Изобретение относится к способу эксплуатации отжигательной печи для отжига металлической полосы.
Различные варианты таких способов известны из уровня техники, например, из немецкой публикации DE 10 2013 225579 А1. Эта публикация раскрывает способ управления отжигательной печью и/или регулирования отжигательной печи или печи для тепловой обработки металлической полосы, причем печь смонтирована перед клетью прокатного стана. По меньшей мере одно измерительное устройство регистрирует в режиме онлайн механическую характеристику материала металлической полосы и вырабатывает соответствующую измеряемую величину. Эту измеряемую величину используют в процессе регулирования в качестве величины обратной связи для отжигательной печи или печи тепловой обработки.
Документ EP 2742158 B1 раскрывает способ эксплуатации аппарата непрерывного отжига для обработки металлической полосы. Здесь предлагается модельно-предикативное регулирование, при котором в качестве входной величины в получаемую на компьютере модель вводят по меньшей мере одну характеристику металлической полосы, причем входная величина относится к точке или участку металлической полосы перед аппаратом непрерывного отжига или в нем. С помощью получаемой на компьютере модели моделируют по меньшей мере одну характеристику материала прокатываемого материала после процесса непрерывного отжига. Эту смоделированную характеристику материала сравнивают с предварительно установленным заданным значением. При отклонении смоделированной характеристики материала от заданного значения по меньшей мере один параметр процесса, например температуру или скорость металлической полосы, регулируют в ходе непрерывного отжига посредством регулирующего устройства. Это происходит до тех пор, пока указанные по меньшей одна точка или по меньшей мере один участок прокатываемого материала, к которому относится входная величина, продолжает находиться перед аппаратом непрерывного отжига или в нем.
Заявленное в европейском патенте EP 2742158 В1 регулирование характеристики материала металлической полосы до желаемой заданной характеристики материала, включая моделирование фактической характеристики материала металлической полосы с помощью получаемой на компьютере модели требует большой мощности процессора и длительного времени расчета. Регулирование осуществляют с помощью интерактивной модификации параметров процесса, температуры и/или скорости таким образом, что из этого получают желаемые характеристики материала для металлической полосы. Увеличенное время расчета является недостатком, поскольку оно ведет к уменьшению количества возможных случаев расчета или итерационных операций.
Статья Yahiro et all: “Development of strip temperature control a continuous annealing line”, Plenary Session, Emerging Technologies, and Factory Automation. MAUI, Nov. 15 - 19, 1993; [Proceedings of the International Conference on Industrial Electronics, Control, and Instrumentation (IECON)], New York, IEEE, США, том. 1, 15 ноября 1993 (1993-11-15, стр. 481-486, ХР000451844 раскрывает способ эксплуатации отжигательной печи для отжига металлической полосы со следующими этапами: В соответствии с п. 1 формулы изобретения: задание по меньшей мере одной желаемой заданной характеристики материала, которая должна содержать точку или участок металлической полосы после прохождения через отжигательную печь; предоставление по меньшей мере информации (Е) о металлической полосе перед отжигательной печью или в ней; расчет заданного распределения температуры и/или заданной скорости металлической полосы в отжигательной печи с помощью получаемой на компьютере модели в зависимости от желаемой заданной характеристики материала и информации о металлической полосе; и регулировка заданного распределения температуры и/или заданной скорости металлической полосы в отжигательной печи с помощью системы управления печи в качестве регулирующего звена.
Статья Vallee G et al: “Ligne de recuit tout asynchrone pour ugine gueugnon”, Reveu de Matallurgie - Cahiers d’Informations Techniques, Revue de Metallurgie. Париж, Франция, том 90, № 6, 1 июня 1993/1993-06-01), стр. 843-847, ХР 000393745, ISSN: 0035-1563, раскрывает способ, аналогичный упомянутому ранее в статье Yahiro, причем, однако, характеристики подлежащей обработке металлической полосы и фактические характеристики способа используют в одной модели с тем, чтобы определить для печи подлежащие применению скорость и температуру.
Заявка на патент US 5, 673368 A также раскрывает способ эксплуатации отжигательной печи с использованием получаемой на компьютере модели. В соответствии с заявкой США на патент эту модель согласуют соответственно после полного цикла тепловой обработки.
Статья Smith M A et al: “Application of distributet control on UOI’S КМ/CAL”, Aise Steel Technologi, Aise, Питтсбург, Пенсильвания, США, том 70, № 6, 1 июня 1993 (1993-06-01), стр. 17-22, ХР000387767, ISSN: 0021-1559, раскрывает способ эксплуатации отжигательной печи для отжига металлической полосы в соответствии с ограничительной частью п. 1 формулы изобретения.
В основу изобретения положена задача усовершенствования известного способа эксплуатации отжигательной печи для отжига металлической полосы в отношении улучшения качества продукта и увеличения производительности.
Эту задачу решают с помощью способа, заявленного в п. 1 формулы изобретения.
Заявленный в соответствии с п. 1 способ представляет собой управление, а не регулирование. В рамках этого управления расчет и назначение заданного (требуемого, целевого) распределения температуры и/или заданной (требуемой, целевой) скорости металлической полосы в отжигательной печи происходит таким образом, что после покидания отжигательной печи металлическая полоса обладает желаемой заданной (требуемой, целевой) характеристикой материала. В отличие от случая регулирования, наличие этой желаемой характеристики материала в рамках заявленного в п. 1 способа не контролируют; в частности, отсутствует сравнение желаемой заданной характеристики материала с измеренной фактической характеристикой материала металлической полосы после выхода из отжигательной печи с целью образования отклонения регулируемой характеристики материала и отсутствует регулирование этого регулируемого отклонения до нуля.
Понятие «распределение температуры» относится, строго говоря, к соответствующему участку металлической полосы. В смысле настоящего описания понятие «распределение температуры» включает в себя также единичное значение температуры в определенном месте металлической полосы.
Понятие «отжигательная печь» включает в себя в смысле настоящего описания наряду с нагревательными устройствами также нагревательные устройства с расположенными за ними в направлении протока охлаждающими устройствами.
Расчет и назначение заданного распределения температуры и/или заданной скорости металлической полосы в обжигательной печи требует меньшей интенсивности расчетов по сравнению с моделированием характеристик материала. Кроме того, в рамках заявленного управления не требуется обратная связь с параметром процесса. Таким образом, в целом возможно увеличение выхода продукции.
Заявленный способ предназначен для осуществления желаемой самостоятельной корректировки или, соответственно, самостоятельной адаптации. С этой целью измеряют фактическую характеристику материала металлической полосы после прохождения через отжигательную печь и с помощью получаемой на компьютере модели отжигательной печи, в зависимости от измеренной фактической характеристики материала и предоставленной информации о металлической полосе перед отжигательной печью или в ней, рассчитывают сравнительное распределение температуры и/или сравнительную скорость металлической полосы в отжигательной печи. Затем согласовывают распределение температуры и/или скорость металлической полосы в отжигательной печи с определенными ранее сравнительным распределением температуры и/или сравнительной скоростью посредством подходящей адаптации получаемой на компьютере модели.
Иными словами, в рамках самостоятельной корректировки или, соответственно, самостоятельной адаптации предусматривается осуществление способа по п. 1 для задания распределения температуры и/или скорости металлической полосы в отжигательной печи с тем единственным отличием, что к компьютерной модели в качестве входной величины вместо заданной характеристики материала подводят фактически измеренную характеристику материала металлической полосы после прохождения через отжигательную печь. Для лучшего различения понятий в этом случае выходные величины получаемой на компьютере модели называют сравнительными величинами, в данном случае конкретно сравнительным распределением температуры и/или сравнительной скоростью. Фактическое распределение температуры и/или фактическую скорость металлической полосы в отжигательной печи регистрируют в качестве фактических величин и сравнивают с ранее рассчитанными сравнительными величинами. Из этого сравнения может следовать не равное нулю отклонение для распределения температуры и/или скорости металлической полосы в отжигательной печи. Затем в блоке расчета величин адаптации на основании указанных отклонений рассчитывают по меньшей мере одну подходящую величину адаптации. После этого получаемую на компьютере модель адаптируют с помощью рассчитанной величины адаптации. Описанный выше соответствующий изобретению способ эксплуатации отжигательной печи осуществляют в последствии для будущих металлических полос, предпочтительно с адаптированной получаемой на компьютере моделью. Отсюда затем получают оптимизированные заданные распределения температуры и/или заданные скорости металлической полосы, которые устанавливают в отжигательной печи с помощью устройства управления печью, функционирующего в качестве исполнительного органа.
В соответствии с вариантом исполнения изобретения получаемая на компьютере модель может работать, например, с банком экспериментальных данных или со статистической моделью, или с записанными в память кривыми отжига, и поэтому может быть использована для каждого сорта стали. Эту модель можно сразу использовать непосредственно для вновь разработанных сортов стали. В отличие от физической модели, которую сначала необходимо реализовать для каждого нового сорта стали, используемая в соответствии с изобретением статистическая модель более проста в разработке.
В соответствии со следующим предпочтительным примером исполнения адаптацию получаемой на компьютере модели осуществляют не во время прохождения через отжигательную печь той металлической полосы, на основании измеренной или смоделированной фактической характеристики материала которой был произведен расчет по меньшей мере одной величины адаптации или, соответственно, осуществлена адаптация получаемой на компьютере модели. Вместо этого адаптацию осуществляют предпочтительно только для металлических полос, подлежащих отжигу в последующем.
Понятие «характеристика материала металлической полосы», будь то заданная или фактическая величина, подразумевает в рамках настоящего описания, например, предел текучести, прочность на растяжение, относительное удлинение при разрыве или равномерное удлинение металлической полосы после ее прохождения через отжигательную печь.
Понятие «информация о металлической полосе» охватывает, например, ее прочность на растяжение и/или предел текучести перед линией непрерывной гальванизации (Continuous Galvanising Line, CGL), перед линией непрерывного отжига (Continuous Annealing Line, CAL), в травильной линии или перед моталкой. Под информацией могут подразумеваться также
- температура моталки,
- конечная температура прокатки металлической полосы при выходе из чистовой линии прокатки,
- входная температура плоской заготовки, из которой получают металлическую полосу, на входе чистового прокатного стана,
- скорость металлической полосы при выходе из последней клети чистового прокатного стана,
- усилие прокатки в дрессировочной клети,
- усилия прокатки при холодной прокатке,
- усилия прокатки при горячей прокатке,
- входная температура плоской заготовки в обжимной клети перед чистовым прокатным станом,
- степень обжатия при холодной прокатке,
- состав материала, в частности, стали металлической полосы, далее, а также, в частности, содержание в ней углерода и/или
- правильное усилие на правильной машине перед линией CGL/CAL.
Этот перечень не претендует на полноту, более того, к соответствующей изобретению получаемой на компьютере модели в качестве входных величин могут подводиться также и другие или, соответственно, дополнительные виды информации.
Другие предпочтительные варианты исполнения соответствующего изобретению способа являются предметом зависимых пунктов формулы изобретения.
К описанию приложены две фигуры, на которых:
ФИГ. 1 показывает соответствующий изобретению способ; и
ФИГ. 2 показывает соответствующую изобретению адаптацию получаемой на компьютере модели.
В последующем изобретение описано подробно в виде примеров исполнения со ссылкой на указанные фигуры. На всех фигурах одинаковые технические элементы обозначены одинаковыми ссылочными обозначениями.
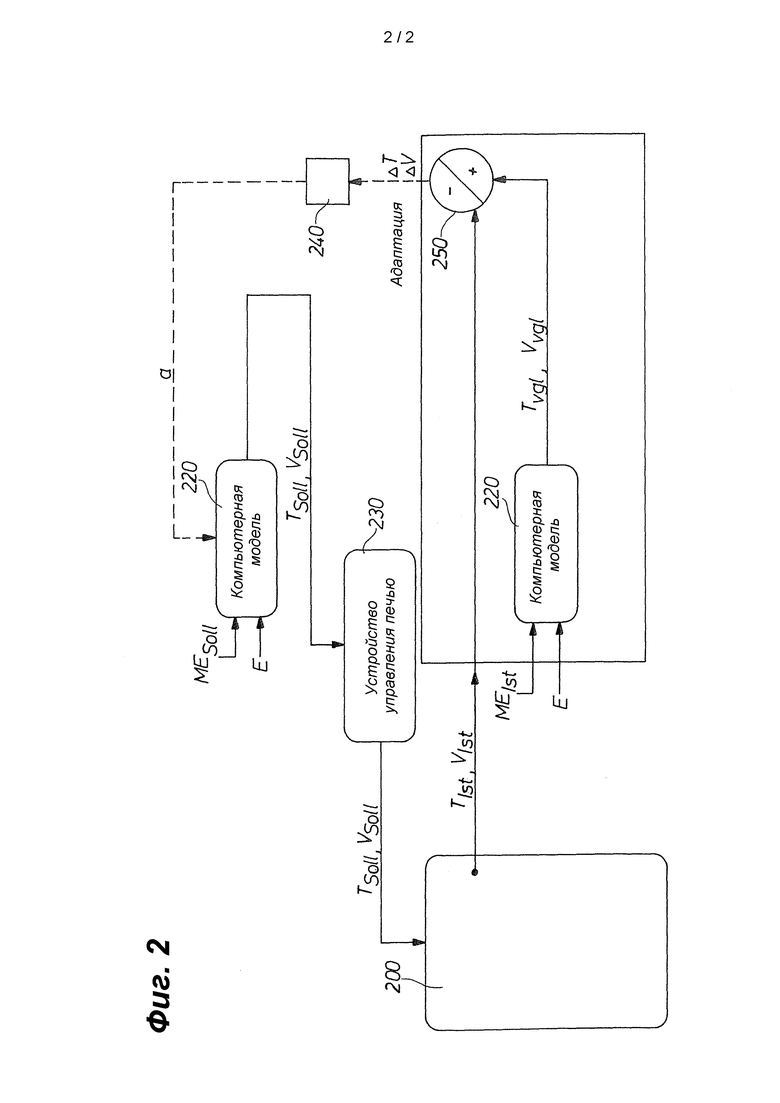
ФИГ. 1 показывает соответствующий изобретению способ эксплуатации отжигательной печи 200. В отжигательной печи 200 производят отжиг металлической полосы 100, пропуская ее через отжигательную печь в указанном стрелкой направлении. Ключевым элементом соответствующего изобретению способа является расчет заданного распределения TSoll температуры и/или заданной скорости VSoll для металлической полосы в отжигательной печи. Этот расчет производят с помощью получаемой на компьютере модели 220 отжигательной печи в зависимости от назначенной желаемой заданной характеристики MESoll материала металлической полосы, а также в зависимости от информации Е о металлической полосе. Информация относится к характеристикам металлической полосы перед отжигательной печью 200 или в ней или относится к информации о предшествующих этапах обработки при изготовлении металлической полосы. Применительно к последующим значениям понятий «характеристика материала» и «информация» в этом месте следует указать на определения этих понятий, указанные в общей части описания.
После произведенного расчета заданного распределения TSoll температуры и/или заданной скорости VSoll посредством получаемой на компьютере модели 220 соответствующие величины выдаются на устройство 230 управления печью, функционирующего в качестве исполнительного органа, и с его помощью реализуются или, соответственно, устанавливаются в отжигательной печи 200. Указанную установку заданного распределения температуры и/или заданной скорости VSoll металлической полосы в отжигательной печи выполняют с тем, чтобы фактическая характеристика MEIst металлической полосы после отжигательной печи была назначенной желаемой заданной характеристики MESoll материала также после отжигательной печи.
Расчет заданного распределения TSoll температуры и/или заданной скорости VSoll металлической полосы в отжигательной печи производят до тех пор, пока по меньшей мере одна точка или участок металлической полосы, к которому относится указанная заданная характеристика MESoll материала металлической полосы, продолжает находиться перед отжигательной печью или внутри нее.
При расчете заданного распределения TSoll температуры в отжигательной печи и/или при расчете заданной скорости VSoll, с которой металлическая полоса проходит сквозь отжигательную печь, получаемая на компьютере модель 220 может обращаться к банку экспериментальных данных, статистической модели и/или к записанным в память кривым отжига.
Для постоянного повышения качества соответствующего изобретению способа эксплуатации отжигательной печи 200 соответствующий изобретению способ предусматривает осуществляемую при необходимости адаптацию получаемой на компьютере модели 220, см. ФИГ. 2. Для этой адаптации соответствующий изобретению способ предусматривает следующие подэтапы:
- измерение фактической характеристики MEIst материала металлической полосы 100 после прохождения через отжигательную печь 200, см. ФИГ. 1. Измерение осуществляют предпочтительно в точке или на участке металлической полосы, для которых была назначена желаемая заданная характеристика материала;
- расчет с помощью получаемой на компьютере модели 220 сравнительного распределения TVgl температуры и/или сравнительной скорости VVgl в зависимости от измеренной фактической характеристики MEIst материала металлической полосы 100 и в зависимости от предоставленной информации Е о металлической полосе перед отжигательной печью 200 или внутри нее.
Сравнительное распределение TVgl температуры и сравнительную скорость VVgl рассчитывают именно с помощью той же компьютерной модели 220 с учетом той же информации Е о металлической полосе в качестве первой входной величины, как и заданное распределение температуры и заданная скорость металлической полосы в отжигательной печи в соответствии с ФИГ. 1. Конечно, для расчета сравнительных величин компьютерная модель 220 учитывает в качестве второй входной величины не желаемую заданную характеристику MESoll материала, а фактически измеренную за отжигательной печью фактическую характеристику MEIst материала металлической полосы. Затем распределение температуры и/или скорость металлической полосы в отжигательной печи согласовывают с рассчитанными соответствующими сравнительными величинами, то есть со сравнительным распределением TVgl температуры и/или сравнительной скоростью VVgl посредством соответствующей подходящей адаптации получаемой на компьютере модели 220.
Конкретно указанное согласование включает следующие подэтапы; см. ФИГ. 2:
Фактическое распределение TIst температуры и/или фактическую скорость VIst металлической полосы 100 в отжигательной печи 200 определяют с помощью технических средств измерения; см. ФИГ. 1 и 2. Эти измеряемые величины сравнивают в устройстве 250 сравнения с ранее рассчитанными соответствующими сравнительными величинами; то есть при необходимости определяют отклонение ΔТ температуры и/или отклонение ΔТ скорости: ΔТ = TVgl - TIst, ΔV = VVgl - VIst.
По меньшей мере одно из этих отклонений поступает на вход устройства 240 расчета величин адаптации, которое рассчитывает на основе этих входных величин по меньшей мере одну подходящую величину а адаптации для согласования или, соответственно, адаптации получаемой на компьютере модели 200. Затем получаемую на компьютере модель 220 адаптируют с помощью этой величины адаптации. В соответствии с изобретением эту адаптацию получаемой на компьютере модели 220 осуществляют не во время прохождения металлической полосы через отжигательную печь, а предпочтительно всегда лишь после прохождения через нее всей металлической полосы. Поэтому адаптация получаемой на компьютере модели 220 отражается лишь на последующих металлических полосах. Таким образом согласование со сравнительной величиной происходит экстремально медленно. Адаптация и проведенный для этого сбор данных измерений выгодным образом обеспечивают возможность хорошего документирования и, таким образом, также важного доказательства в отношении условий производства в прошлом; это является ценным документированием качества для специалистов по последующей обработке.
После выполненной адаптации компьютерной модели 220 проводят последующие расчеты заданного распределения TSoll температуры и/или заданной скорости VSoll металлической полосы с помощью адаптированной получаемой на компьютере модели. Отжигательную печь 200 затем эксплуатируют со вновь рассчитанными заданными значениями для распределения температуры или распределения скорости.
Перечень ссылочных обозначений:
100 Металлическая полоса
200 Отжигательная печь
220 Получаемая на компьютере модель
230 Устройство управления печью, функционирующее в качестве исполнительного органа
240 Устройство расчета величин адаптации
Е Информация о металлической полосе
MEIst Фактическая характеристика материала металлической полосы
MESoll Заданная характеристика материала металлической полосы
TIst Фактическое распределение температуры металлической полосы в отжигательной печи
TSoll Заданное распределение температуры металлической полосы в отжигательной печи
TVgl Сравнительное распределение температуры для металлической полосы
VIst Фактическая скорость металлической полосы в отжигательной печи
VSoll Заданная скорость металлической полосы в отжигательной печи
VVgl Сравнительная скорость для металлической полосы в отжигательной печи
ΔТ Отклонение температуры
ΔV Отклонение скорости

Изобретение относится к способу управления отжигом металлической полосы 100 в отжигательной печи 200 для улучшения качества продукта и увеличения производительности. Способ предусматривает, что сначала для точки или участка металлической полосы 100 после прохождения через отжигательную печь 200 задают по меньшей мере одну требуемую характеристику MESoll материала. Кроме того, предоставляют информацию Е о характеристиках металлической полосы перед отжигательной печью или в ней. Затем с помощью получаемой на компьютере модели в зависимости от требуемой характеристики материала и указанной информации производят расчет требуемого распределения TSoll температуры и/или требуемой скорости VSoll металлической полосы 100 в отжигательной печи 200. После этого рассчитанные таким образом требуемое распределение температуры и/или требуемую скорость настраивают в отжигательной печи 200 для приведения характеристики материала металлической полосы за отжигательной печью к требуемой характеристике MESoll материала. 5 з.п. ф-лы, 2 ил.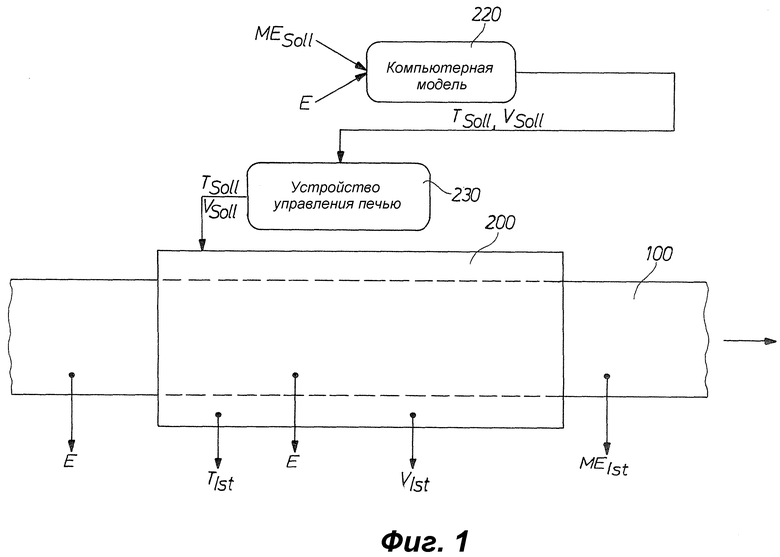
1. Способ управления отжигом металлической полосы в отжигательной печи (200), включающий следующие этапы:
- задание по меньшей мере одной требуемой характеристики (MESoll) материала, такой как предел текучести, прочность на растяжение, относительное удлинение при разрыве и/или равномерное удлинение, которыми должны обладать точка или участок металлической полосы (100) после прохождения через отжигательную печь (200);
- предоставление по меньшей мере одной информации (Е) о характеристиках металлической полосы перед отжигательной печью (200) или в ней;
- расчет требуемого распределения (TSoll) температуры и/или требуемой скорости (VSoll) металлической полосы (100) в отжигательной печи (200) с помощью получаемой на компьютере модели (220) в зависимости от требуемой характеристики (MESoll) материала и информации (Е) о характеристиках металлической полосы; и
- установку требуемого распределения (TSoll) температуры и/или требуемой скорости (VSoll) металлической полосы (100) в отжигательной печи (200) с помощью устройства (230) управления печью в качестве исполнительного органа,
а также включающий:
измерение фактической характеристики (MEIst) материала металлической полосы после прохождения через отжигательную печь (200), предпочтительно в точке или на участке металлической полосы, для которых назначают требуемую характеристику материала; расчет сравнительного распределения (TVgl) температуры и/или сравнительной скорости (VVgl) металлической полосы (100) в отжигательной печи (200) с помощью получаемой на компьютере модели (220) в зависимости от измеренной фактической характеристики (MEIst) материала после прохождения и от предоставленной информации (Е) о характеристиках металлической полосы перед отжигательной печью (200) или внутри нее; и
согласование распределения температуры и/или скорости металлической полосы (100) в отжигательной печи (200) со сравнительным распределением (TVgl) температуры и/или сравнительной скоростью (VVgl) посредством подходящей адаптации получаемой на компьютере модели, причем
адаптацию получаемой на компьютере модели выполняют только после прохождения всей по меньшей мере одной металлической полосы через отжигательную печь (200),
отличающийся тем, что
этап адаптации получаемой на компьютере модели включает следующие подэтапы:
измерение фактического распределения (TIst) температуры и/или фактической скорости (VIst) металлической полосы (100) в отжигательной печи (200);
сравнение фактического распределения (TIst) температуры с рассчитанным сравнительным распределением (TVgl) температуры и определение отклонения (ΔТ) температуры; и/или
сравнение фактической скорости (VIst) металлической полосы (100) в отжигательной печи со сравнительной скоростью (VVgl) и определение отклонения (ΔV) скорости;
расчет по меньшей мере одной подходящей величины (а) адаптации для согласования получаемой на компьютере модели (220) на основе отклонения (ΔТ) температуры и/или отклонения (ΔV) скорости;
адаптацию получаемой на компьютере модели (220) на основе величины (а) адаптации; и
повторный расчет требуемого распределения (TSoll) температуры и/или требуемой скорости (VSoll) новой металлической полосы (100) с помощью адаптированной получаемой на компьютере модели (220).
2. Способ по п. 1, отличающийся тем, что
расчет требуемого распределения температуры и/или требуемой скорости металлической полосы осуществляют в течение времени, пока указанная по меньшей мере одна точка или указанный участок металлической полосы, к которым относится требуемая характеристика (MESoll) материала металлической полосы, еще находится перед отжигательной печью (200) или внутри нее.
3. Способ по п. 1 или 2, отличающийся тем, что
при расчете требуемого распределения (TSoll) температуры и/или требуемой скорости (VSoll) получаемая на компьютере модель (220) обращается к банку экспериментальных данных, статистической модели или к записанным в память кривым отжига.
4. Способ по п. 1, отличающийся тем, что
фактическую характеристику металлической полосы после прохождения металлической полосы (100) через отжигательную печь измеряют непосредственно в режиме онлайн или на пробе, извлеченной из металлической полосы.
5. Способ по одному из пп. 1-4, отличающийся тем, что
повторяют этапы по одному из предшествующих пунктов с адаптированной получаемой на компьютере моделью при отжиге последующей металлической полосы (100).
6. Способ по одному из пп. 1-5, отличающийся тем, что
информация (Е) о характеристиках металлической полосы (100) перед отжигательной печью (200) или внутри ее представляет собой, например:
- ее прочность на растяжение и/или предел текучести перед линией непрерывной гальванизации (СGL), перед линией непрерывного отжига (CAL), в травильной линии или перед моталкой,
- температуру моталки,
- конечную температуру прокатки металлической полосы при выходе из чистовой линии прокатки,
- входную температуру плоской заготовки, из которой изготавливают металлическую полосу, на входе в чистовой прокатный стан,
- скорость металлической полосы при выходе из последней клети чистового прокатного стана,
- усилие прокатки в дрессировочной клети,
- усилие прокатки при холодной прокатке,
- усилие прокатки при горячей прокатке,
- входную температуру плоской заготовки на входе в обжимную клеть перед чистовым прокатным станом,
- степень холодной прокатки,
- состав материала, в частности стали металлической полосы, также в частности содержание в нем углерода; и/или
- направляющее усилие на правильной машине перед линиями CGL/CAL.
| US 5673368 A1, 30.09.1997 | |||
| Автоматизированная установка для испытания топлив и масел при различных режимах эксплуатации двигателя | 2020 |
|
RU2742158C1 |
| DE 102013225579 A1, 27.11.2014 | |||
| Устройство для автоматического управления процессом отжига полосы электротехнической стали | 1983 |
|
SU1157123A1 |
| Устройство для автоматического управления процессом непрерывного отжига полосы | 1984 |
|
SU1235950A1 |
| СПОСОБ И СЕКЦИЯ ОХЛАЖДЕНИЯ ДВИЖУЩЕЙСЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПОСРЕДСТВОМ РАСПЫЛЕНИЯ ЖИДКОСТИ | 2010 |
|
RU2541233C2 |

