Изобретение относится к области металлообработки по схеме несвободного резания и может быть использовано при обработке металлов прерывистым резанием.
Известен способ по схеме несвободного резания, описанный в изобретении RU 2487783, МПК В23В 51/00, 20.07.2013, в котором за счет ступенчатой формы стружкоотводящей канавки у передней поверхности стружка подвергается сегментированию, чтобы иметь узкую ширину, повышая эффективность отвода стружки и за счет загнутого участка вспомогательной канавки в другом направлении, отличающимся от направления, вдоль которого загнут загнутый участок стружкоотводящей канавки стружка, достигающая загнутого участка вспомогательной канавки, будет выталкиваться, в загнутом участке вспомогательной канавки, к внешней периферий корпуса сверла в другом направлении, отличающимся от направления загнутого участка стружкоотводящей канавки. Это уменьшает риск застревания стружки в узком пространстве между загнутым участком вспомогательной канавки и обрабатываемой детали.
К недостаткам такого способа следует отнести быстрый износ ступенчатых канавок при сегментировании стружки за счет высокой температуры резания и износ направляющей канавки вследствие повышения температуры при многократном изгибе стружки в загнутых участках стружкоотводящих канавок. И данный способ применим к глубокому сверлению.
Известен способ обработки пластичного материала по схеме несвободного резания, при котором сходящая по передней поверхности стружка попадает во вращающийся ролик, создающий тянущее усилие в направлении увеличения угла схода стружки (RU 2555694, МПК В23В 1/00, 10.07.2015).
К недостаткам этого способа относится то, что он применим только для непрерывного резания для обеспечения тянущей силы. Кроме того, за счет увеличения естественного угла схода стружки и ее отрыва от передней поверхности происходит быстрый износ инструмента.
Наиболее близким по назначению к предлагаемому способу является способ обработки прерывистых поверхностей резанием, при котором обеспечивают взаимодействие режущей поверхности резца с обрабатываемой поверхностью (патент SU 1641509, МПК В23В 1/00, В23В 27/00, 15.04.91).
К недостаткам этого способа следует отнести то, что он применяется только для обработки прерывистых поверхностей и не обеспечивает защиту режущего инструмента от износа.
Задача – разработка эффективного способа металлообработки прерывистым резанием.
Техническим результатом является увеличение периода стойкости инструмента при прерывистом резании.
Технический результат достигается в способе металлообработки по схеме несвободного прерывистого резания, заключающемся во взаимодействии режущей поверхности резца с обрабатываемой поверхностью, при этом в зоне контакта стружки с передней поверхностью резца осуществляют приложение прижимного усилия стружки к передней поверхности резца.
Сущностью способа является то, что при прерывистом резании стружкообразование изменено путем приложения прижимного усилия стружки в направлении, параллельном передней поверхности резца в зоне контакта стружки с передней поверхностью резца. Прижимное усилие достигается благодаря прижимной пластине, установленной на передней поверхности резца. В процессе резания металла по схеме несвободного резания образующаяся стружка сходит по передней поверхности резца и попадает под прижимную пластину. При этом прижимная пластина прижимает стружку к передней поверхности резца и препятствует ее завиванию и отрыву от передней поверхности. Так как прижимное усилие имеет направление, параллельное передней поверхности резца, происходит увеличение длины контакта стружки с передней поверхностью резца, уменьшению температуры в зоне резания и снижению глубины износа резца как по передней, так и по задней режущим поверхностям резца. Таким образом, достигается увеличение периода стойкости инструмента при прерывистом резании.
Пример.
Способ металлообработки по схеме несвободного резания осуществлялся с помощью резца для прерывистого резания, снабженного закрепленной на передней поверхности прижимной пластиной.
В процессе прерывистого резания образующаяся стружка попадает в зазор между прижимной пластиной и передней поверхностью резца и прижимается к передней поверхности резца. Это препятствует завиванию стружки и увеличивает длину контакта стружки с передней поверхностью резца.
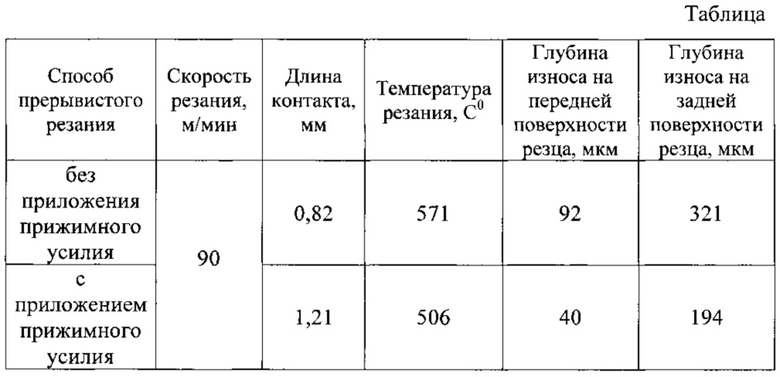
Проведено исследование процесса прерывистого резания по схеме несвободного резания на образце из Стали 45 при постоянной глубине резания t=1,0 мм и подаче S=0,2 мм/об; передний угол γ=0°; главный угол в плане ϕ=45° резцами с пластинами марки Т15К10, скорость резания 90 м/мин с прерывистым резанием без приложения прижимного усилия и прерывистым резанием с приложением прижимного усилия.
Длину контакта стружки с передней поверхностью резца и глубину износа передней и задней режущих поверхностей измеряли на профилографе - профилометре К-201.
Среднеинтегральную температуру в зоне резания измеряли по величине термо-ЭДС между твердосплавной пластиной резца и заготовкой.
Результаты экспериментов представлены в таблице.
Из приведенной таблицы видно, что при прерывистом резании с приложением прижимного усилия стружки в направлении, параллельном передней поверхности резца, глубина износа на передней поверхности резца уменьшается на 56%, а на задней поверхности резца на 40%. Длина контакта стружки с передней поверхностью резца при этом увеличилась на 48%.
Таким образом, в результате приложения прижимного усилия в зоне контакта стружки с передней поверхностью резца в направлении параллельном упомянутой поверхности резца происходит увеличение периода стойкости инструмента при прерывистом резании
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2006 |
|
RU2327549C1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2008 |
|
RU2377099C1 |
| СПОСОБ РЕЗАНИЯ | 2013 |
|
RU2555694C2 |
| Стружколомающая сменная режущая пластина с переменным передним углом | 2017 |
|
RU2665858C1 |
| РЕЗЕЦ | 1999 |
|
RU2170160C2 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2364475C1 |
| МЕТАЛЛОРЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ВИБРОРЕЗАНИЯ | 2011 |
|
RU2486993C1 |
| РОТАЦИОННЫЙ РЕЗЕЦ | 2011 |
|
RU2463130C1 |
| Вибрационный резец для обработки железнодорожных колесных пар и режущая пластина | 2018 |
|
RU2715923C1 |
Способ включает взаимодействие режущей поверхности резца с обрабатываемой поверхностью. В зоне контакта стружки с передней поверхностью резца осуществляют приложение прижимного усилия стружки к передней поверхности резца. Достигается увеличение периода стойкости инструмента при прерывистом резании. 1 табл.
Способ металлообработки по схеме несвободного прерывистого резания, включающий контактирование режущей поверхности резца с обрабатываемой поверхностью, отличающийся тем, что в зоне контакта стружки с передней поверхностью резца осуществляют приложение прижимного усилия стружки к передней поверхности резца.
| Способ обработки прерывистых поверхностей резанием | 1988 |
|
SU1641509A1 |
| Приспособление к токарным резцам для отвода стружки при резании хрупких металлов | 1951 |
|
SU94792A1 |
| 0 |
|
SU178641A1 | |
| Токарный резец | 1987 |
|
SU1407691A1 |
| US 6170368 B2, 09.01.2000. | |||

