ОПИСАНИЕ
Изобретение касается устройства управления и/или регулирования печи для отжига или термообработки в производственной линии обработки металлического материала, включающей в себя эту печь для отжига или термообработки и, по меньшей мере, один измерительный прибор, который регистрирует по меньшей мере одно свойство полосового материала, находящегося в производственной линии, при этом печь для отжига или термообработки и указанный по меньшей мере один измерительный прибор взаимодействуют в контуре регулирования и/или управления автоматизированной системы управления процессом, в котором осуществляет регулирование и/или управление печью для отжига или термообработки в рамках управления печью.
Кроме того, изобретение направлено на способ управления и/или регулирования печи для отжига или термообработки в производственной линии обработки металлического материала, которая включает в себя эту печь для отжига или термообработки, предпочтительно по меньшей мере одну включенную после нее в направлении обработки полосового материала прокатную и/или вытяжную клеть, а также по меньшей мере один измерительный прибор, который регистрирует по меньшей мере одно свойство полосового материала, находящегося в производственной линии, при этом печь для отжига или термообработки, предпочтительно имеющаяся по меньшей мере одна включенная после нее в направлении обработки полосового материала прокатная и/или вытяжная клеть и указанный по меньшей мере один измерительный прибор взаимодействуют в контуре регулирования и/или управления системы автоматизированного управления процессом, в котором осуществляется управление и/или регулирование печи для отжига или термообработки в рамках управления печью.
При обработке полосового материала из черного металла или цветного металла часто, например, перед выполнением одного или нескольких проходов прокатки, принято производить нагрев полосового материала, чтобы этот материал хорошо обрабатывался в последующем процессе глубокой вытяжки. Например, при обработке отжигом металлические полосы подаются в печь для отжига и там подвергаются действию температуры 700-900°C, чтобы, таким образом, предварительно подготавливать, например, холоднокатаные полосы до такого состояния, чтобы они могли хорошо обрабатываться в последующем процессе глубокой вытяжки и при необходимости в процессе нанесения покрытия.
При этом вследствие все более возрастающих требований промышленности, в частности автомобильной промышленности, к ее поставщикам, становится все важнее производить и документировать материал, имеющий гомогенные свойства в пределах узких полей допусков. Чтобы достичь этого, обязательной предпосылкой является автоматизированное управление процессом.
Такое устройство и такой способ управления технологической линией известны из US 2010/0219567 A1 и из EP 2 557 183 A1. Известная из них технологическая линия представляет собой технологическую линию CAL (англ. Continuous Annealing Line, линия непрерывного отжига) или CGL (англ. Continuous Galvanizing Line, линия непрерывного оцинкования). Здесь также уже предусмотрено управление имеющейся там печью для отжига с помощью измерительного прибора, который регистрирует результат измерения, воспроизводящий и/или отображающий механические технологические свойства полосового материала. Впрочем, при этом предусмотрено непосредственное регулирование параметров печи.
Недостаток этого уровня техники в том, что отжигательная печь является термически инертной и условия в печи изменяются не быстро. Из-за этого стандартная концепция регулирования оказывается несостоятельной.
Поэтому в основе изобретения лежит задача создать решение, с помощью которого может достигаться улучшение управления процессом по сравнению с известным ранее уровнем техники.
У устройства такого рода, уже охарактеризованного более подробно выше, эта задача в соответствии с изобретением решается таким образом, что указанный по меньшей мере один измерительный прибор расположен в направлении обработки полосового материала за печью для отжига и термообработки и онлайн регистрирует результат измерения, воспроизводящий и/или отображающий механические свойства полосового материала, и передает этот результат измерения, в частности в виде сигнала передачи данных, в блок регулирования и/или управления.
Этот блок регулирования и/или управления на основе прошлого поведения печи обучается реакции печи при измененных условиях печи и изменяет их для установления результатов измерений для следующих полос. Благодаря этому разброс результатов измерений уменьшается. Для этого процесса обучения могут также использоваться данные процессов перед печью для отжига (будь то результаты измерений или значения регулирующих воздействий).
Также вышеназванная задача при способе такого рода решается таким образом, что с помощью указанного по меньшей мере одного измерительного прибора онлайн регистрируется результат измерения, воспроизводящий и/или отображающий механические технологические свойства полосового материала, и этот результат измерения, в частности в виде сигнала передачи данных, передается в блок регулирования и/или управления.
Этот блок регулирования и/или управления на основе прошлого поведения печи обучается реакции печи при измененных условиях печи и изменяет их для установления результатов измерений для следующих полос. Благодаря этому разброс результатов измерений уменьшается. Для этого процесса обучения могут также использоваться данные процессов перед печью для отжига (будь то результаты измерений или значения регулирующих воздействий).
Сигнал, в частности сигнал передачи данных, может представлять собой электрический сигнал, электронный сигнал, сигнал в виде электромагнитной волны, радиосигнал, световой сигнал или инфракрасный сигнал, который способен передавать результаты измерений или данные.
Изобретением достигается, что общая длина подвергнутого термообработке или отжигу полосового материала на выходе печи или в устройстве для обработки полосы регистрируется за печью для отжига и термообработки. Благодаря этому предпочтительно непрерывно выполняемому контролю механических свойств подвергнутого термообработке или отжигу полосового материала регулировка печи может осуществляться таким образом, чтобы для следующих полос механические свойства находились в диапазоне желаемых значений, т.е. имели только приемлемую ширину разброса или разброс. Так как механические свойства во время выполнения процесса постоянно и непрерывно контролируются, фактические предельные значения механических свойств могут также использоваться в качестве предельных значений системы управления и/или измерения. Технологический диапазон представляет собой ту область (от минимального значения до максимального значения) параметра печи (температура зоны печи, целевая температура полосы или скорость полосы), соблюдение которой в производственном процессе приводит к получению требуемых механических свойств полосы. Возможна адаптация циклов отжига и изменение технологических диапазонов. В лучшем случае больше нет необходимости ограничиваться ранее заданными параметрами, такими как цикл отжига и связанные с ним предельные значения. Тем самым разброс механических свойств в течение всего процесса отжига оптимизирован и лучше адаптирован к желаемым параметрам и краевым условиям. Кроме того, это позволяет получить возможность скорее подойти к пределам, напр., температуры отжига, необходимой или адаптированной для достижения желаемых механических свойств, и тем самым сделать процесс более экологичным или экономичным, в частности повысить его производительность. Кроме того, благодаря предлагаемому изобретением виду измерения можно лучше выполнять и взаимно согласовывать переходы между полосовым материалом различного состава, так как выбранное в каждом случае механическое свойство данного полосового материала может предварительно устанавливаться в качестве релевантной величины, и при этом может осуществляться управление перекрытием следующих друг за другом полос.
Измерительный прибор или измерительные приборы предлагаемого изобретением устройства или предлагаемого изобретением способа могут также использоваться в течение определенного периода времени для определения лучших технологических диапазонов для данного качества материала, например данного качества стали.
В варианте осуществления изобретение предусматривает, что оно включает в себя включенную после печи для отжига или термообработки прокатную и/или вытяжную клеть, которая взаимодействует в контуре регулирования и/или управления автоматизированного управления процессом с печью для отжига и термообработки и указанным по меньшей мере одним измерительным прибором.
При этом также может быть, что указанный по меньшей мере один измерительный прибор в направлении обработки полосы расположен за прокатной и/или вытяжной клетью, что тоже предусматривается изобретением.
В варианте осуществления изобретение предусматривает также, что указанный по меньшей мере один измерительный прибор в направлении обработки полосового материала расположен за печью для отжига и термообработки и перед прокатной и/или вытяжной клетью. Расположение измерительного прибора за печью для отжига и термообработки, но перед прокатной и/или вытяжной клетью позволяет положить в основу регулирования или управления эксплуатацией печи влияние отжига или термообработки на измеренное механическое свойство полосового материала.
Предпочтительно также, когда указанный по меньшей мере один измерительный прибор расположен за последним механическим обрабатывающим устройством производственной линии, что тоже предусматривается изобретением. Причем тогда в основу регулирования или управления эксплуатацией печи и/или механической обработкой закладывается влияние всей предшествующей механической обработки материала или обработки материала в производственной линии на измеряемое механическое свойство полосового материала.
В усовершенствовании изобретения, кроме того, предусмотрено, что в направлении обработки полосового материала за печью для отжига и термообработки и перед прокатной и/или вытяжной клетью расположен первый измерительный прибор, а также за прокатной и/или вытяжной клетью расположен второй измерительный прибор.
Благодаря тому, что в направлении обработки полосового материала за прокатной и/или вытяжной клетью расположен второй измерительный прибор, можно также определять влияние на данное измеряемое механическое свойство механических обрабатывающих станций, которые могут включать в себя одну или несколько прокатных клетей, одну или несколько вытяжных клетей, дрессировочных клетей или правильно-вытяжных машин, и учитывать как при управлении печью для отжига и термообработки, так и при управлении механическими обрабатывающими станциями или устройствами, т.е. прокатными и/или вытяжными клетями. Предпочтительным является измерение с помощью измерительного прибора, расположенного в направлении обработки полосового материала за прокатной и/или вытяжной клетью, потому что тогда механическое свойство полосы может учитываться после процесса обработки давлением. В частности, в этой связи предпочтительно, использовать для управления в контуре управления и/или регулирования механические свойства конечного продукта, почему, в частности, предусмотрено, что измерительный прибор в направлении обработки расположен за последним механическим обрабатывающим устройством.
Впрочем, можно также заставить оба измерительных прибора воздействовать соответственно на цепи измерения и регулирования контура регулирования и/или управления, которые воздействуют на управление печью и механическую обработку и соответственно связанные с ними устройства и приспособления.
Но при применении двух измерительных приборов может быть также предусмотрено, что один измерительный прибор в направлении обработки полосового материала расположен перед печью для отжига и термообработки, а второй измерительный прибор в направлении обработки полосового материала расположен за печью для отжига и термообработки или за механической обработкой, выполняемой прокатной и/или вытяжной клетью. Соответствующие результаты измерений поступают в блок управления/регулирования, который посредством функции обучения воздействует на управление печью и, в зависимости от случая, на механическую обработку. Для этого изобретение предусматривает, что в направлении обработки полосового материала за печью для отжига и термообработки и перед прокатной и/или вытяжной клетью расположен первый измерительный прибор, а также в направлении обработки полосового материала перед печью для отжига и термообработки расположен дополнительный измерительный прибор. Также с учетом этого аспекта изобретение отличается тем, что (второй) измерительный прибор в направлении обработки полосового материала расположен за прокатной и/или вытяжной клетью, а дополнительный измерительный прибор в направлении обработки полосового материала перед печью для отжига и термообработки.
В целесообразном варианте осуществления изобретение отличается также тем, что расположенный в направлении обработки полосового материала за печью для отжига и термообработки первый измерительный прибор и/или расположенный в направлении обработки полосового материала перед печью для отжига и термообработки дополнительный измерительный прибор воздействует/воздействуют на управление печью посредством обратной связи.
При этом изобретение предусматривает, кроме того, что расположенный в направлении обработки полосового материала за указанной по меньшей мере одной прокатной и/или вытяжной клетью или за какой-либо прокатной и/или вытяжной клетью, в частности второй, измерительный прибор и/или первый или дополнительный измерительный прибор, который в направлении обработки полосового материала расположен перед или непосредственно за печью для отжига и термообработки, посредством обратной связи воздействует на управление печи и управление указанной по меньшей мере одной или сопряженной прокатной и/или вытяжной клети.
Особенно целесообразным измерением является измерение онлайн в реальном времени. Поэтому изобретение отличается также тем, что указанный по меньшей мере один измерительный прибор, предпочтительно все измерительные приборы, посредством измерения онлайн в реальном времени регистрирует/регистрируют результат измерения, воспроизводящий и/или отображающий механические свойства полосового материала. Один из особенно предпочтительных вариантов контура регулирования и/или управления получается тогда, когда результат измерения, воспроизводящий и/или отображающий механические свойства полосового материала, в рамках процесса обучения передается обратной связью в контур регулирования и/или управления, в частности в управление и/или регулирование печи для отжига и термообработки.
Особенно предпочтительно и целесообразно управление и/или регулирование печью для отжига и термообработки в соответствии с изобретением возможно, когда контур регулирования и/или управления включает в себя отображенную и/или заложенную в нем модель управления печи, что также предусматривается изобретением. При этом модель управления печью может включать в себя любого рода модель; любого рода модель печи, начиная от простой линейной модели до термодинамической модели, имеющей функцию обучения и адаптации, может находить применение, чтобы закладываться в качестве модели управления печью.
Кроме того, в другом варианте осуществления изобретения может быть также предусмотрено, чтобы контур регулирования и/или управления включал в себя модель исходного материала.
Целесообразными параметрами печи, управление которыми возможно с помощью выполненного в соответствии с изобретением контура регулирования и/или управления, являются, например, целевая температура полосы в области нагрева и/или охлаждения печи для отжига и термообработки, скорость полосы в технологической линии, температура или мощность печи для отжига и термообработки, подача охлаждающего средства на обрабатываемый полосовой материал или вид охлаждающего средства. Поэтому изобретение отличается также тем, что указанный один или несколько параметров печи включает в себя по меньшей мере одно из значений: целевая температура полосы в области нагрева и/или охлаждения печи для отжига и термообработки, технологический диапазон этой целевой температуры полосы, скорость полосы, технологический диапазон этой скорости полосы, температура печи, технологический диапазон этой температуры печи, характер изменения температуры печи (локальное и временное распределение температуры печи), мощность печи, интенсивность охлаждения, подача охлаждающего средства или вид охлаждающего средства.
Особенно подходящим измерительным прибором является реманентный измерительный прибор, поэтому изобретение предусматривает также, что указанный по меньшей мере один измерительный прибор, предпочтительно все измерительные приборы, представляет собой/представляют собой реманентный измерительный прибор (на основе остаточной намагниченности), который в качестве результата измерения определяет некоторую магнитную величину.
Но указанный определяющий механическое свойство измерительный прибор может быть также выполнен в виде лазерного ультразвукового прибора, или электромагнитного ультразвукового прибора, или рентгеновского просвечивающего прибора.
Особенно предпочтительно предлагаемое изобретением устройство и предлагаемый изобретением способ могут применяться при отжиге и оцинковании стали или алюминиевого материала. Поэтому изобретение отличается также тем, что устройство является составной частью непрерывной линии отжига и/или оцинкования для стали или алюминиевого материала.
Равным образом, как и предлагаемое изобретением устройство, предлагаемый изобретением способ в усовершенствовании отличается тем, что контур регулирования и/или управления посредством по меньшей мере одного результата измерения, определенного с помощью измерительного прибора, расположенного в направлении обработки полосового материала за печью для отжига и термообработки или за прокатной и/или вытяжной клетью и воспроизводящего и/или отображающего механические свойства полосового материала посредством обратной связи, воздействует на управление и/или регулирование печи для отжига или термообработки и/или регулирование и/или управление прокатной и/или вытяжной клети.
Предпочтительно при этом также, когда посредством первого измерительного прибора, расположенного в направлении обработки полосового материала за печью для отжига и термообработки или перед прокатной и/или вытяжной клетью, и второго измерительного прибора, расположенного в направлении обработки полосового материала за прокатной и/или вытяжной клетью, и/или дополнительного измерительного прибора, расположенного в направлении обработки полосового материала перед печью для отжига и термообработки, онлайн регистрируется соответственно результат измерения, воспроизводящий и/или отображающий механические свойства полосового материала, и передается в блок регулирования и/или управления, что также предусматривается изобретением.
Также изобретение отличается тем, что посредством (второго) измерительного прибора, расположенного в направлении обработки полосового материала за указанной или какой-либо прокатной и/или вытяжной клетью, и второго или дополнительного измерительного прибора, расположенного в направлении обработки полосового материала перед или непосредственно за печью для отжига и термообработки, онлайн регистрируются результаты измерений, воспроизводящие и/или отображающие механические свойства полосового материала, и передаются в блок регулирования и/или управления.
Причем тогда также целесообразно, чтобы результат измерения, воспроизводящий и/или отображающий механические свойства полосового материала, регистрировался посредством измерения онлайн в реальном времени и/или в рамках процесса обучения передавался посредством обратной связи в контур регулирования и/или управления, в частности в управление и/или регулирование печи для отжига и термообработки, что также предусматривается изобретением.
Наконец, предлагаемое изобретением устройство отличается тем, что способ выполняется с помощью устройства по одному или нескольким из пп. 1-17 формулы изобретения.
Ниже изобретение в качестве примера поясняется подробнее с помощью чертежа. На нем на пяти отдельных рисунках a)-e) единственной фигуры в схематичном изображении показано пять альтернатив схемы предлагаемого изобретением устройства для выполнения предлагаемого изобретением способа. На всех пяти отдельных рисунках a)-e) одинаковые конструктивные элементы снабжены одинаковыми ссылочными обозначениями.
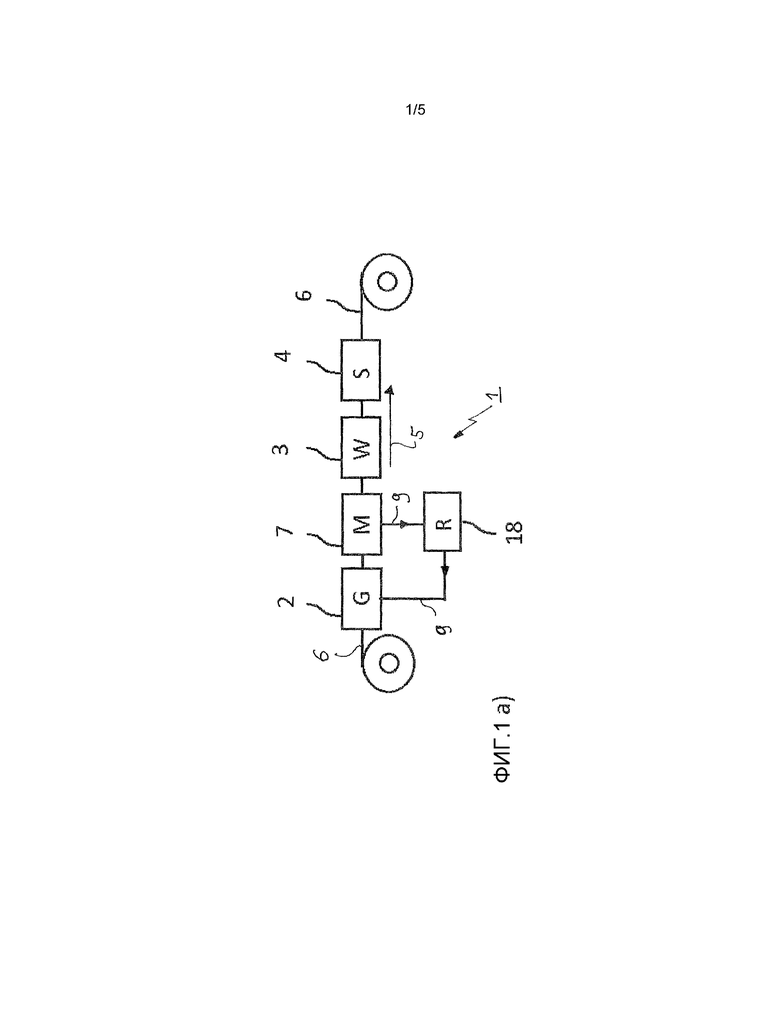
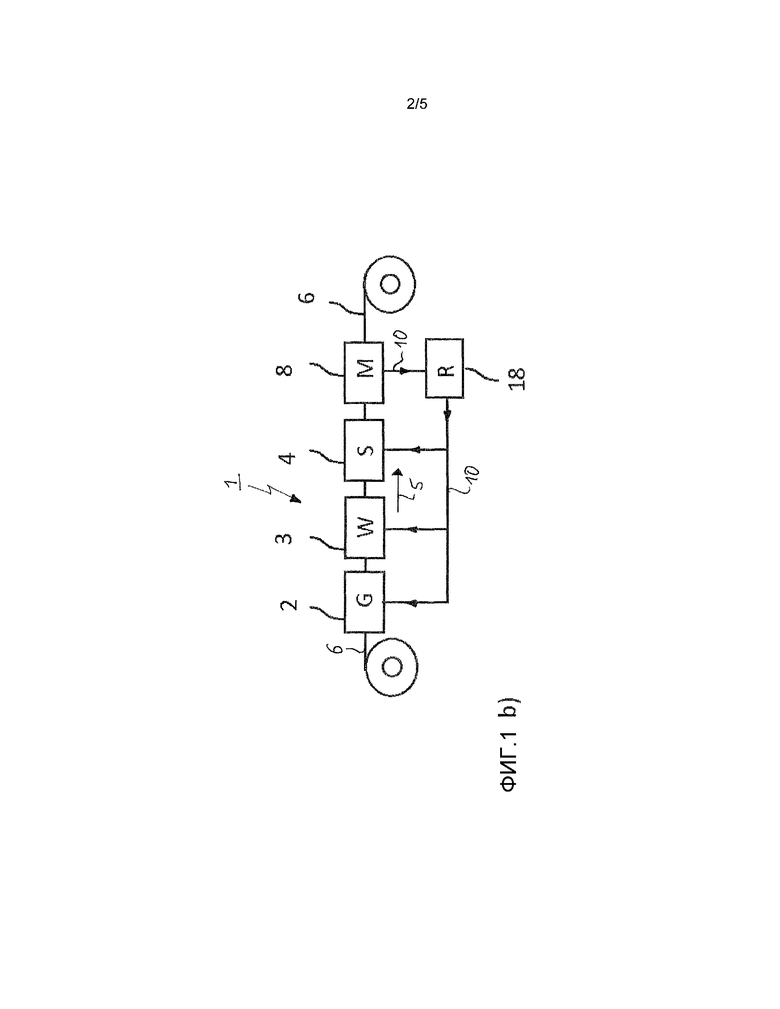
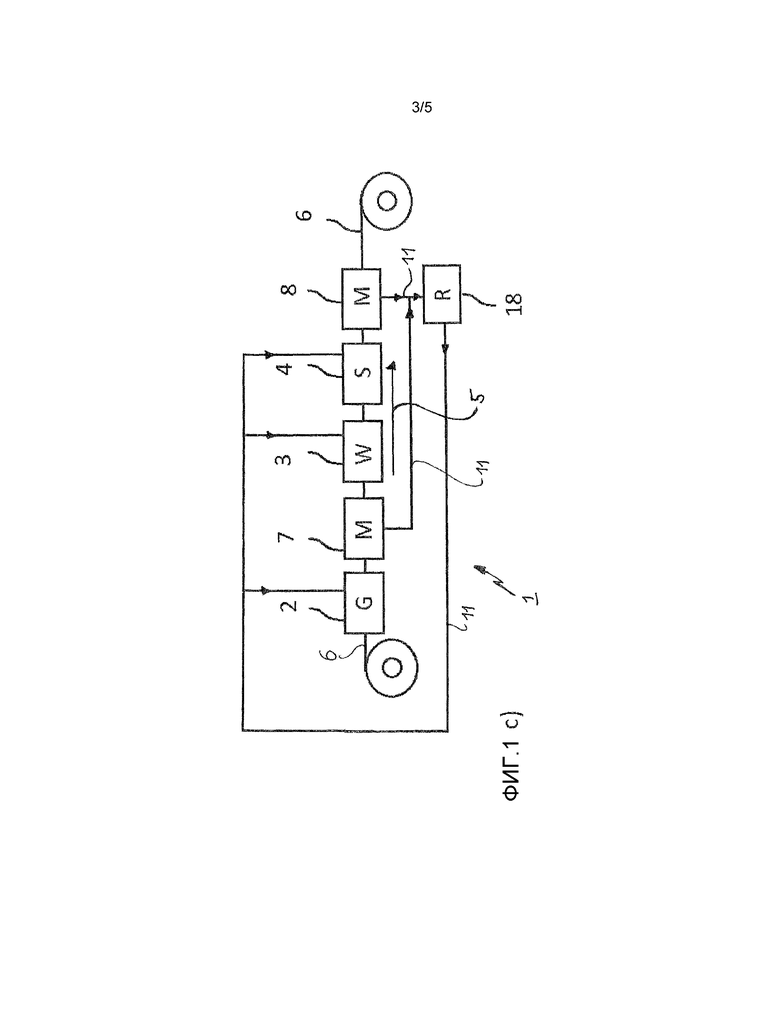
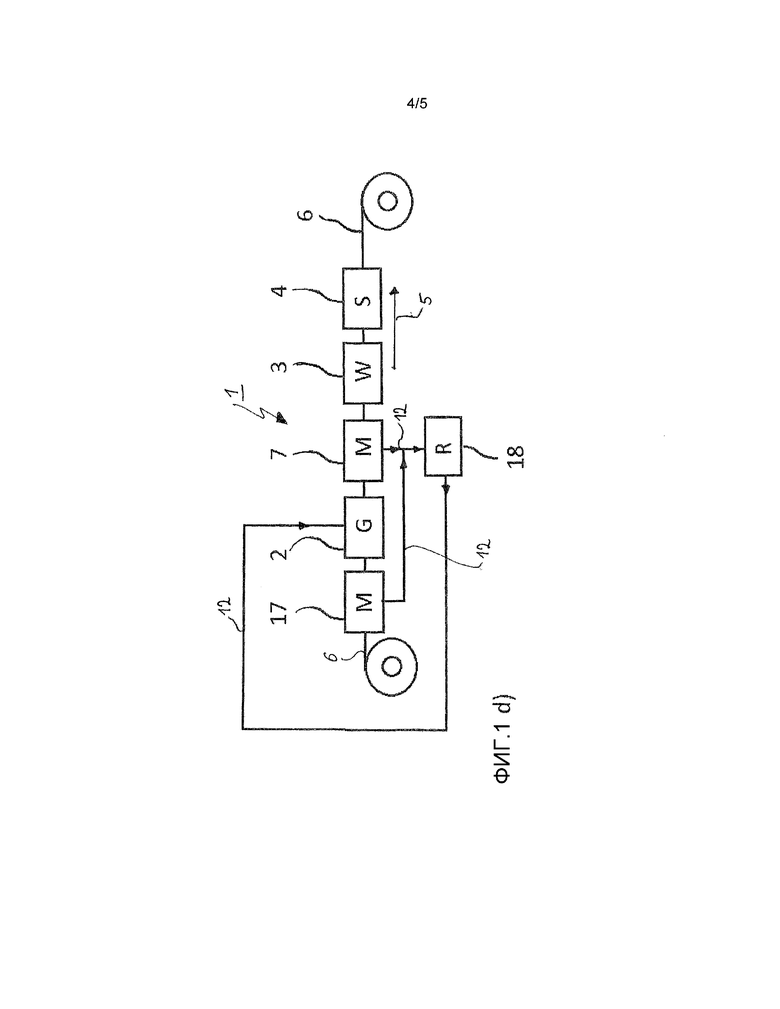
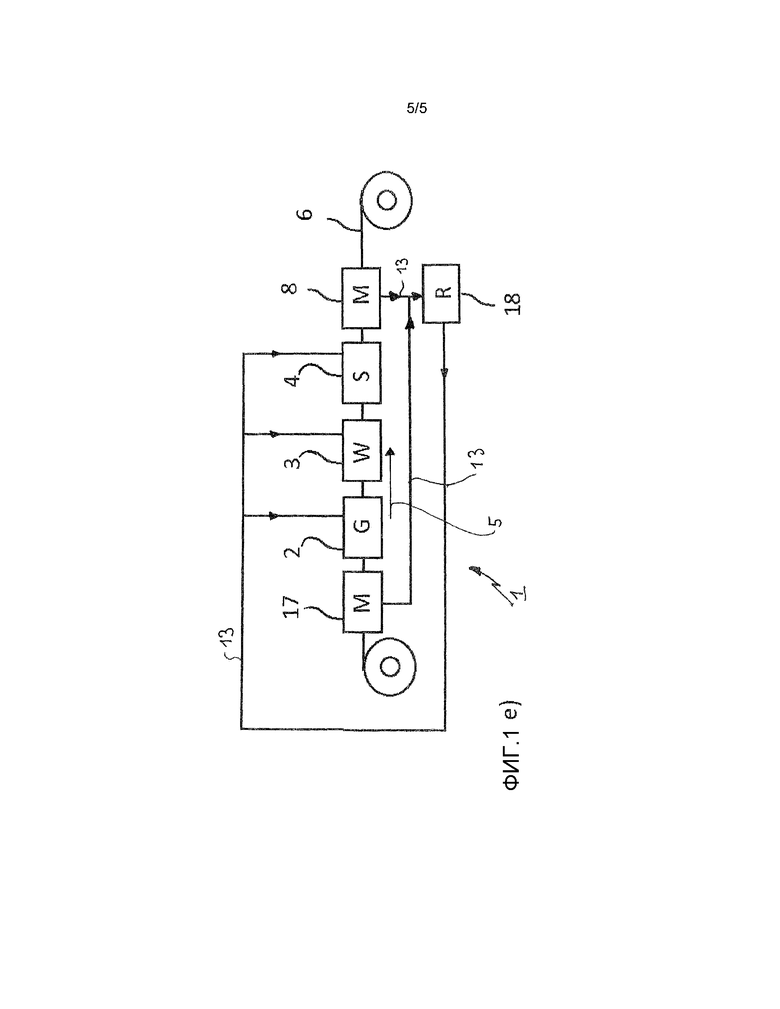
На единственной фигуре на отдельных рисунках a)-e) в каждом случае схематично показана обозначенная в целом позицией 1 производственная линия в виде CAL (англ. Continuous Annealing Line, линия непрерывного отжига). Она включает в себя схематично изображенные элементы: печь 2 для отжига или термообработки, соответственно включенную после печи 2 для отжига или термообработки прокатную клеть 3, которая выполнена в виде дрессировочной клети, а также включенную после нее, в свою очередь, в направлении 5 обработки полосового материала вытяжную клеть 4 в виде правильно-вытяжной машины. В направлении стрелки 5 полосовой материал 6, состоящий из металлического материала, в частности черного металла, предпочтительно стали, или цветного металла, в частности алюминия, направляется в печь для отжига или термообработки 2, из нее в прокатную клеть 3 и из нее в вытяжную клеть 4, и из нее выводится из производственной линии 1. Кроме того, в производственной линии 1 между печью для отжига и термообработки 2 и прокатной клетью 3 в каждом из вариантов осуществления в соответствии с отдельными рисунками a), c) и d) расположен первый измерительный прибор 7, который определяет по меньшей мере одно свойство полосового материала 6. В частности, измерительный прибор 7 может представлять собой реманентный измерительный прибор, который определяет некоторую магнитную величину в качестве свойства полосового материала 6. В вариантах осуществления в соответствии с отдельными рисунками b), c) и e) также за вытяжной клетью 4 и при этом также за последним, служащим для механической обработки полосового материала 6 механическим обрабатывающим устройством производственной линии 1 расположен второй измерительный прибор 8, который тоже определяет по меньшей мере одно свойство, предпочтительно то же самое свойство, что и первый измерительный прибор 7, полосового материала 6. В варианте осуществления в соответствии с отдельными рисунками d) и e) (дополнительный) измерительный прибор 17 находится перед печью для отжига и термообработки 2. При этом как для измерительного прибора 7, 8, так и для измерительного прибора 17 здесь возможно только опосредствованное определение наблюдаемого, или устанавливаемого, или определяемого механического свойства полосового материала 6. Во всяком случае, посредством данного измерительного прибора 7 или 8 определяется результат измерения, воспроизводящий и/или отображающий желаемое механическое свойство полосового материала 6. Затем в не изображенных подробно цепях измерения и регулирования или в не изображенном подробно контуре регулирования и/или управления оно может преобразовываться в электрический сигнал или сигнал передачи данных и передаваться в контур регулирования и/или управления или отдельные цепи измерения и регулирования, которые взаимодействуют с ним.
Не изображенный подробно контур регулирования и/или управления является составной частью системы автоматизированного управления процессом, которая осуществляет управление и/или регулирование печи 2 для отжига или термообработки, но при необходимости также включенной после нее прокатной клети 3 и/или вытяжной клети 4. Определенные измерительными приборами 7, и/или 8, и/или 17 результаты измерений или выведенные из них электрические сигналы с помощью обратной связи посредством соответствующих цепей 9, 10, 11, 12, 13 регулирования, которые воздействуют на не изображенный подробно контур регулирования и/или управления системы автоматизированного управления процессом или являются его составной частью, для управления печью 2 для отжига и термообработки передаются в контур управления печи, и/или управления прокатного стана 3, и/или управления вытяжной клети 4, как это еще будет поясняться ниже со ссылкой на отдельные рисунки a)-e).
Первый измерительный прибор 7 и второй измерительный прибор 8 или дополнительный измерительный прибор 17 онлайн посредством измерения онлайн в реальном времени определяют или регистрируют результат измерения, воспроизводящий и/или отображающий механическое свойство полосового материала. Этот соответствующий результат измерения или выведенный из него электрический сигнал в рамках процесса Closed Loop (англ. замкнутый цикл) посредством обратной связи передается в контур регулирования и/или управления производственной линии 1, в частности в управление или регулирование печи 2 для отжига или термообработки. Предпочтительно этот контур регулирования и/или управления включает в себя отображенную или заложенную в нем модель печи в виде управления модели печи. Также контур регулирования и/или управления может включать в себя модель исходного материала.
В частности, с помощью обучающегося блока регулирования и/или управления в связи и/или при взаимодействии с управлением печью и/или регулированием печи управление одним или несколькими параметрами печи осуществляется таким образом, что сохраняется или устанавливается заданное значение или диапазон значений измеренного или определенного механического свойства или определенных механических свойств полосового материала 6. Эти параметры печи могут представлять собой по меньшей мере одно из значений: целевая температура полосы в области нагрева и/или охлаждения печи для отжига или термообработки 2, скорость полосы, температура печи, мощность печи, подача охлаждающего средства, т.е. способ подачи охлаждающего средства на полосовой материал 6, или вид охлаждающего средства.
Измерительные приборы 7, 8 и 17 могут представлять собой соответственно реманентный измерительный прибор, который в качестве результата измерения определяет некоторую магнитную величину. Но данный измерительный прибор 7, 8 может также быть измерительным прибором любого другого рода, который позволяет непосредственно или опосредствованно определять механические свойства наблюдаемого с его помощью полосового материала 6.
Предпочтительно изображенная на отдельных рисунках a)-e) фигуры производственная линия 1 представляет собой непрерывную линию отжига и/или оцинкования стального или алюминиевого материала.
В варианте осуществления, изображенном на отдельном рисунке a), между печью для отжига и термообработки 2 и прокатной клетью 3 расположен только один измерительный прибор 7, который через цепь 9 регулирования соединен обратной связью с контуром регулирования и/или управления и здесь, в частности, управления печью.
В примере осуществления в соответствии с отдельным рисунком b) в направлении обработки полосового материала 6 за механическими обрабатывающими устройствами и, таким образом, за прокатной клетью 3 и вытяжной клетью 4 расположен второй измерительный прибор 8, который посредством цепи 10 регулирования соединен обратной связью с контуром регулирования и/или управления и воздействует на управление как печью 2, так и прокатной клетью 3 и/или вытяжной клетью 4.
В варианте осуществления в соответствии с отдельным рисунком с) первый измерительный прибор 7 расположен между печью для отжига и термообработки 2 и прокатной клетью 3, а второй измерительный прибор 8 в направлении 5 обработки за вытяжной клетью 4.
Блок 18 регулирования получает результаты измерений от измерительного прибора 7 и 8. Они в рамках цепи 11 регулирования оказывают обратное воздействие на отжигательную печь 2 и прокатную клеть 3 и вытяжную клеть 4.
В примере осуществления в соответствии с отдельным рисунком d) между печью для отжига и термообработки 2 и прокатной клетью 3 расположен первый измерительный прибор 7, а также в направлении 5 обработки полосового материала перед печью для отжига и термообработки 2 - дополнительный измерительный прибор 17. Посредством цепи 12 регулирования результаты измерений, переданные измерительными приборами 7 и 17 блока 18 регулирования, передаются посредством обратной связи в контур регулирования и/или управления печи для отжига или термообработки 2.
В примере осуществления в соответствии с отдельным рисунком e) показан один из вариантов осуществления, при котором, в свою очередь, в направлении 5 обработки полосового материала за вытяжной клетью 4 расположен второй измерительный прибор 8, а перед печью для отжига и термообработки 2 - дополнительный измерительный прибор 17. Результаты измерений, переданные вторым измерительным прибором 8 и дополнительным измерительным прибором 17 блока 18 регулирования, в рамках цепи 13 регулирования передаются посредством обратной связи в контур регулирования и/или управления печи для отжига или термообработки 2, прокатной клети 3 и вытяжной клети 4.
Неизображенным образом связь первого измерительного прибора 7 и второго измерительного прибора 8 или дополнительного измерительного прибора 17 с выведенными из каждого из них цепями регулирования может выполнять также другие воздействия, отличающиеся от изображенных. Так, например, возможно, чтобы как первый измерительный прибор 7, так и второй измерительный прибор 8 воздействовали как на управление печью, так и на управление отдельными или всеми механическими обрабатывающими устройствами. Также допустимы и возможны все допустимые комбинации только частичного воздействия измерительных приборов и результирующих из них цепей регулирования на только отдельные устройства или печь в рамках контура регулирования и/или управления.
Изобретение предназначено для управления производственной линией (1) обработки металлического полосового материала, включающей в себя печь (2) для термообработки и расположенные в направлении (5) обработки полосового материала после печи (2) по меньшей мере одну прокатную клеть (3) и вытяжную клеть (4). Технический результат – повышение качества полосового материала. Устройство управления содержит по меньшей мере два измерительных прибора (7, 8, 17) для регистрации по меньшей мере одного механического свойства полосового материала (6), находящегося в производственной линии (1). Устройство также содержит контур управления системы автоматизированного управления процессом с блоком (18) управления и цепями (9, 10, 11, 12, 13) обратной связи. При этом печь (2) для термообработки, по меньшей мере одна прокатная клеть (3) и вытяжная клеть (4) с помощью обратной связи посредством соответствующих цепей (9, 10, 11, 12, 13) взаимодействуют в контуре управления системы автоматизированного управления процессом с упомянутыми по меньшей мере двумя измерительными приборами (7, 8, 17) и упомянутым блоком (18) управления. 2 н. и 13 з.п. ф-лы, 5 ил.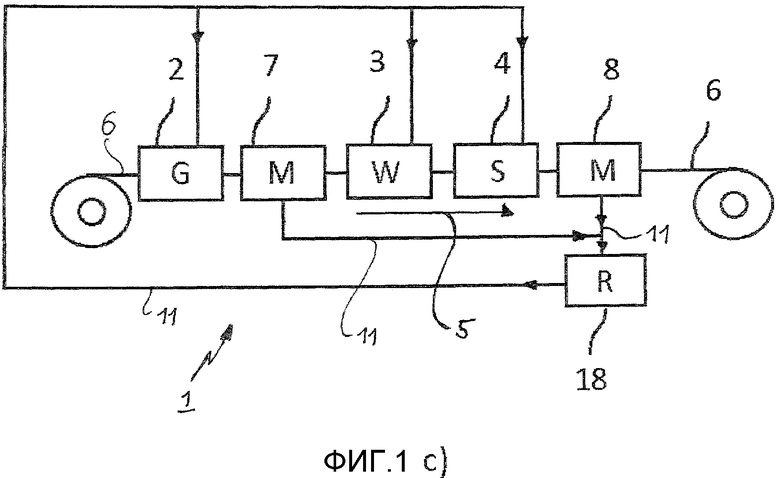
1. Устройство для управления производственной линией (1) обработки металлического полосового материала, включающей печь (2) для термообработки и расположенные в направлении (5) обработки полосового материала после печи (2) по меньшей мере одну прокатную клеть (3) и вытяжную клеть (4),
содержащее по меньшей мере два измерительных прибора (7, 8, 17) для регистрации по меньшей мере одного свойства полосового материала (6), находящегося в производственной линии (1), и контур управления системы автоматизированного управления процессом с блоком (18) управления и цепями (9, 10, 11, 12, 13) обратной связи, причем печь (2) для термообработки, по меньшей мере одна прокатная клеть (3) и вытяжная клеть (4) с помощью обратной связи посредством соответствующих цепей (9, 10, 11, 12, 13) взаимодействуют в контуре управления системы автоматизированного управления процессом с упомянутыми по меньшей мере двумя измерительными приборами (7, 8, 17) и упомянутым блоком (18) управления,
причем контур управления системы автоматизированного управления процессом осуществляет управление печью (2) для термообработки, по меньшей мере одной сопряженной прокатной клетью (3) и сопряженной вытяжной клетью (4) в рамках системы управления печи и системы управления по меньшей мере одной сопряженной прокатной клети (3) и сопряженной вытяжной клети (4),
при этом упомянутые по меньшей мере два измерительных прибора (7, 8, 17) выполнены с возможностью онлайн регистрации результата измерения, отображающего механические свойства полосового материала (6), и передачи этого результата измерения в виде электрического сигнала или сигнала передачи данных в блок (18) управления,
причем первый измерительный прибор (7) расположен в направлении (5) обработки полосового материала непосредственно за печью (2) для термообработки или второй измерительный прибор (8) расположен в направлении (5) обработки полосового материала за вытяжной клетью (4), причем дополнительный измерительный прибор (17) в комбинации с первым измерительным прибором (7) или вторым измерительным прибором (8) расположен в направлении (5) обработки полосового материала перед печью (2) для термообработки,
причем
дополнительный измерительный прибор (17) и первый измерительный прибор (7) посредством цепи (12) обратной связи воздействуют на систему управления печи (2) и на систему управления по меньшей мере одной сопряженной прокатной клети (3) и сопряженной вытяжной клети (4), или
дополнительный измерительный прибор (17) и второй измерительный прибор (8) посредством цепи (13) обратной связи воздействуют на систему управления печи (2) и на систему управления по меньшей мере одной сопряженной прокатной клети (3) и сопряженной вытяжной клети (4),
или
первый измерительный прибор (7), расположенный в направлении (5) обработки полосового материала непосредственно после печи (2) для термообработки, и второй измерительный прибор (8), расположенный в направлении (5) обработки полосового материала после вытяжной клети (4), посредством цепи (11) обратной связи воздействуют на систему управления печи и/или на систему управления по меньшей мере одной сопряженной прокатной клети (3) и сопряженной вытяжной клети (4).
2. Устройство по п. 1, отличающееся тем, что первый измерительный прибор (7)расположен в направлении (5) обработки полосового материала за печью (2) для термообработки и перед прокатной клетью (3).
3. Устройство по п. 1 или 2, отличающееся тем, что второй измерительный прибор (8) расположен в направлении (5) обработки полосового материала за последним механическим обрабатывающим устройством производственной линии (1).
4. Устройство по п. 1, отличающееся тем, что измерительные приборы (7, 8, 17) посредством измерения онлайн в реальном времени регистрируют результат измерения, отображающий механические свойства полосового материала (6).
5. Устройство по п. 1, отличающееся тем, что результат измерения, отображающий механические свойства полосового материала (6), в рамках процесса обучения передается посредством обратной связи в контур управления системы автоматизированного управления процессом, в частности в систему управления печи (2) для термообработки (2).
6. Устройство по п. 1, отличающееся тем, что контур управления системы автоматизированного управления процессом включает в себя отображенную или заложенную в нем модель управления печи.
7. Устройство по п. 1, отличающееся тем, что контур управления системы автоматизированного управления процессом включает в себя модель исходного материала.
8. Устройство по п. 1, отличающееся тем, что управление печью проводится с помощью по меньшей мере одного из значений, включающих целевую температуру металлического полосового материала в области нагрева и/или охлаждения печи (2) для термообработки, технологический диапазон этой целевой температуры металлического полосового материала, скорость металлического полосового материала, технологический диапазон этой скорости металлического полосового материала, температуру печи, технологический диапазон этой температуры печи, характер изменения температуры печи, мощность печи, интенсивность охлаждения, подачу охлаждающего средства или вид охлаждающего средства.
9. Устройство по п. 1, отличающееся тем, что измерительные приборы (7, 8, 17) представляют собой соответственно реманентные измерительные приборы, которые в качестве результата измерения определяют некоторую магнитную величину.
10. Устройство по п. 1, отличающееся тем, что оно используется как составная часть непрерывной линии отжига и/или оцинкования для стального или алюминиевого материала.
11. Способ управления производственной линией (1) обработки металлического полосового материала, включающей печь (2) для термообработки и расположенные в направлении (5) обработки полосового материала после печи (2) по меньшей мере одну прокатную клеть (3) и вытяжную клеть (4) и по меньшей мере два измерительных прибора (7, 8, 17), которые регистрируют по меньшей мере одно свойство полосового материала (6), находящегося в производственной линии (1), при этом печь (2) для термообработки, прокатная клеть (3), вытяжная клеть (4) и по меньшей мере два измерительных прибора (7, 8, 17) взаимодействуют в контуре управления системы автоматизированного управления процессом, в котором осуществляют управление печью (2) для термообработки в рамках системы управления печи,
причем посредством по меньшей мере двух измерительных приборов (7, 8) регистрируют онлайн результат измерения, отображающий механические свойства полосового материала (6), и этот результат измерения, в частности, в виде электрического сигнала или сигнала передачи данных передают в блок (18) управления,
причем первый измерительный прибор (7) располагают в направлении (5) обработки полосового материала непосредственно за печью (2) для термообработки или второй измерительный прибор (8) располагают в направлении (5) обработки полосового материала за вытяжной клетью (4),
причем воздействуют контуром управления системы автоматизированного управления процессом посредством дополнительного измерительного прибора (17), расположенного в направлении (5) обработки полосового материала перед печью (2) для термообработки, в комбинации с первым измерительным прибором (7) или вторым измерительным прибором (8) посредством цепей (12, 13) обратной связи на систему управления печи или систему управления печи и систему управления по меньшей мере одной сопряженной прокатной клети (3) и сопряженной вытяжной клети (4) или
воздействуют контуром управления системы автоматизированного управления процессом посредством первого измерительного прибора (7) и второго измерительного прибора посредством цепи (11) обратной связи на систему управления печи и/или систему управления по меньшей мере одной сопряженной прокатной клети (3) и сопряженной вытяжной клети (4), и
при этом определяют результат измерения, отображающий механические свойства полосового материала (6), и посредством соответствующей цепи (9, 10, 11, 12, 13) обратной связи передают его в систему управления печи (2) для термообработки или систему управления печи (2) для термообработки и систему управления по меньшей мере одной сопряженной прокатной клети (3) и сопряженной вытяжной клети (4).
12. Способ по п. 11, отличающийся тем, что посредством первого измерительного прибора (7), второго измерительного прибора (8) и дополнительного измерительного прибора (17) онлайн регистрируют соответственно результат измерения, отображающий механические свойства полосового материала (6), и передают его в блок (18) управления.
13. Способ по п. 11 или 12, отличающийся тем, что результат измерения, отображающий механические свойства полосового материала (6), регистрируют посредством измерения онлайн в реальном времени.
14. Способ по п. 11 или 12, отличающийся тем, что результат измерения, отображающий механические свойства полосового материала (6), в рамках процесса обучения передают посредством обратной связи в контур управления системы автоматизированного управления процессом, в частности в систему управления печи (2) для термообработки.
15. Способ по п. 11 или 12, отличающийся тем, что управление осуществляют с помощью устройства по любому из пп. 1-10.
| DE 112004002759 T5, 08.02.2007 | |||
| WO 2004076086 A2, 10.09.2004 | |||
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В ПЛАМЕННОЙ НАГРЕВАТЕЛЬНОЙ ПЕЧИ | 1994 |
|
RU2068006C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ТЕРМООБРАБОТКИ СОРТОВОГО ПРОКАТА В МНОГОСЕКЦИОННЫХ ТЕРМОУПРОЧНЯЮЩИХ УСТАНОВКАХ | 2005 |
|
RU2299916C1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| CN 201163217 Y, 10.12.2008 | |||
| СРЕДСТВО ДЛЯ СТИМУЛЯЦИИ ВЫРАБОТКИ ФАКТОРА VIII СВЕРТЫВАНИЯ КРОВИ | 2005 |
|
RU2287345C2 |

