содержание V равно 0,02% или больше, содержание Ti равно 0,03% или больше, содержание Zr равно 0,03% или больше, содержание W равно 0,2% или больше или содержание В составляет 0,0005% или больше. С другой стороны, происходит ухудшение ударной вязкости и обрабатываемости в горячем состоянии в случае, когда содержание Nb составляет больше чем 0,5%, содержание V составляет больше чем 0,5%, содержание Ti составляет больше чем 0,3%, содержание Zr составляет больше чем 0,2%, содержание W составляет больше чем 3% или содержание В составляет больше чем 0,01%. Поэтому предпочтительно, чтобы содержание Nb составляло 0,5% или меньше, содержание V было 0,5% или меньше, содержание Ti было 0,3% или меньше, содержание Zr было 0,2% или меньше, содержание W было 3% или меньше, и содержание В составляло 0,01 или меньше.
Са выполняет функцию сфероидизации включений на основе сульфида, с фиксацией S в виде соединения CaS. С помощью такой функции ухудшается способность включений улавливать водород путем снижения напряжения решетки матрицы, окружающей эти включения. Указанный эффект является значительным в случае, когда содержание Са равно 0,0005% или больше. Кроме того, в случае, когда содержание Са составляет больше чем 0,01%, происходит ухудшение коррозионной стойкости вследствие увеличения количества соединений СаО. Поэтому предпочтительно, чтобы содержание Са находилось в диапазоне от 0,01% или меньше.
Редкоземельные элементы (РЗЭ) повышают сопротивление коррозионному растрескиванию под напряжением в среде водного хлоридного раствора при повышенной температуре. Указанный эффект становится значительным в случае, когда содержание РЗЭ равно 0,001% или больше. С другой стороны, в случае, когда содержание РЗЭ является чрезмерно большим, указанный эффект подавляется. Следовательно, предпочтительно, чтобы верхний предел содержания РЗЭ составлял 0,1%. Более предпочтительно, чтобы содержание РЗЭ было 0,001% или больше и 0,01% или меньше. Согласно описанию настоящего изобретения термин "РЗЭ" относится к иттрию (Y), имеющему атомный номер 39 и лантаноидным элементам, имеющим атомный номер от 57 (лантан (La)) до 71 (лютеций (Lu)). Предпочтительно, чтобы нержавеющая сталь согласно настоящему изобретению содержала один или несколько РЗЭ, упомянутых выше. Содержание РЗЭ относится к общему содержанию одного или нескольких элементов, выбранных среди различных типов РЗЭ, упомянутых выше.
Остальная часть химического состава, кроме упомянутых выше химических компонентов, состоит из Fe и неизбежных примесей.
В последующем будет описан способ получения стальных труб или трубопровода согласно настоящему изобретению.
Во-первых, предпочтительно, чтобы расплавленная сталь, имеющая описанный выше химический состав, была произведена с помощью обычного хорошо известного способа получения, такого как метод с использованием конвертерной печи, электрической печи или печи вакуумной плавки, и что расплавленная сталь перерабатывается в материал стальных труб или трубопровод, такой как заготовка, с помощью обычного хорошо известного способа, такого как метод непрерывного литья или слябинг для прокатки слитков. Впоследствии, указанный материал стальных труб или трубопровода перерабатывается в бесшовную стальную трубу или трубопровод, имеющие желательный размер, путем нагревания материала стальных труб или трубопровода, проведения горячей прокатки нагретого материала и формования трубы или трубопровода в технологическом процессе с использованием обычного метода прокатки бесшовных труб в стане автомате по методу фирмы Mannesmann или путем прокатки на оправке по методу Mannesmann. После формования трубы или трубопровода предпочтительно бесшовная стальная труба или трубопровод подвергается охлаждению до комнатной температуры с большей скоростью охлаждения, чем при охлаждении воздухом. Кроме того, бесшовная стальная труба или трубопровод могут быть получены путем проведения горячей экструзии с использованием метода прессования. Упомянутые здесь процессы горячей прокатки или горячей экструзии соответствуют обработке в прокатной линии на фигуре 1.
Впоследствии, вышеописанная бесшовная стальная труба или трубопровод снова нагревается при температуре 850°C или выше и 1100°C или ниже с использованием нагревательной печи для закалки 1. Затем нагретая стальная труба или трубопровод охлаждается до температуры, равной 50°C, или ниже со скоростью охлаждения, равной или большей, чем при охлаждении воздухом с использованием оборудования для закалки 2. Впоследствии, в случае группы оборудования для термической обработки, показанной на фиг. 1, бесшовная стальная труба или трубопровод, которые охлаждены с оборудованием для закалки 2, проходят через линию связи 3 для термической обработки (даже если температура бесшовной стальной трубы или трубопровода, которые были охлаждены с использованием оборудования для закалки 2, выше чем 50°C, является подходящим, что стальная труба или трубопровод охлаждаются до температуры, равной 50°C или ниже, в результате прохождения через линию связи 3 для термической обработки). Более того, бесшовная стальная труба или трубопровод охлаждаются до температуры, равной 20°C или ниже, с использованием охлаждающего средства 4, которое находится на выходном конце линии связи 3 для термической обработки. Как описано выше, предпочтительно, чтобы обработка закалкой проводилась с использованием нагревательной печи для закалки 1 и охлаждающего средства 4. Бесшовная стальная труба или трубопровод, которые охлаждены с использованием охлаждающего средства 4, подвергаются отпуску с использованием печи 5 для отпуска, причем отпущенная бесшовная стальная труба или трубопровод дополнительно проводится в расположенную ниже линию связи. В этом случае, в положении, в котором находится охлаждающее средство 4, может быть один из концов или часть линии связи 3 для термической обработки, которая расположена между оборудованием для закалки 2 и печью 5 для отпуска.
При описанном выше производстве бесшовной стальной трубы или трубопровода возможно контролировать микроструктуру стали с обеспечением наличия мартенситной фазы, имеющей малый диаметр зерен и высокую ударную вязкость. Кроме того, микроструктура стали может включать соответствующее количество других фаз, таких как ферритная и остаточная аустенитная фазы. Является предпочтительным, чтобы общее количество включенных других фаз составляло до 20 объем. % или меньше. Кроме того, микроструктура может быть мартенситной + ферритной. В таком случае, предпочтительно, чтобы количество остаточной аустенитной фазы составляло 10 объем. % или меньше.
Причины ограничений и предпочтительных диапазонов для температуры нагревания и других условий описаны ниже.
В случае, когда температура нагревания в нагревательной печи для закалки 1 составляет менее 850°C, существует тенденция снижения прочности, поскольку обработка закалкой не может в достаточной степени воздействовать на мартенситную фазу. Кроме того, в случае, когда температура нагревания для закалки выше чем 1100°C, происходит ухудшение ударной вязкости, поскольку в микроструктуре происходит чрезмерное увеличение диаметра зерен. Поэтому предпочтительно, чтобы температура нагревания в нагревательной печи для закалки 1 составляет 850°C или выше и 1100°C или ниже.
В случае, когда температура прекращения охлаждения (температура бесшовной стальной трубы или трубопровода, которые охлаждены с использованием охлаждающего средства 4) после проведения закалки является комнатной температурой, существует ситуация, в которой объемная доля остаточной аустенитной фазы изменяется из-за изменений в комнатной температуре, что приводит к изменениям механических характеристик. Поэтому предпочтительно, чтобы указанная выше температура прекращения охлаждения составляла 20°C или ниже или более предпочтительно 10°C или ниже.
В частности, используя охлаждающее средство 4 согласно настоящему изобретению, можно регулировать температуру прекращения охлаждения до комнатной температуры или ниже, причем температура всегда является определенной. Поэтому при производстве множества бесшовных стальных труб или трубопроводов, можно значительно снизить изменчивость механических характеристик бесшовных стальных труб или трубопроводов.
Предпочтительно, чтобы бесшовные стальные трубы или трубопровод, которые подвергаются обработке закалкой, были подвергнуты обработке отпуском, при котором стальные трубы или трубопровод нагреваются до температуры, равной 450°C или выше и 700°C или ниже, с использованием печи 5 отпуска, причем нагретые стальные трубы или трубопровод охлаждаются со скоростью охлаждения, равной или больше, чем скорость охлаждения воздухом. В результате того, что бесшовные стальные трубы или трубопровод подвергаются нагреванию и отпуску в указанном выше диапазоне температур, микроструктура стали становится микроструктурой, которая состоит из отпущенной мартенситной фазы, состоящей из отпущенной мартенситной фазы, небольшого количества ферритной фазы и небольшого количества остаточной аустенитной фазы, или которая состоит из отпущенной мартенситной фазы, ферритной фазы и небольшого количества остаточной аустенитной фазы. В результате бесшовные стальные трубы или трубопровод обладают не только желательной высокой прочностью, но также имеют желательную высокую ударную вязкость и желательную отличную коррозионную стойкость.
Примеры
Материал для стальных труб или трубопровода, имеющий химический состав, приведенный в таблице 1, перерабатывается в трубы или трубопроводы путем проведения горячей обработки, и затем полученные трубы или трубопроводы охлаждаются воздухом, для получения бесшовных стальных труб или трубопроводов, имеющих внешний диаметр 83,8 мм и толщину 12,7 мм. Полученные бесшовные стальные трубы или трубопроводы подвергаются обработке закалкой, при которой трубы или трубопроводы нагреваются до температуры, приведенной в таблице 2, и затем нагретые трубы или трубопроводы охлаждаются воздухом или водой до комнатной температуры (традиционный пример и сравнительные примеры), и после проведения указанной выше обработки закалкой некоторые бесшовные стальные трубы или трубопроводы подвергаются обработке, при которой трубы или трубопроводы охлаждаются до температуры, равной 10°C, с использованием охлаждающего средства настоящего изобретения (примеры настоящего изобретения). В случае примеров настоящего изобретения значения температуры бесшовных стальных труб или трубопроводов, до введения труб или трубопровода в охлаждающее средство, приведены в таблице 2 (температура прекращения охлаждения при обработке закалкой в таблице 2). Впоследствии, трубы или трубопровод подвергаются отпуску при температуре, приведенной в таблице 2. Используя образец для испытаний, который отбирают от каждой из стальных труб, которые были подвергнуты обработке отпуском, исследуют остаточную фракцию аустенита и ее механические свойства при растяжении. Результаты приведены в таблице 2. Здесь остаточную фракцию аустенита определяют путем изменения интегральной интенсивности дифракции рентгеновских лучей с использованием метода рентгеновской дифракции. Кроме того, с целью оценки изменения, проведено одно оценочное испытание с использованием 10 образцов для каждого кода стальных труб или трубопровода. Изменения определяют как разность между максимальным и минимальным значениями предела текучести (YS).
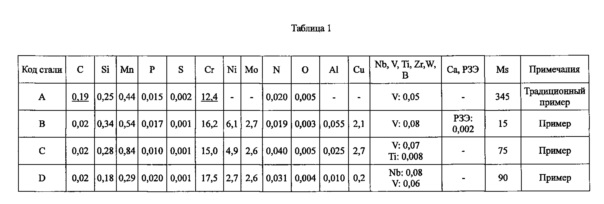
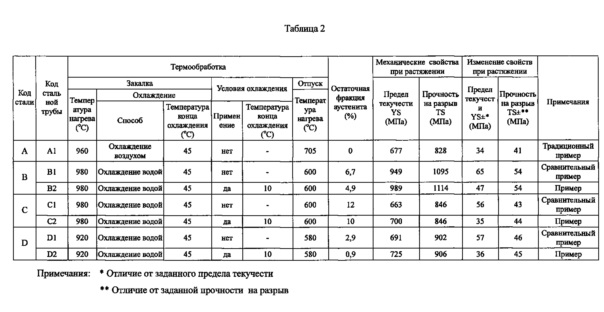
В случае примеров настоящего изобретения изменение предела текучести является меньшим, чем в случае сравнительных примеров, это означает, что проблема изменения предела текучести в значительной степени устраняется. В случае стали А, которая представляет собой традиционный пример, где содержание Cr составляет всего лишь 12,4%, точка Мн находится гораздо выше комнатной температуры и равна 345°C. Поэтому в случае использования стали А изменения механических свойств при растяжении являются незначительными даже при использовании традиционной термической обработки.
Список ссылочных позиций
1 нагревательная печь для закалки
2 оборудование для закалки
3 линия связи для термической обработки (еще является и холодильником)
4 охлаждающее средство
5 печь для отпуска
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОПРОЧНАЯ, ТОЛСТОСТЕННАЯ, БЕСШОВНАЯ ТРУБА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ ТРУБЫ | 2015 |
|
RU2682728C2 |
| БЕСШОВНАЯ ТРУБА ИЗ ВЫСОКОПРОЧНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ С ВЫСОКОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ ДЛЯ НЕФТЯНОЙ СКВАЖИНЫ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2599936C2 |
| ВЫСОКОПРОЧНАЯ БЕСШОВНАЯ ТРУБА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ НЕФТЕПРОМЫСЛОВОГО СОРТАМЕНТА И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2584100C1 |
| Бесшовная труба нефтяного сортамента из высокопрочной коррозионно-стойкой стали мартенситного класса и способ ее получения | 2021 |
|
RU2807645C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ СТАЛЬНОЙ ТРУБЫ И СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ ТРУБЫ ИЗ ВЫСОКОПРОЧНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ НЕФТЯНЫХ СКВАЖИН В ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2014 |
|
RU2664582C2 |
| СПОСОБ ЗАКАЛКИ СТАЛЬНОЙ ТРУБЫ | 2012 |
|
RU2552801C2 |
| ВЫСОКОПРОЧНАЯ БЕСШОВНАЯ СТАЛЬНАЯ ТРУБА ДЛЯ ТРУБНЫХ ИЗДЕЛИЙ НЕФТЕПРОМЫСЛОВОГО СОРТАМЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2661972C1 |
| Бесшовная высокопрочная труба из стали мартенситного класса для обсадных колонн и способ ее производства | 2021 |
|
RU2787205C2 |
| ВЫСОКОПРОЧНАЯ БЕСШОВНАЯ ТРУБА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ ТРУБНЫХ ИЗДЕЛИЙ НЕФТЕПРОМЫСЛОВОГО СОРТАМЕНТА И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2017 |
|
RU2698233C1 |
| БЕСШОВНАЯ ТРУБКА ИЛИ ТРУБА ИЗ ВЫСОКОПРОЧНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ ТРУБНЫХ ИЗДЕЛИЙ НЕФТЕГАЗОПРОМЫСЛОВОГО СОРТАМЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2649919C2 |
Изобретение относится к линии и способу термообработки бесшовной трубы из высокопрочной нержавеющей стали. Способ включает термообработку трубы в линии для термической обработки, которая содержит соединенные между собой нагревательную печь для закалки, оборудование для закалки и печь для отпуска. Между оборудованием для закалки и печью для отпуска устанавливают охлаждающее средство, в котором перед проведением отпуска охлаждают термообработанную трубу до температуры 20°С или ниже. Линия содержит соединенные в линию нагревательную печь для закалки, оборудование для закалки и печь для отпуска. Между оборудованием для закалки и печью для отпуска расположена транспортирующая линия, на одном из концов которой или на ее части расположено охлаждающее средство, выполненное с возможностью охлаждения термообработанной трубы до температуры 20°С или ниже. Технический результат заключается в получении бесшовной трубы из высокопрочной нержавеющей стали стабильного качества. 2 н. и 4 з.п. ф-лы, 2 табл., 1 ил.
1. Способ термообработки бесшовной трубы из высокопрочной нержавеющей стали, включающий термообработку трубы в линии для термической обработки, которая содержит соединенные между собой нагревательную печь для закалки, оборудование для закалки и печь для отпуска, отличающийся тем, что между оборудованием для закалки и печью для отпуска устанавливают охлаждающее средство, в котором перед проведением отпуска охлаждают термообработанную трубу до температуры 20°С или ниже.
2. Способ по п.1, в котором трубу изготавливают из высокопрочной нержавеющей стали, имеющей химический состав, в мас.%: С от 0,005 до 0,05, Si от 0,05 до 1,0, Μn от 0,2 до 1,8, Р 0,03 или меньше, S 0,005 или меньше, Cr от 14 до 20, Ni от 1,5 до 10, Mo от 1 до 5, N 0,15 или меньше, О 0,006 или меньше, Fe и неизбежные примеси - остальное, при этом трубу из высокопрочной нержавеющей стали повторно нагревают в нагревательной печи для закалки до температуры 850°С - 1000°С, после чего повторно нагретую трубу охлаждают до температуры 50°С или ниже со скоростью охлаждения равной или большей, чем скорость охлаждения на воздухе посредством оборудования для закалки, затем трубу охлаждают до температуры 20°С или ниже посредством охлаждающего средства, а охлажденную трубу нагревают до температуры 450°С - 700°С посредством печи для отпуска.
3. Способ по п.2, в котором высокопрочная нержавеющая сталь дополнительно содержит, в мас.%: один или несколько элементов, выбранных из: Al от 0,002 до 0,05, Cu 3,5 или меньше, Nb 0,5 или меньше, V 0,5 или меньше, Ti 0,3 или меньше, Zr 0,2 или меньше, W 3 или меньше, В 0,01 или меньше, Са 0,01 или меньше, редкоземельные элементы 0,1 или меньше.
4. Способ по любому из пп.1-3, в котором термообработанную трубу охлаждают до температуры 10°С или ниже посредством охлаждающего средства.
5. Линия для термической обработки бесшовной трубы из высокопрочной нержавеющей стали, содержащая соединенные в линию нагревательную печь для закалки, оборудование для закалки и печь для отпуска, при этом между оборудованием для закалки и печью для отпуска расположена транспортирующая линия, на одном из концов которой или на ее части расположено охлаждающее средство, выполненное с возможностью охлаждения термообработанной трубы до температуры 20°С или ниже.
6. Линия по п. 5, в которой охлаждающее средство выполнено с возможностью охлаждения термообработанной трубы до температуры 10°С или ниже.
| Поточная линия термообработки труб | 1979 |
|
SU889724A1 |
| Поточная линия для обработки труб с утолщенными концевыми участками | 1988 |
|
SU1588784A1 |
| JP 8188827 А, 23.07.1996 | |||
| JP 200534517 А, 10.02.2005 | |||
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 1972 |
|
SU428022A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ УГЛЕРОДИСТОЙ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 1998 |
|
RU2133783C1 |

