ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящая заявка связана с находящейся в общей собственности заявкой, озаглавленной «Раствор электролита и способы электролитической полировки», которая подана одновременно с настоящей заявкой.
ОБЛАСТЬ ТЕХНИКИ
[0002] Растворы и способы относятся к общей области электролитической полировки деталей из цветных металлов и поверхностей, а более конкретно к обработке поверхности с помощью электролитической полировки, включая модуляцию трещин и удаление оксидов, на цветных и реакционноспособных металлах, в частности титане и титановых сплавах.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0003] При обработке реакционноспособных металлов давлением из слитка в конечный прокат и после горячей обработки готовой детали необходимо удалять материал определенного поверхностного слоя оксида металла или в случае титана и титановых сплавов того, что обычно называют альфа-оболочкой. Эти обогащенные кислородом фазы возникают, когда реакционноспособные металлы нагревают на воздухе или в кислородсодержащих атмосферах. Оксидный слой может влиять на прочность материала, сопротивление усталости и коррозионную стойкость металла. Титан и титановые сплавы входят в число реакционноспособных металлов, что означает, что они реагируют с кислородом и образуют хрупкий связный оксидный слой (TiO2 для Ti, ZrO2 для Zr и т.д.) всякий раз, когда их нагревают на воздухе или в окислительной атмосфере выше примерно 480°С (900°F), в зависимости от конкретных сплава и окислительной атмосферы. Оксидный слой создается при нагревании металла до температур, необходимых для типичной ковки в вальцах или прокатки в прокатном стане, в результате сварки или при нагревании для проковки готовой детали или горячего формования детали. Оксиды реакционноспособных металлов и альфа-оболочка являются хрупкими, и формование, как правило, сопровождается образованием серии поверхностных микротрещин, которые проникают в объем металла, потенциально вызывая преждевременные разрушения при растяжении или усталости и делая поверхность более восприимчивой к химическому воздействию. Поэтому оксидный слой или слой альфа-оболочки должен быть удален перед любой последующей горячей или холодной обработкой или до пуска готового изделия в эксплуатацию.
[0004] При обработке давлением реакционноспособных металлов, таких как титан и титановые сплавы, из слитка в готовую деталь также важно, чтобы были удалены трещины, образовавшиеся в ходе термической и механической обработки. Как описано выше, эти трещины могут проходить глубже, чем альфа-оболочка, и проникать в объем металла. Реакционноспособные металлы обычно нагревают, подвергают горячей обработке (например, ковке, прокатке, вытяжке, прессованию, экструдированию), охлаждают и подогревают для дополнительной горячей обработки от 4 до 8 раз для превращения слитка в конечный продукт - прокат. Прокат часто опять нагревают для изготовления готовой детали с использованием методов, включающих, но не ограничивающихся таковыми, горячее выдавливание, раскатку, сверхпластичное формование и штамповку в закрытых штампах. Всякий раз, когда металл охлаждают после горячей обработки, на поверхности образуются трещины, которые простираются в заготовку. При традиционной обработке эти трещины удаляют шлифованием, которое включает механическое удаление, или химическим стравливанием в сильной кислоте, обычно HF-HNO3, слоя равномерной толщины или количества материала с заготовки, пока не будет вскрыто и удалено дно самой глубокой трещины. Шлифование или химическое травление до этой глубины гарантирует, что будут удалены все трещины, но занимает значительное количество времени и труда, а также приводит к значительной и дорогостоящей потере материала. Это обусловлено тем, что иногда трещины простираются в заготовку до глубины, составляющей 5% или более толщины или диаметра заготовки или готовой детали. Однако удаление трещин необходимо, поскольку, если трещины не удалять перед последующей стадией горячей обработки давлением или использованием готовой детали в эксплуатации, трещины могут распространиться и разрушить заготовку или готовую деталь.
[0005] В химии и промышленности электролиз представляет собой способ использования постоянного электрического тока (DC) для стимулирования несамопроизвольной в иных обстоятельствах химической реакции. Электролитическая полировка является хорошо известным применением электролиза для удаления заусенцев с металлических деталей и для получения блестящей и гладкой отделки поверхности. Подлежащую электролитической полировке заготовку погружают в ванну с раствором электролита и подвергают воздействию постоянного электрического тока. Заготовку поддерживают анодом, а подключение катода производят к одному или более металлическим проводникам, окружающим заготовку в ванне. Электролитическая полировка основана на двух противоположных реакциях, которые контролируют процесс. Первая реакция представляет собой реакцию растворения, в ходе которой металл с поверхности заготовки переходит в раствор в виде ионов. Таким образом, металл ион за ионом удаляется с поверхности заготовки. Другая реакция представляет собой реакцию окисления, в ходе которой на поверхности заготовки образуется слой оксида. Нарастание оксидной пленки ограничивает развитие реакции удаления ионов. Эта пленка является наиболее толстой поверх микровпадин и наиболее тонкой поверх микровыступов, а поскольку электрическое сопротивление пропорционально толщине оксидной пленки, наибольшая скорость растворения металла возникает на микровыступах, а наименьшая скорость растворения металла имеет место на микровпадинах. Следовательно, путем электролитической полировки можно селективно удалять микроскопические возвышения, или «пики», с более высокой скоростью, чем скорость воздействия на соответствующие микровпадины, или «долины».
[0006] Еще одно применение электролиза состоит в процессах электрохимической размерной обработки (ЭРО) (от англ. electrochemical machining processes, ECM). При ЭРО между электродом и металлической заготовкой пропускают сильный ток (часто составляющий более 40000 А и подводимый при плотностях тока часто более 1,5 миллионов ампер на квадратный метр), вызывая удаление материала. Электрический ток пропускают через проводящую текучую среду (электролит) от отрицательно заряженного электрода-«инструмента» (катода) к проводящей заготовке (аноду). Катодный инструмент выполняют с формой, соответствующей желаемой операции размерной обработки, и продвигают в анодную заготовку. Находящийся под давлением электролит нагнетают при заданной температуре в обрабатываемую область. Материал заготовки удаляют, практически переводя в жидкость, со скоростью, определяемой скоростью подачи инструмента в заготовку. Величина зазора между инструментом и заготовкой варьируется в диапазоне от 80 до 800 мкм (от 0,003 до 0,030 дюйма). По мере того как электроны пересекают зазор, материал на заготовке растворяется, и инструмент придает заготовке желаемую форму. Электролитическая текучая среда уносит гидроксид металла, образовавшийся в процессе реакции между электролитом и заготовкой. Необходима промывка, поскольку процесс электрохимической размерной обработки обладает низкой «терпимостью» к комплексам металлов, накапливающимся в растворе электролита. Напротив, способы с использованием раскрытых здесь растворов электролитов остаются стабильными и эффективными даже при высоких концентрациях титана в растворе электролита.
[0007] Растворы электролита для электролитической полировки металлов обычно представляют собой смеси, содержащие концентрированные сильные кислоты (полностью диссоциированные в воде), такие как неорганические кислоты. Сильные кислоты, как описано здесь, обычно квалифицируются как кислоты, которые являются более сильными в водном растворе, чем ион гидроксония (H3O+). Примерами сильных кислот, обычно используемых в электролитической полировке, являются серная кислота, соляная кислота, перхлорная кислота и азотная кислота, тогда как примеры слабых кислот включают кислоты из группы карбоновых кислот, такие как муравьиная кислота, уксусная кислота, масляная кислота и лимонная кислота. Органические соединения, такие как спирты, амины или карбоновые кислоты, иногда используют в смесях с сильными кислотами в целях замедления реакции травления с растворением, чтобы избежать избыточного травления поверхности заготовки. Смотри, например, патент США № 6610194, описывающий использование уксусной кислоты в качестве замедлителя реакции.
[0008] Существует побудительный мотив сократить использование этих сильных кислот в ваннах для отделочной обработки металлов, главным образом из-за их опасности для здоровья и затрат на утилизацию отходов использованного раствора. Лимонная кислота ранее была принята в качестве пассивирующего агента для изделий из нержавеющей стали согласно стандартам как Министерства обороны США, так и ASTM (Американского общества по испытанию материалов). Однако хотя в предшествующих исследованиях была показана и количественно определена экономия от использования промышленной пассивационной ванны с раствором лимонной кислоты для пассивирования нержавеющей стали, они оказались неспособными выявить подходящий раствор электролита, в котором значительная концентрация лимонной кислоты смогла бы снизить концентрацию сильных кислот. Например, в публикации, озаглавленной «Лимонная кислота и предотвращение загрязнения при пассивации и электролитической полировке» («Citric Acid & Pollution Prevention in Passivation & Electropolishing») от 2002 г., описано несколько преимуществ снижения количества сильных неорганических кислот путем их замещения на некоторое количество более слабой органической кислоты и, в частности, лимонной кислоты из-за ее низкой стоимости, доступности и относительно безопасной утилизации, но, в конечном счете, оценен альтернативный электролит, содержащий смесь главным образом фосфорной и серной кислот с небольшим количеством органической кислоты (не лимонной кислоты).
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0009] Удаление альфа-оболочки и модуляция трещин обычно не достигаются в процессах электролитической полировки. Сильнокислотные компоненты, находящиеся в типичных электролитических растворах, используемых в уровне техники для электролитической полировки, приводят к миграции водорода в поверхности металла и агрессивному неконтролируемому травлению, которое может углублять трещины. В своей разработке новых химических основ ванн для электролитической полировки с использованием растворов слабых кислот и гидродифторида аммония (ГФА), в отсутствие сильнокислотных компонентов, было обнаружено, что как удаление альфа-оболочки, так и модуляция трещин могут быть эффективно достигнуты посредством электролитической полировки. Таким образом, здесь раскрыты способы удаления оксидов и модуляции трещин с помощью процессов электролитической полировки при использовании новых химических составов ванны, пригодных для этих способов.
[0010] В одном варианте воплощения раскрыт водный раствор электролита, включающий от примерно 0,1% по массе до примерно 59% по массе карбоновой кислоты и от примерно 0,1% по массе до примерно 25% по массе фторидной соли и практически не содержащий сильной кислоты.
[0011] В еще одном варианте воплощения раскрыт водный раствор электролита, включающий от примерно 1,665 г/л лимонной кислоты до примерно 982 г/л лимонной кислоты и от примерно 2 г/л гидродифторида аммония до примерно 360 г/л гидродифторида аммония фторидной соли и практически не содержащий сильной кислоты.
[0012] В одном варианте воплощения раскрыт способ обработки поверхности заготовки из цветного металла, включающий в себя подвергание поверхности воздействию ванны с водным раствором электролита с концентрацией лимонной кислоты, меньшей или равной примерно 300 г/л, и концентрацией гидродифторида аммония, большей или равной примерно 10 г/л, и имеющим не более чем примерно 3,35 г/л сильной кислоты, регулирование температуры ванны, большей или равной примерно 54°С, подключение заготовки к аноду источника питания постоянного тока и погружение катода источника питания постоянного тока в ванну, и пропускание тока через ванну.
[0013] В одном варианте воплощения раскрыт способ модуляции трещин в поверхности заготовки из цветного металла, включающий в себя подвергание поверхности воздействию ванны с водным раствором электролита с концентрацией лимонной кислоты, меньшей или равной примерно 300 г/л, и концентрацией гидродифторида аммония, большей или равной примерно 60 г/л, и имеющим не более чем примерно 3,35 г/л сильной кислоты, регулирование температуры ванны, большей или равной примерно 54°С, подключение заготовки к аноду источника питания постоянного тока и погружение катода источника питания постоянного тока в ванну, и пропускание через ванну тока плотностью менее чем примерно 53,8 А/м2.
[0014] В одном варианте воплощения раскрыт способ удаления оксида металла с поверхности заготовки из цветного металла, включающий в себя подвергание поверхности воздействию ванны с водным раствором электролита с концентрацией лимонной кислоты, меньшей или равной примерно 60 г/л, и концентрацией гидродифторида аммония, большей или равной примерно 60 г/л, и имеющим не более чем примерно 3,35 г/л сильной кислоты, регулирование температуры ванны, большей или равной примерно 54°С, подключение заготовки к аноду источника питания постоянного тока и погружение катода источника питания постоянного тока в ванну, и пропускание через ванну тока плотностью менее чем примерно 53,8 А/м2.
[0015] В одном варианте воплощения раскрыт способ удаления альфа-оболочки с поверхности заготовки из титана или титанового сплава, включающий в себя подвергание поверхности воздействию ванны с водным раствором электролита с концентрацией лимонной кислоты, меньшей или равной примерно 60 г/л, и концентрацией гидродифторида аммония, большей или равной примерно 60 г/л, и имеющим не более чем примерно 3,35 г/л сильной кислоты, регулирование температуры ванны, большей или равной примерно 54°С, подключение заготовки к аноду источника питания постоянного тока и погружение катода источника питания постоянного тока в ванну, и пропускание через ванну тока плотностью менее чем примерно 53,8 А/м2.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0016] Фиг. 1A-1B представляют собой графики данных, показывающих скорость удаления материала и изменение качества отделки поверхности как функцию концентрации лимонной кислоты в водном растворе электролита, имеющем умеренно низкую концентрацию 20 г/л гидродифторида аммония, при высокой плотности тока 1076 А/м2 в диапазоне температур.
[0017] Фиг. 2A-2B представляют собой графики данных, показывающих скорость удаления материала как функцию концентрации гидродифторида аммония в водном растворе электролита, содержащем 120 г/л лимонной кислоты, при характерных низких и высоких температурах соответственно, в диапазоне плотностей тока.
[0018] Фиг. 2C-2D представляют собой графики данных, показывающих изменение качества отделки поверхности как функцию гидродифторида аммония при условиях, соответствующих фиг. 2A-2B соответственно.
[0019] Фиг. 2E-2F представляют собой графики данных, показывающих скорость удаления материала и изменение качества отделки поверхности соответственно как функцию плотности тока в водном растворе электролита практически без лимонной кислоты при температуре 85°C.
[0020] Фиг. 3A-3D представляют собой графики данных, показывающих скорость удаления материала как функцию концентрации лимонной кислоты в водном растворе электролита для нескольких концентраций гидродифторида аммония при плотности тока 53,8 А/м2 и температурах 21°C, 54°C, 71°C и 85°C соответственно.
[0021] Фиг. 4A-4D представляют собой графики данных, показывающих скорость удаления материала как функцию концентрации лимонной кислоты в водном растворе электролита для нескольких концентраций гидродифторида аммония при температуре 54°C и плотностях тока 10,8 А/м2, 215 А/м2, 538 А/м2 и 1076 А/м2 соответственно.
[0022] Фиг. 4E-4G представляют собой графики данных, показывающих скорость удаления материала как функцию плотности тока при температуре 85°C в водном растворе, содержащем 120 г/л, 600 г/л и 780 г/л лимонной кислоты соответственно, для нескольких концентраций гидродифторида аммония.
[0023] Фиг. 4H-4J представляют собой графики данных, показывающих изменение качества отделки поверхности как функцию плотности тока при условиях, соответствующих фиг. 4E-4G соответственно.
[0024] Фиг. 5A-5B представляют собой графики данных, показывающих количество удаленного материала и изменение качества отделки поверхности соответственно при различных сочетаниях концентраций лимонной кислоты и гидродифторида аммония при низкой температуре (21°C) и высокой плотности тока (538 А/м2).
[0025] Фиг. 6A-6B представляют собой графики данных, показывающих количество удаленного материала и изменение качества отделки поверхности соответственно при различных сочетаниях концентраций лимонной кислоты и гидродифторида аммония при низкой температуре (21°C) и высокой плотности тока (1076 А/м2).
[0026] Фиг. 7A-7B представляют собой графики данных, показывающих количество удаленного материала и изменение качества отделки поверхности соответственно при различных сочетаниях концентраций лимонной кислоты и гидродифторида аммония при высокой температуре (85°C) и высокой плотности тока (1076 А/м2).
[0027] Фиг. 8A-8B представляют собой графики данных, показывающих количество удаленного материала и изменение качества отделки поверхности соответственно при различных сочетаниях концентраций лимонной кислоты и гидродифторида аммония при характерных высокой температуре (85°C) и низкой плотности тока (10,8 А/м2).
[0028] Фиг. 9A-9B представляют собой графики данных, показывающих количество удаленного материала и изменение качества отделки поверхности соответственно при различных сочетаниях концентраций лимонной кислоты и гидродифторида аммония при характерных высокой температуре (85°C) и высокой плотности тока (538 А/м2).
[0029] Фиг. 10A-10B представляют собой графики данных, показывающих количество удаленного материала и изменение качества отделки поверхности соответственно при различных сочетаниях концентраций лимонной кислоты и гидродифторида аммония при характерных умеренно высокой температуре (71°C) и умеренной плотности тока (215 А/м2).
[0030] Фиг. 11 является схематическим представлением последовательности, которая имеет место в известном из уровня техники процессе удаления трещины, простирающейся в заготовку от поверхности материала.
[0031] Фиг. 12 является схематическим представлением последовательности, которая имеет место в процессе с использованием раскрытого здесь электролита для модуляции трещины, простирающейся в заготовку от поверхности материала.
ПОДРОБНОЕ ОПИСАНИЕ
[0032] Здесь раскрыты водные растворы электролита, которые являются особенно полезными для обработки поверхности реакционноспособных металлов, включая, но не ограничиваясь таковыми, титан и титановые сплавы. Относительно небольшие количества фторидной соли и карбоновой кислоты растворяют в воде, практически в отсутствие сильной кислоты, такой как неорганическая кислота, так что раствор практически не содержит сильной кислоты. Этот раствор электролита является заметным отступлением от более ранних попыток обработки в электролитных ваннах поверхности реакционноспособных металлов, включая, но не ограничиваясь таковыми, титан и титановые сплавы, для которых обычно используют сильные кислоты и требуется, чтобы количество воды в растворе электролита поддерживалось на абсолютном минимуме.
[0033] Фторидная соль обеспечивает источник фторид-ионов для раствора и может представлять собой, но не ограничивается таковым, гидродифторид аммония, NH4HF2 (иногда сокращаемый здесь как «ГФА»). Не привязываясь к теории, представляется, что карбоновая кислота смягчает воздействие фторид-ионов на обрабатываемую поверхность реакционноспособного металла и может представлять собой, но не ограничивается таковой, лимонную кислоту. К раствору преднамеренно не добавляют никакого количества сильной кислоты или неорганической кислоты, хотя может присутствовать следовое количество сильной кислоты. Используемые здесь термины «практически в отсутствие» и «практически не содержит» применяются для обозначения концентраций сильной кислоты, меньших или равных примерно 3,35 г/л, предпочтительно меньших или равных примерно 1 г/л, а более предпочтительно меньших чем примерно 0,35 г/л.
[0034] Пробные образцы технически чистого (ТЧ) титана погружали в ванну с водным раствором, содержащим 60 г/л лимонной кислоты и 10 г/л ГФА при 54°C, и подавали ток при плотности 583 А/м2. Образец, отрезанный от полосы титана с полученной после прокатки поверхностью (с шероховатостью поверхности 0,52 мкм), подвергнутый воздействию этого раствора в течение 15 мин, стал равномерно гладким (с шероховатостью поверхности 0,45 мкм) и косметически отражающим. Затем были пошагово добавлены небольшие количества HNO3 (азотной кислоты) с 42° Be, и приготовленный пробный образец был обработан несколько раз до обнаружения изменений поверхности. Образцы не испытывали воздействия обработки после каждого добавления азотной кислоты до достижения концентрации азотной кислоты 3,35 г/л, при которой контрольная панель показывала неоднородный косметический внешний вид, включая питтинговую коррозию и отслаивание, с нерегулярным воздействием по периметру образца, с шероховатостью поверхности в диапазоне от 0,65 до 2,9 мкм и выше. Азотная кислота считается пограничной сильной кислотой, с константой диссоциации не намного большей, чем константа диссоциации иона гидроксония. Поэтому ожидается, что для других более сильных кислот, обладающих той же или большими константами диссоциации, чем у азотной кислоты, подобный раствор электролита был бы аналогично эффективным при контролируемом удалении материала и микрополировке при концентрациях сильной кислоты менее чем приблизительно 3,35 г/л. Однако ожидается, что другие раскрытые здесь растворы электролитов, обладающие различными концентрациями лимонной кислоты и ГФА и различными соотношениями концентраций лимонной кислоты и ГФА, могут обладать более низкой «терпимостью» к присутствию сильной кислоты, в зависимости от конкретной сильной кислоты, а также рабочих параметров, таких как температура и плотность тока. Поэтому для обеспечения возможности эффективного использования водных растворов электролитов для удаления материала и тонкой отделки поверхности в широком диапазоне концентраций лимонной кислоты и ГФА и при широком диапазоне температур и плотностей тока должно присутствовать не более примерно 1 г/л сильной кислоты, а предпочтительно не более примерно 0,35 г/л сильной кислоты.
[0035] Были проведены обширные испытания электролитической полировки на образцах титана и титановых сплавов с использованием ряда химических концентраций, плотностей тока и температур. В частности, испытание было проведено на «чистом» прокате (представляющем типичное состояние «поставки» металла производителями проката, отвечающее стандартам Американского общества по испытанию материалов (ASTM) или Спецификации аэрокосмических материалов (AMS)), чтобы измерить способность различных растворов и способов удалять объем металла, улучшать или утоньшать отделку поверхности на листовых металлических изделиях с низкими скоростями удаления материала и/или микрополировать поверхности металла для очень тонкой отделки поверхностей с очень низкими скоростями удаления материала. В дополнение в то время как большинство испытаний было сосредоточено на титане и титановых сплавах, испытание также показало, что одни и те же растворы и способы в более общем случае применимы для обработки многих цветных металлов. Например, хорошие результаты были получены, помимо титана и титановых сплавов, на металлах, включая, но не ограничиваясь таковыми, золото, серебро, хром, цирконий, алюминий, ванадий, ниобий, медь, молибден, цинк и никель. Дополнительно также были успешно обработаны такие сплавы, как титан-молибден, титан-алюминий-ванадий, титан-алюминий-ниобий, титан-никель (Nitinol®), титан-хром (Ti 17®), Waspaloy и Inconel® (сплав на основе никеля).
[0036] Раствор электролита, содержащий лимонную кислоту и гидродифторид аммония, доказал свою эффективность при травлении цветных металлов и сплавов металлов при неожиданно разбавленной концентрации обоих компонентов. В этом контексте травление следует понимать как охватывающее практически равномерное удаление поверхности. В дополнение усовершенствования в качестве отделки поверхности были продемонстрированы по широкому диапазону концентраций как лимонной кислоты, так и гидродифторида аммония. Хотя можно использовать любую концентрацию лимонной кислоты вплоть до точки насыщения водой (59% по массе или примерно 982 г/л водного раствора при стандартных температуре и давлении), похоже, что имеет место корреляция между концентрацией лимонной кислоты и концентрацией гидродифторида аммония, при которой лимонная кислота достаточно ослабляет эффекты травления фторид-ионами, образующимися при диссоциации гидродифторида аммония, что скорость удаления материала резко сокращается, тогда как микрополировка поверхности материала усиливается. Как для травления, так и для микрополирования некоторые смеси, имеющие столь низкие значения концентраций лимонной кислоты, как 3,6% масс., или примерно 60 г/л раствора, продемонстрировали скорости травления и результаты микрополировки поверхности титана, сопоставимые со смесями, имеющими значительно более высокие концентрации лимонной кислоты, в том числе вплоть до примерно 36% масс., или примерно 600 г/л раствора. Таким образом, в этих растворах скорость травления явно более непосредственно зависит от концентрации ГФА, чем от концентрации лимонной кислоты. Эффективное травление и микрополирование были продемонстрированы даже при крайне низких концентрациях лимонной кислоты, менее примерно 1% масс., или примерно 15 г/л раствора. Однако присутствие даже минимального количества фторид-ионов оказывается достаточным для того, чтобы происходило некоторое удаление металла.
[0037] Скорость травления существенно падает при концентрациях лимонной кислоты свыше примерно 600 г/л. Однако при этой высокой концентрации лимонной кислоты по меньшей мере в случаях плотности тока от умеренной до высокой результаты отделки поверхности улучшаются, тогда как скорость травления падает. Таким образом, при подаче постоянного тока более разбавленные смеси лимонной кислоты обеспечивают большие скорости удаления материала с поверхности, тогда как более концентрированные смеси лимонной кислоты, вплоть до такой высокой концентрации смеси, как примерно 42% по массе, или примерно 780 г/л раствора, обеспечивают более гладкую и более зеркальную поверхность с однородной тонкозернистой структурой и отсутствием эффекта короны по сравнению с деталями, обработанными менее концентрированными смесями лимонной кислоты.
[0038] Высококонтролируемое удаление металла может быть достигнуто с использованием описанных здесь растворов ванн и способов. В частности, уровень контроля настолько тонок, что объемный металл можно удалять со столь малыми толщинами, как 0,0001 дюйма, и с такими большими и точными, как 0,5000 дюйма. Столь тонкий контроль может быть достигнут путем регулирования сочетания концентраций лимонной кислоты и ГФА, температуры и плотности тока, а также путем варьирования длительности и цикличности подачи постоянного тока. Удаление может быть выполнено в основном равномерно на всех поверхностях заготовки или может быть избирательно применено только на определенных выбранных поверхностях проката или изготовленного конструктивного элемента. Контроль удаления достигается путем тонкой настройки нескольких параметров, включая, но не ограничиваясь таковыми, температуру, плотность мощности, цикл подведения мощности, концентрацию ГФА и концентрацию лимонной кислоты.
[0039] Скорости удаления непосредственно варьируются с температурой, а значит, при поддержании всех других параметров постоянными удаление становится медленнее при более низких температурах и быстрее при более высоких температурах. Тем не менее путем поддержания концентраций лимонной кислоты и ГФА в пределах определенных предпочтительных диапазонов можно также достигнуть высоких уровней микрополировки при высоких температурах, что противоположно тому, что можно было бы ожидать.
[0040] Скорость удаления зависит от режима подачи питания постоянного тока. В отличие от того, что можно было бы ожидать, скорость удаления выглядит обратно зависимой от непрерывно подаваемого питания постоянного тока, и при непрерывной подаче повышение плотности мощности постоянного тока снижает скорость удаления. Однако при циклическом переключении питания постоянного тока скорости удаления можно повысить. Следовательно, когда желательными являются значительные скорости удаления материала, в течение всей операции обработки питание постоянного тока циклически переключают между «ВКЛЮЧЕНО» и «ВЫКЛЮЧЕНО». Напротив, когда желательным является тонкий контроль скоростей удаления, питание постоянного тока подают непрерывно.
[0041] Не привязываясь к теории, представляется, что удаление замедляется пропорционально толщине слоя оксида, который образуется на поверхности металла, и более высокое поданное питание постоянного тока приводит к большему окислению на поверхности металла, что может действовать как барьер для воздействия фторид-ионов на металл. Соответственно циклическое переключение питания постоянного тока между состояниями «включено» и «выключено» при заданной скорости может преодолеть этот оксидный барьер или создает механизм, который заставляет толстый оксид периодически отслаиваться с поверхности. Как здесь описано, при варьировании рабочих параметров температуры ванны, прикладываемого напряжения, концентрации лимонной кислоты и концентрации гидродифторида аммония, электролит обеспечивает возможность подобрать искомые результаты, а именно высококонтролируемое удаление объемного металла и микрополировку, к конкретному применению. В дополнение варьирование режимов работы в пределах заданного технологического набора рабочих параметров может видоизменять и повышать возможность тонконастраиваемого управления удалением металла и качеством отделки поверхности.
[0042] Например, фиг. 8A и 9A демонстрируют, что при 85°C, 300 г/л лимонной кислоты и 10 г/л гидродифторида аммония скорости удаления материала повышаются с повышением плотности тока от 10,8 А/м2 до 538 А/м2. В то же время фиг. 8B и 9B демонстрируют, что в тех же условиях при повышении плотности тока от 10,8 А/м2 до 538 А/м2 качество отделки поверхности ухудшается. Путем циклического переключения источника питания постоянного тока между этими двумя плотностями тока можно добиться конечного результата, который является лучшим, чем при работе исключительно с любой одной из этих плотностей тока в течение всего процесса. В частности, продолжительность процесса удаления конкретного количества материала может быть сокращена по сравнению с работой исключительно при 10,8 А/м2. Дополнительно вследствие эффекта сглаживания при более низкой плотности тока качество отделки всей поверхности конечного продукта превосходит получаемое обработкой исключительно при 538 А/м2. Поэтому циклическое переключение между двумя или более заданными режимами питания (что проявляется в плотности тока) обеспечивает благоприятные результаты с точки зрения как улучшения качества поверхности, так и прецизионного удаления объемного металла, с помощью процесса, требующего меньшего общего времени, чем отдельные процессы для улучшения качества поверхности или удаления объемного металла по отдельности.
[0043] В дополнение к варьированию коэффициента заполнения электрический ток можно подавать через раствор электролита и через заготовку с различными формами волны, которые доступны из источников питания постоянного тока, включая, но не ограничиваясь таковыми, однополупериодное, двухполупериодное, квадратно-волновое и другие промежуточные выпрямления, для получения дополнительных полезных результатов и/или повышения рабочих скоростей, без ущерба для конечного качества отделки поверхности. Могут быть выгодными такие быстрые частоты переключения постоянного тока, как 50 кГц - 1 МГц, или такие медленные циклы, как 15-90 мин, в зависимости от площади обрабатываемой поверхности, массы заготовки и конкретного состояния поверхности заготовки. Дополнительно самому по себе циклу переключения постоянного тока может оптимально потребоваться свой собственный цикл. Например, заготовке большой массы с очень шероховатой исходной отделкой поверхности может лучше всего подходить сначала медленный цикл переключения с последующим циклом переключения повышенной частоты по мере удаления материала и улучшения качества отделки поверхности.
[0044] Испытание электролитических ванн описанного здесь типа также выявило, что электролитическая полировка в определенных вариантах воплощения имеет место без повышения концентрации водорода на поверхности металла и в некоторых случаях понижает концентрацию водорода. За отсутствие миграции водорода в матрицу металла может быть ответственным кислородный барьер на поверхности материала. Данные указывают на то, что этот кислородный барьер также может удалять водород с поверхности металла. Более высокие концентрации фторид-ионов приводят к более быстрым скоростям удаления, но оказывают неизвестное влияние на адсорбцию водорода в металлической матрице. Более высокие концентрации лимонной кислоты склонны снижать скорость удаления и требуют более высоких плотностей мощности в ходе электролитической полировки, но также придают поверхности эффект «сглаживания» или «глянца».
[0045] Некоторые преимущества по сравнению с растворами уровня техники являются результатом использования водного раствора электролита ГФА и лимонной кислоты для отделки и/или протравливания поверхности металлических изделий. Раскрытые растворы электролитов позволяют точно контролировать достигаемую степень отделки поверхности. Отделка поверхности обычных плоских изделий от производителей сплавов (листов и плит) предусматривает многостадийное шлифование до конечной степени отделки поверхности с использованием все более и более тонких абразивных материалов, как правило, с последующим «промывочным протравливанием» в кислотной ванне, содержащей фтороводородную кислоту (HF) и азотную кислоту (HNO3), для удаления остаточных абразивных материалов, пришлифованного измазанного металла и поверхностных аномалий. Кислотное протравливание в HF-HNO3 является экзотермическим и поэтому трудно поддается контролю и часто приводит к выходу металла за пределы заданного калибра, что приводит к повышению процента брака или изменению назначения металла на более низкокачественное. При использовании раскрытых растворов электролитов можно избежать типичных вторичной и третичной шлифовок, которые могут понадобиться в случае промывочного протравливания. Может быть достигнута точно заданная степень отделки поверхности, которую нельзя достигнуть при текущем состоянии технологии шлифовки и протравливания. Кроме того, раскрытые растворы электролитов не привносят механических напряжений в обрабатываемую деталь. Для сравнения любая технология механической шлифовки придает поверхности значительные механические напряжения, что вызывает коробление материала и приводит к тому, что некоторая процентная доля материала становится неспособной отвечать типичным или оговоренным заказчиком требованиям по плоскостности.
[0046] Типичная технология с использованием кислотного травления в HF-HNO3 будет внедрять в целевой материал водород, который часто необходимо удалять путем дорогостоящей вакуумной дегазации для предотвращения охрупчивания материала. Проведенные испытания с использованием ванн с водным электролитом, содержащим лимонную кислоту и ГФА, на типичных для прокатного производства полноразмерных листах Ti-6Al-4V и на пробных образцах титана ТЧ, титана 6Al-4V и сплава 718 на основе никеля показали результаты со сниженным импрегнированием (насыщением) водородом по сравнению с образцами, подвергнутыми воздействию обычных травильных растворов сильной кислоты. В частности, при обработке Ti-6Al-4V и титана ТЧ для достижения того же конечного результата со свободной от альфа-оболочки, чистой поверхностью, который обычно достигается за счет травления в сильной кислоте, с использованием составов водного раствора электролита, содержащих гидродифторид аммония и лимонную кислоту, был выявлен диапазон режимов по температуре и плотностям тока, при которых наблюдалось полное отсутствие проникновения водорода в материал заготовки, а во многих из этих рабочих режимов водород фактически вытеснялся из материала. Для всех металлов и сплавов, хотя испытания по уточнению предпочтительных рабочих диапазонов все еще продолжаются, результаты до сих пор неизменно указывают на то, что даже при условиях, которые могут быть неоптимальными, в материал попадает меньше водорода, чем могло бы попасть при тех же рабочих условиях с использованием травильной ванны с сильной кислотой. Как правило, более низкие концентрации гидродифторида аммония приводят к большему удалению водорода из материала, подвергнутого воздействию раствора электролита, или к меньшему проникновению водорода в материал, подвергнутый воздействию раствора электролита.
[0047] Высококонтролируемое удаление металла, отделка поверхности и микрополировка
[0048] Микрополировка или микросглаживание конструктивных элементов и, в частности, микросглаживание уже относительно гладких поверхностей могут быть достигнуты с использованием описанных здесь растворов и способов с большей точностью по сравнению с ручной или станочной полировкой. Микрополировка протекает без образования вредных остаточных механических напряжений в целевой заготовке или материале, а также без измазывания металла в заготовке, и то, и другое представляют собой проблемы, присущие современным механическим способам. Дополнительно благодаря устранению человеческого фактора полученные уровни полировки становятся точными и воспроизводимыми. При использовании представленного раствора электролита также достигается экономия затрат по сравнению с существующими способами.
[0049] При испытаниях были получены хорошие результаты для микрополировки при высоких концентрациях лимонной кислоты, концентрациях ГФА от низких до умеренных, высокой температуре и высокой плотности постоянного тока, который может подаваться непрерывно или циклически. Однако плотность мощности постоянного тока следует регулировать, исходя из обрабатываемого сплава. Алюминийсодержащие сплавы титана (как правило, сплавы с альфа-бета-металлографической структурой, включая общеизвестный сплав Ti-6Al-4V) склонны терять глянец при приложенных напряжениях постоянного тока свыше 40 В. Однако для этих металлов ограничение напряжения примерно 40 В и подача более высокого тока (т.е. для достижения более высокой плотности мощности) позволяет опять реализовать глянец материала. Не привязываясь к теории, это может быть результатом действия альфа-стабилизирующего элемента, которым в случае большинства альфа-бета сплавов (включая Ti-6Al-4V) является алюминий, анодирующийся до Al2O3, а не подвергающийся полировке. В дополнение титан-молибден (полностью бета-фазная металлографическая структура) и технически чистый (ТЧ) титан (полностью альфа-фаза) тем не менее с повышением плотностей мощности постоянного тока становятся более блестящими, без явного ограничения аналогичным верхним пределом напряжения. В частности, для других металлов было обнаружено, что можно использовать и более высокие напряжения вплоть до по меньшей мере 150 В, например, для сплава 718 на основе никеля, с получением благоприятных результатов электролитической полировки, микрополировки и поверхностной обработки при использовании раскрытых здесь растворов электролитов.
[0050] Раскрытые здесь растворы и способы можно использовать для снятия заусенцев с обработанных резанием деталей путем предпочтительной обработки заусенцев на обработанных резанием металлических конструктивных элементах, особенно когда детали изготовлены из трудно поддающихся обработке резанием металлов, таких как сплавы на основе титана и никеля. При текущем состоянии технологии удаление заусенцев с обработанных резанием конструктивных элементов обычно выполняют как ручную операцию, и, таким образом, оно связано со многими проблемами, обусловленными человеческими ошибками и человеческим непостоянством. Испытание с раскрытыми растворами показало, что удаление заусенцев является наиболее эффективным при низкой концентрации лимонной кислоты из-за резистивной природы лимонной кислоты в электрохимической ячейке и наилучшим при высоком содержании фторид-ионов из ГФА. Подобные растворы также могут быть использованы для удаления примесей с поверхности или для очистки заготовки после обработки резанием, как это можно было бы в ином случае проделать с использованием травления сильной кислотой в травильной ванне с HF-HNO3.
[0051] Цветные и особенно реакционноспособные металлы демонстрируют эффективную скорость химического травления в широком диапазоне разбавленных смесей лимонной кислоты, как было описано выше. Это позволяет адаптировать по заказу технологию отделки поверхности к конкретной заготовке из цветного металла, что может включать выбранное время пребывания в ванне до подачи электрического тока для удаления и реагирования некоторой части поверхностного металла до начала электролитической полировки для селективного уменьшения площадей пиков.
[0052] Электролит на основе лимонной кислоты обладает гораздо меньшей вязкостью, чем традиционные электрополировальные смеси, отчасти вследствие гораздо более низкой константы диссоциации лимонной кислоты по сравнению с сильными кислотами, обычно используемыми в электролитах электрополирования. Более низкая вязкость способствует переносу материала и снижает электрическое сопротивление, вследствие чего можно использовать более низкие напряжения, чем при обычной электролитической полировке. Полученное в итоге качество отделки поверхности электролитической полировкой в значительной мере зависит от вязкости и удельного электрического сопротивления используемого электролита. Было обнаружено, что наиболее тонкая отделка поверхности (тщательно микрополированная) может быть достигнута с использованием высокорезистивного раствора электролита в сочетании с высоким напряжением электролитической полировки (и, следовательно, с плотностью тока от умеренной до высокой). В дополнение при использовании несколько более электропроводного (менее высокорезистивного) раствора электролита тонкая микрополировка все еще может быть достигнута при высоких напряжениях и высоких плотностях тока.
[0053] Из этого следует, что соответствующие преимущества будут применимы к электрохимической размерной обработке. В частности, ожидается, что ванны электролита с описанными здесь составами можно эффективно использовать вместо обычных растворов для электрохимической размерной обработки и/или травления, с существенной выгодой для окружающей среды и экономией затрат. Поскольку раскрытые здесь растворы электролитов практически не содержат сильной кислоты, минимизируются проблемы утилизации опасных отходов и обращения с ними. Более того, необходимые плотности тока будут гораздо меньше, чем требуемые для обычной электрохимической размерной обработки.
[0054] Как правило, повышение концентрации гидродифторида аммония склонно снижать электрическое сопротивление раствора электролита (т.е. гидродифторид аммония повышает электропроводность раствора электролита), тогда как присутствие лимонной кислоты или повышение концентрации лимонной кислоты относительно концентрации гидродифторида аммония склонно ослаблять влияния гидродифторида аммония на электрическое сопротивление. Другими словами, чтобы поддерживать электрическое сопротивление раствора электролита на высоком уровне для содействия микрополировке, желательно поддерживать низкими концентрации гидродифторида аммония или использовать более высокую концентрацию гидродифторида аммония в сочетании с более высокой концентрацией лимонной кислоты. Таким образом, варьируя концентрацию гидродифторида аммония и относительные концентрации гидродифторида аммония и лимонной кислоты, можно успешно регулировать электрическое сопротивление раствора электролита для достижения желательных уровней микрополировки поверхности заготовки.
[0055] В раскрытых здесь способах нет необходимости в том, чтобы близость заготовки (анода) к катоду была точной в отличие от обычной электролитической полировки или электрохимической размерной обработки. Успешная обработка имела место с катодом на расстоянии в диапазоне от примерно 0,1 см до примерно 15 см от заготовки. Практические ограничения по максимальному расстоянию между катодом и анодной заготовкой являются главным образом промышленно обусловленными, включая размер ванны, размер заготовки и электрическое сопротивление раствора электролита. Поскольку общие плотности тока ниже, а часто намного ниже, чем требуемые при электрохимической размерной обработке, можно использовать бóльшие расстояния от заготовки до катода и тогда просто повышать соответственно мощность источника питания. Более того, поскольку раскрытые здесь растворы электролитов с пониженной вязкостью обеспечивают высококонтролируемое удаление объемного металла, отделку поверхности и микрополировку, ожидается, что те же растворы будут также эффективны и при электрохимической размерной обработке.
[0056] Электролитическую полировку металлической заготовки выполняют, подвергая заготовку и по меньшей мере один катодный электрод воздействию ванны с раствором электролита и подключая заготовку к анодному электроду. Раствор электролита содержит количество карбоновой кислоты в диапазоне от примерно 0,1% по массе до примерно 59% по массе. Раствор электролита также может содержать от примерно 0,1% по массе до примерно 25% по массе фторидной соли, выбранной из фторидов щелочных металлов, фторидов щелочноземельных металлов, травящих силикаты соединений и/или их сочетаний. Ток подают от источника питания между соединенным с заготовкой по меньшей мере одним анодным электродом и погруженным в ванну катодным электродом для удаления металла с поверхности заготовки. Ток подают при напряжении в диапазоне от примерно 0,6 мВ постоянного тока (mVDC) до примерно 100 В постоянного тока (VDC). Предпочтительной карбоновой кислотой является лимонная кислота, хотя могут быть использованы другие карбоновые кислоты, включая, но не ограничиваясь таковыми, муравьиную кислоту, уксусную кислоту, пропионовую кислоту, масляную кислоту, валериановую кислоту, капроновую кислоту, энантовую кислоту, каприловую кислоту, пеларгоновую кислоту, каприновую кислоту, лауриновую кислоту, пальмитиновую кислоту и стеариновую кислоту. Предпочтительной фторидной солью является ГФА.
[0057] В еще одном аспекте способа электролитической полировки ток подают при напряжении от примерно 0,6 VDC до примерно 150 VDC. Ток можно подавать при плотности тока, меньшей или равной примерно 255000 ампер на квадратный метр ((А/м2) (приблизительно 24000 ампер на квадратный фут), где знаменатель отображает полную эффективную площадь поверхности заготовки. Для некоторых цветных металлов, таких как сплавы на основе никеля, можно использовать плотности тока вплоть до примерно 5000 А/м2 (приблизительно 450 А/фут2) включительно, а для титана и титановых сплавов предпочтительными являются плотности тока от примерно 1 до примерно 1100 А/м2 (приблизительно 0,1-100 А/фут2). Процессы электролитической полировки с использованием раствора электролита могут действовать между температурами замерзания и кипения раствора, например при температуре от примерно 2°C до примерно 98°C, а предпочтительно в диапазоне от примерно 21°C до примерно 85°C.
[0058] На практике материал можно удалять с металлической подложки со скоростью от примерно 0,0001 дюйма (0,00254 мм) до примерно 0,01 дюйма (0,254 мм) в минуту. Нижеследующие примеры показывают эффективность электролита при варьировании концентраций и режимов работы.
[0059] Пример 1: травление технически чистого титана
[0060] В электролите, состоящем по существу из приблизительно по массе 56% воды, 43% лимонной кислоты (716 г/л) и 1% гидродифторида аммония (15,1 г/л), работая при 185°F (85°C), образец плиты технически чистого титана обработали для улучшения качества отделки поверхности материала (т.е. чтобы сделать более гладкой стандартную для прокатного стана отделку поверхности). Обработка материала началась с шероховатости поверхности приблизительно 160 микродюймов, а после обработки шероховатость поверхности была снижена на 90 микродюймов до конечного показания в 50 микродюймов, или, иными словами, улучшение составляло примерно 69%. Процесс проводили в течение 30 мин, что приводило к снижению толщины материала на 0,0178 дюйма.
[0061] Формуемость в холодном состоянии, ключевая характеристика титановой плиты в качестве продукта для многих вариантов конечного применения весьма зависит от качества отделки поверхности продукта. При использовании раскрытых здесь вариантов воплощения электрохимического процесса может быть достигнуто улучшение качества отделки поверхности материала при более низкой стоимости, чем в обычных способах шлифовки и травления. Степени отделки, полученные с использованием вариантов воплощения раскрытых растворов и способов, продемонстрировали улучшение характеристик холодной формовки продукта-плиты до более высокого уровня, чем в обычных способах.
[0062] Пример 2: травление пробного образца 6Al-4V
[0063] В следующих примерах обработали пробные образцы листовых заготовок титанового сплава 6Al-4V с размерами 52 мм × 76 мм. Электролит состоял из воды (H2O), лимонной кислоты (ЛК) и гидродифторида аммония (ГФА) при переменных концентрациях и температурах. Полученные наблюдения и показания приведены в таблице 1.
[0064] Пример 3: электролитическая полировка пробного образца 6Al-4V
[0065] В следующих примерах обработали пробные образцы листовых заготовок титанового сплава 6Al-4V с размерами 52 мм × 76 мм. Электролит состоял из воды (H2O), лимонной кислоты (ЛК) и гидродифторида аммония (ГФА) при переменных концентрациях и температурах. Полученные наблюдения и данные приведены в таблице 2.
[0066] Дополнительное обширное испытание было проведено с использованием водных растворов электролитов, содержавших лимонную кислоту в диапазоне концентраций от примерно 0 г/л до примерно 780 г/л (от примерно 0% до примерно 47% по массе) и гидродифторид аммония в диапазоне концентраций от примерно 0 г/л до примерно 120 г/л (от примерно 0% до примерно 8% по массе) и практически не содержавших сильной кислоты (т.е. менее чем примерно 1 г/л или менее чем 0,1% по массе), при температурах ванны в диапазоне от примерно 21°C до примерно 85°C, и с приложенными плотностями тока в диапазоне от примерно 0 А/м2 до примерно 1076 А/м2 площади поверхности заготовки. (Следует отметить, что 780 г/л лимонной кислоты в воде является концентрацией насыщения при 21°C). Такие высокие плотности тока, как по меньшей мере 225000 А/м2, можно использовать при приложенных напряжениях 150 В или более. Испытанные металлы включали технически чистый титан, а также некоторое точечное испытание на титановом сплаве 6Al-4V и сплаве 718 на основе никеля. Исходя из этих результатов, ожидается, что аналогичные результаты электролитической полировки, микрополировки и поверхностной обработки могут быть получены для различных классов цветных металлов и сплавов. Результаты обобщены в нижеследующих таблицах и описании и с привлечением чертежей. Если не оговорено иное, испытания были проведены при температурах примерно 21°C, примерно 54°C, примерно 71°C и примерно 85°C и при плотностях тока примерно 0 А/м2, примерно 10,8 А/м2, примерно 52,8 А/м2, примерно 215 А/м2, примерно 538 А/м2 и примерно 1076 А/м2. Ни к одному из испытанных растворов не добавлено никакое количество сильной кислоты, хотя следовые количества скорее всего не будут существенно влиять на результаты.
[0067] Фиг. 1A-1B показывают скорость удаления материала и изменение качества отделки поверхности соответственно при четырех различных температурах с использованием водного раствора электролита, имеющего умеренно низкую концентрацию гидродифторида аммония 20 г/л и концентрации лимонной кислоты от примерно 0 г/л до примерно 780 г/л и при плотности тока 1076 А/м2. Фиг. 1A показывает, что скорость удаления материала изменяется пропорционально с температурой, особенно при более низких концентрациях лимонной кислоты. С повышением температуры ванны происходит повышение скорости удаления. При более низких температурах в 21°C, 54°C и 71°C концентрация лимонной кислоты 180 г/л является достаточной для начала сдерживания эффективности удаления материала гидродифторидом аммония, тогда как при более высокой температуре 85°C относительно быстрое удаление материала продолжается вплоть до концентрации примерно 300 г/л лимонной кислоты. При более высоких концентрациях лимонной кислоты в 300 г/л и более скорости удаления при всех температурах снижаются. Наоборот, фиг. 1B показывает, что при более низких концентрациях лимонной кислоты, в частности при концентрации от 120 г/л до 180 г/л или ниже качество отделки поверхности вообще ухудшается при самой низкой температуре. Другими словами, фторид-ион, который ответственен за значительное удаление материала при низких концентрациях лимонной кислоты, также вызывает повреждение поверхности, но присутствие лимонной кислоты в существенных концентрациях представляется действующим как выгодный барьер от воздействия фторид-ионов. Однако с повышением концентрации лимонной кислоты до 180 г/л и выше качество отделки поверхности фактически повышается, в частности при уровнях лимонной кислоты 600 г/л и более, причем скорость удаления материала существенно понижается. Более того, даже при уровнях лимонной кислоты между примерно 120 г/л и примерно 600 г/л, где удаление материала еще происходит, одновременно можно достигнуть улучшений качества отделки поверхности.
[0068] Испытание обнаружило, что для достижения желательных улучшений удаления материала и качества отделки поверхности необходим источник фторид-ионов, такой как гидродифторид аммония. В растворах электролитов, состоящих по существу из одной лишь лимонной кислоты в воде, практически в отсутствие гидродифторида аммония, удаление материала практически не происходит вне зависимости от температуры ванны или плотности тока, а изменения качества отделки поверхности также минимальны. Считается, что при обработке титана или другого реакционноспособного металла в водном электролите, содержащем только лимонную кислоту, поверхность материала в основном анодируется с образованием слоя оксида, который очень тонок (т.е. от примерно 200 нм до примерно 600 нм толщиной) и образуется быстро. После образования анодного слоя оксида, поскольку подводимое питание постоянного тока больше не может воздействовать на поверхность материала, оно гидролизует воду. Возникающий в результате этого кислород, который образуется быстро, находит другой одноатомный кислород и выделяется на аноде в виде газообразного O2.
[0069] Фиг. 2A-2B и 2C-2D показывают скорость удаления материала и изменения качества отделки поверхности соответственно при использовании водного раствора электролита, имеющего концентрацию лимонной кислоты 120 г/л и концентрации гидродифторида аммония от примерно 0 г/л до примерно 120 г/л. Фиг. 2A и 2C показывают данные при характерной низкой температуре 21°C, а фиг. 2B и 2C показывают данные при характерной высокой температуре 71°C. Фиг. 2A-2B показывают, что удаление материала сильно скоррелировано с концентрацией гидродифторида аммония и температурой, но минимально подвержено влиянию плотности тока. Более высокие скорости удаления материала обычно достигаются путем повышения либо концентрации гидродифторида аммония, либо температуры, либо того и другого. Фиг. 2C-2D показывают, что удаление материала сопровождается некоторым ухудшением качества поверхности. Однако неожиданно было обнаружено, что с повышением температуры и скорости удаления материала степень ухудшения отделки поверхности снижается. При низкой температуре 21°C, как на фиг. 2C, повышение плотности тока смягчает эффекты ухудшения качества поверхности, и при максимальной плотности тока некоторое улучшение качества отделки поверхности становится очевидным. При более высокой температуре 71°C, как на фиг. 2D, при изменениях плотности тока качество отделки поверхности существенно не изменяется.
[0070] Фиг. 2E-2F показывают, что скорость удаления материала и изменение качества отделки поверхности соответственно при использовании водного раствора электролита, состоящего по существу из гидродифторида аммония в воде, без намеренного добавления лимонной кислоты, зависит от плотности тока при работе при высокой температуре 85°C. Высокие скорости удаления материала могут быть достигнуты с помощью электролита только с ГФА, но это удаление материала происходит за счет качества отделки поверхности, которое часто становится значительно хуже под действием раствора электролита. Тем не менее при определенных рабочих условиях (не показанных на чертежах) было достигнуто минимальное ухудшение или самое умеренное улучшение качества отделки поверхности. Например, улучшения в качестве отделки поверхности посредством растворов электролита только с ГФА были достигнуты с раствором 10 г/л ГФА при 21°C и 215-538 А/м2 и при 54-71°C и 1076 А/м2, с раствором 20 г/л ГФА - при 21°C и 215-1076 А/м2, а с раствором 60 г/л ГФА - при 21°C и 538-1076 А/м2.
[0071] Не привязываясь к теории, возможное объяснение способности повышенной плотности тока улучшать качество отделки поверхности при минимальном влиянии на скорость удаления материала состоит в том, что одна из функций электрического тока состоит в росте естественного слоя оксида на поверхности материала. Этот избыточный кислород в сочетании с лимонной кислотой представляется действующим как выгодный барьер для воздействия на поверхность материала. Соответственно представляется, что по мере повышения плотности тока на аноде образуется кислород с более высокой концентрацией, который, в свою очередь, может действовать как барьер для массопереноса. В качестве альтернативы, если упрощенно рассматривать морфологию поверхности материала как последовательность «пиков» и «долин», можно предположить, что лимонная кислота и кислород оседают в долинах, оставляя для воздействия фторид-ионов только пики морфологии поверхности. По мере того как лимонно-кислотные и кислородные барьеры укрепляются (т.е. возрастают концентрации лимонной кислоты и возрастают плотности тока), только наивысшие пики поверхности становятся доступными для химического воздействия. Согласно этой теории можно ожидать, что низкие плотности тока и низкие концентрации лимонной кислоты будут обеспечивать минимально дееспособный процесс сглаживания поверхности, тогда как высокие плотности тока и высокие концентрации лимонной кислоты, как можно ожидать, будут обеспечивать наиболее дееспособный процесс сглаживания поверхности. Независимо от того, являются ли эти теории точными, есть все основания утверждать, что результаты согласуются с вышеприведенным анализом.
[0072] Понимание того, что кислород (получаемый под действием электрического тока) и лимонная кислота представляются действующими как микробарьеры для процесса удаления, помогает прояснить, что концентрация ГФА и температура являются переменными, вероятно, наиболее доступными для использования с целью управления результатами удаления материала и микрополировки. Поэтому в описанных здесь процессах плотность тока представляется действующей главным образом на образование кислорода, а по большей части не является существенным фактором, усиливающим общее удаление материала. Скорее удаление материала представляется происходящим почти исключительно под действием фторид-ионов, активность которых до некоторой степени управляется термодинамическим влиянием температуры. Короче говоря, неожиданно оказалось, что плотность тока как переменная управления имеет относительно низкое значение, что присутствие фторид-ионов превалирует над влиянием плотности тока.
[0073] На фиг. 3A-3D показано, что при характерной плотности тока 53,8 А/м2 скорость удаления материала может изменяться прямо пропорционально температуре, вследствие чего для одной и той же смеси лимонной кислоты, гидродифторида аммония и воды большее удаление материала происходит при более высоких температурах. Подобные тенденции наблюдались при всех плотностях тока от 0 А/м2 до 1076 А/м2.
[0074] На фиг. 4A-4D показано, что при характерной температуре 54°C скорость удаления материала относительно постоянна с плотностью тока, так что для одной и той же смеси лимонной кислоты и гидродифторида аммония при любой заданной температуре ванны скорость удаления материала относительно невосприимчива к изменениям плотности тока. Подобные тенденции наблюдались при всех температурах от 21°C до 85°C, и представляется, что эти тенденции сохраняются при температуре ниже 21°C (но выше температуры замерзания раствора) и выше 81°C (но ниже температуры кипения раствора). Как происходит почти при всех условиях по температуре и току, вне зависимости от концентрации ГФА, когда концентрация лимонной кислоты возрастает выше определенного уровня, обычно между 600 г/л и 780 г/л, скорость удаления материала значительно снижается. Поэтому для поддержания способности достигать некоторого уровня удаления материала, когда желательно придание заготовке определенной формы, концентрацию лимонной кислоты следует обычно поддерживать на уровне менее 600 г/л.
[0075] Фиг. 4E-4G показывают при характерной высокой температуре 85°C и трех различных концентрациях лимонной кислоты влияние плотности тока на скорости удаления материала, а фиг. 4H-4J показывают влияние плотности тока на качество отделки поверхности при одинаковых наборах условий. Фиг. 4E показывает, как и фиг. 4F и 4G, но в меньшей степени, что способности к удалению материала у раствора электролита являются максимальными при максимальных концентрациях гидродифторида аммония и вполне значительными при высокой температуре. Следует отметить, что, хотя фиг. 4E показывает данные только при 120 г/л лимонной кислоты, по существу такие же скорости удаления материала наблюдаются при концентрациях лимонной кислоты 60 г/л, 120 г/л и 300 г/л. Но, как показано на фиг. 4F, при 600 г/л лимонной кислоты концентрация лимонной кислоты представляется обеспечивающей некоторую степень защиты поверхности от крупномасштабного воздействия, и скорости удаления материала падают по сравнению с более низкими концентрациями лимонной кислоты. При 780 г/л, как показано на фиг. 4G, скорости удаления снижаются даже больше. Независимо от концентрации гидродифторида аммония и лимонной кислоты удаление материала представляется малозависящим от плотности тока.
[0076] Фиг. 4H показывает, что при высокой температуре и самой умеренной концентрации лимонной кислоты умеренная степень ухудшения качества отделки поверхности наблюдается почти при всех концентрациях гидродифторида аммония и плотностях тока. Однако при рассмотрении совместно фиг. 4E и 4H видно, что выделяется один режим обработки. При концентрации лимонной кислоты 120 г/л, низком уровне гидродифторида аммония 10 г/л и высокой плотности тока 1076 А/м2 удаление материала подавляется, и в результате достигается значительное улучшение качества отделки поверхности. Это может давать дополнительное подтверждение теории, обсуждавшейся выше и состоящей в том, что повышенная плотность тока может создавать избыток кислорода на поверхности материала, достаточный для заполнения «долин» в морфологии поверхности, так что «пики» предпочтительно подвергаются воздействию фторид-ионов, образуемых диссоциацией гидродифторида аммония. Этот эффект в сочетании с возможным эффектом микробарьера лимонной кислотой можно даже в более сильной степени наблюдать на фиг. 4I (при 600 г/л лимонной кислоты) и на фиг. 4J (при 780 г/л лимонной кислоты), которые показывают пониженное ухудшение качества отделки поверхности, а в некоторых случаях и улучшение качества отделки поверхности, - при более высоких концентрациях лимонной кислоты и более высоких плотностях тока по отдельности, и даже более того, - при сочетании более высоких концентраций лимонной кислоты и более высоких плотностей тока. Например, значительное улучшение качества отделки поверхности имеет место при 10 г/л и 20 г/л гидродифторида аммония при переходе от 600 г/л к 780 г/л лимонной кислоты.
[0077] Однако представляется, что этот эффект имеет предел, поскольку можно видеть, что качество отделки поверхности резко ухудшается при наиболее высокой концентрации гидродифторида аммония 120 г/л и более высоких плотностях тока при переходе от 120 г/л к 600 г/л и далее к 780 г/л лимонной кислоты. Подобный результат был получен при 60 г/л гидродифторида аммония, по меньшей мере при возрастании концентрации лимонной кислоты от 600 г/л до 780 г/л.
[0078] Как показано в таблицах 3A-3C и 4A-4C, режимы работы для отделки поверхности листовых изделий, при которых требуется минимальное удаление материала и желательно улучшение качества отделки поверхности от самого умеренного до высокого, и для микрополировки, при которой в сущности никакого удаления материала не требуется, а желательно сильное улучшение качества отделки поверхности, могут быть достигнуты для широкого диапазона смесей электролитов, температур и плотностей тока. Таблицы 3A-3C и 4A-4C не включают электролиты, состоящие по существу из воды и лимонной кислоты и практически не содержащие гидродифторида аммония, хотя с помощью такого раствора можно получить по существу нулевое удаление материала, а также улучшение качества поверхности от самого умеренного до высокого в широком диапазоне температур и плотностей тока, поскольку эти условия обсуждались отдельно со ссылкой на фиг. 1A-1C. Подобным образом таблицы 3A-3C и 4A-4C не включают электролиты, состоящие по существу из воды и гидродифторида аммония и практически не содержащие лимонной кислоты, поскольку эти условия обсуждались отдельно со ссылкой на фиг. 2A-2D. Таблицы 3A-3C разделены уровнями тонкости отделки поверхности и затем организованы в порядке возрастания концентрации ГФА. Таблицы 4A-4C разделены уровнями концентрации лимонной кислоты и затем организованы в порядке возрастания концентрации ГФА.
[0079] Из данных, представленных в таблицах 3A-3C, следуют некоторые тенденции. Во-первых, по всему диапазону концентраций лимонной кислоты (от 60 г/л до 780 г/л), концентраций гидродифторида аммония (от 10 г/л до 120 г/л), температур (от 21°C до 85°C) и плотностей тока (от 10,8 А/м2 до 1076 А/м2) были получены низкие или почти нулевые результаты по удалению материала и повышению качества отделки поверхности. Поэтому водные растворы лимонной кислоты и ГФА при практическом отсутствии сильной кислоты могут обеспечить тонкую отделку поверхности с минимальными потерями материала при таких низких концентрациях, как 60 г/л лимонной кислоты и 10 г/л ГФА, и таких высоких концентрациях, как 780 г/л лимонной кислоты и 120 г/л ГФА, и при некоторых сочетаниях между ними.
Наивысшая тонкость отделки поверхности
[0080] В целом, как показано в таблице 3A, максимальные уровни улучшения качества отделки поверхности (т.е. более чем 30%-ное снижение шероховатости поверхности) были получены при более высоких плотностях тока 538-1076 А/м2, при умеренных и более высоких концентрациях лимонной кислоты 120-780 г/л и, как правило, при более низких концентрациях ГФА 10-20 г/л. При более низких концентрациях ГФА, в диапазоне 10-20 г/л, более высокие температуры 71-85°C проявляют тенденцию давать лучшее качество отделки поверхности при более высоких концентрациях лимонной кислоты 600-780 г/л, тогда как более умеренная температура 54°C обеспечивала тонкую отделку поверхности при умеренных концентрациях лимонной кислоты 120-300 г/л. Тем не менее значительные улучшения качества отделки поверхности также были получены в условиях низкой концентрации ГФА, умеренной концентрации лимонной кислоты и высокой температуры (10 г/л ГФА, 120 г/л лимонной кислоты, 85°C) и в условиях низкой концентрации ГФА, умеренной концентрации лимонной кислоты и более низкой температуры (20 г/л ГФА, 180 г/л лимонной кислоты, 54°C). При повышенной концентрации ГФА, в диапазоне 60-120 г/л, более низкие температуры 21-54°C проявляют тенденцию давать лучшее качество отделки поверхности при более высоких концентрациях лимонной кислоты 600-780 г/л и более высоких плотностях тока. В дополнение существенная тонкость отделки поверхности была достигнута при более низких плотностях тока 10,8-53,8 А/м2 при высоких концентрациях лимонной кислоты 780 г/л и высоких температурах 71-85°C как при низкой концентрации ГФА 10 г/л, так и при высокой концентрации ГФА 120 г/л, как показано на фиг. 4H.
Высокая тонкость отделки поверхности
[0081] В целом, как показано в таблице 3B, высокие, но не самые высокие уровни улучшения качества обработки поверхности (т.е. между примерно 15%-ным и примерно 30%-ным снижением шероховатости поверхности) были получены при более низких концентрациях ГФА 10-20 г/л и умеренных - более высоких температурах 54-85°C, и в основном, но не исключительно, при более высоких плотностях тока 538-1076 А/м2. Как правило, эти результаты были достигнуты при высоких концентрациях лимонной кислоты 600-780 г/л. Например, в то время как концентрации ГФА 10-20 г/л обычно приводили к отличным результатам при более высоких плотностях тока и высоких концентрациях лимонной кислоты, отличные результаты были также получены с использованием низких концентраций лимонной кислоты 60-300 г/л при низкой плотности тока 10,8 А/м2 и высокой температуре 85°C, а также при низкой плотности тока 53,8 А/м2 и самой умеренной температуре 54°C. Высокие уровни улучшения качества отделки поверхности были достигнуты также при высоких уровнях ГФА 120 г/л как при высокой температуре и низкой плотности тока (71-85°C и 10,8-53,8 А/м2), так и при низкой температуре и высокой плотности тока (21°C и 1076 А/м2), во всех случаях - при высоких концентрациях лимонной кислоты 780 г/л. В этом отношении представляется, что существует некая дополняющая активность между температурой и плотностью тока в том, что сходные результаты отделки поверхности могут быть достигнуты для раствора с высокой концентрацией лимонной кислоты при использовании более высокой плотности тока с более низкой температурой или при использовании более низкой плотности тока с более высокой температурой. Также фиг. 4H-4J показывают, что условия высокой температуры в сочетании с высокой плотностью тока склонны давать максимальные улучшения качества отделки поверхности.
Умеренная тонкость отделки поверхности
[0082] В целом, как показано в таблице 3C, самые умеренные уровни улучшения качества отделки поверхности (т.е. менее чем примерно 15%-ное снижение шероховатости поверхности) были получены при более низких концентрациях ГФА 10-20 г/л и более высоких температурах 71-85°C и в основном по всему диапазону плотностей тока 10,8-1076 А/м2. Как правило, эти результаты были достигнуты при высоких концентрациях лимонной кислоты 600-780 г/л. Одно заметное исключение из этой тенденции состоит в том, что улучшения качества отделки поверхности от самых умеренных до высоких также были получены при всех концентрациях ГФА 10-120 г/л и низких до умеренных концентрациях лимонной кислоты 60-300 г/л при низкой температуре 21°C и высокой плотности тока 1076 А/м2.
Наинизшие концентрации лимонной кислоты
[0083] Как показано в таблице 4A, при низких концентрациях лимонной кислоты 60-180 г/л равномерное улучшение качества отделки поверхности представляется требующим высокой плотности тока. В целом, максимальные улучшения качества отделки поверхности были получены при низких концентрациях ГФА 10-20 г/л и при умеренных - высоких температурах 54-85°C. Низкое и умеренное улучшение качества отделки поверхности было достигнуто при концентрациях ГФА 10-60 г/л и низкой температуре 21°C.
Умеренные концентрации лимонной кислоты
[0084] Как показано в таблице 4B, при умеренных концентрациях лимонной кислоты 300-600 г/л значительное улучшение качества отделки поверхности обычно требует более высоких плотностей тока 538-1076 А/м2 и происходит главным образом при низких концентрациях ГФА 10-20 г/л. При самой низкой концентрации ГФА 10 г/л более высокие температуры 54-85°C приводят к достижению наилучших результатов, тогда как при концентрации ГФА 20 г/л хорошие результаты также достигаются в диапазоне температур 21-85°C. При высоких концентрациях ГФА 60-120 г/л улучшение качества отделки поверхности наиболее типично происходит при более низкой температуре 21°C.
Наивысшие концентрации лимонной кислоты
[0085] Из сопоставления таблицы 4C с таблицами 4A и 4B можно видеть, что многие рабочие условия для достижения улучшения качества отделки поверхности с фактически отсутствующими или минимальными потерями материала возникают при высоких концентрациях лимонной кислоты 780 г/л. Как показано в таблице 4C, при высоких концентрациях лимонной кислоты 780 г/л значительное улучшение качества отделки поверхности может быть получено почти при всех плотностях тока 10,8-1076 А/м2 и от низких до высоких температур 21-85°C и как при низких концентрациях ГФА 10-20 г/л, так и высоких концентрациях ГФА 120 г/л.
[0086] Фиг. 5A и 5B показывают скорости удаления материала и изменения качества отделки поверхности при характерной низкой температуре 21°C и характерной высокой плотности тока 538 А/м2. Как можно видеть на фиг. 5B, ухудшение качества отделки поверхности является самым умеренным при всех концентрациях лимонной кислоты ниже 600 г/л, для концентраций ГФА ниже 60 г/л, и что качество отделки поверхности фактически повышается для всех концентраций ГФА от 10 до 120 г/л при высоких концентрациях лимонной кислоты выше 600 г/л и особенно при 780 г/л. В дополнение фиг. 5A показывает, что скорость удаления материала при этих рабочих условиях относительно низка. Поэтому работа в этом диапазоне состава, температуры и плотности тока была бы желательна для достижения самого умеренного контролируемого удаления материала с минимальным ухудшением поверхности или, может быть, с самым умеренным улучшением качества отделки поверхности, но не была бы особо эффективна для крупномасштабного удаления материала.
[0087] Подобным образом фиг. 6A и 6B показывают скорости удаления материала и изменения качества отделки поверхности при характерной низкой температуре 21°C и высокой плотности тока 1076 А/м2. На фиг. 6B можно видеть, что улучшение качества отделки поверхности от небольшого до самого умеренного достигается при всех концентрациях лимонной кислоты ниже 600 г/л для концентраций ГФА более 10 г/л и менее 120 г/л, и что качество отделки поверхности улучшается наиболее значительно при концентрациях лимонной кислоты 600 г/л и выше. В дополнение фиг. 6A показывает, что скорость удаления материала при этих рабочих условиях относительно низка за исключением составов около 300 г/л лимонной кислоты и 120 г/л ГФА, где скорость удаления материала более высока, не вызывая никакого существенного ухудшения поверхности. Поэтому работа в этих диапазонах состава, температуры и плотности тока была бы желательна для достижения самого умеренного контролируемого удаления материала с минимальным ухудшением поверхности или, может быть, с самым умеренным улучшением качества отделки поверхности, но была бы не особо эффективна для крупномасштабного удаления материала.
[0088] Фиг. 7A и 7B показывают, что при определенных условиях контролируемое удаление материала и улучшение качества отделки поверхности могут быть достигнуты одновременно. В частности, при концентрации ГФА примерно 10 г/л фиг. 7A показывает устойчивые самые умеренные скорости удаления материала при всех концентрациях лимонной кислоты, когда заготовка подвергается воздействию раствора электролита при высокой температуре 85°C и при высокой плотности тока 1076 А/м2. При тех же условиях фиг. 7B показывает фактическое улучшение качества отделки поверхности при всех концентрациях лимонной кислоты, больших или равных 60 г/л. Даже при более высоких концентрациях ГФА от 20 г/л до 120 г/л получаемое удаление материала может прямо зависеть от концентрации ГФА без фактического ухудшения качества отделки поверхности. Однако при максимальных концентрациях лимонной кислоты 600 г/л или более скорости удаления материала значительно уменьшаются.
[0089] Были выявлены некоторые диапазоны режимов работы, при которых может быть достигнуто контролируемое удаление материала, при том, что ухудшение качества отделки поверхности будет лишь самым умеренным, обычно с повышением шероховатости менее чем примерно на 50%. Фиг. 8A-8B, 9A-9B и 10A-10B иллюстрируют примерные режимы работы в этой категории.
[0090] Фиг. 8A показывает, что при условиях высокой температуры (85°C) и низкой плотности тока (10,8 А/м2) может быть достигнута почти постоянная скорость удаления материала при всех концентрациях ГФА для концентраций лимонной кислоты в диапазоне от примерно 60 г/л до примерно 300 г/л с бóльшими скоростями удаления материала, находящимися в прямой зависимости от концентрации ГФА. Фиг. 8B показывает, что для этих диапазонов концентраций лимонной кислоты и ГФА ухудшение качества отделки поверхности является устойчиво самым умеренным, практически безотносительно конкретных концентраций лимонной кислоты и ГФА. Концентрации лимонной кислоты 600 г/л и выше сильно снижают или даже ликвидируют способность раствора электролита к удалению материала, а также, за исключением случая концентрации ГФА 60 г/л, умеренному ухудшению качества отделки поверхности, и даже могут проявлять тенденцию к небольшому повышению качества отделки поверхности. Фиг. 9A и 9B показывают очень похожие результаты при условиях высокой температуры (85°C) и высокой плотности тока (538 А/м2), а фиг. 10A и 10B показывают, что к подобным результатам можно приблизиться даже при несколько более низкой температуре 71°C и при самой умеренной плотности тока 215 А/м2.
[0091] Исходя из раскрытых здесь результатов испытаний, становится ясно, что, регулируя температуру и плотность тока, одну и ту же ванну с водным раствором электролита можно использовать в многостадийном процессе, который включает сначала удаление самого умеренного и контролируемого количества материала при относительно низкой плотности тока, а затем восстановление поврежденной поверхности путем повышения плотности тока до высокого уровня при поддержании или небольшом снижении температуры. Например, используя раствор, содержащий 300 г/л лимонной кислоты и 120 г/л ГФА, можно получить самые умеренные скорости удаления материала при температуре 85°C и плотности тока 53,8 А/м2 (фиг. 3D), при ухудшении качества отделки поверхности менее чем на 30%, а затем улучшение качества поверхности можно получить при той же температуре и плотности тока 1076 А/м2 (фиг. 7A и 7B), при удалении меньшего количества материала.
[0092] Многочисленные различные сочетания условий многостадийной обработки можно подобрать путем варьирования концентрации лимонной кислоты в дополнение к температуре и плотности тока из-за эффекта сильного смягчения удаления материала, который получается, когда концентрация лимонной кислоты возрастает до 600 г/л или выше. Например, из фиг. 8A и 8B видно, что использованием раствора электролита со 120 г/л ГФА при температуре 85°C и плотности тока 10,8 А/м2 может быть достигнуто агрессивное удаление материала с самым умеренным ухудшением качества поверхности при концентрации лимонной кислоты 300 г/л на первом этапе обработки, а затем просто путем повышения концентрации лимонной кислоты до 780 г/л на втором этапе обработки удаление материала может быть фактически прекращено, тогда как качество отделки поверхности значительно улучшается. Подобные результаты могут быть получены с использованием условий высокой температуры, более высокой плотности тока по фиг. 9A и 9B или условий умеренно высокой температуры, умеренной плотности тока по фиг. 10A и 10B.
[0093] Было обнаружено, что очень низкие концентрации гидродифторида аммония являются эффективными как при удалении материала, так и при микрополировке. Как показано на фиг. 1A, скорости удаления материала являются наибольшими при повышенных температурах, поэтому ожидается, что более низкие концентрации гидродифторида аммония могут быть более эффективными при более высоких температурах, таких как 85°C или более. В одном примерном растворе электролита, имеющем концентрации как лимонной кислоты, так и гидродифторида аммония 2 г/л, наблюдали удаление материала и изменения качества отделки поверхности. При плотности тока 285 А/м2 были зарегистрированы скорости удаления материала 0,008 мм/ч с соответствующим изменением (ухудшением) качества отделки поверхности на -156%. При 0 А/м2 были зарегистрированы скорости удаления материала 0,0035 мм/ч с соответствующим изменением качества отделки поверхности на -187%.
[0094] Подобным образом при обработке в водном растворе 2 г/л ГФА и без лимонной кислоты с подаваемым током 271 А/м2 были зарегистрированы скорости удаления материала 0,004 мм/ч с соответствующим изменением (ухудшением) качества отделки поверхности на -162%. При 0 А/м2 были зарегистрированы скорости удаления материала 0,0028 мм/ч с соответствующим изменением качества отделки поверхности на -168%.
[0095] Хотя было бы предпочтительным использовать как можно меньшее количество ГФА, необходимое для того, чтобы быть эффективным, можно использовать концентрации значительно выше 120 г/л, включая концентрации гидродифторида аммония на таких высоких уровнях, как от 240 г/л до 360 г/л, и даже концентрации, превышающие концентрацию насыщения в воде. Эффективность растворов электролитов при высоких концентрациях ГФА была испытана путем пошагового добавления ГФА к раствору 179,9 г/л лимонной кислоты с температурой, зафиксированной на 67°C, и плотностями тока в диапазоне от 10,8 А/м2 до 255000 А/м2. Поскольку этот раствор обладает относительно низким электрическим сопротивлением, ожидалось, что более высокие концентрации ГФА смогут обеспечить более высокую проводимость раствора, особенно при более высоких уровнях плотности тока. Температура также была повышена выше комнатной температуры для снижения сопротивления электролита. Образцы как титана ТЧ, так и сплава 718 на основе никеля подвергали воздействию электролита и по мере добавления ГФА продолжили удаление объемного материала и микрополировку. ГФА добавляли вплоть до его точки насыщения в электролите и за нее. Точка насыщения ГФА (которая меняется с температурой и давлением) при этих параметрах составляла между примерно 240 г/л и примерно 360 г/л. Данные, приведенные в таблице 5, указывают на то, что раствор электролита был эффективен как для удаления объемного металла, так и для микрополировки при концентрациях ГФА вплоть до концентраций насыщения в воде и превышающих их.
[0096] Было проведено испытание для определения эффективности растворов электролитов для микрополировки и удаления объемного металла при относительно высокой плотности тока, включая приближающиеся к 255000 А/м2. Из литературы понятно, что электролиты с низкими значениями сопротивления могут выдерживать высокие плотности тока. Определенные сочетания концентрации лимонной кислоты и концентрации ГФА демонстрируют особенно низкое сопротивление. Например, раствор электролита, содержащий примерно 180 г/л лимонной кислоты, в температурном диапазоне примерно 71-85°C был исследован при высоких плотностях тока. Образцы технически чистого (ТЧ) титана и сплава 718 на основе никеля подвергали воздействию этого раствора электролита с постепенным повышением плотности тока в диапазоне от 10,8 А/м2 до 255000 А/м2. Данные, приведенные в таблице 5, указывают на то, что удаление объемного материала и микрополировка были достигнуты при всех исследованных плотностях тока в этом диапазоне, включая 255000 А/м2. По сравнению с обработкой титана и титановых сплавов для обработки сплавов на основе никеля могут быть применимы более высокие плотности тока, в частности примерно 5000 А/м2.
[0097] В то время как титан ТЧ эффективно обрабатывают с использованием относительно низких напряжений, меньших или равных примерно 40 В, также можно использовать и более высокие напряжения. В одном примерном испытании титан ТЧ обработали в ванне водного раствора электролита, содержащего примерно 180 г/л лимонной кислоты и примерно 120 г/л ГФА, при 85,6°C, прикладывая потенциал 64,7 VDC и плотность тока 53160 А/м2. В этих условиях была достигнута скорость удаления объемного металла 5 мм/ч наряду с 37,8%-ным улучшением шероховатости поверхности по данным профилометра, в результате чего поверхность получила однородный, визуально блестящий отражающий внешний вид. Электролит того же химического состава оставался эффективным на образцах титана ТЧ для удаления объемного металла после повышения напряжения до 150 VDC и понижения плотности тока до 5067 А/м2, но при этих условиях скорость удаления металла замедлялась до 0,3 мм/ч, и качество отделки поверхности слегка ухудшилось до образования матового внешнего вида.
[0098] Для некоторых металлов и сплавов более высокие напряжения могут быть одинаково или даже более эффективными в достижении улучшения объемного удаления материала, качества отделки поверхности или того и другого. В частности, определенные металлы, включая, но не ограничиваясь таковыми, сплавы на основе никеля (такие как Waspaloy и никелевый сплав 718), золото 18 каратов, чистый хром и сплавы Nitinol, представляются выигрывающими от обработки при более высоком напряжении с точки зрения более быстрого удаления объемного металла и/или лучшего качества отделки поверхности. В одном примерном эксперименте при сравнительно высоком напряжении для никелевого сплава 718 образцы, обработанные в водном растворе электролита, содержащем примерно 180 г/л лимонной кислоты и примерно 120 г/л ГФА, при 86,7°C, с использованием потенциала 150 VDC и плотности тока 4934 А/м2, привели к скорости объемного удаления металла лишь 0,09 мм/ч, но, исходя из измерений поверхности пофилометром, равномерному улучшению качества отделки поверхности на 33,8%.
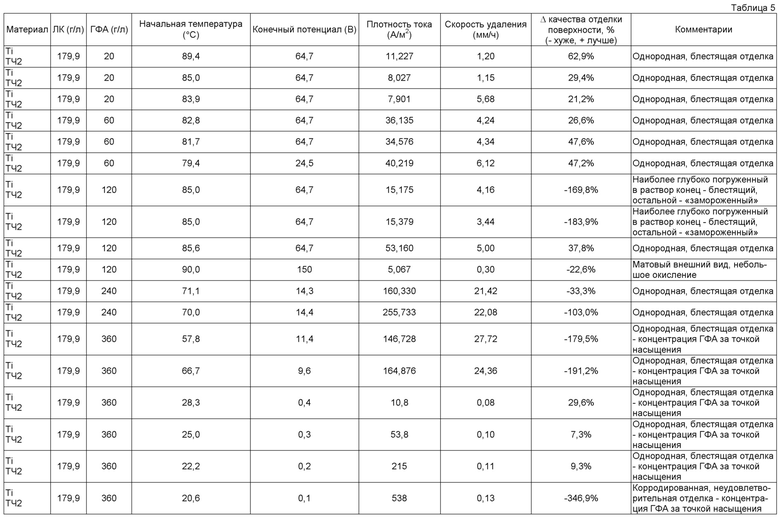
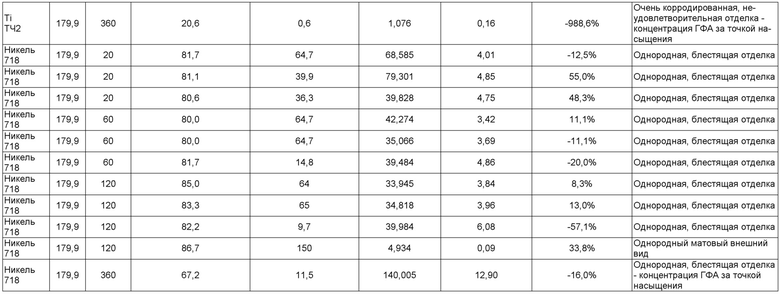
[0099] Для оценки эффекта накопленного растворенного металла в растворе электролита партию прямоугольных прутков Ti-6Al-4V с размерами 6,6 см на 13,2 см на приблизительно 3,3 м в количестве 21 штуки последовательно обработали в ванне объемом приблизительно 1135 л. Обработка была предназначена продемонстрировать высококонтролируемое удаление металла на типичных видах проката. С 21 прямоугольного прутка материал удалили в общем количестве 70,9 кг и суспендировали в растворе электролита. Обработку первого прутка начинали при 0 г/л растворенного металла в растворе, а конечный пруток обрабатывали при содержании растворенного металла более 60 г/л. От начала до конца обработки не было обнаружено никаких вредных влияний на состояния поверхности металла или скорости удаления металла, и в результате повышения содержания растворенного металла в растворе электролита не потребовалось никаких значительных изменений каких-либо рабочих параметров. Это отличается от результатов кислотного травления титана в HF/HNO3, при котором раствор становится значительно менее эффективным даже при концентрациях титана в растворе 12 г/л. Аналогично электрохимической размерной обработке препятствуют высокие уровни растворенного металла в растворе электролита, поскольку частицы металла могут засорять зазор между катодом и анодной заготовкой и, если твердое вещество является электропроводным, могут даже вызвать короткое замыкание.
[0100] Модуляция трещин и удаление оксидного слоя
[0101] Раскрытый здесь водный раствор электролита можно использовать для модуляции или скругления дна поверхностных трещин, тем самым устраняя остроконечные концы трещин, которые образуются на переменных глубинах по поверхности металлов и наиболее опасны в семействе реакционноспособных металлов, включая, но не ограничиваясь таковыми, титан и титановые сплавы, сплавы на основе никеля, цирконий и тому подобные, когда эти металлы охлаждают от повышенных температур в кислородсодержащей атмосфере. Например, такие поверхностные трещины могут возникать при охлаждении из процессов, включающих, но не ограничивающихся таковыми, горячую обработку (например, ковку, прокатку, сверхпластичное формование и тому подобные), сварку и термическую обработку. Более того, водный раствор электролита может модулировать эти трещины с относительно малыми потерями в выходе годных. Скругленный или модулированный конец трещины пригоден для последующей горячей обработки металла, поскольку такая трещина способна «залечиваться» при последующей горячей обработке, тогда как типичная трещина, возникшая при охлаждении металла, если ее полностью не удалить, «ползет», и металл разрушается или растрескивается при последующей обработке.
[0102] Фиг. 11 иллюстрирует традиционный процесс удаления трещин, который включает механическое удаление, обычно сошлифовыванием или стачиванием на станке полностью равномерного слоя материала, чтобы обнажить дно самой глубокой поверхностной трещины. Как схематически показано, это приводит к значительной потере материала. Напротив, фиг. 12 иллюстрирует процесс модуляции трещины с использованием раствора электролита в сочетании с подачей электрического тока, чтобы расширить трещину и скруглить конец трещины на ее дне таким образом, что трещина не будет распространяться, когда заготовку подвергают дальнейшим операциям горячей обработки или пускают в эксплуатацию.
[0103] Соответственно предпочтительные условия процесса модуляции конца трещины или удаления являются такими, которые дают очень высокие скорости удаления, в то же время сводя к минимуму или исключая наводороживание. Как обсуждается далее ниже, эти условия в основном получаются, когда концентрация карбоновой кислоты (например, лимонной кислоты) низка, концентрация фторид-ионов (например, в форме гидродифторида аммония) высока и температура высока. Хотя эффективное крупномасштабное удаление может быть проведено при всех плотностях мощности, хорошие результаты были достигнуты, когда плотность мощности низка, и мощность циклически изменяют, чтобы иметь как можно больший период «ОТКЛЮЧЕНО», насколько допускает процесс, чтобы свести к минимуму содержание водорода, внедряющегося в материал.
[0104] При проведении обработки в пределах этих технологических параметров способности водного раствора электролита к модуляции трещины обеспечивают значительное общее улучшение выхода металла сравнительно с современными методами обработки, в которых поверхность металла равномерно или локально удаляют механически (сошлифовыванием или стачиванием), пока дно самой глубокой трещины не будет сошлифовано заподлицо с окружающим металлом. В дополнение затраты на обработку и расходные материалы являются значительно более низкими при использовании раствора электролита и раскрытого здесь способа по сравнению с современными методами механического удаления.
[0105] Еще одним значительным преимуществом способа, достижимым с помощью водного раствора электролита, является удаление слоя оксида реакционноспособного металла или в случае титана и титановых сплаво, альфа-оболочки. Подобно оксидным слоям других реакционноспособных металлов альфа-оболочка представляет собой обогащенную кислородом фазу, которая возникает, когда титан и его сплавы подвергаются воздействию нагретого воздуха или кислорода. Альфа-оболочка является хрупкой и склонна создавать серию поверхностных микротрещин, которые будут ухудшать рабочие характеристики, включая прочность, усталостные свойства и коррозионную стойкость металлической детали. Титан и титановые сплавы входят в число реакционноспособных металлов, что означает, что они реагируют с кислородом и образуют хрупкий связный оксидный слой (TiO2 для Ti, ZrO2 для Zr и т.д.) всякий раз, когда их нагревают на воздухе или в окислительной атмосфере при той или более высокой температуре, при которой образуется естественный оксидный слой, которая зависит от конкретных сплава и окислительной атмосферы. Как отмечено выше, оксидный слой или оксидный слой альфа-оболочки может быть создан при любом нагревании металла до температур, необходимых для ковки в вальцах или прокатки в прокатном стане, в результате сварки или при нагревании для проковки готовой детали или горячего формования детали. Альфа-оболочка является хрупкой и полна микротрещин, которые проникают в объем металла, потенциально вызывая преждевременные разрушения при растяжении или из-за усталости и делая поверхность более восприимчивой к химическому воздействию.
[0106] Поэтому слой альфа-оболочки должен быть удален перед любой последующей горячей или холодной обработкой давлением или эксплуатацией готового изделия. Описанные здесь водные растворы электролитов и способы с использованием этих растворов могут удалять альфа-оболочку до появления незатронутого основного металла. Удаление альфа-оболочки составляет сложную проблему при обработке титана и титановых сплавов, поскольку альфа-оболочка исключительно устойчива к воздействию, и традиционный здравый смысл подсказывает, что перед электрохимической обработкой требуется некоторое механическое вмешательство.
[0107] Это затруднение ярко проявилось в раннем испытании, в котором титановую альфа-оболочку сначала обдували дробью и/или слегка шлифовали в качестве предварительной обработки перед электрохимической обработкой. Будучи подвергнутым такой абразивной обработке, остальной оксидный слой наиболее легко удаляется при цикле питания постоянного тока «ВКЛЮЧЕНО», с последующей простой обдиркой жесткой щеткой, с последующим циклом «ОТКЛЮЧЕНО» источника питания постоянного тока, в циклическом процессе, который затем повторяют несколько раз. Следует отметить, что альтернативой обдирке жесткой щеткой была бы система нагнетания большого объема высокого давления. Как только слой альфа-оболочки удален, скорости удаления материала при электрохимическом травлении повышаются. Однако реализация такого многостадийного технологического цикла является очень дорогостоящей и дает низкий доход.
[0108] Для преодоления этих затруднений заготовку со слоем оксида или альфа-оболочки обрабатывают в ванне с водным раствором электролита, обладающим низкими концентрациями карбоновой кислоты (например, лимонной кислоты), высокими концентрациями фторид-ионов (например, гидродифторида аммония), высокими температурами и предпочтительно при низких плотностях мощности. Низкие концентрации лимонной кислоты, высокие концентрации гидродифторида аммония и высокие температуры максимизируют скорости удаления материала, а поскольку скорости удаления относительно нечувствительны к плотности тока, когда мощность подводится циклически, более низкую плотность мощности используют, чтобы обеспечить меньшее проникновение водорода в поверхность материала.
[0109] В целом же раскрытые здесь водный раствор электролита и способ с использованием такого раствора позволяют удалять оксидные слои и титановую альфа-оболочку с поверхности реакционноспособного металла в контролируемом воспроизводимом режиме. Этим они отличаются от современного кислотного травления HF-HNO3, при котором происходит сильно экзотермическая реакция, которая в случае титана использует выделяющийся титан в качестве катализатора в реакции, тем самым обусловливая непрерывные изменения концентрации кислоты и скоростей реакции, затрудняя воспроизводимость и делая почти невозможным точное удаление поверхностного металла. Более того, раскрытые водный раствор электролита и способ не привносят вредный водород в объем металла. Действительно, раскрытый способ может быть осуществлен таким образом, чтобы удалять водород из объема металла. Напротив, современный способ по самой своей природе вводит вредный водород в объем металла, делая необходимыми дополнительные дорогостоящие стадии дегазации для удаления водорода.
[0110] Водный раствор электролита является экологически безопасным и не создает опасных отходов, тогда как в современном способе используются угрожающие окружающей среде и опасные фтористоводородная кислота (HF) и азотная кислота (HNO3), которые исключительно трудны в обращении и которые могут быть применены только в строго регламентированных программах. В результате этого процессы с использованием такого водного раствора электролита могут осуществляться без привлечения значительного оборудования обработки воздуха и не требуют ношения оператором спецодежды для защиты от опасных химикатов, как это необходимо при использовании современного процесса на основе HF-HNO3.
[0111] Хотя для модуляции трещин и удаления альфа-оболочки поверхностная отделка не особенно важна и улучшение поверхностной отделки не составляет необходимости ввиду дальнейших стадий обработки, которые будут проведены впоследствии, все же желательно не наносить серьезных повреждений поверхности материала или не вызывать точечную коррозию или прочие глубокие дефекты в материале.
[0112] На фиг. 3D, 4E-4J, 7A, 8A, 9А и 10А можно видеть, что наибольшие скорости удаления материала получены максимизацией концентрации ГФА и температуры (т.е. при концентрации ГФА 120 г/л и температуре 85°С, как показано на графиках), в то же время с поддерживанием концентрации лимонной кислоты на уровне или ниже 300 г/л. Кроме того, как подчеркивается на некоторых из чертежей, в том числе на фиг. 4E-4G, поскольку лимонная кислота склонна смягчать воздействие фторид-ионов на поверхность материала, можно видеть, что скорость удаления материала проявляет тенденцию к резкому повышению по мере приближения концентрации лимонной кислоты к 0 г/л. Однако в условиях почти нулевой концентрации лимонной кислоты фиг. 4Н, 7В, 8В, 9В и 10В показывают, что может происходить точечная коррозия поверхности и серьезное ухудшение отделки поверхности.
[0113] Поэтому при применении водного раствора электролита для модуляции трещин, где предпочтительно избегать серьезного повреждения поверхности, следует использовать по меньшей мере небольшое количество лимонной кислоты, например 1 г/л или 10 г/л, для смягчения наиболее серьезных эффектов воздействия фторид-ионов. Однако при применении водного раствора электролита для удаления альфа-оболочки, где серьезное повреждение поверхности было бы не особенно вредным, может быть допустимо как можно более агрессивное воздействие фторид-ионов без проявления серьезной точечной коррозии, и поэтому концентрация лимонной кислоты может быть снижена почти до нулевой.
[0114] Как в ситуации с модуляцией трещин, так и в ситуации с удалением альфа-оболочки, желательно избегать введения водорода в материал с тем, чтобы предотвратить охрупчивание. Поскольку, как видно, в частности, на фиг. 1А-1С, 2А-2В и 4E-4G, скорости удаления материала относительно нечувствительны к плотности тока, и поскольку более высокие плотности тока склонны вызывать внедрение водорода в материал, предпочтительно работать при самых низких эффективных плотностях тока.
[0115] Хотя описание приведено в связи с примерными вариантами воплощения, специалистам в данной области техники будет понятно, что могут быть проделаны конкретно не описанные дополнения, удаления, модификации и замещения без отступления от сути и объема изобретения, определенных в прилагаемой формуле изобретения, и что изобретение не ограничено раскрытыми конкретными вариантами воплощения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТВОР ЭЛЕКТРОЛИТА И ЭЛЕКТРОХИМИЧЕСКИЕ СПОСОБЫ МОДИФИКАЦИИ ПОВЕРХНОСТИ | 2010 |
|
RU2561549C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ДЕТАЛИ | 2015 |
|
RU2624881C2 |
| Способ получения гибридного электродного материала на основе углеродной ткани с полимер-оксидным слоем | 2023 |
|
RU2814848C1 |
| Способ получения гибкого электродного материала | 2023 |
|
RU2807173C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАГНИТНОГО ПОРОШКА МЕТАЛЛОВ И СПЛАВОВ ГРУППЫ ЖЕЛЕЗА | 1992 |
|
RU2041296C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕКСАФТОРФОСФАТА ПИРИДИНИЯ | 2005 |
|
RU2277086C1 |
| ЭЛЕКТРОЛИТ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ СПЛАВА ОЛОВО-ЦИНК | 2012 |
|
RU2493296C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИБКОГО АНОДНОГО МАТЕРИАЛА НА ОСНОВЕ МОДИФИЦИРОВАННОЙ УГЛЕРОДНОЙ ТКАНИ | 2024 |
|
RU2826545C1 |
| Композиционное металл-алмазное покрытие, способ его получения, алмазосодержащая добавка электролита и способ ее получения | 2018 |
|
RU2699699C1 |
| СПОСОБ ПЕРЕРАБОТКИ КИАНИТОВОГО КОНЦЕНТРАТА | 2013 |
|
RU2518807C1 |
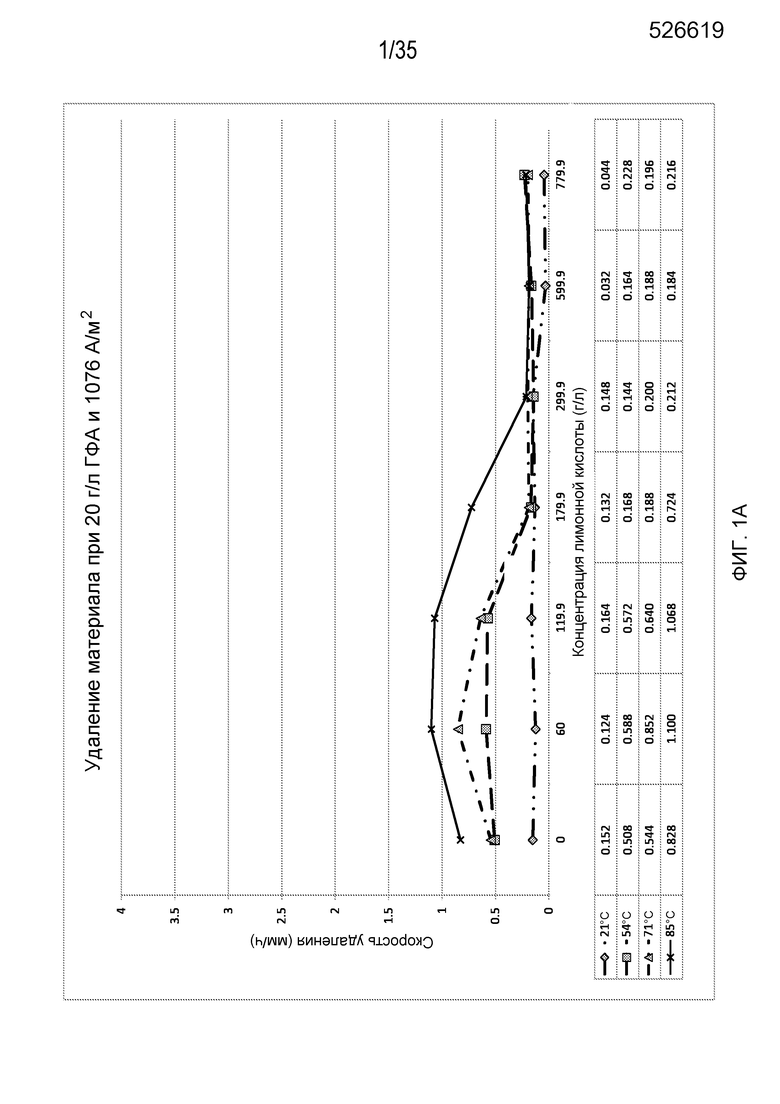
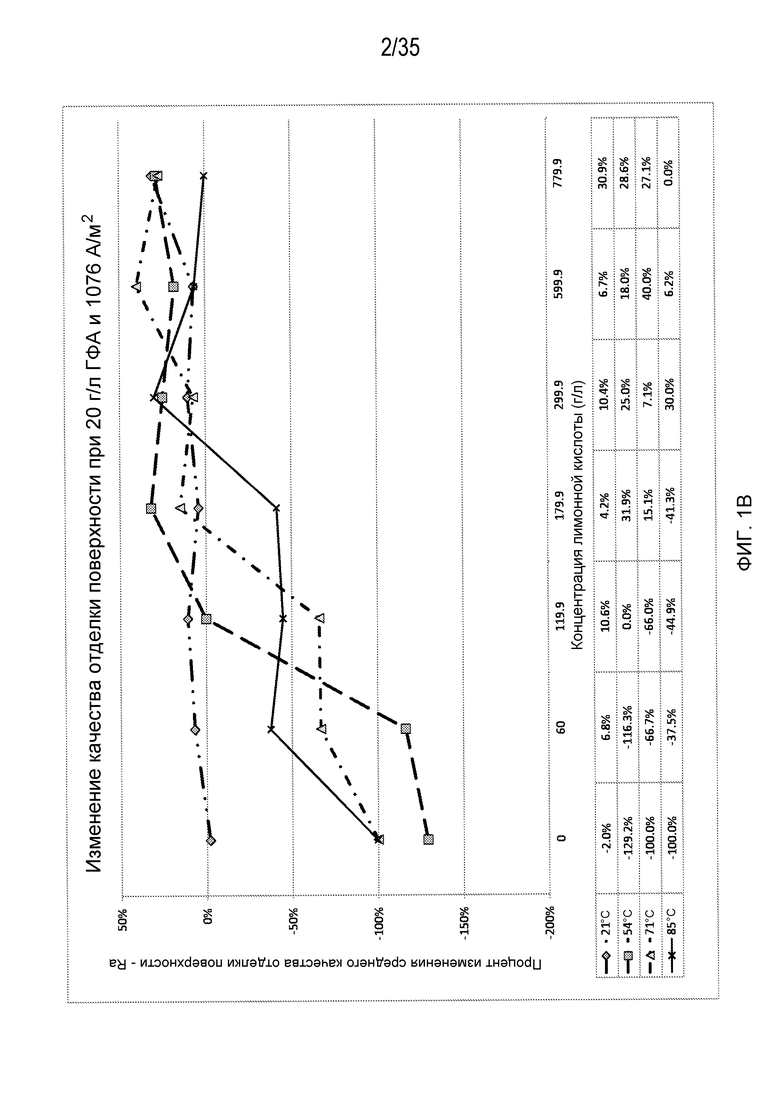
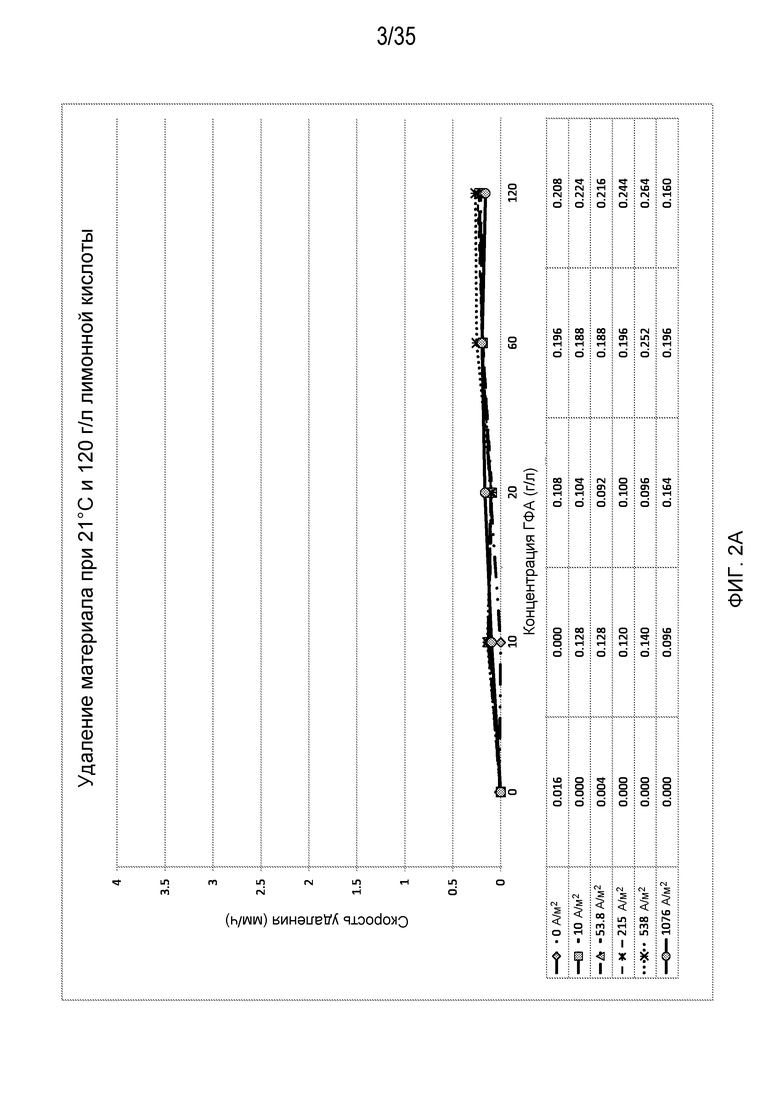
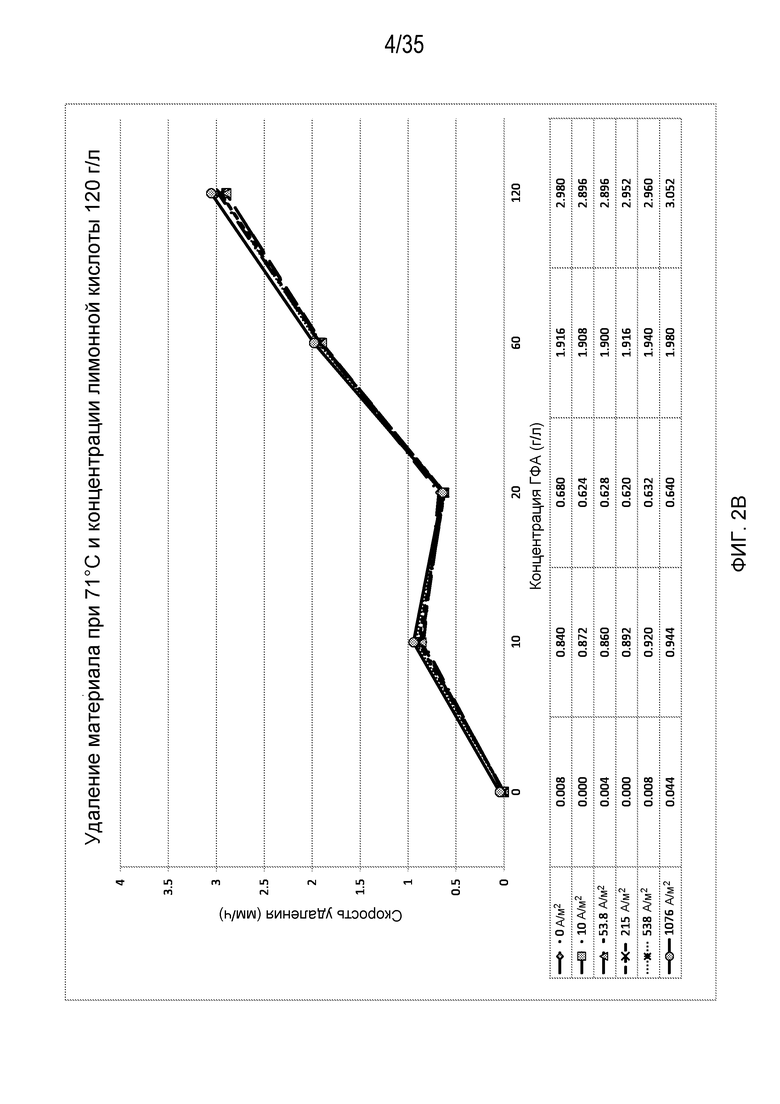
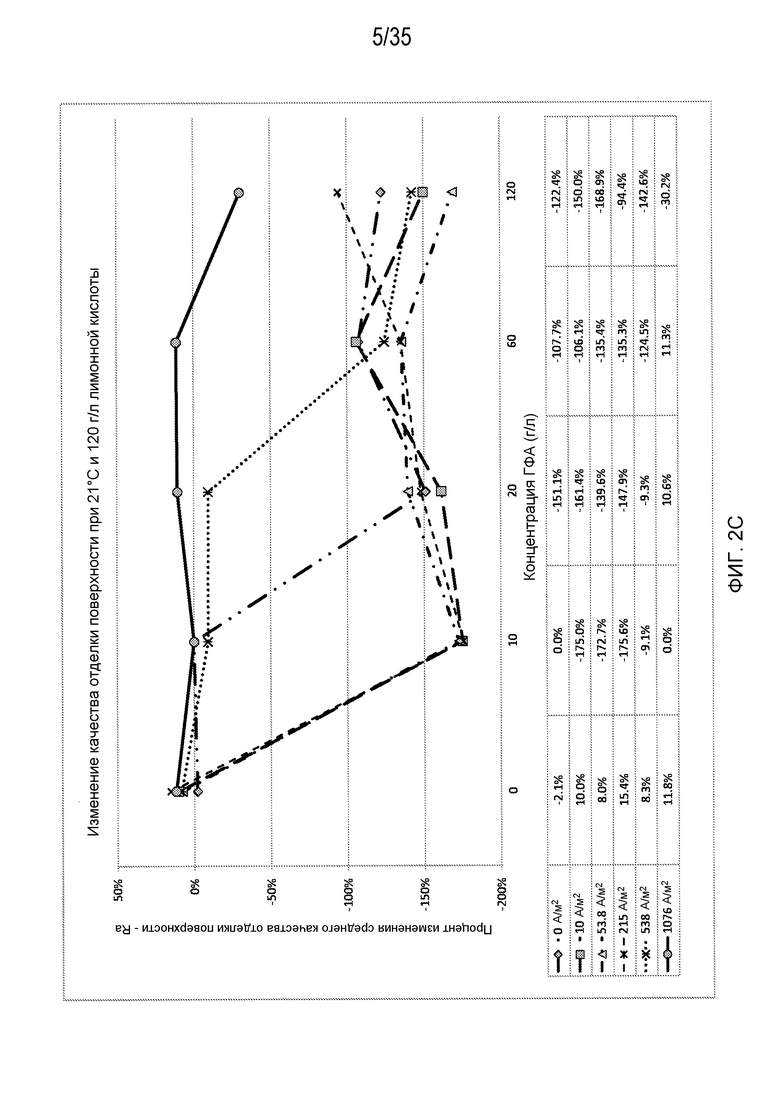
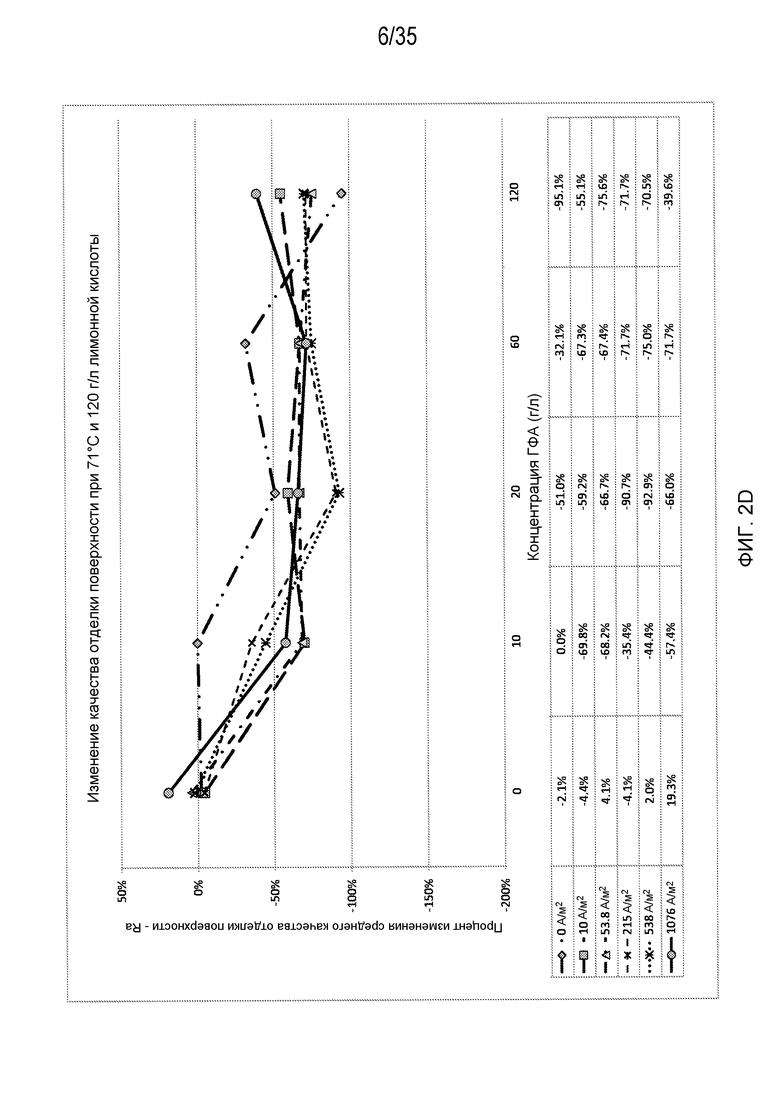
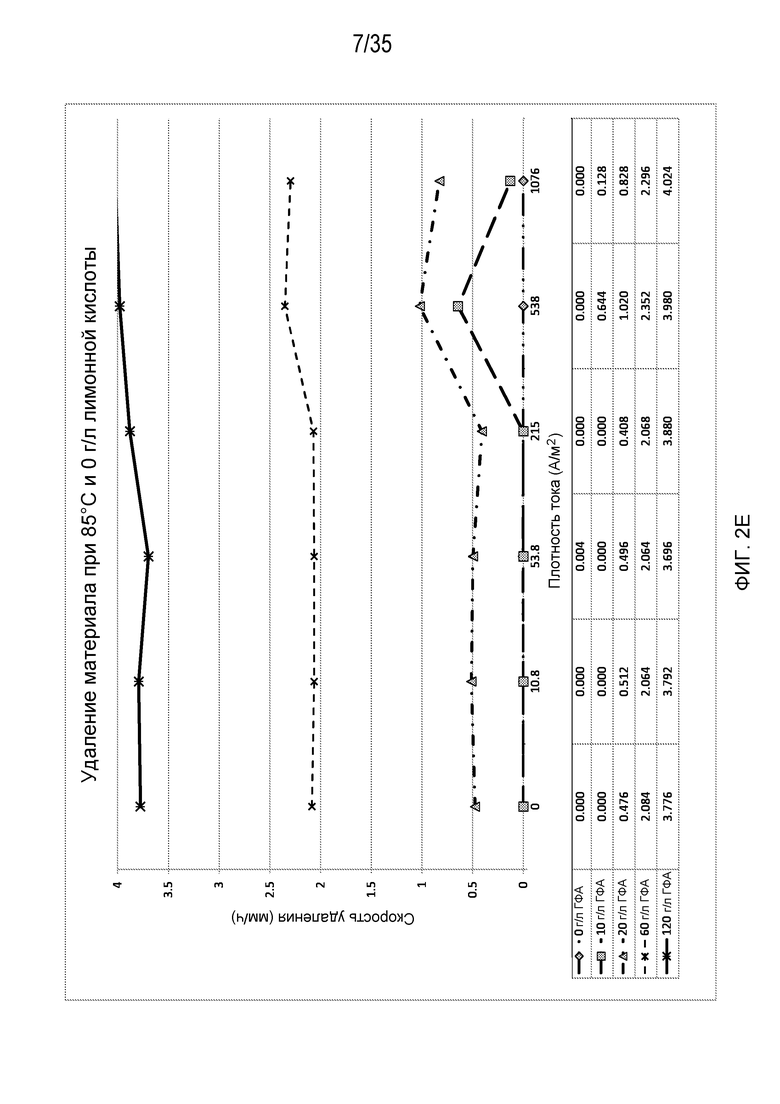

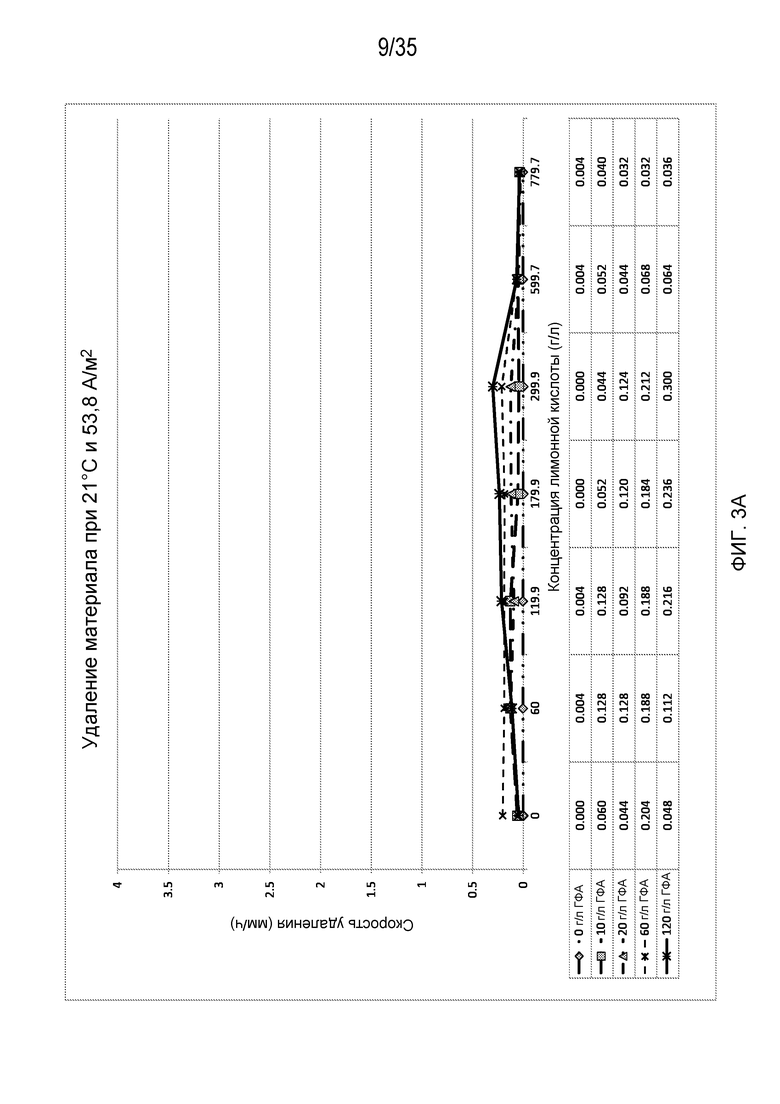
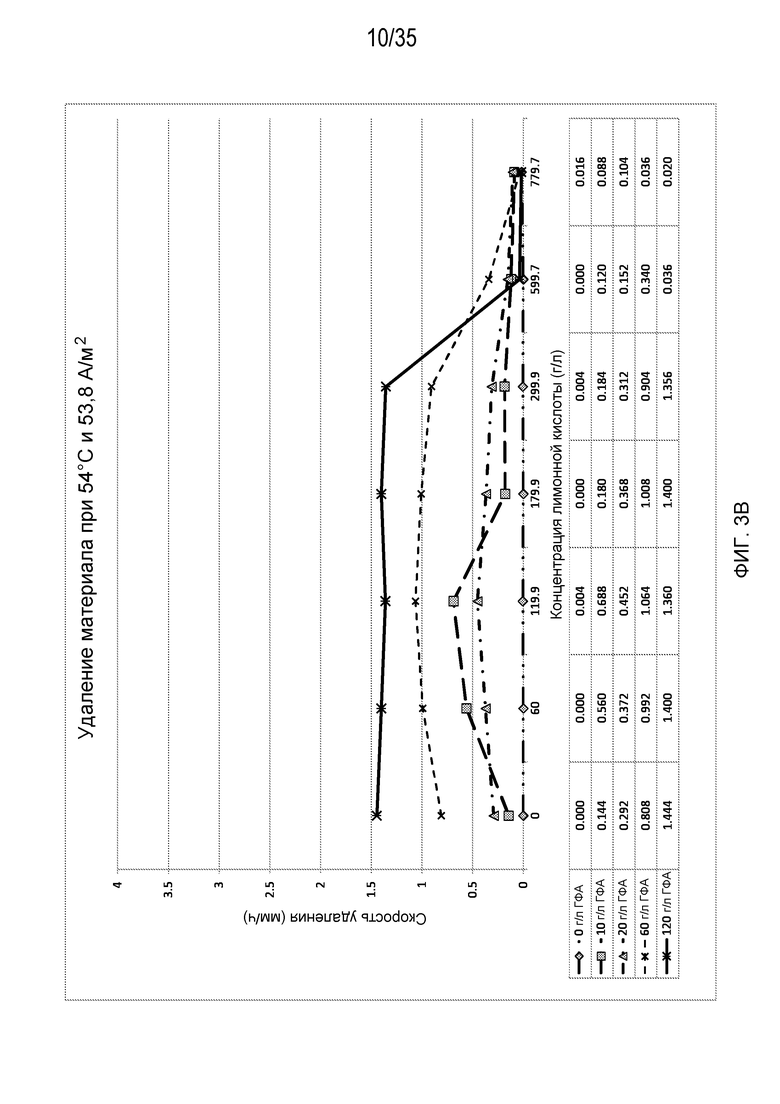
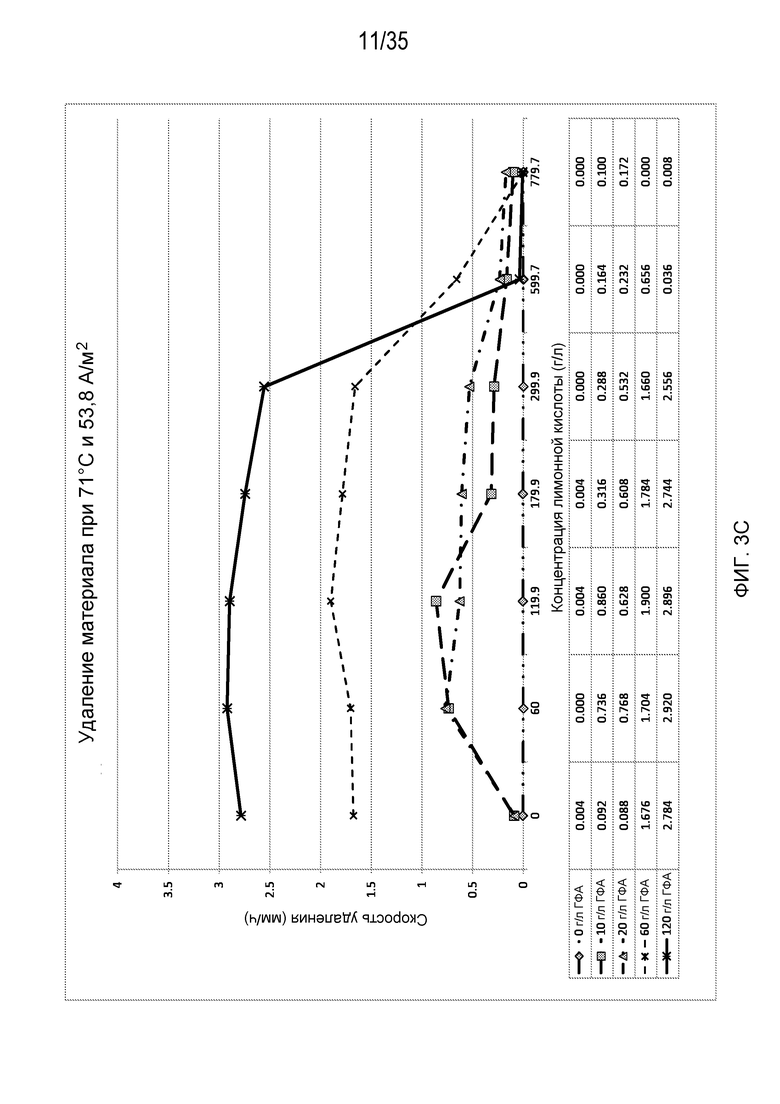
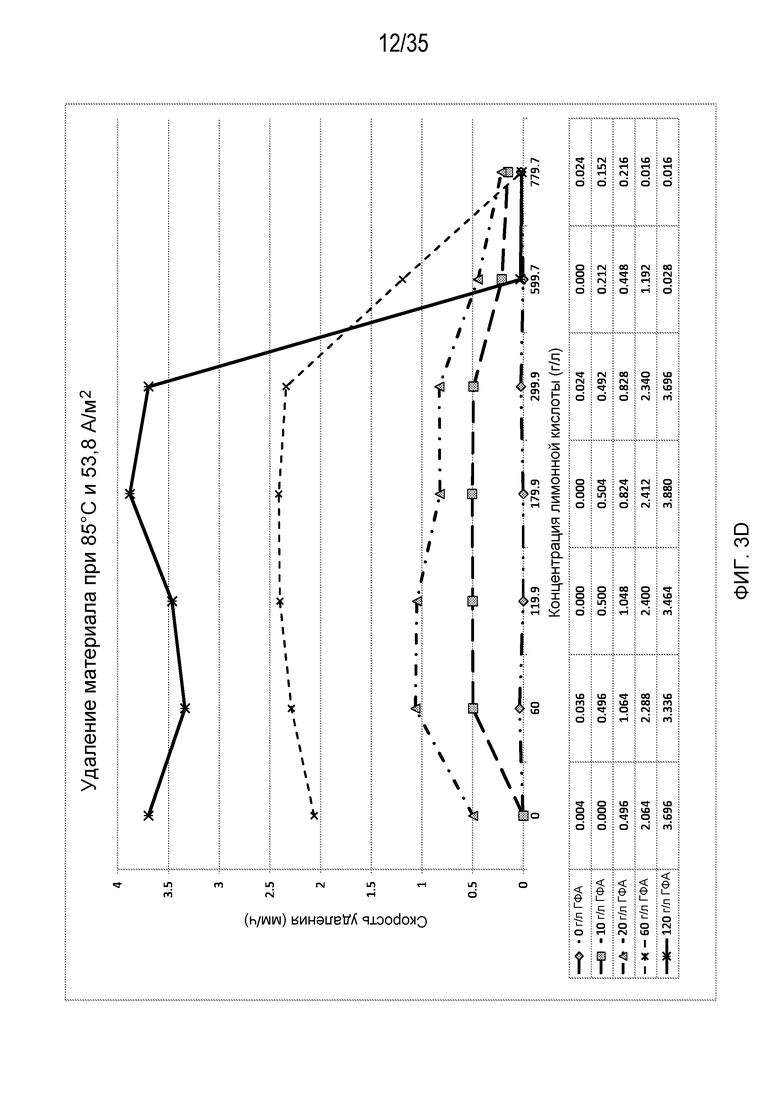
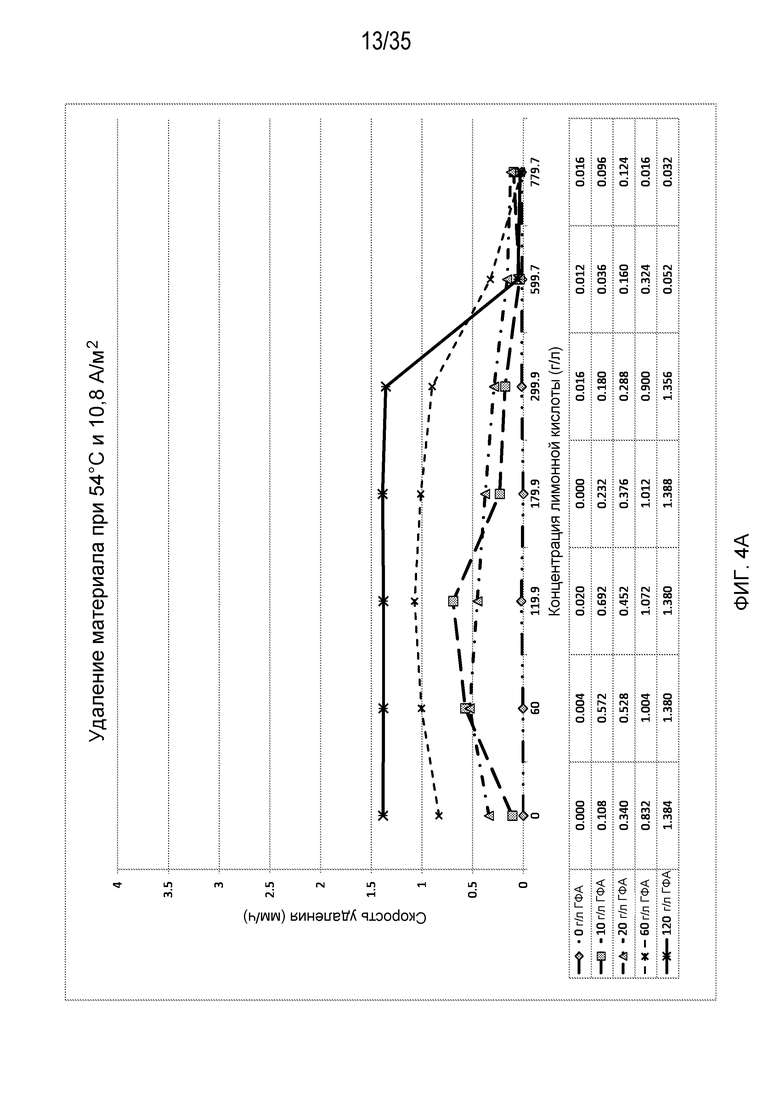
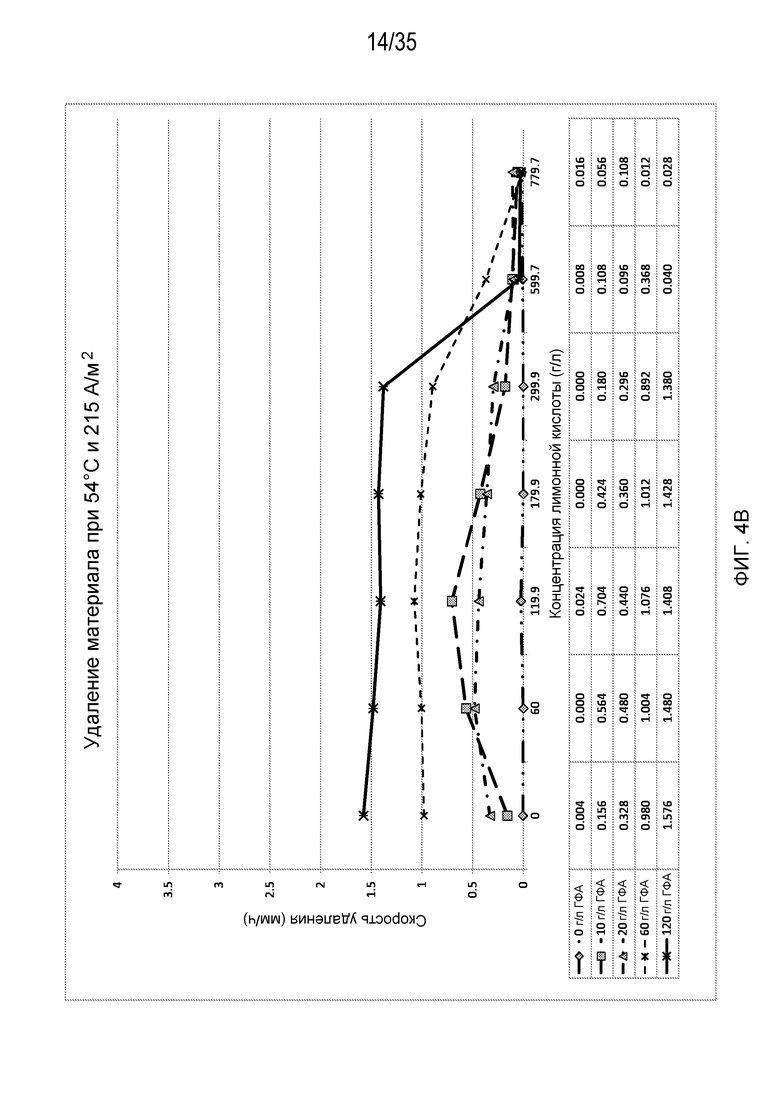
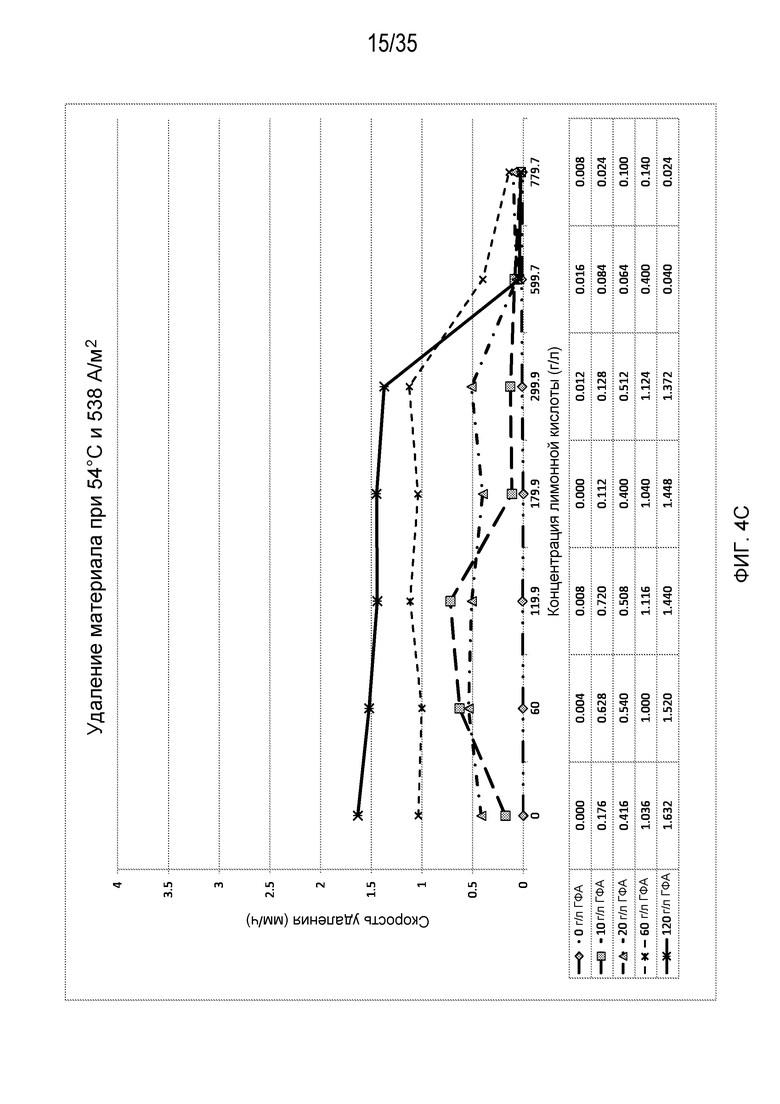
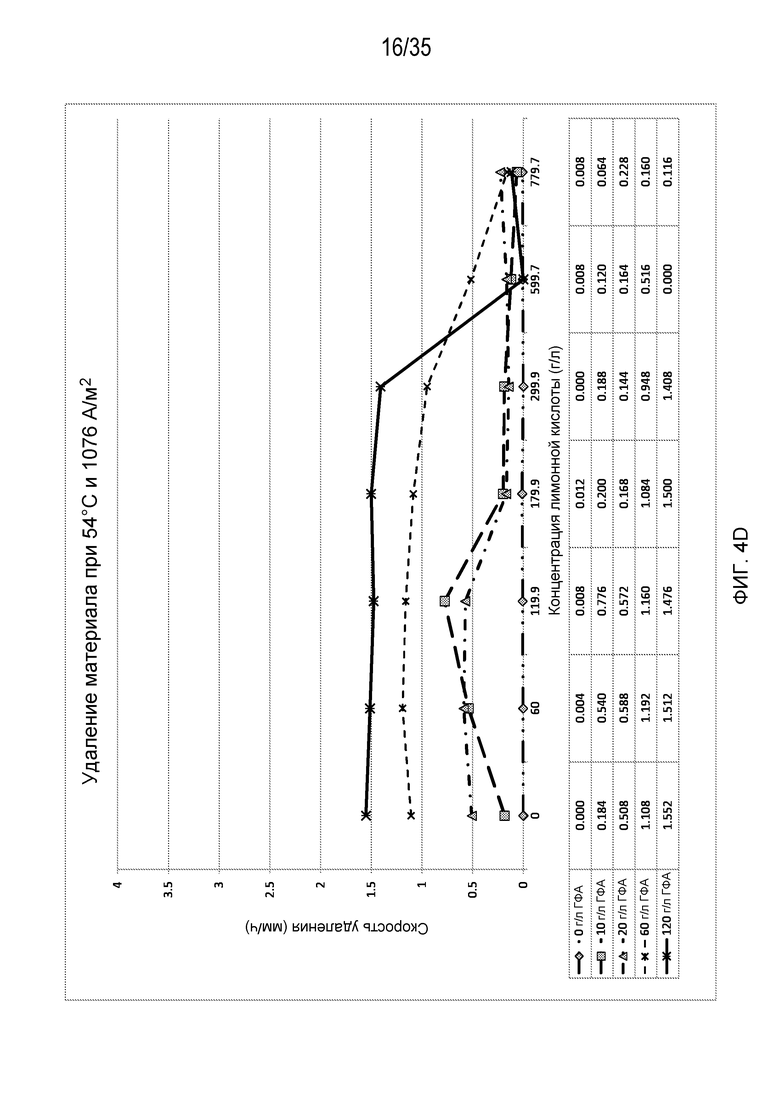
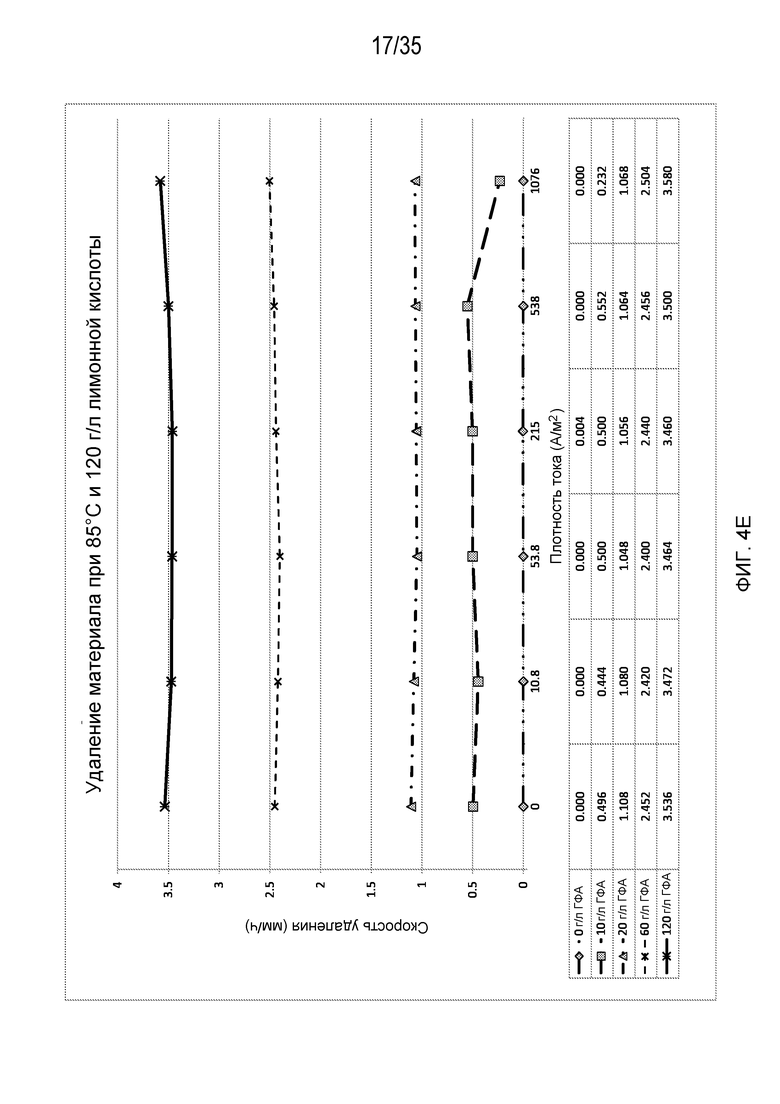
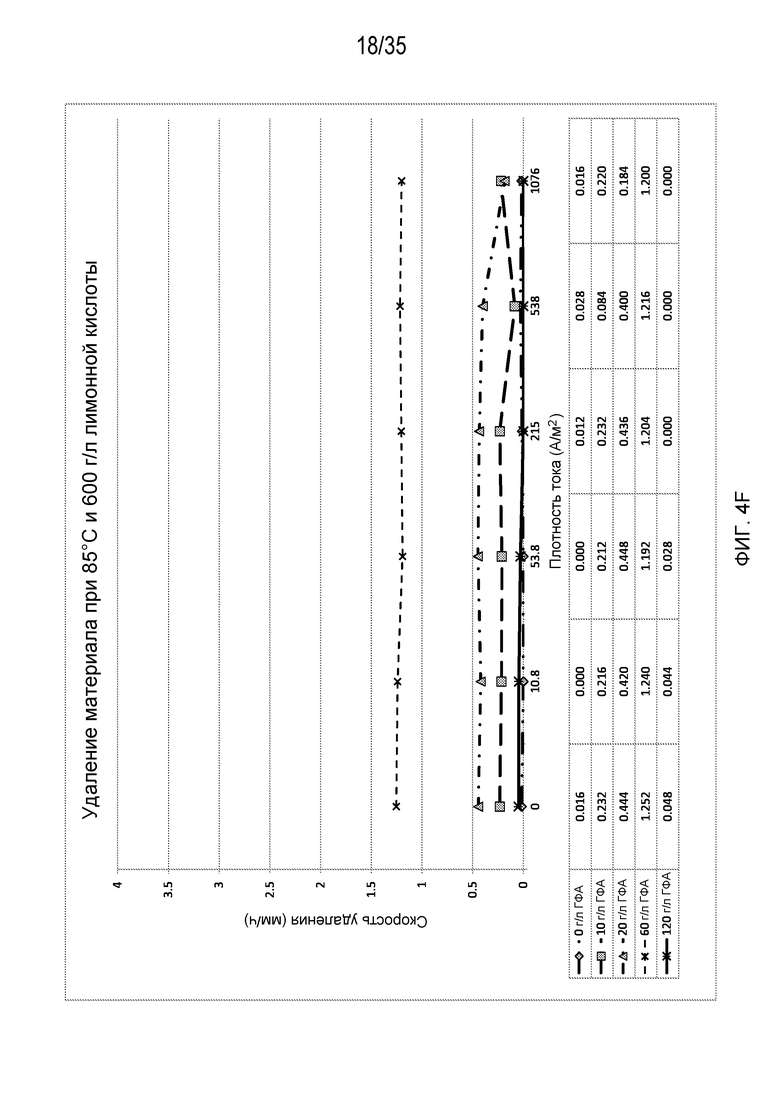
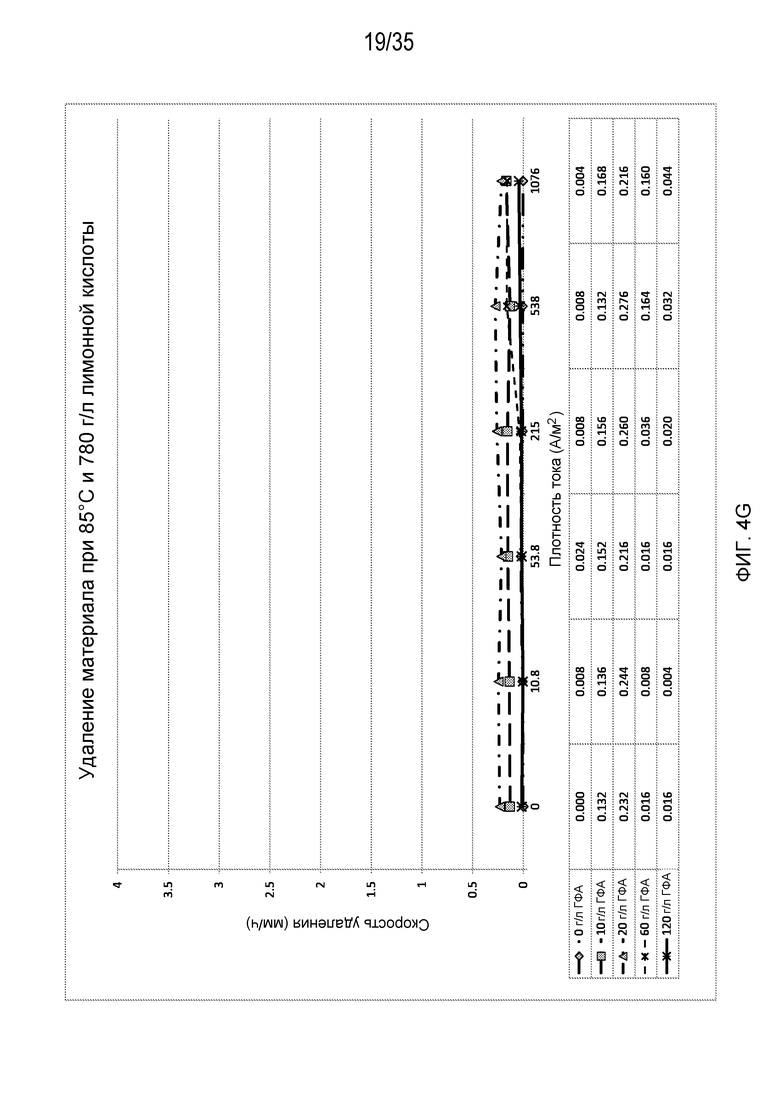
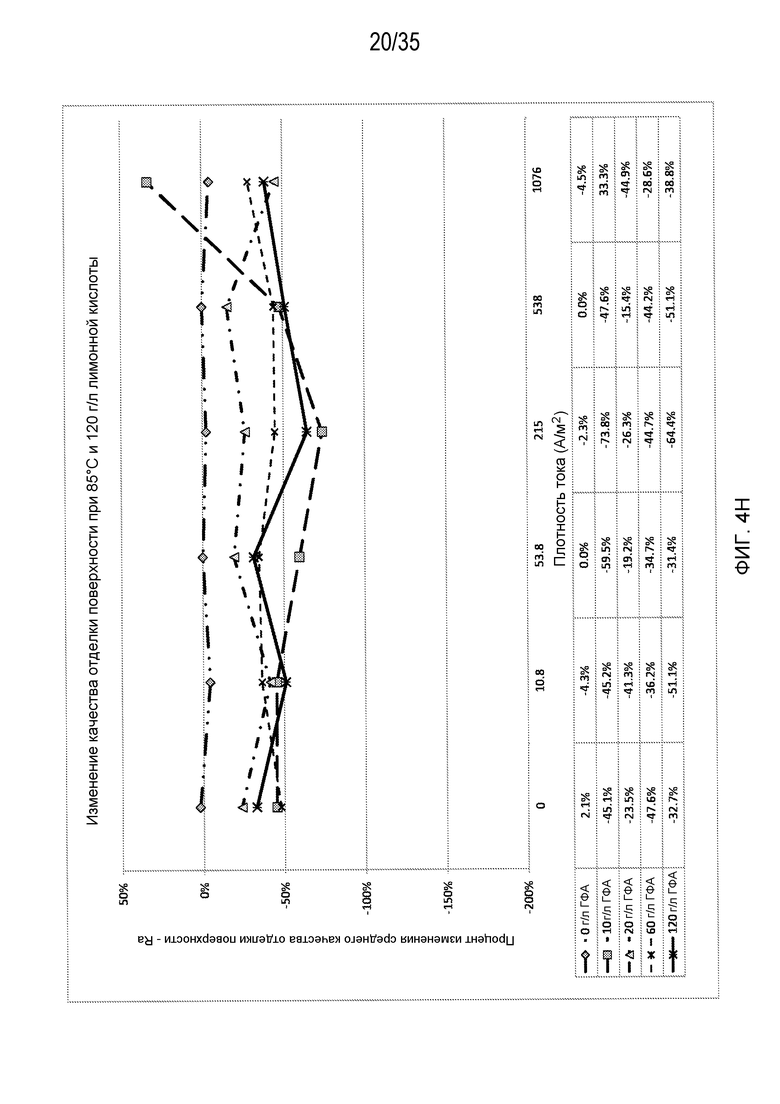
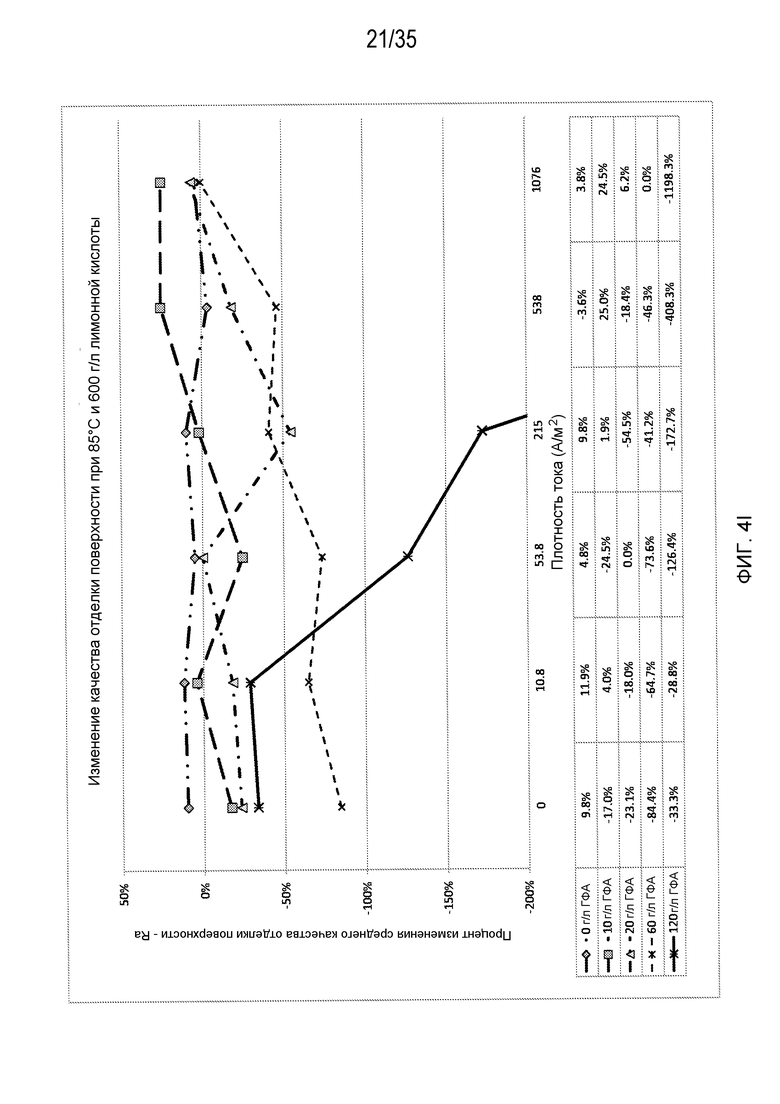
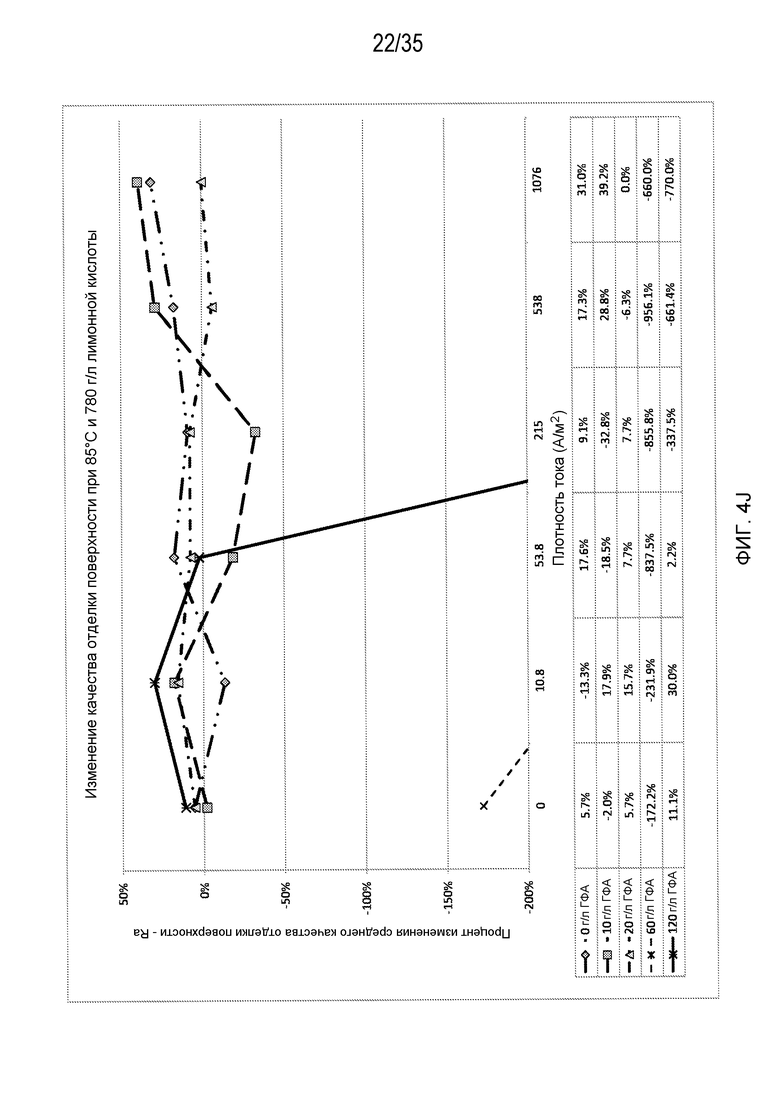
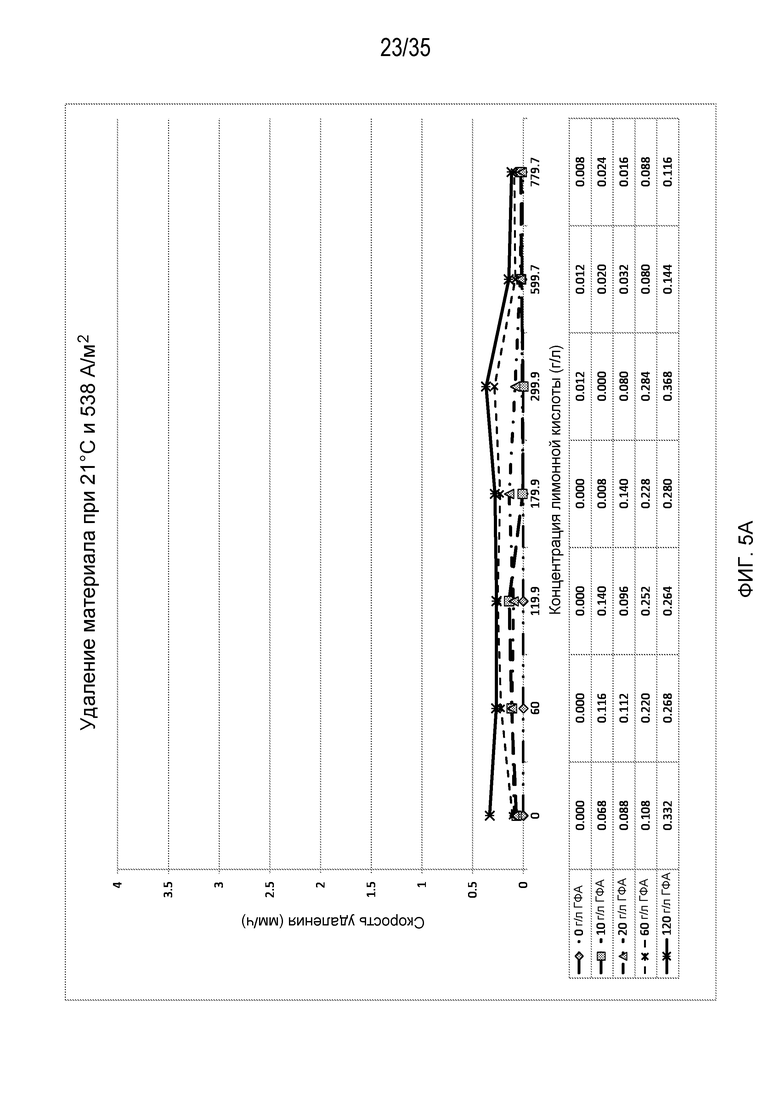
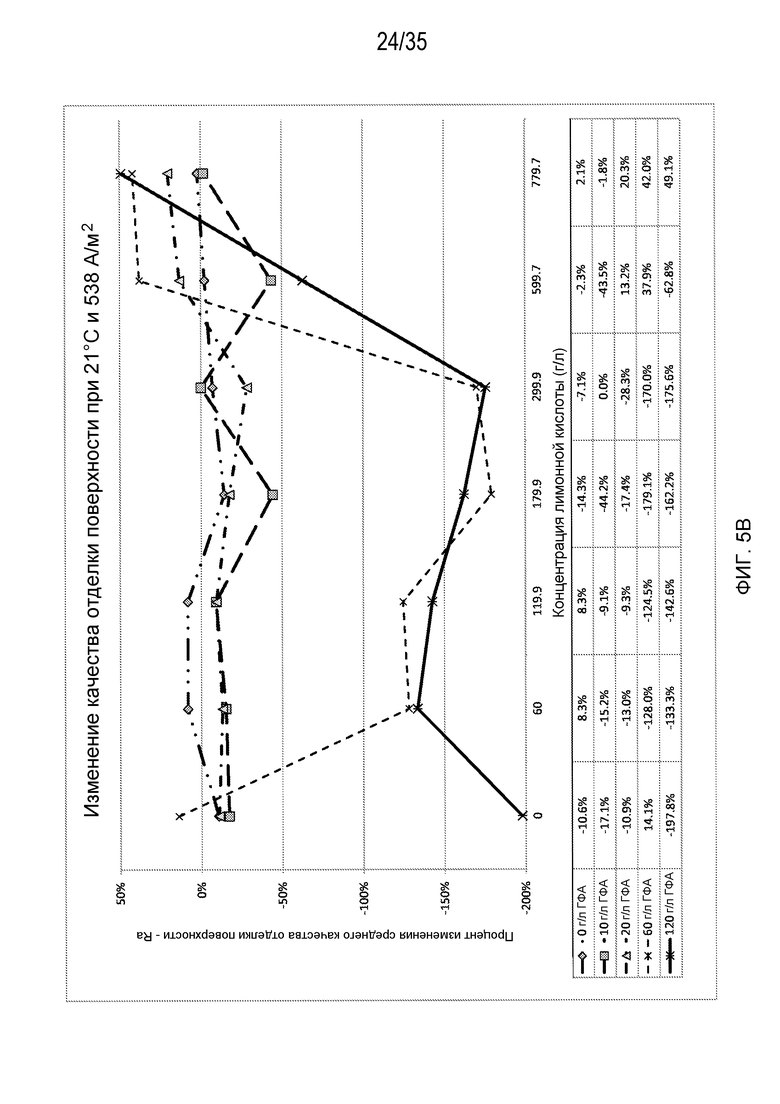
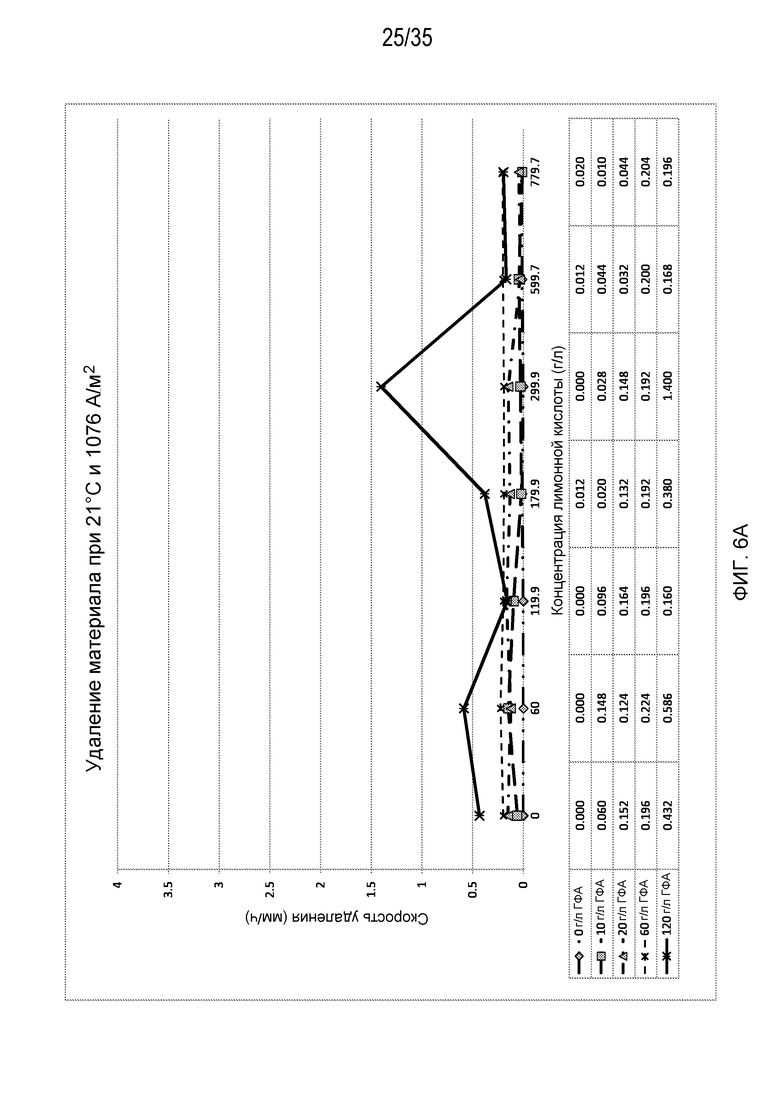
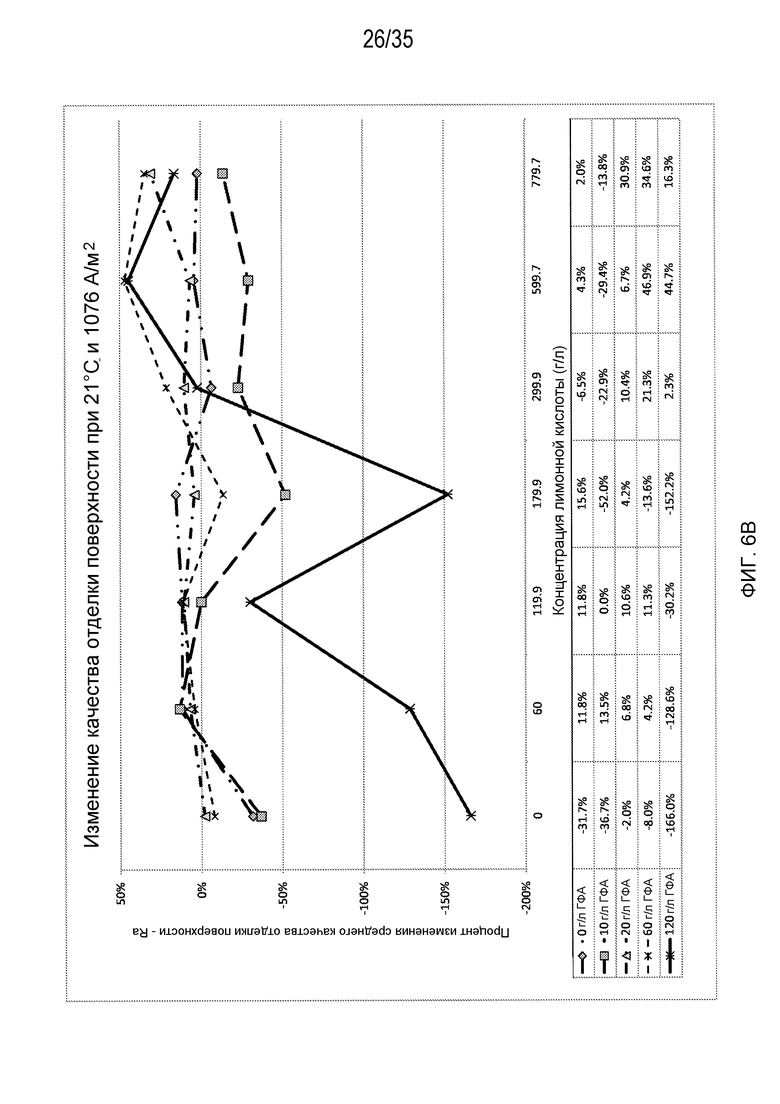
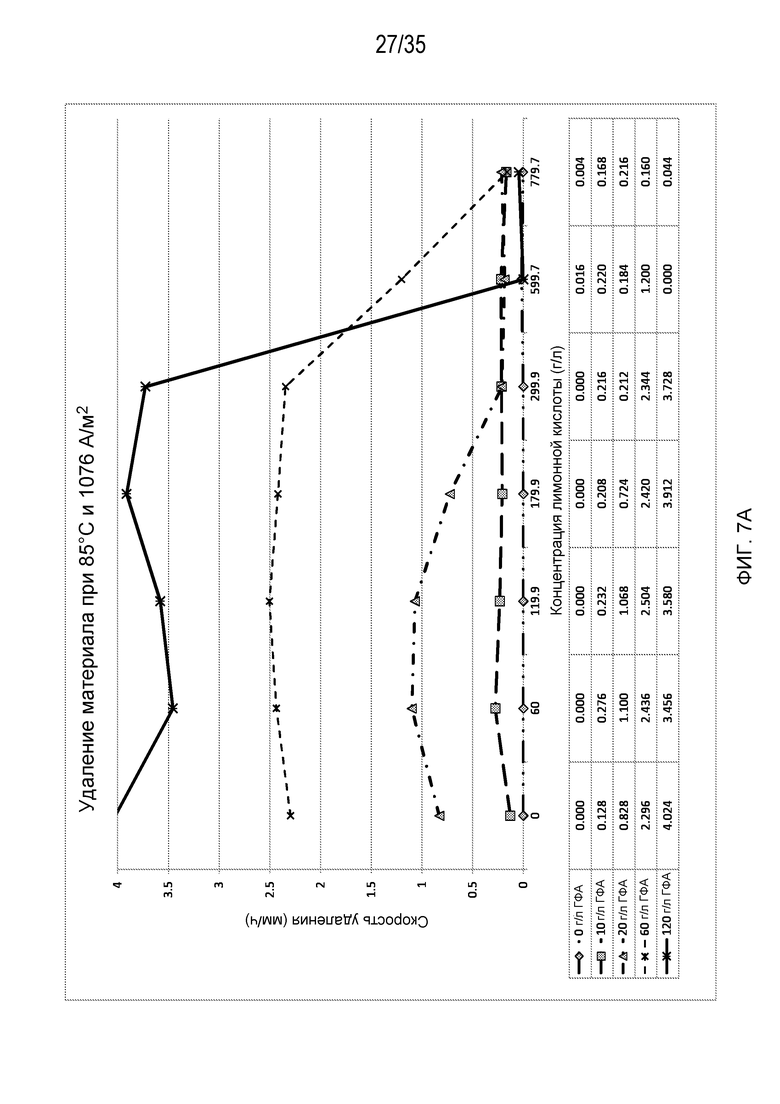
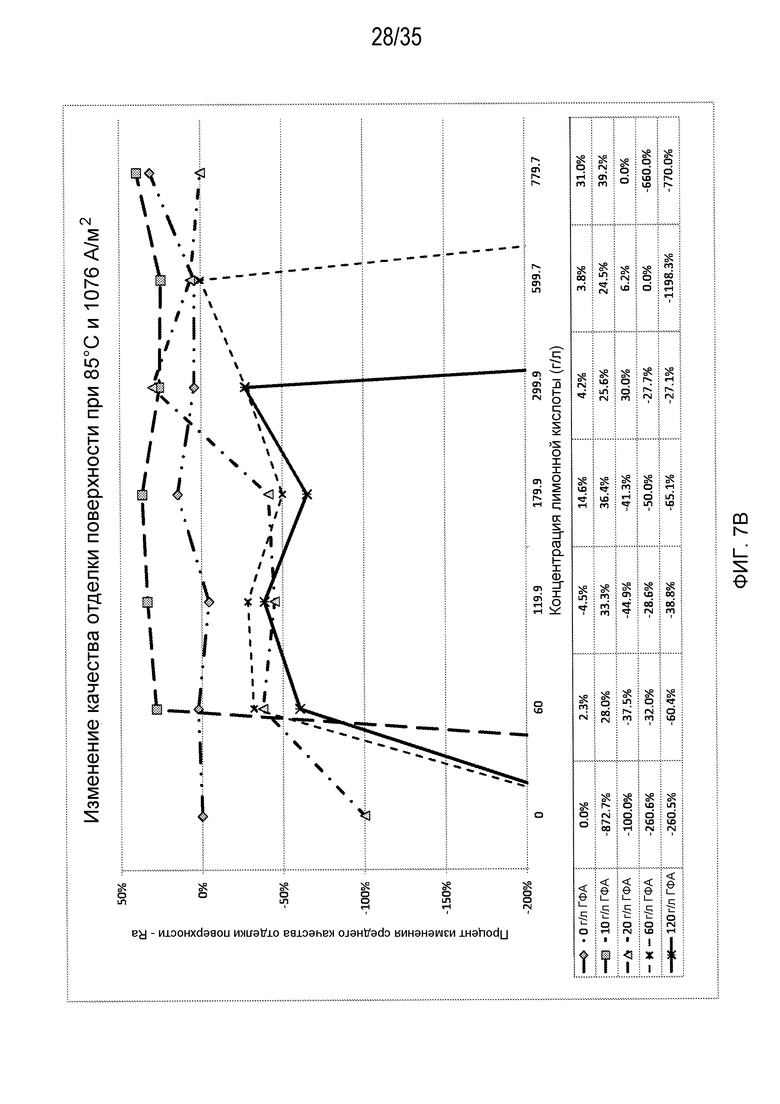
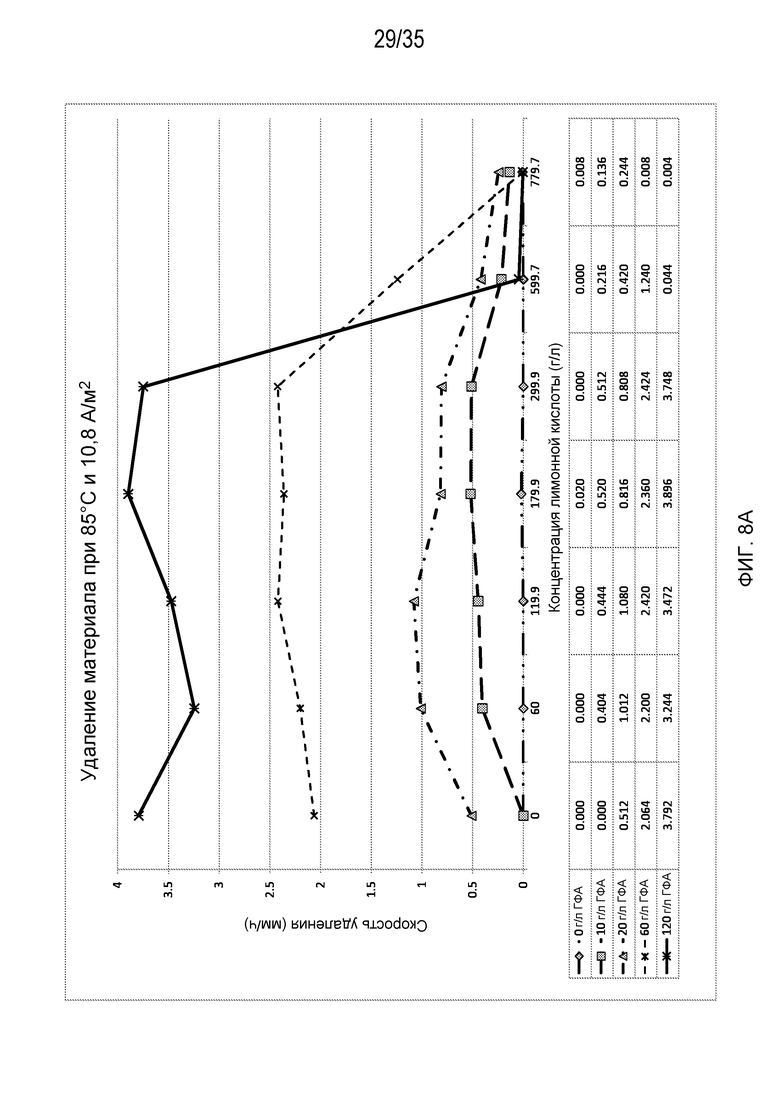
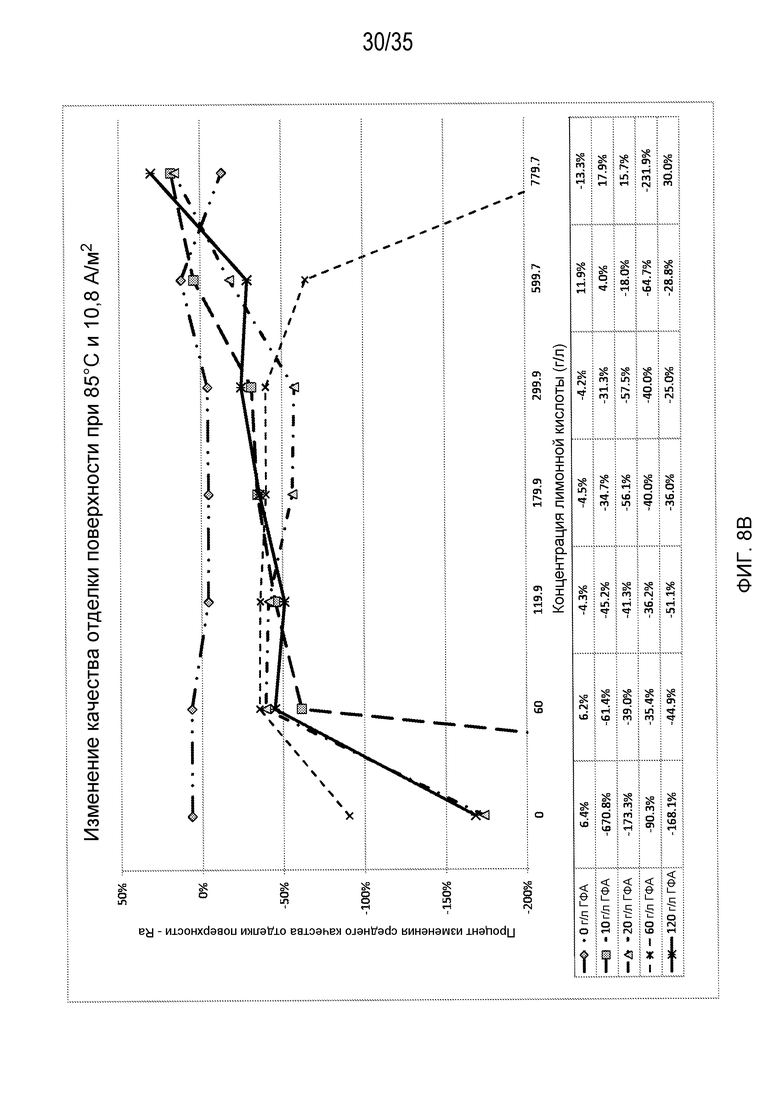
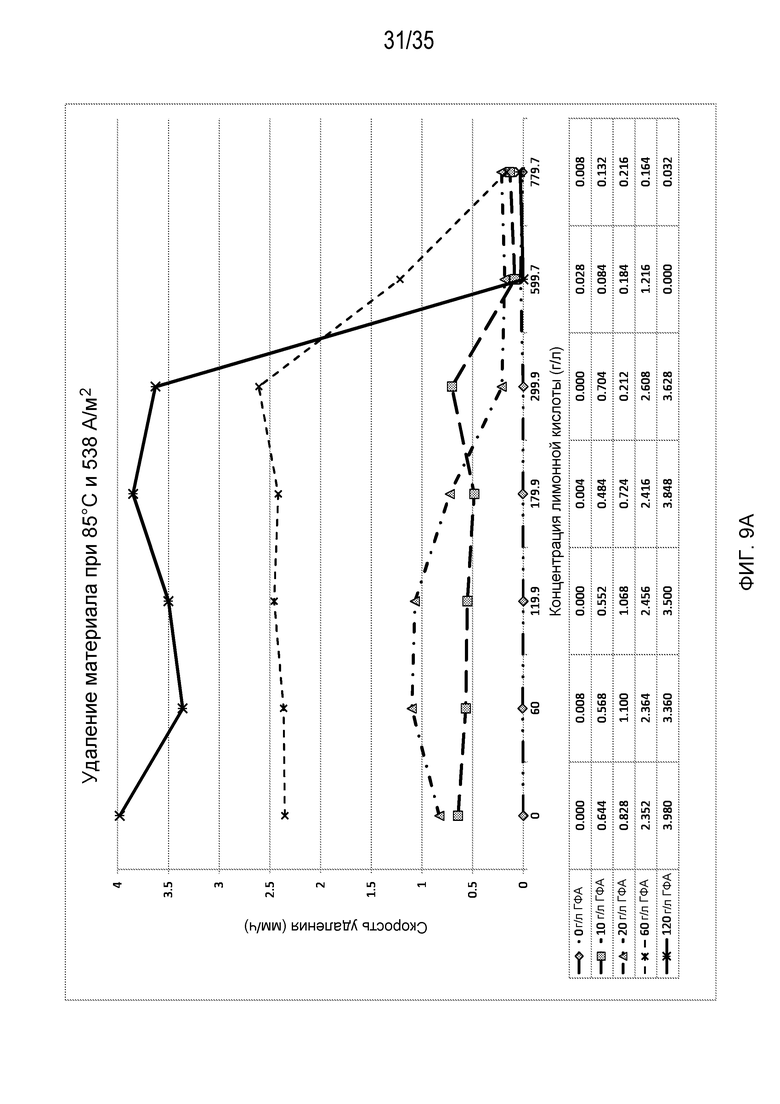
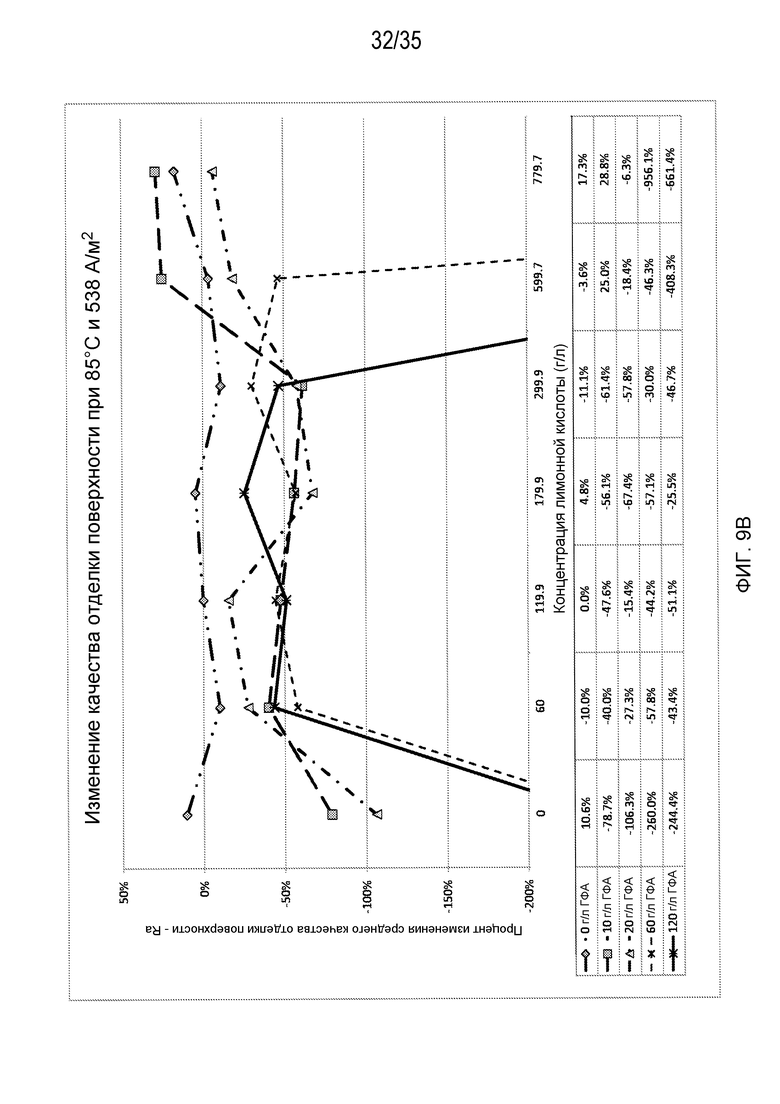
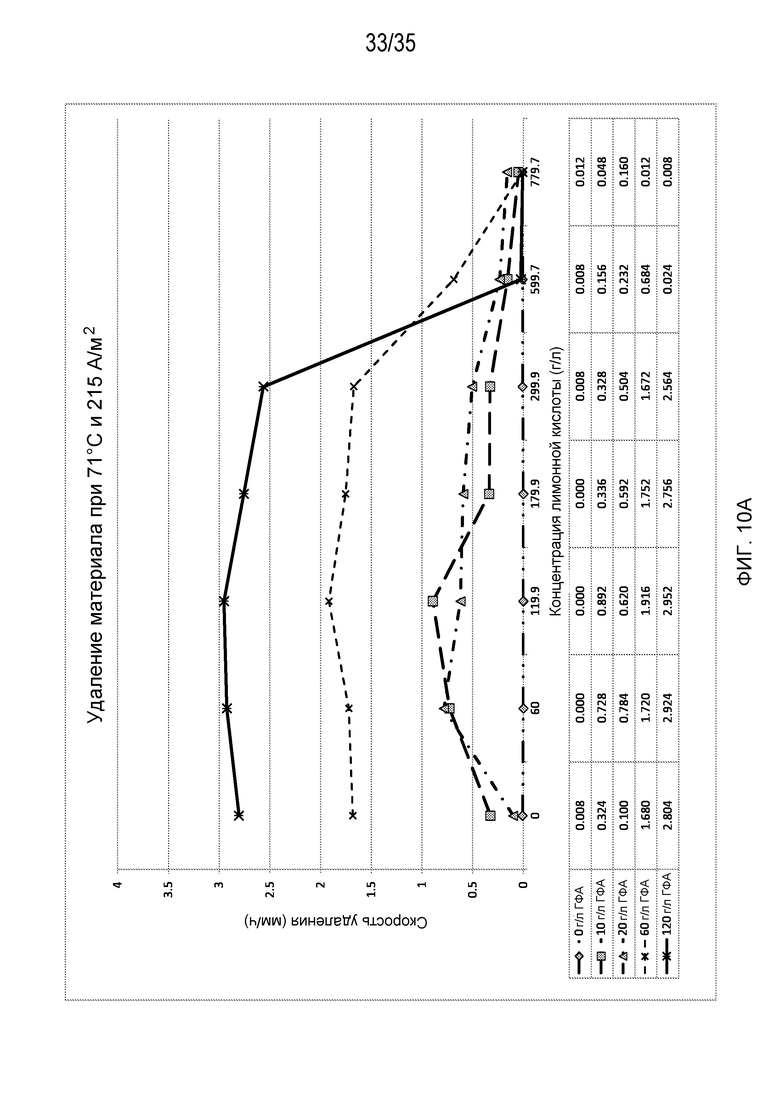
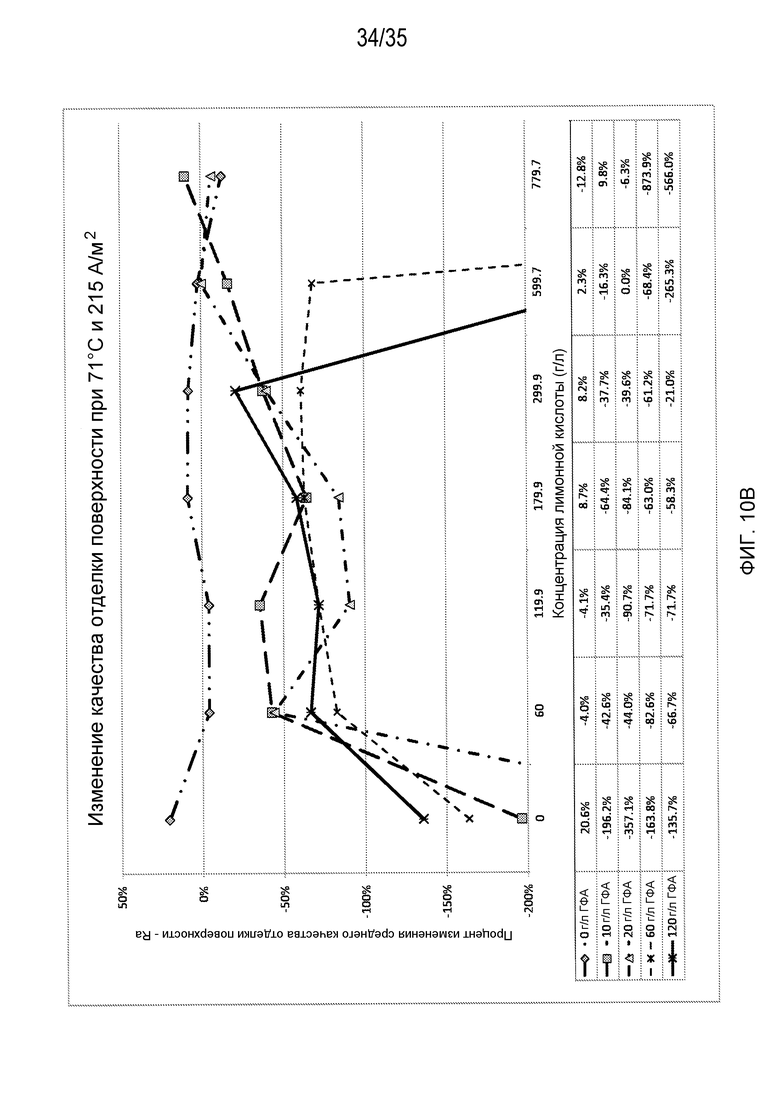
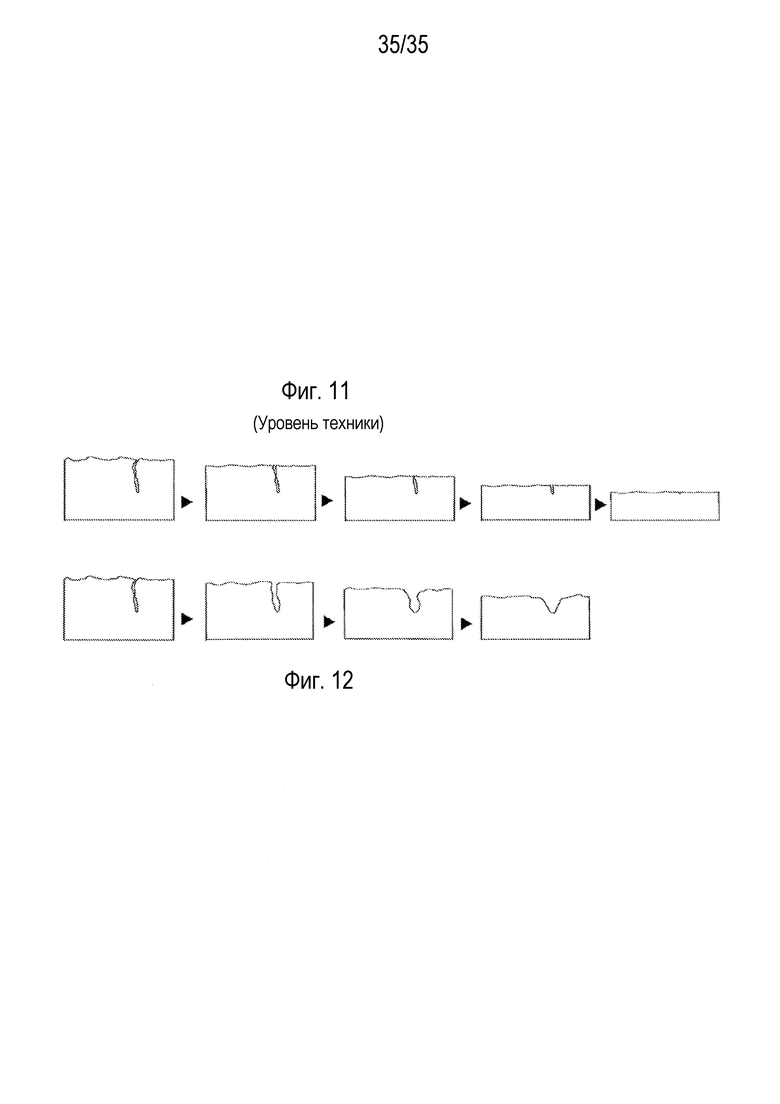
Изобретение относится к способам электролитической обработки деталей из цветных металлов. Способ удаления водорода из заготовки включает стадии, на которых погружают заготовку в ванну с водным раствором электролита, содержащим лимонную кислоту с концентрацией, меньшей или равной 982 г/л, гидрофторид аммония с концентрацией, большей или равной 2 г/л, и сильную кислоту, концентрация которой составляет не более 3,35 г/л, подключают заготовку к аноду источника питания постоянного тока и погружают катод источника питания постоянного тока в ванну, а затем пропускают ток, меньший или равный 538 А/м2, а также формируют кислородный барьер на поверхности, выполняющий функцию удаления водорода из металла. Изобретение направлено на повышение качества электролитической обработки, а также на уменьшение опасного воздействия сильных кислот и затрат на утилизацию отходов использованного раствора. 2 н. и 6 з.п. ф-лы, 12 ил., 9 табл., 3 пр.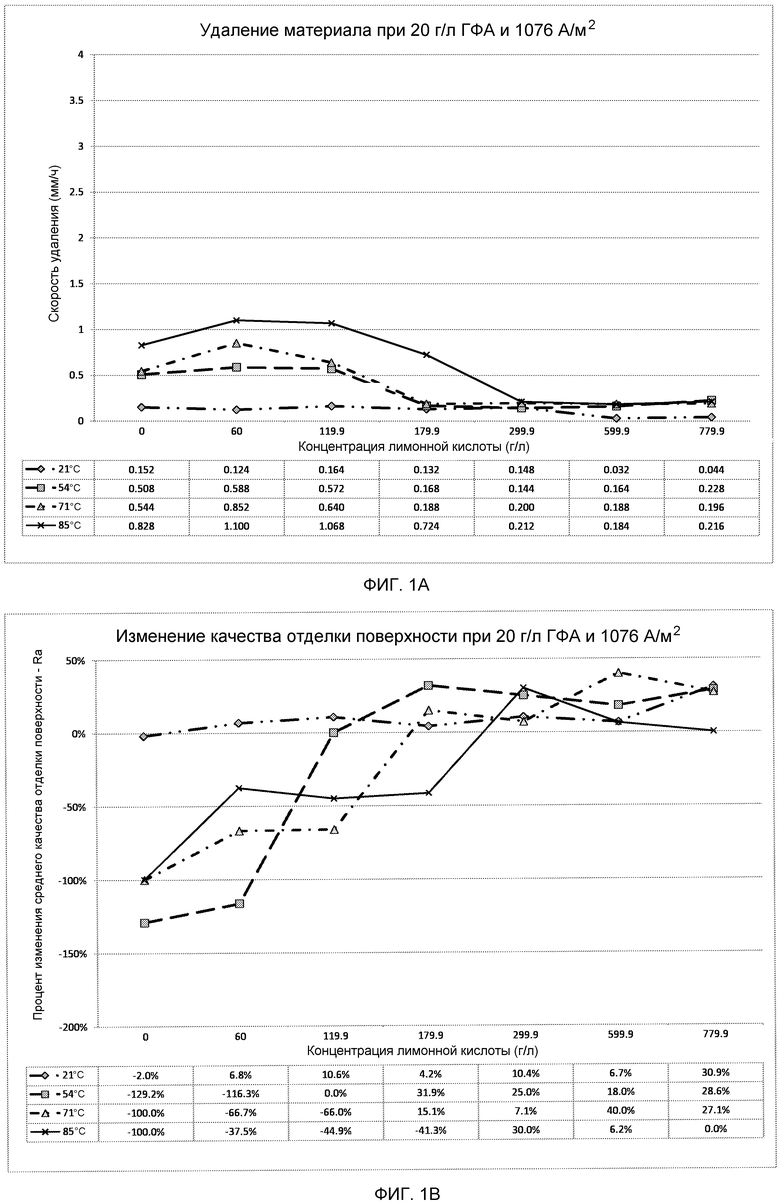
1. Способ удаления водорода из заготовки из цветного металла, включающий стадии, на которых
подвергают поверхность заготовки в ванне воздействию ванны с водным раствором электролита, содержащим лимонную кислоту с концентрацией меньшей или равной 982 г/л, гидродифторид аммония с концентрацией большей или равной 2 г/л и содержащим не более 3,35 г/л сильной кислоты,
подключают заготовку к аноду источника питания постоянного тока и погружают катод источника питания постоянного тока в ванну, и
пропускают ток, меньший или равный 538 А/м2, через ванну.
2. Способ по п. 1, при котором пропускают через ванну ток, меньший или равный 53,8 А/м2.
3. Способ по п. 1, при котором используют водный раствор электролита, содержащий концентрацию лимонной кислоты, составляющую менее 60 г/л.
4. Способ по п. 2, при котором используют водный раствор электролита, содержащий концентрацию лимонной кислоты, составляющую менее 60 г/л.
5. Способ по любому из пп. 1-4, при котором используют водный раствор электролита с концентрацией гидродифторида аммония, большей или равной 60 г/л.
6. Способ по любому из пп. 1-4, который дополнительно включает регулирование температуры ванны, которая больше или равна 2°С.
7. Способ по п. 5, который дополнительно включает регулирование температуры ванны, которая больше или равна 2°С.
8. Способ удаления водорода из заготовки из цветного металла, включающий стадии, на которых
подвергают поверхность заготовки в ванне воздействию ванны с водным раствором электролита, содержащим лимонную кислоту с концентрацией, меньшей или равной 982 г/л, гидродифторид аммония с концентрацией, большей или равной 2 г/л, и содержащим не более 3,35 г/л сильной кислоты,
подключают заготовку к аноду источника питания постоянного тока и погружают катод источника питания постоянного тока в ванну,
пропускают через ванну ток и
формируют кислородный барьер на поверхности для удаления водорода из металла,
причем этот кислородный барьер является ответственным за удаление водорода из металла.
| СПОСОБ АНОДНОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ ЛЕГИРОВАННОЙ И ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ | 1990 |
|
RU2046158C1 |
| Способ обработки поверхности молибдена | 1982 |
|
SU1059937A1 |
| 2000 |
|
RU2241791C | |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ СЕРЕБРА И ЕГО СПЛАВОВ ИМПУЛЬСНЫМ ТОКОМ | 2002 |
|
RU2227818C1 |
| US 5567300 A, 22.10.1996 | |||
| WO 9000476 A, 25.01.1990. | |||

