Область техники, к которой относится изобретение
Настоящее изобретение относится к способу производства сваркой сопротивлением электросварной стальной трубы, используемой, в основном, для нефтепроводов и газопроводов, труб нефтяных скважин и стальных труб для ядерной энергетики, геотермального применения, химических установок, механических конструкций и трубопроводов общего назначения, и конкретнее относится к способу производства сваркой сопротивлением электросварной стальной трубы, пригодной при использовании стального листа в качестве материала стальной трубы, содержащего большие количества Cr, Si и других элементов, легко образующих окислы, и электросварной стальной трубы с высоким содержанием Si или высоким содержанием Cr.
Уровень техники
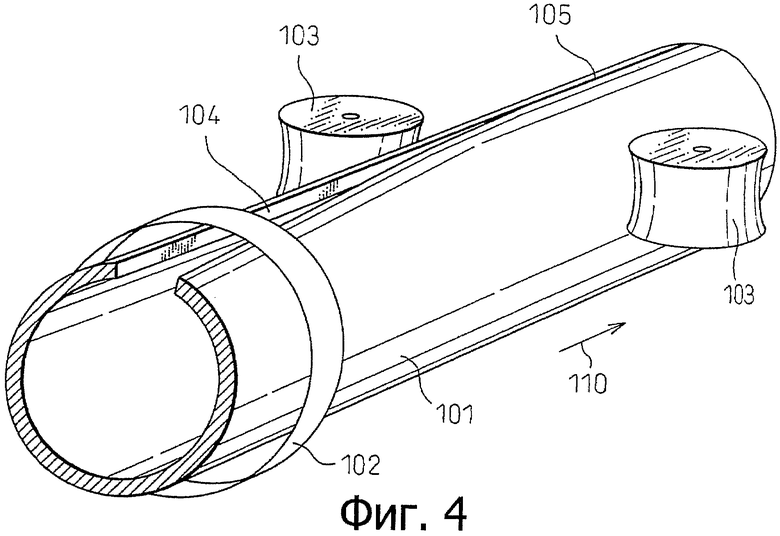
Фиг. 4 - схематическое изображение, показывающее обычный способ производства сваркой сопротивлением электросварной стальной трубы. Как видно из Фиг.4, при обычном способе производства сваркой сопротивлением электросварной стальной трубы, как правило, стальной лист 101 в форме полосы непрерывно перемещают в направлении 110, одновременно придавая ему форму трубы большим количеством роликов (не показаны); стыкуемые торцевые поверхности 104 расплавляют индукционным нагревом с помощью высокочастотной катушки 102 или непосредственного контактного нагрева с помощью токоподводящего наконечника и используют прижимные ролики 103 для применения осадки так, чтобы образовать сварной шов 105 на стыкуемых торцевых поверхностях 104 и тем самым получить электросварную стальную трубу сваркой сопротивлением.
В таком обычном процессе производства сваркой сопротивлением электросварной стальной трубы стыкуемые торцевые поверхности 104 подвергаются воздействию атмосферы во время сварки сопротивлением, поэтому на поверхностях образуются окислы. Иногда они остаются не сжатыми, в результате чего в зоне шва образуются дефекты сварки, носящие название «пенетраторы», причиной которых являются окислы. В частности, при использовании хромистой стали с содержанием Cr 2-11% по массе, нержавеющей стали с содержанием Cr 12% по массе и более, ферритно-мартенситной многослойной конструкционной стали (двухфазная сталь; объемное процентное содержание мартенсита во второй фазе 5% и более) и ферритно-аустенитной многослойной конструкционной стали (многослойная конструкционная сталь, тип TRIP; низколегированная высокопрочная сталь, использующая пластичность, вызванную мартенситным превращением остаточного аустенита с объемным процентным содержанием 5% и более) или другого такого стального листа, содержащего большие количества Cr, Si или другие элементы, легко образующие окислы, в зоне шва легко образуются пенетраторы. Такие дефекты сварки становятся причиной понижения низкотемпературной вязкости, коррозионной стойкости и способности поддаваться обработке в холодном состоянии стальной трубы, поэтому в прошлом в процессе производства сваркой сопротивлением электросварной стальной трубы во время сварки сопротивлением использовали защиту инертным газом, чтобы уменьшить количество кислорода в атмосфере зоны шва и уменьшить образование пенетраторов. Однако при использовании защиты инертным газом из-за захвата воздуха и т.д. при сварке сопротивлением трудно создать стабильную атмосферу зоны шва с низким содержанием кислорода. С другой стороны, чтобы стабильно поддерживать низкое содержание кислорода в зоне шва при сварке сопротивлением, необходимо громоздкое защитное устройство, и производительность значительно снижается.
Далее изобретатели предложили способ производства сваркой сопротивлением электросварной стальной трубы, содержащий продувку при 1400°С и выше, восстанавливающую пламя при высокотемпературном горении или неокисляющую высокотемпературную плазму на стыкуемых торцевых поверхностях за счет заданной скорости потока во время сварки сопротивлением электросварной стальной трубы, чтобы сдерживать образование окислов на стыкуемых торцевых поверхностях и содействовать удалению окислов (см. публикацию японского патента (А) №2004-298961). Уровень техники, описываемый в этой публикации японского патента (А) №2004-298961, обеспечивает уменьшение пенетраторов в зоне шва при сварке сопротивлением по сравнению с обычным способом без снижения производительности. Однако этот способ имеет проблему, которая состоит в том, что при попытке дополнительно уменьшить пенетраторы в зоне шва за счет повышения расхода пламени высокотемпературного горения или плазмы, чтобы повысить сдвигающее усилие термальной жидкости, захват воздуха вблизи зоны шва становится заметным и, наоборот, пенетраторы увеличиваются. Следовательно, при уровне технике, описанном в публикации японского патента (А) №2004-298961, нет возможности значительно уменьшить образование пенетраторов.
По этой причине изобретатели занялись дальнейшими исследованиями и предложили способ производства сваркой сопротивлением электросварной стальной трубы, содержащий продувку инертного газа при заданном угле стыка на стыкуемых торцевых поверхностях на всем протяжении, по меньшей мере, от сварной точки до верхней стороны сварки, где температура становится равной 650°С или более, и продувку неокисляющей высокотемпературной плазмы в неокисляющейся атмосфере при температуре 1400°С или более при расходе 30-270 м/с на стыкуемых торцевых поверхностях на всем протяжении, по меньшей мере, от сварной точки до положения у верхней стороны сварки точно на 1/5 расстояния подачи энергии (расстояние подачи энергии: расстояние от высокочастотной катушки или наконечника подачи энергии до точки сварки) (см. публикацию японского патента (А) №2006-026691). С помощью способа производства сваркой сопротивлением электросварной стальной трубы, описанного в этой публикации японского патента (А) №2006-026691, можно уменьшить дефекты сварки, вызванные образованием окислов в зоне шва, и дефекты непровара, вызванные недостаточным местным подводом тепла, без снижения производительности и, кроме того, без изменения заданных условий во время нарушения условий сварки.
Кроме того, изобретение, относящееся к плазменной горелке, определяющей направление боковой подачи газа для повышения эффективности технологического процесса и точности высокотемпературных работ, таких как плазменная сварка, резка, газоплазменное напыление и нагрев, раскрывается в публикации японского патента (А) №2004-243374.
Раскрытие изобретения
Способ производства сваркой сопротивлением электросварной стальной трубы, описанный в вышеуказанной публикации японского патента (А) №2006-026691, использует турбулентный поток плазмы (плазма, зажигаемая от плазменной пушки), поэтому существовала проблема, которая состояла в том, что даже при окружении ее защитным газом для блокирования воздуха воздух все равно захватывался. Например, даже при использовании угла зажигания скорости потока защитного газа, предложенного в публикации японского патента (А) №2004-243374, концентрация кислорода в струе плазмы иногда не могла быть достаточно уменьшена. По этой причине при использовании способа производства сваркой сопротивлением электросварной стальной трубы, описанного в публикации японского патента (А) №2006-026691, иногда количество окислов зоны сварного шва нельзя стабильно уменьшить и количество дефектов превышает заданное значение. Кроме того, способ производства сваркой сопротивлением электросварной стальной трубы, описанный в публикации японского патента (А) №2006-026691, использует турбулентную высокоскоростную струю плазмы, поэтому также имеется проблема сильного шума струи плазмы, вызванного сваркой стыкуемых частей.
По этой причине настоящее изобретение было выполнено с учетом вышеуказанных проблемных моментов и его задача состоит в том, чтобы предложить способ производства сваркой сопротивлением электросварной стальной трубы, дающий возможность выявлять дефекты сварки, вызванные окислами, которые должны быть стабильно уменьшены, и, кроме того, дающий возможность уменьшить шум струи плазмы, возникающий во время сварки, и предложить электросварную стальную трубу с высоким содержанием Si или высоким содержанием Cr.
Для решения вышеуказанных проблем суть настоящего изобретения заключается в следующем:
(1) Способ производства сваркой сопротивлением электросварной стальной трубы, содержащий придание стальному листу формы трубы и сварку сопротивлением стыкуемых торцевых поверхностей; вышеуказанный способ производства сваркой сопротивлением электросварной стальной трубы характеризуется использованием плазменной пушки каскадного типа, которая подает напряжение в катодный газ между катодом и анодом для производства плазменного газа и продувает анодный газ для подачи плазмы в качестве рабочего плазменного газа для продувки восстанавливающей высокотемпературной ламинарной плазмы или восстанавливающей высокотемпературной квазиламинарной плазмы при наличии восстанавливающей способности за счет регулировки компонентов вышеуказанного плазменного рабочего газа, чтобы обеспечить содержание газа H2 от 2% по объему до менее 50% по объему и иметь баланс газа Ar и газов постоянных примесей или баланс смешанного газа из газа Ar + газ N2, газ Не или обоих и постоянных примесей, по меньшей мере, на стыкуемых торцевых поверхностях в области верхней стороны сварки относительно сварной точки вышеуказанной сварки сопротивлением, где температура становится равной 650°С или более.
(2) Способ производства сваркой сопротивлением электросварной стальной трубы, как указано в (1), характеризующийся назначением расстояния L от переднего конца катода вышеуказанной плазменной пушки до формуемого положения анода 8 мм или более и не более 10 внутренних диаметров D анода, назначением напряжения, прикладываемого между катодом и анодом плазменной пушки, выше 120 В и применением условий продувки плазмы, удовлетворяющих следующей формуле <1>, где расход в стандартном состоянии вышеуказанного плазменного рабочего газа - Gi (л/мин), относительный молекулярный вес вышеуказанного плазменного рабочего газа - Мi, внутренний диаметр анода - D (м) и коэффициент вязкости при 7000 K - µave, T=7000 (кг/м/с), чтобы образовать вышеупомянутую ламинарную или квазиламинарную плазму:

(3) Способ производства сваркой сопротивлением электросварной стальной трубы, как указано в (1) или (2), характеризующийся тем, что вышеуказанная плазменная пушка имеет внутренний диаметр D анода от 16 мм до 30 мм.
(4) Способ производства сваркой сопротивлением электросварной стальной трубы, как указано в любом из пп. с (1) по (3), характеризующийся обеспечением передней или передней наружной окружности анода вышеуказанной плазменной пушки с выпускными отверстиями в положениях на расстоянии от центральной оси 1,5-3,5 внутреннего радиуса вышеуказанного анода и с ориентациями, обращенными к осесимметричным направлениям в диапазоне 10-30° от центрального осевого направления плазмы к наружной стороне, и выпуском из выпускных отверстий «бокового» защитного газа, содержащего один или несколько инертных газов, выбранных из группы, содержащей газ Ar, газ N2 и газ Не и газы постоянных примесей при расходе газа, равного 1-3 расходам газа вышеуказанной плазмы.
(5) Способ производства сваркой сопротивлением электросварной стальной трубы, как указано в любом из пп. с (1) по (4), характеризующийся использованием одного или обоих газа СН4 и газа С2Н2, заменяющего часть или весь газ Н2, образующий вышеупомянутый плазменный рабочий газ.
(6) Способ производства сваркой сопротивлением электросварной стальной трубы, как указано в любом из пп. с (1) по (5), характеризующийся подачей пудры борида со средним размером частиц от 1 мкм до 10 мкм в вышеупомянутую восстанавливающую высокотемпературную ламинарную плазму или восстанавливающую высокотемпературную квазиламинарную плазму.
(7) Способ производства сваркой сопротивлением электросварной стальной трубы, как указано в любом из пп. с (1) по (6), характеризующийся образованием переднего конца вышеупомянутого катода полусферической формы и образованием радиуса кривизны этого переднего конца полусферической формы, равного 1/2 или менее внутреннего диаметра анода.
(8) Способ производства сваркой сопротивлением электросварной стальной трубы, как указано в любом из пп. с (1) по (7), характеризующийся использованием импедера в вышеупомянутом способе производства сваркой сопротивлением электросварной стальной трубы и использованием для материала корпуса импедера, используемого для этого импедера, керамики, имеющей электрическое сопротивление при 300°С 101-1013 Ωсм на основе JIS C2141 и характеристику температурного удара, найденную с помощью способа закалки водой 500°С и более.
(9) Способ производства сваркой сопротивлением электросварной стальной трубы, как указано в любом из пп. с (1) по (8), характеризующийся назначением расстояния между передним концом вышеупомянутой плазменной пушки и поверхностью стальной трубы от 150 мм до 300 мм.
(10) Электросварная стальная труба, изготавливаемая способом производства сваркой сопротивлением электросварной стальной трубы, как указано в любом из пп. с (1) по (9), характеризующаяся тем, что вышеуказанный стальной лист состоит из содержащего Si стального листа, содержащего в % по массе Si 0,5-2,0%, или содержащего Cr стального листа, содержащего Cr 0,5-26%, и что уровень дефектности зоны сварного шва при сварке сопротивлением составляет 0,01% и менее.
Краткое описание чертежей
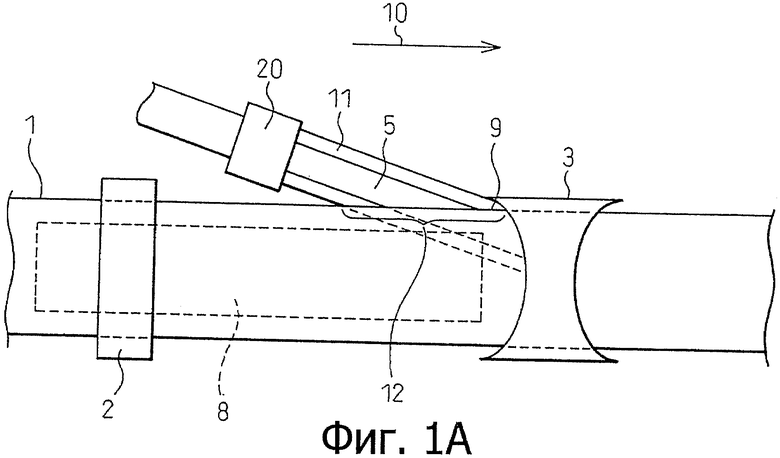
Фиг.1(а) - боковой вид, схематически показывающий способ производства сваркой сопротивлением электросварной стальной трубы настоящего изобретения.
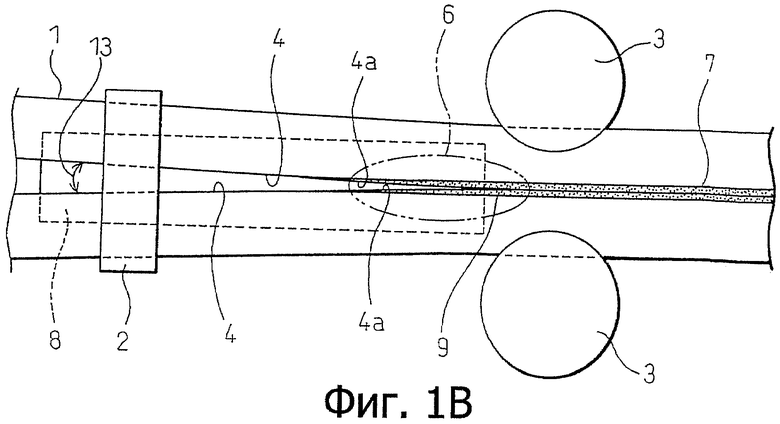
Фиг.1(b) - вид сверху, схематично показывающий способ производства сваркой сопротивлением электросварной стальной трубы настоящего изобретения.
Фиг.2 - сечение, схематично показывающее конфигурацию плазменной пушки, показанной на Фиг.1(а) и Фиг.1(b).
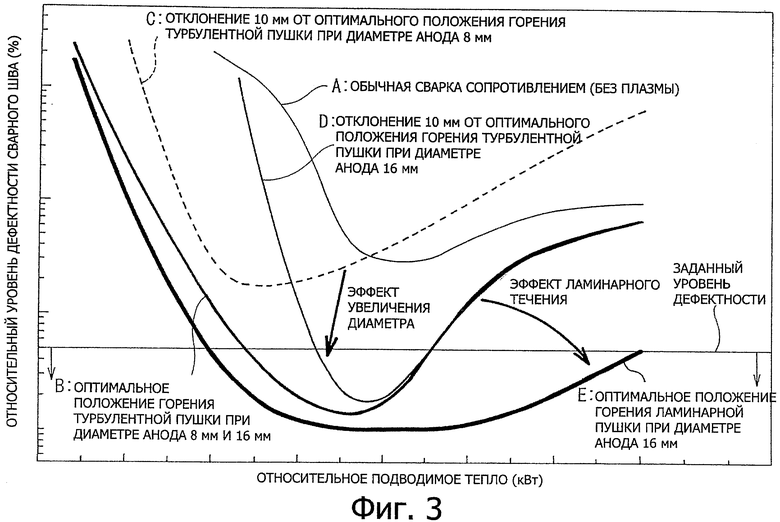
Фиг.3 - график, концептуально объясняющий эффект увеличения внутреннего диаметра анода плазменной пушки, используемой в настоящем изобретении, и образование плазмы в ламинарном потоке.
Фиг.4 - вид в перспективе, схематично показывающий обычный способ производства сваркой сопротивлением электросварной стальной трубы.
Осуществление изобретения
Ниже будут приведены подробные пояснения к осуществлению изобретения со ссылкой на прилагаемые чертежи.
Прежде всего, в отношении способа производства сваркой сопротивлением электросварной стальной трубы настоящего изобретения, описанного в (1), в качестве примера будут приведены пояснения к случаю использования высокочастотной катушки для нагрева стального листа. Фиг 1(а) - боковой вид, показывающий способ производства сваркой сопротивлением электросварной стальной трубы настоящего варианта выполнения, в то время как Фиг.1(b) - вид сверху на то же самое. Как видно из Фиг.1(а) и Фиг 1(b), в способе производства сваркой сопротивлением электросварной стальной трубы настоящего варианта выполнения стальной лист 1, например, толщиной 1-22 мм или около этого непрерывно перемещают в направлении 10, одновременно придавая ему форму трубы большим количеством роликов (не показаны); стыкуемые торцевые поверхности 4 расплавляют индукционным нагревом с помощью высокочастотной катушки 2 и используют прижимные ролики 3 для применения осадки так, чтобы образовать сварной шов 7 на стыкуемых торцевых поверхностях 4.
В то же время способ использует плазменную пушку 20 каскадного типа, которая прикладывает напряжение к катодному газу между катодом и анодом для производства плазменного газа и продувает анодный газ для подачи плазмы в качестве рабочего плазменного газа для продувки восстанавливающей высокотемпературной ламинарной плазмы или восстанавливающей высокотемпературной квазиламинарной плазмы 5 при наличии восстанавливающей способности за счет регулировки компонентов вышеуказанного плазменного рабочего газа, чтобы обеспечить содержание газа Н2 от 2% по объему до менее 50% по объему и иметь баланс газа Ar и газов постоянных примесей или баланс смешанного газа из газа Ar + газ N2, газ Не или обоих и постоянных примесей, по меньшей мере, на стыкуемых торцевых поверхностях 4а в области 6 верхней стороны сварки относительно сварной точки 9 вышеуказанной сварки сопротивлением, где температура становится равной 650°С или более.
Область 6 у стыкуемых торцевых поверхностей 4 у передней стороны сварки от точки сварки 9, где температура нагрева достигает 650°С или более, спрыскивается охлаждающей водой высокочастотной катушки 2, прижимных роликов 3, импедера 8 и т.д. или подвергается воздействию атмосферы пара, поэтому становится заметным образование дефектов сварки, т.е. пенетраторов, из-за окислов, образуемых реакцией окисления вместе с температурными условиями нагрева. Следовательно, в этом способе производства сваркой сопротивлением электросварной стальной трубы настоящего варианта выполнения восстанавливающую высокотемпературную ламинарную плазму или восстанавливающую высокотемпературную квазиламинарную плазму 5 продувают по этой области 6, чтобы подготовить стыкуемые торцевые поверхности 4а во время сварки сопротивлением в восстановительной атмосфере, содействовать удалению окислов со стыкуемых торцевых поверхностей и сдерживать образование пенетраторов из-за окислов и других дефектов сварки.
Пример плазменной пушки каскадного типа настоящего изобретения показан на Фиг.2. В качестве плазменной пушки 20 плазменная горелка каскадного типа снабжена изолятором 26, чтобы окружать передний конец катода 21 во внутренней (боковая сторона катода 21) части анода 22, и, кроме того, снабжена каналами 23 катодного газа, каналами 24 анодного газа и каналами 25 «бокового» защитного газа внутри анода 22. Кроме того, у внутренней поверхности анода 22 этой плазменной пушки 20 у верхней стороны плазмы в поперечном направлении изолятора 26 образованы отверстия 23а подачи катодного газа, соединенные с каналами 23 катодного газа, в то время как отверстия 24а подачи анодного газа, соединенные с каналами 24 анодного газа, образованы у нижней стороны. Кроме того, передний конец анода 22 образован с отверстиями 25а подачи «бокового» защитного газа, соединенными с каналами 25 «бокового» защитного газа.
Кроме того, согласно необходимости передний конец анода 22 образован с отверстием 27а подачи газа для подачи пудры, соединенным с каналом 27 газа подачи пудры.
Следовательно, в этом способе производства сваркой сопротивлением электросварной стальной трубы настоящего варианта выполнения напряжение прикладывают между катодом 21 и анодом 22 в катодном газе, подаваемом от отверстий 23а подачи катодного газа к катоду 21, чтобы сгенерировать плазменный газ, и анодный газ выпускают у нижней стороны плазмы от переднего конца 21а катода к плазме 5, чтобы выпустить высокотемпературную (псевдо) ламинарную плазму 5 в качестве рабочего плазменного газа, состоящего из катодного газа и анодного газа. Анодный газ можно выпускать к плазме 5 у нижней стороны плазмы от переднего конца 21а, чтобы заставить анодную точку двигаться к нижней стороне плазмы внутренней стенки анода.
В результате расстояние между передним концом 21а катода и точкой анода увеличивается, поэтому напряжение повышается и струя (псевдо) ламинарной плазмы образуется более легко. Получение рабочего плазменного газа, содержащего катодный газ и анодный газ, включает участие водорода для восстановления высокотемпературной (псевдо) ламинарной плазмы 5. Согласно необходимости, при подаче «бокового» защитного газа 11 от передней стороны анода 22, чтобы окружить плазму 5, можно успешно предотвратить попадание кислорода в эту высокотемпературную (псевдо) ламинарную плазму 5, поэтому это является предпочтительным. Кроме того, согласно необходимости, можно и предпочтительно подавать пудру борида от передней стороны анода 22 к высокотемпературной (псевдо) ламинарной плазме 5, чтобы получить более высокую восстанавливающую способность, чем у водорода.
В этом способе производства сваркой сопротивлением электросварной стальной трубы настоящего варианта выполнения получают ламинарную или квазиламинарную струю плазмы, поэтому в сравнении с уровнем техники, описанным в вышеуказанной публикации японского патента (А) №2006-026691, можно значительно уменьшить захват воздуха. В результате можно уменьшить количество окислов зоны сварки и уменьшить уровень дефектности из-за окислов (уровень дефектности сварного шва) до 0,01% или менее и также можно уменьшить шум струи плазмы, возникающий во время сварки.
Обратите внимание, что «дефектность сварного шва» относится здесь к площади пенетраторов (дефекты сварки из-за окислов) по отношению к площади шва. Кроме того, «квазиламинарная» означает состояние, при котором ядро плазмы струи плазмы является ламинарным и несколько мм наружной стороны плазмы являются турбулентными. Будет ли струя плазмы турбулентной или (псевдо) ламинарной далее от внутренней поверхности стальной трубы (сторона внутри трубы от стыкуемых торцевых поверхностей 4 стальной трубы), не является проблемой.
Газ Н2, включенный в рабочий плазменный газ, используемый в способе производства сваркой сопротивлением электросварной стальной трубы настоящего варианта выполнения, имеет эффект повышения коэффициента теплопередачи и создания атмосферы ее восстановления для сдерживания реакции окисления у стыкуемых торцевых поверхностей 4а. Однако, если содержание газа H2 в рабочем плазменном газе составляет меньше 2% по объему, вышеуказанный эффект не может быть получен. С другой стороны, если содержание газа H2 в рабочем плазменном газе составляет 50% по объему и более, плазма становится нестабильной. Соответственно, содержание газа H2 в рабочем плазменном газе составляет от 2% по объему до менее 50% по объему.
Далее, компоненты этого рабочего плазменного газа помимо газа H2 включают газ Ar плюс газ N2, газ Не или оба и газы постоянных примесей. Для обеспечения стабильности плазмы газ Ar предпочтительно является основным компонентом, но, добавляя допустимые количества газа N2 и/или газа Не, можно улучшить коэффициент теплопередачи плазмы и повысить возможность нагрева стыкуемых торцевых поверхностей 4а стального листа 1. Однако, если содержание газа Ar в рабочем плазменном газе составляет 50% по объему или менее, плазма иногда становится нестабильной, поэтому при добавлении газа N2 и газа Не в рабочий плазменный газ предпочтительно, чтобы содержание газа Ar в рабочем плазменном газе превышало 50% по объему, т.е. чтобы содержание газа N2, газа Не и газа Н2 в рабочем плазменном газе в сумме составляло менее 50% по объему.
Вышеуказанную восстанавливающую высокотемпературную ламинарную плазму или восстанавливающую высокотемпературную квазиламинарную плазму 5 можно получать, используя, например, широко применяемые в промышленности устройства возбуждения плазмы постоянного тока для плазменного напыления. Полученная таким образом плазма имеет более высокую температуру газа даже по сравнению с пламенем горения, производимым обычной газовой горелкой т.д., имеет в области высоких температур дебаевский радиус 60 мм и более и имеет диаметр плазмы 5 мм и более, поэтому является источником тепла, имеющим возможность отслеживания высококачественного шва во время сварки сопротивлением, и имеет возможность относительно легко определять изменения в положении шва.
Кроме того, для достаточного обеспечения вышеуказанных эффектов предпочтительно, чтобы температура восстанавливающей высокотемпературной ламинарной плазмы или восстанавливающей высокотемпературной квазиламинарной плазмы 5 составляла 1400°С или более. В частности, в процессе производства электросварных стальных труб сваркой сопротивлением легко получить температуру плавления сложных окислов Mn-Si-O 1250-1410°С, в то время как температура плавления окислов Cr составляет 2300°С, поэтому для расплавления этих окислов температура восстанавливающей высокотемпературной ламинарной плазмы или восстанавливающей высокотемпературной квазиламинарной плазмы 5 наиболее предпочтительно составляет 2400°С или более.
С другой стороны, чем выше температура восстанавливающей высокотемпературной ламинарной плазмы или восстанавливающей высокотемпературной квазиламинарной плазмы 5, тем большее требуется воздействие для расплавления и удаления уже образовавшихся окислов со стыкуемых торцевых поверхностей в состоянии высокой температуры, поэтому дефекты сварки уменьшаются. Следовательно, верхнее ограничение температуры восстанавливающей высокотемпературной ламинарной плазмы или восстанавливающей высокотемпературной квазиламинарной плазмы 5 не должно устанавливаться конкретно.
Далее в этом способе производства сваркой сопротивлением электросварной стальной трубы настоящего изобретения, описанном в (2), предпочтительно установить расстояние L от переднего конца 21а катода плазменной пушки 20 до формуемого положения анода 8 мм или более и не более 10 внутренних диаметров D анода, назначить напряжение, прикладываемое между катодом 21 и анодом 22 плазменной пушки, выше 120 В и применить условия продувки плазмы, удовлетворяющие следующей формуле <1>, где расход в стандартном состоянии вышеуказанного рабочего плазменного газа - Gi (л/мин), относительный молекулярный вес вышеуказанного рабочего плазменного газа - Мi, внутренний диаметр анода - D (м) и коэффициент вязкости при 7000 K - µave, T=7000 (кг/м/с), чтобы образовать вышеупомянутую ламинарную или квазиламинарную плазму.
Обратите внимание, что в формуле <1> в пересчетах единиц измерения Gi, Мi, Di и µ принимается, что {4×(∑GiMi)}/{π×D×µave,T=7000} умножаются на (1/22,4)×((1/60):
В этом способе производства сваркой сопротивлением электросварной стальной трубы настоящего варианта выполнения восстанавливающую высокотемпературную ламинарную плазму или восстанавливающую высокотемпературную квазиламинарную плазму 5 продувают, по меньшей мере, по стыкуемым торцевым поверхностям 4а в области 6 у нижней стороны сварки от сварной точки 9, где температура достигает 650°С и более, но если в это время условия отклоняются от вышеуказанной формулы <1>, т.е. когда {4×(∑GiMi)}/{π×D×µave,T=7000} равно 400 или более, струя плазмы становится турбулентной, поэтому атмосфера легко захватывается и количество окислов в зоне сварного шва легко увеличивается. В результате больше не имеется возможности стабильно уменьшать дефекты сварки из-за окислов и шум струи плазмы, возникающий во время сварки, становится сильнее.
Далее, если {4×(∑GiMi)}/{π×D×µave,T=7000} равно 150 или менее, скорость потока газа будет недостаточной и нельзя удалить воду вблизи точки сварки, поэтому становится совершенно невозможно стабильно уменьшать дефекты сварки из-за окислов. Следовательно, при продувке восстанавливающей высокотемпературной ламинарной плазмы или восстанавливающей высокотемпературной квазиламинарной плазмы 5 предпочтительно выполнять условия вышеуказанной формулы <1>.
Однако, даже при выполнении требований вышеуказанной формулы <1>, когда напряжение, прикладываемое к рабочему плазменному газу составляет 120 В или менее, скорость газа в радиальном направлении плазмы между точкой катода и точкой анода становится выше, поэтому струя плазмы легко диспергирует и легко становится турбулентной у переднего конца плазменной горелки. По этой причине напряжение, прикладываемое к рабочему плазменному газу, устанавливается выше 120 В.
Далее, плазменная пушка 20, используемая в этом способе производства сваркой сопротивлением электросварной стальной трубы настоящего варианта выполнения, предпочтительно имеет расстояние L от переднего конца 21а катода до формуемого положения анода 8 мм или более и не больше 10 внутренних диаметров D анода 22. Напряжение, прикладываемое к плазменной пушке 20, отличается согласно расстоянию L от переднего конца 21а катода до формуемого положения анода.
Напряжение, прикладываемое к плазменной пушки 20, отличается в зависимости от скорости потока и состава рабочего плазменного газа, но при использовании в качестве рабочего плазменного газа восстанавливающего газа, содержащего газ Н2 в количестве от 2% по объему до менее 50% по объему, если расстояние L от переднего конца 21а катода до формуемого положения анода меньше 8 мм, далее становится невозможным прикладывать напряжение выше 120 В к плазменной пушке 20. С другой стороны, при использовании плазменной пушки каскадного типа и т.д., если расстояние L от переднего конца 21а катода до формуемого положения анода превышает 10 внутренних диаметров D анода 22, становится трудно поддерживать плазму 5. Следовательно, расстояние L предпочтительно должно быть 8 м≤<L≤10×D.
Далее, в этом способе производства сваркой сопротивлением электросварной стальной трубы настоящего изобретения, описанного в (3), когда расстояние подачи энергии во время сварки сопротивлением (расстояние подачи энергии: расстояние от высокочастотной катушки 2 или наконечника подачи энергии до точки сварки 9) превышает 100 мм, для обеспечения участка 12 защиты {участок стыкуемых торцевых поверхностей, защищаемых плазмой; при использовании «бокового» защитного газа, включая участок, защищаемый «боковым» защитным газом (см. Фиг.1 (а))} внутренний диаметр анода плазменной пушки 20 составляет предпочтительно 16 мм или более. Однако, если внутренний диаметр анода превышает 30 мм, плазма становится нестабильной, поэтому внутренний диаметр анода должен составлять 30 мм или менее.
Здесь эффект увеличения внутреннего диаметра анода плазменной пушки 20, используемой в настоящем изобретении и производящей (псевдо) ламинарную плазму, будет объяснен с помощью Фиг.3.
При обычной сварке сопротивлением электросварной стальной трубы без зажигания плазмы, если подводимое тепло меньше оптимального значения, образуются дефекты из-за недостаточного расплавления, а если выше, образуются оксиды (пенетраторы). Здесь, даже при оптимальном подводе тепла, происходит окисление из-за охлаждающей воды или атмосферы вокруг сварочной машины, поэтому при сварке стали, легко образующей окислы, нельзя заведомо сказать, что уровень дефектности будет достаточно низким (см. кривую А на фигуре). В противоположность этому при горении восстанавливающей турбулентной плазмы удаление воды и восстанавливающее действие или расплавление поверхностных окислов и т.д. с помощью струи плазмы уменьшает уровень дефектности из-за окислов (см. кривую В на фигуре). Однако, если диаметр плазмы небольшой, участок 12 защиты будет узким, поэтому, если положение горения плазмы отклоняется на 10 мм, эффект горения плазмы пропадает (см. кривую С на фигуре). Здесь при увеличении диаметра плазмы участок 12 защиты увеличивается, поэтому, даже если положение горения плазмы отклоняется на ±10 мм, эффект плазмы в уменьшении дефектов не снижается (см. кривую D на фигуре). Далее, при получении (псевдо) ламинарной плазмы восстанавливающая возможность плазмы будет высокой и защита возможна благодаря высокотемпературному пламени плазмы (струя плазмы становится длиннее за счет получения ламинарной плазмы), поэтому в условиях оптимального значения подводимого тепла при сварке сопротивлением уменьшается не только уровень дефектности, но также, даже если подводимое тепло немного отклоняется от оптимального диапазона, сочетание защитного эффекта и эффекта дополнительного источника тепла стабильно обеспечивает зону сварки высокого качества (см. кривую Е на фигуре).
Обратите внимание, что здесь, даже если подводимое тепло при сварке сопротивлением значительно отклоняется от оптимального значения, длина щели вблизи точки сварки (щель - фигурный зазор в расплавленном состоянии, образованный после точки сварки 9) становится больше и расплавленная часть оказывается снаружи участка защиты плазмы, поэтому начинают образовываться дефекты.
Диаметр плазмы (= диаметр анода) должен быть, по меньшей мере, толщиной листа, когда угол горения плазмы является горизонтальным направлением, но на практике плазма горит под углом 15°-30° от горизонтального направления, поэтому диаметр плазмы должен составлять, по меньшей мере, 80% толщины листа. Кроме того, для обеспечения участка 12 защиты предпочтительно сделать угол горения как можно малым, но на практике при угле горения менее 15° поверхность стальной трубы приходит в контакт. Здесь для обеспечения участка 12 защиты 1/3 или более от расстояния подачи энергии наиболее предпочтительно установить диаметр плазмы 16 мм или более. Обратите внимание, что угол горения 15° - это угол, при котором плазменная пушка и стальная труба физически сталкиваются друг с другом. Этот угол изменяется в зависимости конфигурации вокруг сварочной машины для сварки сопротивлением. Если угол горения становится равным 30° или более, участок 12 защиты будет недостаточным, поэтому это не является предпочтительным.
Из-за этого можно увеличить диапазон горения плазмы и предотвратить случайный контакт между рельефными формами плазменной пушки и соединения катушки.
Далее, в этом способе производства сваркой сопротивлением электросварной стальной трубы настоящего изобретения, описанном в (4), предпочтительно обеспечить переднюю или переднюю наружную окружность анода вышеуказанной плазменной пушки с выпускными отверстиями в положениях на расстояниях от центральной оси 1,5-3,5 внутренних радиуса вышеуказанного анода и с ориентациями, обращенными к осесимметричным направлениям в диапазоне 10-30° от центрального осевого направления плазмы к наружной стороне, и выпускать из выпускных отверстий «боковой» защитный газ, содержащий один или несколько инертных газов, выбранных из группы, содержащей газ Ar, газ N2 и газ Не и газы постоянных примесей при расходе газа, равного 1-3 расходам газа вышеуказанной плазмы, в направлении области 6, где температура нагрева стального листа 1 достигает 650°С или более. За счет выпуска таким путем инертного газа к наружной окружности струи плазмы можно сдерживать захват атмосферы в плазму, снизить концентрацию кислорода в плазме и повысить парциальное давление водорода / парциальное давление воды. Обратите внимание, что парциальное давление водорода / парциальное давление воды можно рассчитать, например, определяя концентрацию водорода и концентрацию воды из температуры молекул водорода и молекул воды, найденной способом лазерной абсорбции и способом лазерно-индуцированной флуоресценции и т.д., и давления газа при условии теплового равновесия и атмосферного давления и используя соотношение этих значений. Выпуск «бокового» защитного газа 11 особенно эффективен при большом расстоянии подачи энергии.
Здесь, когда положение выпуска «бокового» защитного газа 11 меньше 1,5-кратного внутреннего диаметра анода плазменной пушки, холодный газ попадает в верхнюю сторону плазмы и температура плазмы падает. С другой стороны, если положение выпуска «бокового» защитного газа 11 превышает 35 внутренних диаметров анода плазменной пушки, эффект инертного газа, блокирующего атмосферу, больше не может быть достигнут. Далее, если расход «бокового» защитного газа 11 меньше 1-кратного расхода плазменного газа, эффект блокирования атмосферы больше не может быть достигнут. С другой стороны, если расход «бокового» защитного газа 11 больше 3-кратного расхода плазменного газа, температура плазмы значительно падает.
Обратите внимание, что направления выпуска «бокового» защитного газа 11 предпочтительно являются осесимметричными направлениям в диапазоне 10-30° от центрального осевого направления плазмы к наружной стороне. Если угол превышает 30°, эффект «боковой» защиты будет небольшим, и нельзя будет сдерживать диффузию атмосферного кислорода в плазму. С другой стороны, если угол меньше 10°, холодный «боковой» защитный газ 11 быстро охлаждает плазму.
Далее в этом способе производства сваркой сопротивлением электросварной стальной трубы настоящего изобретения, описанном в (5), часть или весь газ H2, образующий вышеуказанный рабочий плазменный газ, может быть заменен одним или двумя газом H2, газом СН4 и газом С2Н2. Следовательно, в качестве рабочего плазменного газа можно использовать смешанный газ, содержащий один или несколько газов - газ Н2, газ СН4 и газ C2H2 и газ Ar и имеющий содержание Ar выше 50% по объему. Используя такой смешанный газ, можно увеличить восстанавливающую возможность у стыкуемых торцевых поверхностей 4а с помощью газа H2, газа СН4 и газа C2H2, поэтому в дополнение к воздействию и эффекту получения перемещения вышеуказанной анодной точки к нижней стороне плазмы у внутренней стенки анода и облегчению образования струи ламинарной плазмы достигается эффект сдерживания образования окислов. Далее, в случае удаления водорода или углерода из участка металла сварного шва, можно добавить эти элементы с помощью рабочего плазменного газа. Однако при абсорбции излишнего количества водорода иногда происходит водородное охрупчивание, поэтому для его сдерживания предпочтительно после сварки выполняют нормализацию.
Далее, в этом способе производства сваркой сопротивлением электросварной стальной трубы настоящего изобретения, описанном в (6), для образования ламинарной плазмы с высокой восстанавливающей способностью в вышеуказанную восстанавливающую высокотемпературную ламинарную плазму или восстанавливающую высокотемпературную квазиламинарную плазму 5 подают пудру борида с высокой восстанавливающей способностью со средним размером частиц 1-10 мкм. Пудру борида предпочтительно подают, используя в качестве газа подачи пудры газ Ar или газ азот. При использовании содержащего пудру борида газа Ar в качестве газа подачи пудры, например, используют устройство подачи пудры для выпуска пудры борида со средним размером частиц 1-10 мкм из положения подачи газа подачи пудры в направлении плазмы 5, используя газ Ar в качестве транспортирующего газа. Обратите внимание, что когда средний размер частиц пудры борида меньше 1 мкм, пудру нельзя стабильно подавать из-за укрупнения, в то время как при размере более 10 мкм борид не может быть полностью расплавлен или растворен, что может привести к дефектам сварки, поэтому средний размер частиц пудры борида предпочтительно составляет 1-10 мкм.
Далее, в этом способе производства сваркой сопротивлением электросварной стальной трубы настоящего изобретения, описанном в (7), при использовании высокочастотного запуска без использования устройства контакта с металлом или пилотной плазмы предпочтительно, чтобы передний конец катода имел полусферическую форму и радиус кривизны переднего конца 21а катода составлял 1/2 или менее внутреннего диаметра анода. Чем меньше радиус кривизны переднего конца 21а катода, тем выше напряженность электромагнитного поля у переднего конца 21а катода и легче зажигание плазмы, но если радиус кривизны переднего конца 21а катода превышает 1/2 внутреннего диаметра анода, электромагнитное поле в пределах переднего конца катода становится слабее и высокочастотный запуск затрудняется. Однако при использовании системы зажигания, отличающейся от высокочастотного запуска, такого как устройство контакта с металлом или пилотная плазма, напряженность электромагнитного поля в пространстве у переднего конца катода становится несоответствующим зажиганию, поэтому изобретение не ограничивается до этого.
Далее, в этом способе производства сваркой сопротивлением электросварной стальной трубы настоящего изобретения, описанном в (8), в вышеуказанном способе производства сваркой сопротивлением электросварной стальной трубы используют импедер и в качестве материала корпуса импедера, используемого для этого импедера, используют керамику, имеющую электрическое сопротивление при 300°С 1011-1013 Ωсм на основе JIS C2141 и характеристику температурного удара, найденную с помощью способа закалки водой 500°С и более. В этом способе производства сваркой сопротивлением электросварной стальной трубы ток протекает, концентрируясь у стыкуемых поверхностей сварного шва из-за наружного скин-эффекта и эффекта близости, но для эффективной концентрации этого тока импедер часто помещают рядом с точкой сварки. Для сдерживания тепла из-за вихревых токов, текущих к этому импедеру во время сварки, импедер помещают в корпус импедера (в прошлом его изготавливали из эпоксидного полимера) и импедер, помещенный в корпус, иногда охлаждают водой. При выполнении сварки сопротивлением при горении плазмы этот корпус импедера из эпоксидного полимера (теплостойкость 200°С и менее) непосредственно подвергается воздействию высокотемпературной (1500°С и более) струи плазмы, поэтому материал эпоксидного полимера в результате расплавления повреждается и не может быть использован для корпуса импедера. Материал, который можно здесь использовать, во избежание повреждения расплавлением должен иметь температуру плавления 1500°С или более. Далее, если электрическое сопротивление при 300°С на основе JIS не равно С21411011-1013 Ωсм, вихревой ток течет в корпус импедера и нагревает и повреждает его. Далее, если характеристика температурного удара, найденная с помощью способа закалки водой, не равна 500°С и более, материал не сможет выдерживать температурный удар, вызванный нагревом плазмы от наружной поверхности и водяное охлаждение от внутренней поверхности и т.д. Этому условию, например, удовлетворяет керамика Si3N4 и BN.
Далее в этом способе производства сваркой сопротивлением электросварной стальной трубы настоящего изобретения, описанном в (9), во избежание случайного контакта между рельефными формами плазменной пушки и у соединения катушки пушку можно отводить назад, когда соединение проходит рядом с местом, где установлена плазменная пушка. Однако во избежание снижения выхода стальной трубы в результате отведения назад пушки расстояние между передней стороной плазменной пушки и поверхностью стальной трубы предпочтительно должно равняться 150 мм или более. Кроме того, если это расстояние превышает 300 мм, эффект защиты снижается, поэтому это расстояние должно быть установлено в пределах 300 мм.
Далее, изготавливаемую сваркой сопротивлением электросварную стальную трубу настоящего изобретения, описанную в (10), производят с помощью способа производства, описанного в любом из пп. с (1) по (9), используя в качестве материала стальной трубы содержащий S1 стальной лист, содержащий в % по массе Si 0,5-2,0%, или содержащий Cr стальной лист, содержащий Cr 0,5-26%. При использовании способа производства сваркой сопротивлением электросварной стальной трубы, как описано в любом из пп. с (1) по (9), горение плазмы имеет эффект улучшения уровня дефектности зоны сварного шва при сварке сопротивлением.
Если количество Si матрицы стальной трубы (стальной лист) составляет меньше 0,5%, уровень дефектности составляет 0,01% или менее даже без горения плазмы, поэтому настоящий способ производства, который ведет к увеличению стоимости производства, не является необходимым. С другой стороны, если количество Si матрицы стальной трубы (стальной лист) превышает 2,0%, уровень дефектности не может составлять 0,01% или менее только за счет эффекта горения плазмы.
Далее, что касается количества Cr матрицы стальной трубы (стальной лист), то если количество хрома составляет меньше 0,5%, уровень дефектности составляет 0,01% или менее даже без горения плазмы, поэтому настоящий способ производства, который ведет к увеличению стоимости производства, не является необходимым. С другой стороны, если количество Cr матрицы стальной трубы (стальной лист) превышает 26%, уровень дефектности не может составлять 0,01% или менее только за счет эффекта горения плазмы. Следовательно, для уменьшения стоимости производства и уменьшения уровня дефектности до 0,01% и менее компоненты матрицы стальной трубы (стальной лист) предпочтительно должны составлять, в % по массе, Si: 05-2,0% или Cr: 2-26%.
Обратите внимание, что в настоящем изобретении другие компоненты матрицы стальной трубы (стальной лист) особо не ограничиваются. В качестве других компонентов, вносящих вклад в образование пенетраторов, имеются Mn, Al, Ti и т.д. В числе этих компонентов Mn предпочтительно имеет соотношение Mn/Si от 7 до 9, но даже вне пределов этого диапазона его содержание составляет 2% или менее. Далее, не существует особой проблемы, если содержание Al составляет 0,05% или менее и Ti - 0,03% или менее.
Как объясняется выше, в способе производства сваркой сопротивлением электросварной стальной трубы настоящего варианта выполнения стальному листу 1 придают форму трубы и стыкуемые части сваривают сваркой сопротивлением, во время которой оптимизируют конфигурацию плазменной пушки 20 и условия образования плазмы 5 и получают струю ламинарной или квазиламинарной плазмы, поэтому можно стабильно уменьшать дефекты сварки из-за окислов. Далее, за счет продувки восстанавливающей высокотемпературной плазмы 5 также можно удалить или расплавить брызги, окалину, пыль и другие факторы дефектов сварки, попадающие в зону сварки из-за разбрызгивания и т.д. во время сварки в высокотемпературном расплавленном состоянии, за счет сдвигающего усилия жидкости высокотемпературной плазмы или нагрева плазмы. Кроме того, за счет продувки этой восстанавливающей высокотемпературной плазмы 5 также можно расплавить заусенцы у стыкуемых торцевых поверхностей 4 на определенном участке. Также присутствует эффект уменьшения дефектов, встречающихся во время такой нестабильной сварки.
Далее, в способе производства сваркой сопротивлением электросварной стальной трубы настоящего варианта выполнения получают ламинарную или квазиламинарную струю плазмы, поэтому можно также уменьшить шум струи плазмы, возникающий во время сварки.
Обратите внимание, что в настоящем изобретении в качестве примера дано объяснение со ссылкой на случай использования высокочастотной катушки 2 для индукционного нагрева стального листа 1, но настоящее изобретение до этого не ограничивается. Токоподводящий наконечник также может быть использован для прямого контактного нагрева.
Пример 1
Ниже будут даны примеры настоящего изобретения и сравнительные примеры, выходящие за границы настоящего изобретения, с целью объяснения эффектов настоящего изобретения. В настоящем примере использован стальной лист, имеющий компоненты стали из Табл. 1 и толщину листа 5,3 мм, 11 мм или 19 мм и использован восстанавливающий рабочий плазменный газ из смешанного газа из газа Н2, газа Ar и газа азота для производства электросварного стального листа сваркой сопротивлением с помощью способа, показанного на вышеуказанной Фиг.1, и исследования степени возникновения дефектов сварки в зоне сварки и параметров шума струи плазмы во время сварки.
Условия сварки сопротивлением при толщине листа 5,3 мм составляли: скорость сварки - 33 м/мин, мощность сварки - 570 кВт, расстояние подачи энергии (расстояние от частотной катушки 2 до сварной точки 9-160 мм, значение осадки - 3 мм и средний угол при вершине - (поз.13 на Фиг.1(b)) - 4°. Далее, при толщине листа 11 мм условия составляли: скорость сварки - 16 м/мин, мощность сварки - 900 кВт, расстояние подачи энергии - 200 мм, значение осадки - 6 мм и средний угол при вершине - 6°. Далее, при толщине листа 19 мм условия составляли: скорость сварки - 18 м/мин, мощность сварки -1200 кВт, расстояние подачи энергии - 200 мм, значение осадки - 10 мм и средний угол при вершине - 7°. Далее, толщина листа, внутренний диаметр анода, расходы газа Ar и газа H2, значение {4×(∑GiMi)}/{π×D×µave,T=7000}, ток и напряжение приведены в Табл. 2 и Табл.3. Обратите внимание, что в этом примере расход газа равен расходу газа в стандартном состоянии. Ниже то же самое справедливо также в Примерах 2 и 3. Далее, подчеркивающие линии в Табл. 2 и Табл. 3 показывают выход за диапазон настоящего изобретения или выход за предпочтительный диапазон настоящего изобретения.
Далее, для определения дефектов сварки после сварки для испытания на удар по Шарпи был вырезан образец из зоны сварного шва, полученного при сварке сопротивлением электросварной стальной трубы; на стыкуемых частях сварного шва была образована метка с диаметром переднего конца 0,25 мм и глубиной 0,5 мм, было выполнено испытание на удар по Шарли и затем была обследована разрушенная поверхность вязкой отломанной части и была измерена площадь пенетраторов (дефекты сварки из-за окислов) относительно площади сварного шва. Это значение было оценено как уровень дефектности сварного шва. Далее, уровень дефектности сварного шва 0,01% или менее был оценен как хороший и уровень более 0,01% был оценен как плохой.
Течение струи плазмы было измерено с помощью лазерного доплеровского способа. Далее, значение шума струи плазмы во время сварки было измерено с помощью цифрового измерителя шума и значение 85 дБ или менее было оценено как удовлетворительный результат. Вышеуказанные результаты показаны как общая оценка в Табл. 2 или Табл. 3. Обратите внимание, что удовлетворительные результаты обозначены как «О», в то время как неудовлетворительные результаты обозначены как «X».
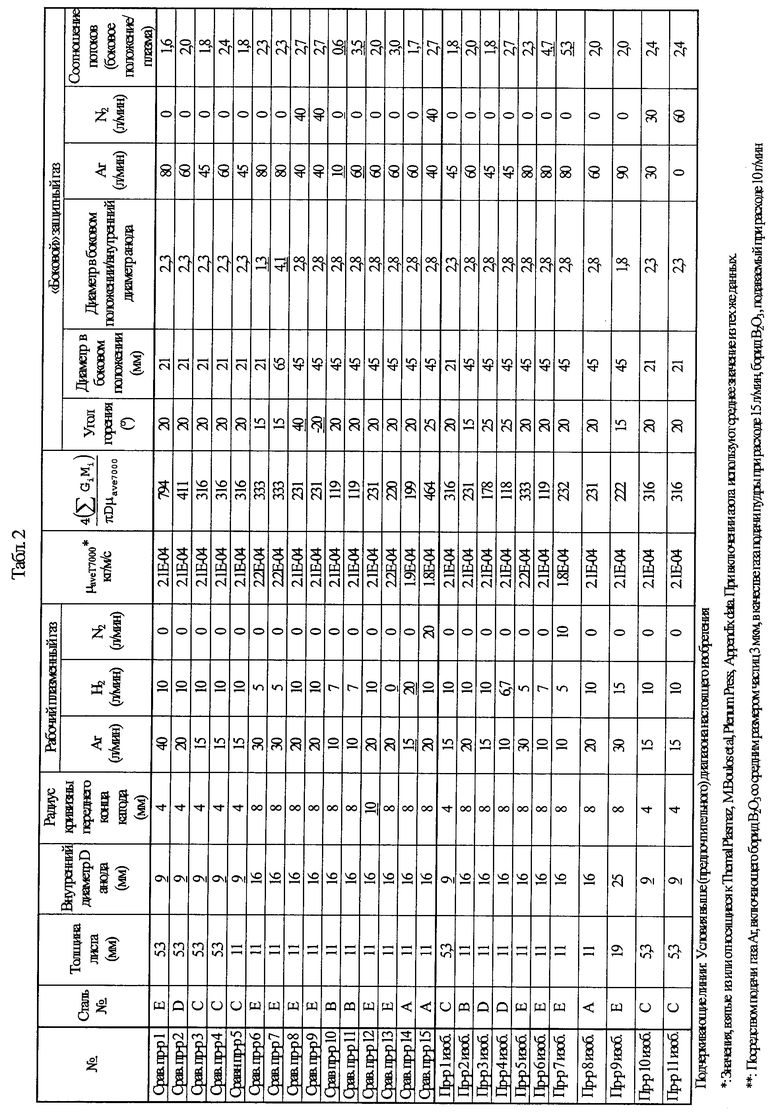
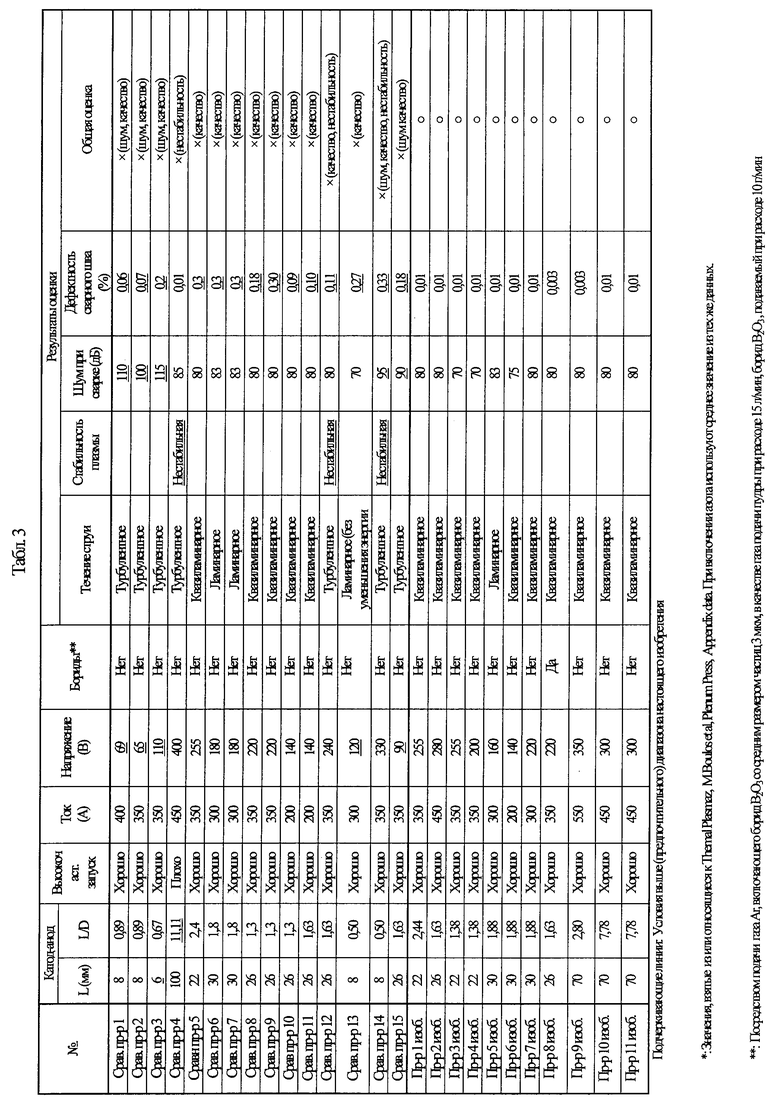
Как показано в Табл. 2 и Табл. 3, сравнительный пример 1 и сравнительный пример 2 не удовлетворяют условию вышеуказанной формулы <1> и, имея приложенное напряжение 120 В или менее, имели турбулентные течения струи плазмы, уровень дефектности сварного шва более 0,01% и шум струи плазмы во время сварки более 100 дБ или выше стандартного значения 85 дБ.
Сравнительный пример 3 имел расстояние 6 мм от переднего конца катода плазменной пушки до формуемого положения анода, в то время как сравнительный пример 4 имел это расстояние равным 11 внутренним диаметрам анода D, оба вне диапазона расстояния L 8 мм или более и не более 10 внутренних диаметров D анода от переднего конца катода плазменной пушки до формуемого положения анода, поэтому возникали шум и нестабильность плазмы.
Сравнительный пример 5 удовлетворяет условиям вышеуказанной формулы <1>, но имел приложенное напряжение 120 В или менее, поэтому течение потока плазмы было квазиламинарным и шум также был низким, но внутренний диаметр анода был меньше толщины листа и защита была недостаточной, поэтому уровень дефектности сварного шва превысил 0,01%.
Сравнительный пример 6 имел наружную окружность передней части анода плазменной пушки, обеспеченную прорезями для выпуска «бокового» защитного газа» в положениях на расстоянии от центральной оси, равном 1,3 внутреннего радиуса вышеуказанного анода, в то время как сравнительный пример 7 имел эту окружность с прорезями в положениях на расстоянии, равном 4,1 того же радиуса, оба вне вышеуказанного диапазона 1,5-3,5 радиуса, поэтому эффект «бокового» защитного газа 11 не был получен и уровень дефектности сварного шва превысил 0,01%.
В сравнительном примере 8 направления выпуска «бокового» защитного газа 11 равнялись 40° наружу от центральной оси плазмы, в то время как в сравнительном примере 9 смешанный газ из газа Ar и газа N2 подавали под углом -20° (20° внутрь), оба вне диапазона настоящего изобретения от 10° до 30°, поэтому эффект «бокового» защитного газа не был получен и уровень дефектности превысил 0,01%.
Сравнительный пример 10 имел соотношение расход «бокового» защитного газа/расход рабочего плазменного газа равным 0,6, в то время как сравнительный пример 11 имел это соотношение равным 3,5, оба вне диапазона настоящего изобретения, равного соотношению потоков от 1 до 3, поэтому эффект «бокового» защитного газа не был получен и уровень дефектности превысил 0,01%.
Сравнительный пример 12 имел радиус кривизны переднего сферического конца катода 10 мм или более 1/2 внутреннего диаметра анода и вне диапазона настоящего изобретения, поэтому плазма была нестабильной.
Сравнительный пример 13 имел рабочий плазменный газ, не содержащий водород или вне диапазона настоящего изобретения, поэтому не имел восстанавливающей способности и имел уровень дефектности сварного шва более 0,01%. Далее, сравнительный пример 14 имел рабочий плазменный газ, содержащий водород в объемном содержании в процентах 57% или вне диапазона настоящего изобретения, равного менее 50% по объему газа H2, поэтому плазма была нестабильной.
Сравнительный пример 15 - случай использования рабочего плазменного газа из смешанного газа аргон-водород-азот, но не удовлетворял условиям вышеуказанной формулы <1> и имел турбулентное течение струи плазмы. Он имел уровень дефектности сварного шва 0,01%, но шум струи плазмы при сварке был сильным, 90 дБ.
В то же время примеры настоящего изобретения показаны в примерах с 1 по 11 изобретения. Все они удовлетворяют требования вышеуказанной формулы <1>. В примере 1 изобретения диаметр анода равен 9 мм, но толщина листа меньше диаметра анода, поэтому он попадает в диапазон настоящего изобретения. Примеры со 2 по 6 изобретения - примеры случаев использования смешанного газа аргон-водород для рабочего плазменного газа. Расходы газа и токи и напряжения были оптимизированы. Далее, пример 7 изобретения - пример использования смешанного газа аргон-водород-азот для рабочего плазменного газа. Далее, в примере 8 изобретения борид (В2O3 со средним размером частиц 3 мкм) подают в струю плазмы с помощью газа аргона подачи пудры (расход 10 л/мин) для дополнительного увеличения восстанавливающей способности. Пример 9 изобретения - пример производства трубопровода, в котором используют стальную трубу с толщиной листа 19 мм и используют анод с диаметром анода 25 мм или больше, чем в других примерах изобретения. Примеры 10 и 11 изобретения - примеры использования смешанного газа аргон-азот или газа азота для «бокового»защитного газа 11.
Пример 2
Далее будут даны примеры сварки сопротивлением электросварной стальной трубы согласно настоящему изобретению и сравнительные примеры вне диапазона настоящего изобретения, чтобы специально объяснить эффекты настоящего изобретения. В настоящем примере был использован полосовой материал, имеющий компоненты стали, показанные в Табл. 4, толщину 6 мм и ширину 32 мм, полученный лабораторным плавлением и лабораторной прокаткой, и в качестве восстанавливающего рабочего плазменного газа был использован смешанный газ из газа H2 и газа Ar, чтобы подготовить испытуемый образец для сварки сопротивлением с помощью лабораторной сварочной машины и исследования уровня возникновения дефектности сварного шва этой сварной зоны (расход водораспыления 1 л/мин).
Здесь условия сварки сопротивлением составляли: скорость сварки - 33 м/мин, мощность сварки - 320 кВт, расстояние подачи энергии - 150 мм, значение осадки - 6 мм и средний угол при вершине - 4°. Для внутреннего диаметра анода, расходов газа Ar и газа Н2, значения {4×(∑GiMi)}/{π×D×µave,T=7000}, тока и напряжения были использованы условия примера 1 изобретения из Табл. 2 и Табл. 3. Результаты показаны в Табл.4.
Стальной лист сравнительного изобретения 21 содержит 0,15% Si и 0% Cr. Горение плазмы улучшает дефектность, но даже при нормальной сварке (без горения плазмы) уровень дефектности сварного шва был 0,01% или менее. Однако случайная окалина, образующаяся при попадании поверхностной окалины в зону сварного шва, не была включена здесь в дефекты сварки, но когда имелась поверхностная окалина, наблюдался эффект горения плазмы.
Материал стали сравнительного примера 22 содержал 2,9% Si, что находится вне подходящего диапазона Si 0,5-2,0% настоящего изобретения, поэтому эффект облучения плазмой был недостаточным и дефектность сварного шва превысила 0,01%.
Материал стали сравнительного примера 23 содержал 230% Si, что находится вне подходящего диапазона Cr 0,5-26% настоящего изобретения, поэтому эффект облучения плазмой был недостаточным и дефектность сварного шва превысила 0,01%.
С другой стороны, примеры 21 и 22 изобретения - случаи материалов стали с высоким содержанием Si, в то время как примеры с 23 по 27 изобретения - случаи материалов стали с высоким содержанием Cr. Во всех случаях компоненты находятся в диапазоне настоящего изобретения, поэтому горение плазмы уменьшало уровни дефектности сварного шва. Уровни дефектности были 0,01% и менее.
Пример 3
Далее будут даны примеры в случае изменения материала корпуса импедера при производстве стальной трубы с помощью настоящего изобретения и сравнительные примеры вне диапазона настоящего изобретения, чтобы специально объяснить эффекты настоящего изобретения. В настоящем примере было исследовано повреждение корпуса импедера при производстве сваркой сопротивлением электросварной стальной трубы с использованием стального листа толщиной 5,3 мм и шириной 273 мм (D из Табл. 1) и с использованием в качестве восстанавливающего рабочего плазменного газа смешанного газа из газа H2 и газа Ar. Для внутреннего диаметра анода, расходов газа Ar и газа H2, значения {4×(∑GiMi)}/{π×D×µave,T=7000}, тока и напряжения были использованы условия примера 1 изобретения из Табл. 2 и Табл. 3. Результаты показаны в Табл. 5. Обратите внимание, что в качестве общей оценки удовлетворительные результаты обозначены как «О», в то время как неудовлетворительные результаты обозначены как «X».
Если использовать для корпуса импедера эпоксидный полимер, то поскольку он подвергается воздействию струи плазмы выше 2000 К, эпоксидный полимер может быть поврежден расплавлением даже при водяном охлаждении. Далее, если использовать SiC, то поскольку SiC имеет электрическое сопротивление 104 Ωсм или вне диапазона настоящего изобретения и вихревой ток будет течь к корпусу импедера, джоулева теплота будет причиной повышения температуры SiC. Далее, если использовать для корпуса импедера AlN, Al2O3, ZrO2 и т.д., даже если бы электрическое сопротивления были в диапазоне настоящего изобретения, все материалы имеют сопротивления температурному удару менее 500°С, поэтому корпус импедера будет разрушен.
С другой стороны, в случае BN или Si3N4 электрическое сопротивление и характеристики температурного удара находятся в диапазоне настоящего изобретения, поэтому корпус импедера не разрушается.
Промышленная применимость
Согласно настоящему изобретению, когда стальному листу придают форму трубы и стыкуемые части сваривают сваркой сопротивлением, создают пригодные условия продувки плазмы и получают ламинарную или квазиламинарную (ядро плазмы ламинарное, в то время как несколько мм снаружи плазмы турбулентные) струю плазмы, поэтому можно стабильно уменьшать дефекты сварки из-за окислов и можно уменьшить шум струи плазмы, возникающий во время сварки, и поэтому эффект в промышленности не поддается вычислению.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1998 |
|
RU2145913C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1998 |
|
RU2138352C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2147953C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ И ИЗДЕЛИЙ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 1995 |
|
RU2110601C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2022 |
|
RU2791999C1 |
| Способ производства электросварных прямошовных труб | 2023 |
|
RU2827008C1 |
| Способ производства высокопрочных электросварных труб | 1980 |
|
SU969758A1 |
| Способ ремонта основных швов электросварных труб диаметром от 508 до 2520 мм с толщиной стенки от 6 до 50 мм из аустенитных марок стали (варианты) | 2024 |
|
RU2836727C1 |
| Способ производства электросварных холодноформированных труб | 2020 |
|
RU2746483C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ТРУБЫ ЛАЗЕРНОЙ СВАРКОЙ | 2011 |
|
RU2552826C2 |
Изобретение относится к производству сваркой сопротивлением электросварных труб для нефтепроводов и газопроводов, труб для ядерной энергетики и других отраслей машиностроения. Способ включает придание стальному листу формы трубы и сварку сопротивлением стыкуемых торцевых поверхностей. Области на стыкуемых торцевых поверхностях верхней стороны сварки относительно сварной точки вышеуказанной сварки сопротивлением, где температура достигает 650°С или более, продувают восстанавливающей высокотемпературной ламинарной плазмой или восстанавливающей высокотемпературной квазиламинарной плазмой. Плазму создают плазменной пушкой каскадного типа путем подачи напряжения между катодом и анодом в катодном газе, продувки анодного газа для подачи плазмы в качестве рабочего плазменного газа и регулировки компонентов вышеуказанного плазменного рабочего газа с обеспечением содержания в восстанавливающей высокотемпературной ламинарной плазме или восстанавливающей высокотемпературной квазиламинарной плазме газа H2 от 2% по объему до менее 50% по объему и смеси газа Аr и газа N2 и/или газа Не или обоих и постоянных примесей. Труба изготовлена из стального листа, содержащего мас.% Si 0,5-2,0 или Сr 0,5-26, и имеет уровень дефектности зоны сварного шва при сварке сопротивлением 0,01% и менее. Технология изготовления труб позволяет стабильно уменьшить дефекты сварки, обусловленные окислами, и уменьшить шум струи плазмы, возникающей во время сварки. 2 н. и 8 з.п. ф-лы, 4 ил., 5 табл.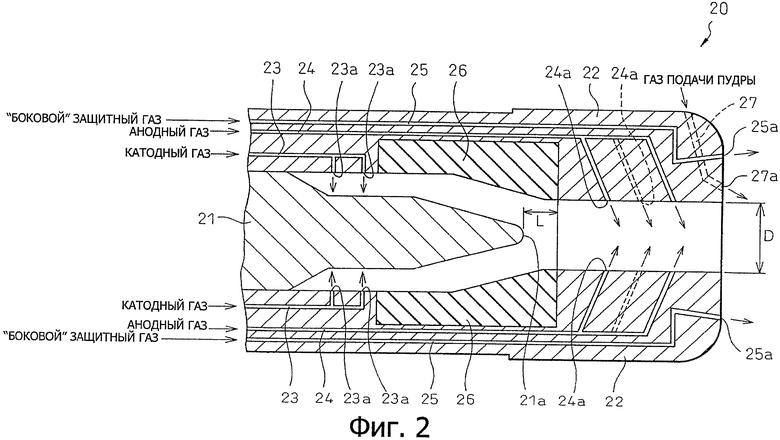
1. Способ изготовления сварной стальной трубы, включающий придание стальному листу формы трубы и сварку сопротивлением стыкуемых торцевых поверхностей, при этом области на стыкуемых торцевых поверхностях верхней стороны сварки относительно сварной точки вышеуказанной сварки сопротивлением, где температура достигает 650°С или более, продувают восстанавливающей высокотемпературной ламинарной плазмой или восстанавливающей высокотемпературной квазиламинарной плазмой, которую создают плазменной пушкой каскадного типа путем подачи напряжения между катодом и анодом в катодном газе для генерирования плазменного газа, продувки анодного газа для подачи плазмы в качестве рабочего плазменного газа и регулировки компонентов вышеуказанного плазменного рабочего газа с обеспечением содержания в восстанавливающей высокотемпературной ламинарной плазме или восстанавливающей высокотемпературной квазиламинарной плазме газа Н2 от 2% по объему до менее 50% по объему и смеси газа Аr и газа N2 и/или газа Не или обоих и постоянных примесей.
2. Способ по п.1, отличающийся тем, что используют плазменную пушку, в которой расстояние L от переднего конца катода до торца анода 8 мм или более и не более 10 внутренних диаметров D анода, и восстанавливающую высокотемпературную ламинарную плазму или восстанавливающую высокотемпературную квазиламинарную плазму создают путем подачи напряжения между катодом и анодом выше 120 В и с соблюдением условий продувки плазмы, удовлетворяющих следующему соотношению:
где Gi - расход в стандартном состоянии вышеуказанного плазменного рабочего газа, л/мин; Мi - относительный молекулярный вес вышеуказанного плазменного рабочего газа; D - внутренний диаметр анода, м; µave, T=7000 - коэффициент вязкости при 7000К, кг/м/с.
3. Способ по любому из пп.1 или 2, отличающийся тем, что используют вышеуказанную плазменную пушку, анод которой имеет внутренний диаметр D от 16 мм до 30 мм.
4. Способ по любому из пп.1 или 2, отличающийся тем, что используют плазменную пушку, анод которой имеет выпускные каналы на передней или передней наружной поверхности анода на расстоянии от центральной оси 1,5-3,5 внутреннего радиуса вышеуказанного анода и под углом от центрального осевого направления плазмы к наружной стороне анода 10-30°, по которым выпускают «боковой» защитный газ, содержащий один или несколько инертных газов, выбранных из группы, содержащей газ Аr, газ N2 и газ Не при расходе газа, равного 1-3 расходам газа вышеуказанной плазмы.
5. Способ по любому из пп.1 или 2, отличающийся тем, что используют один или оба газа СН4 и газа C2 заменяющего часть газа H2 в качестве компонентов плазменного рабочего газа при содержании в нем заменяющего часть газа H2 менее 50% по объему.
6. Способ по любому из пп.1 или 2, отличающийся тем, что в вышеупомянутую восстанавливающую высокотемпературную ламинарную плазму или восстанавливающую высокотемпературную квазиламинарную плазму подают пудру борида со средним размером частиц от 1 мкм до 10 мкм.
7. Способ по любому из пп.1 или 2, отличающийся тем, что используют плазменную пушку с катодом, у которого передний конец имеет полусферическую форму с радиусом кривизны равным 1/2 или менее внутреннего диаметра анода.
8. Способ по любому из пп.1 или 2, отличающийся тем, что для осуществления электросварки сопротивлением стальной трубы используют импедер, корпус которого выполнен из керамики, имеющей удельное электрическое сопротивление при 300°С 1011-1013 Ом·м.
9. Способ по любому из пп.1 или 2, отличающийся тем, что плазменную пушку передним концом размещают на расстоянии от 150 мм до 300 мм от поверхности стальной трубы.
10. Электросварная стальная труба, изготовленная способом по любому из пп.1-9, из стального листа, содержащего мас.% Si 0,5-2,0 или Сr 0,5-26, и имеющая уровень дефектности зоны сварного шва при сварке сопротивлением 0,01% и менее.
| JP 2006026691 A, 02.02.2006 | |||
| JP 2004243374 A, 02.09.2004 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 1994 |
|
RU2113303C1 |
| СПОСОБ СВАРКИ ТРУБ ИЗ ПЛАКИРОВАННОЙ ЛЕНТЫ | 1996 |
|
RU2108178C1 |
| Способ поверхностной плазменнодуговой резки при выборке глубоких канавок | 1975 |
|
SU595101A1 |

