Изобретение относится к обработке металлов давлением, в частности к вспомогательному оборудованию трубопрофильных прессов и способу его применения, и может быть использовано для нанесения стеклосмазочного порошка на внутреннюю поверхность гильзы перед горячим прессованием труб.
Известны устройства для нанесения сухой смазки на внутреннюю поверхность гильзы, содержащие ложку U-образной формы (половина трубы), выполненную из тела гладкой трубы (патент США №2908384, заявл. 03.03.1954; опубл. 13.10.1959; патент Великобритания №901770, заявл. 28.03.1960; опубл. 25.07.1962; патент Франция №1229993, заявл. 21.03.1959; опубл. 12.09.1960).
Недостатками этих устройств являются ограниченный объем ложки U-образной формы и соответственно недостаточный контроль объема сухой смазки, загружаемой в ложку U-образной формы, выполненную из тела гладкой трубы. Это может привести к избытку или недостатку сухой смазки на внутренней поверхности гильзы. Недостаток сухой смазки на внутренней поверхности гильзы при ее использовании для последующего горячего прессования может сопровождаться повышенными усилиями деформации из-за высоких сил трения на контактной поверхности, повышенным износом инструмента и дефектами на внутренней поверхности трубы. Избыток сухой смазки, загружаемой в ложку U-образной формы, выполненную из тела гладкой трубы, приводит, во-первых, к повышенному расходу смазки, а во-вторых, избыточное количество смазки на внутренней поверхности гильзы требует увеличения рабочего времени на очистку внутренней поверхности горячепрессованной трубы.
Известен способ нанесения сухой смазки на внутреннюю поверхность гильзы, включающий разовую засыпку сухого порошка в ложку, введение ложки во внутреннее отверстие гильзы, поворот ложки вокруг своей оси, одновременное опрокидывание сухого порошка на внутреннюю поверхность гильзы и последующее перемещение гильзы по наклонному стеллажу с одновременным растеканием смазки по внутренней поверхности гильзы (Манегин Ю.В. Стеклосмазки и защитные покрытия для горячей обработки металлов / Ю.В. Манегин, И.В. Анисимов. - М.: Металлургия, 1978. - С. 91-92).
Недостатком этого способа является неравномерное нанесение сухой смазки на внутреннюю поверхность гильзы. Так после нанесения сухой смазки опрокидыванием ложки на внутренней поверхности нагретой гильзы сохраняется насыпь смазки длиной, соответствующей длине гильзы. Смазка размягчается и при последующем перекатывании гильзы по наклонному стеллажу растекается и покрывает внутреннюю поверхность гильзы. Однако в момент контакта сухой смазки с внутренней поверхностью гильзы ее неопределенное количество начнет оплавляться в первую очередь, создавая тем самым недостаток смазки на оставшейся поверхности. Использование такой гильзы для последующего горячего прессования может сопровождаться повышенными усилиями деформации из-за высоких сил трения на контактной поверхности, повышенным износом инструмента и дефектами на внутренней поверхности трубы.
Наиболее близким техническим решением, принятым за прототип, является устройство для нанесения сухой смазки на внутреннюю поверхность гильзы, содержащее трубу со сквозными диаметрально расположенными отверстиями и пневмопривод ее вращения (патент Швеция №203295, заявл. 20.05.1963; опубл. 19.07.1965).
Недостатками этого устройства являются диаметрально расположенные отверстия в трубе, что требует постоянной их очистки от преждевременно размягченной смазки, после каждого использования, и низкая производительность процесса.
Наиболее близким технически решением, принятым за прототип, является способ для нанесения сухой смазки на внутреннюю поверхность гильзы, включающий заполнение трубы со сквозными диаметрально расположенными отверстиями сухой смазкой погружением в бак со смазочным порошком, подачу трубы в отверстие неподвижной гильзы, вращение трубы и распыление сухой смазки внутри гильзы (Грудев А.П. Трение и смазки при обработке металлов / А.П. Грудев, Ю.В. Зильберг, В.Т. Тилик. - М.: Металлургия, 1982. - С. 284-285).
Недостатками прототипа являются неравномерное нанесение сухой смазки на внутреннюю поверхность гильзы и ее повышенный расход. При введении трубы в отверстие гильзы труба будет нагреваться, в результате чего часть сухой смазки может начать размягчаться и тем самым закупоривать диаметрально расположенные отверстия в трубе, создавая тем самым недостаток смазки на внутренней поверхности гильзы. Использование такой гильзы для последующего горячего прессования может сопровождаться повышенными усилиями деформации из-за высоких сил трения на контактной поверхности, повышенным износом инструмента и дефектами на внутренней поверхности трубы.
Техническая задача, решаемая изобретением, заключается в обеспечении равномерного распределения сухой смазки на внутренней поверхности гильзы, экономии сухой смазки и увеличении производительности путем сокращения времени подачи смазки.
Поставленная задача решается за счет того, что в устройстве для нанесения сухой смазки на внутреннюю поверхность гильзы, содержащем трубу и пневмопривод, согласно изобретению на переднем конце трубы с винтообразным оребрением внутренней поверхности закреплен посредством амортизирующих устройств конусообразный наконечник вершиной вовнутрь трубы так, чтобы при сжатом состоянии устройств обеспечивалось закупоривание трубы, а другой конец трубы закреплен посредством резьбового соединения с бункером сухой смазки, в котором расположен пневмоцилиндр.
Поставленная задача решается также за счет того, что в способе нанесения сухой смазки на внутреннюю поверхность гильзы, включающем заполнение трубы сухой смазкой, подачу трубы в отверстие неподвижной гильзы, согласно изобретению трубу отводят в первоначальное положение, одновременно с этим перемещают пневмоцилиндр так, что создают достаточную для раскупоривания нагрузку, одновременно завихряют поток сухой смазки внутри трубы и осуществляют ее распыление по внутренней поверхности гильзы.
Использование трубы с винтообразным оребрением внутренней поверхности обеспечивает завихрение потока сухой смазки внутри тела трубы (Процессы получения винтовых профилей и труб / Р.В. Каргин. - М.: Металлургия, 1994. - С. 6-8). Вместе с этим конусный наконечник решает одновременно две задачи. Во-первых, при нагруженных амортизирующих устройствах обеспечивается закупоривание трубы, что позволяет рационально расходовать сухую смазку. Во-вторых, при последующем раскупоривании обеспечивается орошение (распыление) сухой смазки на внутренней поверхности гильзы. При этом коническая форма и расположение наконечника, направленного вершиной конуса во внутреннее пространство трубы, обеспечивают равномерное увеличение диаметра потока и толщины слоя сухой смазки, наносимой на внутреннюю поверхность гильзы. Необходимость перемещения устройства для нанесения сухой смазки в первоначальное положение обеспечивает не только реализацию способа, но и экономию времени между операциями, то есть повышение производительности.
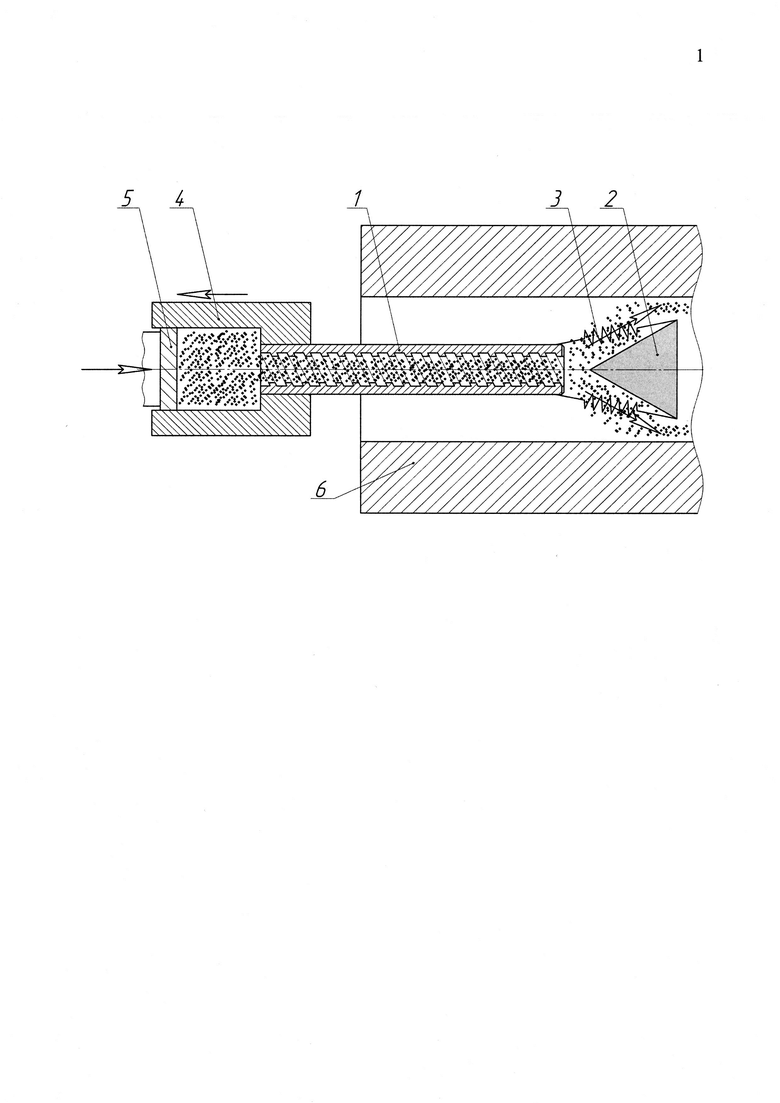
Изобретения поясняются чертежом, где на графическом материале схематично изображено устройство в стадии нанесения сухой смазки на внутреннюю поверхность гильзы.
Устройство для нанесения сухой смазки на внутреннюю поверхность гильзы содержит трубу с винтообразным оребрением внутренней поверхности 1, на переднем конце которой закреплен конусообразный наконечник 2 вершиной вовнутрь трубы. Крепление конусообразного наконечника 2 с трубой 1 осуществляется посредством амортизирующих устройств 3, например пружин сжатия. Другой конец трубы 1 закреплен посредством резьбового соединения (не показано) с бункером сухой смазки 4, в котором расположен пневмоцилиндр 5.
Способ нанесения сухой смазки на внутреннюю поверхность гильзы реализован с помощью заявляемого устройства следующим образом. Трубу с винтообразным оребрением внутренней поверхности 1 вводят в отверстие гильзы, при этом конусный наконечник 2 закупоривает трубу 1. Затем трубу отводят в первоначальное положение. Одновременно с этим перемещают пневмоцилиндр 5 так, что создают достаточную для отведения конусного наконечника 2 нагрузку, превышающую таким образом усилие амортизирующих устройств 3, и раскупоривают трубу 1. Вместе с этим перемещают сухую смазку из бункера 4 внутри трубы 1. Внутренние винтовые ребра трубы 1 обеспечивают завихрение потока сухой смазки, а конусный наконечник 2 обеспечивает плавное увеличение диаметра завихренного потока внутри гильзы. По достижении первоначального положения трубой 1 прекращают перемещение пневмоцилиндра 5. Амортизирующие устройства 3 сводятся в первоначальное положение и закупоривают трубу 1.
Реализация способа с использованием предлагаемого устройства обеспечивает равномерное распределение сухой смазки на внутренней поверхности гильзы, экономию сухой смазки и увеличение производительности путем сокращения времени подачи смазки. Так создание условий винтообразного движения потока сухой смазки, при обратном ходе устройства, обеспечивает ее равномерное нанесение по всей площади внутренней поверхности гильзы, а конусный наконечник, обращенный вершиной к оси симметрии трубы, обеспечивает при сведенных амортизирующих устройствах рациональный расход смазки и при раскупоривании трубы - создание равномерного слоя сухой смазки на внутренней поверхности гильзы.
Способ нанесения сухой смазки был опробован в промышленных условиях для нанесения стеклопорошка марки Ф-1 на внутреннюю поверхность гильзы из сплава марки 46ХНМ наружным диаметром 191,0 мм, внутренним диаметром 103,0 мм и длиной 670 мм.
Для реализации способа нанесения сухой смазки на внутреннюю поверхность гильзы была предварительно изготовлена горячепрессованная труба наружным диаметром 50 мм с толщиной стенки 5,0 мм с восьмизаходным винтовым оребрением внутренней поверхности высотой ребер 2,5 мм из стали марки 20К и углом подъема винтовой линии 70°. Для изготовления указанной профильной трубы применялось специальное устройство (пат. 2554261 Российская Федерация, МПК В21С 37/20 (2006.01). Устройство для изготовления труб с внутренним винтообразным оребрением / Я.И. Космацкий, А.В. Выдрин, Б.В. Баричко. - №2014111402/02; заявл. 25.03.2014; опубл. 27.06.2015, Бюл. №18. - 8 с.).
На расстоянии 5,0 мм от переднего конца трубы были выполнены четыре диаметрально расположенных сквозных отверстия. В них были закреплены соответственно четыре пружины сжатия так, чтобы обеспечивался их натяг и фиксация конусного наконечника. Высота конусного наконечника 250,0 мм, диаметр основания конуса 60,0 мм. Другим концом труба крепилась при помощи сварного соединения в бункере размером 650×650×650 мм (высота × ширина × толщина). В бункере предварительно были выполнены три отверстия: первое - для соединения патрубка оребреной трубы длиной 2700,0 мм, второе - для соединения со шлангом станции сжатого воздуха высокого давления (1,5 атм.), а третье выполнено с крышкой для засыпки стеклопорошка.
Гильза, нагретая до температуры 1120°С, размещалась на столе стеклосмазки. Установленная на каретке установка подводилась к гильзе так, что обеспечивалось соосное введение трубы с наконечником в отверстие гильзы. Установка размещалась на расстояние 2280,0 мм между торцевой поверхностью гильзы и бункером, в который предварительно засыпался стеклопорошок марки Ф-1. В момент подачи воздуха высокого давления в бункер каретке сообщили обратный ход. Вместе с этим пружины, удерживающие конусный наконечник, растянулись, труба раскупорилась и стеклопорошок, образуя воронку, начал распространяться по внутренней поверхности гильзы. Время нанесения сухой смазки на внутреннюю поверхность гильзы составило от 7 до 13 с, что в 2-3 раза быстрее, чем при реализации штатной технологии. При последующем визуальном осмотре с безопасно-возможного расстояния было установлено, что вся внутренняя поверхность гильзы была покрыта равномерным слоем стеклосмазки.
Из указанной гильзы была изготовлена трубы наружным диаметром 108,0 мм с толщиной стенки 8,0 мм, длиной 4600,0 мм. Установившееся усилие прессования составило 17,2 МН, усилие прессования пиковое -19,5 МН, что, в свою очередь, на 11% меньше значения усилия прессования при реализации технологии со штатным способом нанесения сухой смазки.
После этого труба была подвергнута химической очистке с целью удаления остатков стеклосмазки. Последующий визуальный осмотр внутренней поверхности трубы показал отсутствие следов налипания стеклопорошка, что свидетельствует о его достаточном количестве. Вместе с этим расход стеклопорошка также был снижен на 0,5 кг.
Использование устройства для нанесения сухой смазки на внутреннюю поверхность гильзы и способа нанесения сухой смазки с его применением обеспечивают равномерное распределения сухой смазки на внутренней поверхности гильзы, экономию сухой смазки и увеличение производительности путем сокращения времени подачи смазки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ СТЕКЛОСМАЗОЧНОГО МАТЕРИАЛА НА НАРУЖНУЮ ПОВЕРХНОСТЬ ЗАГОТОВКИ ПЕРЕД ПРЕССОВАНИЕМ | 2020 |
|
RU2770587C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ | 1999 |
|
RU2166394C1 |
| Стеклосмазка для горячей деформации металлов | 1978 |
|
SU681910A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2001 |
|
RU2206604C1 |
| СТЕКЛОСМАЗКА ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ ИЗ НЕРЖАВЕЮЩИХ МАРОК СТАЛИ | 2024 |
|
RU2837055C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ ИЗ МЕДНЫХ ЖАРОПРОЧНЫХ СПЛАВОВ | 2024 |
|
RU2830626C1 |
| Стеклосмазка для иглы при горячем прессовании полых изделий | 1977 |
|
SU654676A1 |
| Стеклосмазка для горячей деформации металлов | 1978 |
|
SU681909A1 |
| СПОСОБ СМАЗКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ГИЛЬЗЫ-ТРУБЫ | 2012 |
|
RU2509616C1 |
| Стеклосмазка для прошивки стальных заготовок | 1977 |
|
SU710246A1 |
Изобретение относится к обработке металлов давлением, в частности к вспомогательному оборудованию трубопрофильных прессов. Устройство для нанесения сухой смазки на внутреннюю поверхность гильзы перед горячим прессованием содержит трубу, пневмоцилиндр и бункер для сухой смазки. Труба выполнена с винтообразным оребрением на внутренней поверхности и амортизирующими устройствами в виде пружин сжатия, посредством которых на переднем конце упомянутой трубы закреплен конусообразный наконечник вершиной вовнутрь трубы с обеспечением при сжатом состоянии пружин закупоривания трубы. Другой конец трубы посредством резьбового соединения скреплен с бункером для сухой смазки, в котором расположен пневмоцилиндр с возможностью при его перемещении отведения конусообразного наконечника и раскупоривания трубы для распыления винтообразного потока сухой смазки на внутреннюю поверхность гильзы. Изобретение обеспечивает равномерное распределение сухой смазки на внутренней поверхности гильзы и увеличение производительности путем сокращения времени подачи смазки. 1 ил.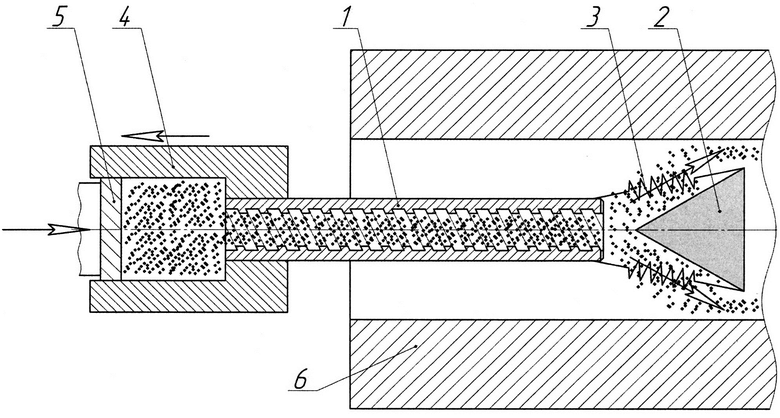
Устройство для нанесения сухой смазки на внутреннюю поверхность гильзы перед горячим прессованием, содержащее трубу, пневмоцилиндр и бункер для сухой смазки, отличающееся тем, что труба выполнена с винтообразным оребрением на внутренней поверхности и амортизирующими устройствами в виде пружин сжатия, посредством которых на переднем конце упомянутой трубы закреплен конусообразный наконечник вершиной вовнутрь трубы с обеспечением при сжатом состоянии пружин закупоривания трубы, при этом другой конец трубы посредством резьбового соединения скреплен с бункером для сухой смазки, в котором расположен пневмоцилиндр с возможностью при его перемещении отведения конусообразного наконечника и раскупоривания трубы для распыления винтообразного потока сухой смазки на внутреннюю поверхность гильзы.
| 0 |
|
SU203295A1 | |
| Устройство для очистки и смазки полости матрицы | 1980 |
|
SU871869A1 |
| 1972 |
|
SU417207A1 | |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СМАЗКИ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ГИЛЬЗЫ | 2007 |
|
RU2334573C1 |
| US 4631945 A, 30.12.1986. | |||

