Изобретение относится к области электрохимической обработки, в частности к способам размерной электрохимической обработки в проточном электролите, и может найти применение при обработке углублений, выборок, выемок.
Известен способ электрохимической размерной обработки в проточном электролите, при котором на деталь накладывают изолятор (трафарет) и выполняют электрохимическую обработку (Патент на изобретение РФ №2230636 от 22.07.2002, опубл. 20.06.2004, МПК В23Н 3/00, В23Н 9/14).
Недостатками способа является низкая размерная точность и низкая шероховатость получаемых поверхностей.
Наиболее близким является способ электрохимической обработки высокоточных профильных углублений с неподвижным электродом-инструментом, включающим установку обрабатываемой детали в катодное устройство таким образом, чтобы изолятор плотно прилегал к обрабатываемой детали, затем устанавливают катодное устройство с деталью на стол электрохимического станка и осуществляют обработку с большим межэлектродным зазором в электролите низкой концентрации («Технологическое обеспечение проектирования и производства газотурбинных двигателей», под ред. Б.Н. Леонова, А.С. Новикова, Рыбинск, ОАО «Рыбинский дом печати». - 407 с., стр. 270-271).
Недостатками данного способа являются неустойчивость протекания процесса электрохимической обработки, связанная с неравномерностью растворения обрабатываемого металла, что приводит к низкой геометрической точности получаемых выемок, углублений, выборок.
Техническим результатом, на который направлено изобретение, является обеспечение высокой геометрической и статистической степени точности обработки выемок, углублений, выборок за счет стабилизации линейной скорости растворения металла и стабилизации электропроводности электролита.
Технический результат достигается тем, что в способе электрохимической обработки высокоточных профильных углублений в проточном электролите с неподвижным электродом-инструментом, включающим установку обрабатываемой детали в катодное устройство таким образом, чтобы изолятор плотно прилегал к обрабатываемой детали, затем катодное устройство с деталью устанавливают на стол электрохимического станка и осуществляют обработку с большим межэлектродным зазором в электролите низкой концентрации, в отличие от известного электрод-инструмент установлен в пазу изолятора с эквидистантно заниженными размерами боковой поверхности относительно размеров контура паза в изоляторе, обработка осуществляется с низкой линейной скоростью электрохимического растворения металла Vp мм/с в пределах 0,1-0,5 долей от величины поля допуска Δt мм на размер глубины выборок h мм: Vp=[0,1…0,5]⋅Δt, эквидистантное занижение размеров боковой поверхности относительно размеров контура паза в изоляторе на величину 0,2…0,3 мм, в состав электролита входит 6% раствор натриевой селитры.
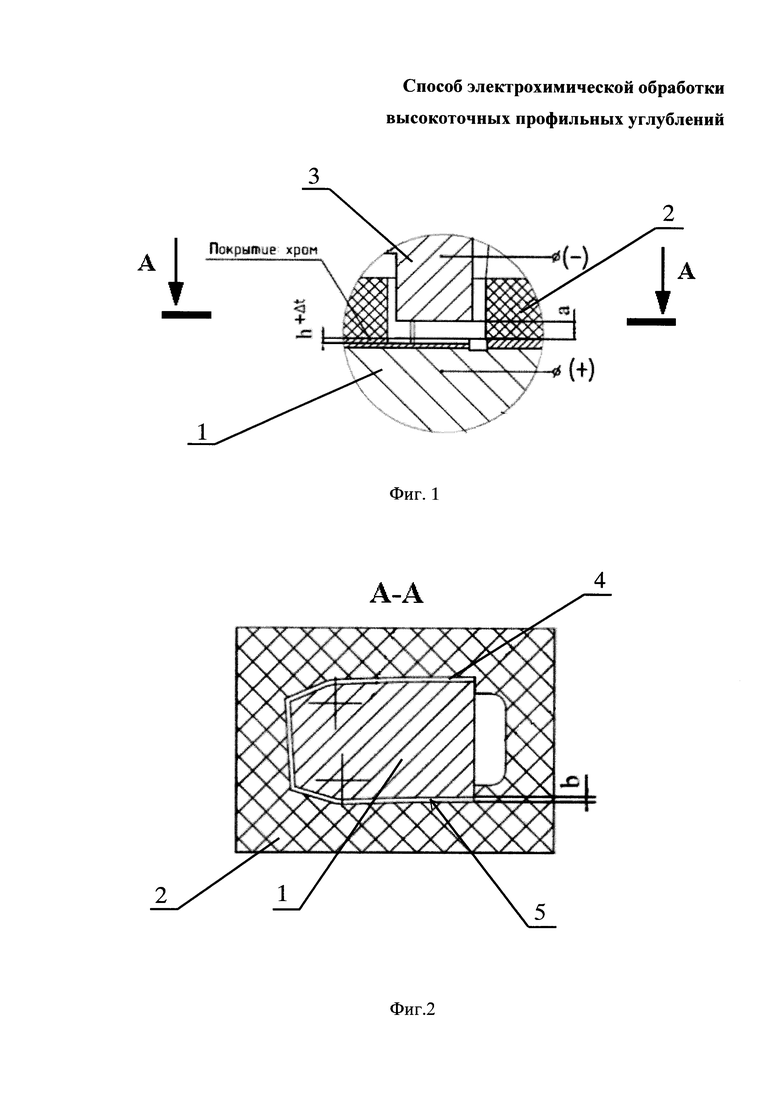
На Фиг. 1 и 2 показан способ электрохимической обработки высокоточных профильных углублений.
Способ осуществляется следующим образом.
Обрабатываемую деталь 1 устанавливают в катодное устройство таким образом, чтобы изолятор 2 плотно прилегал к обрабатываемой детали 1. Затем устанавливают катодное устройство с деталью 1 на стол электрохимического станка и осуществляют обработку с большим межэлектродным зазором «а» (порядка 1 мм) в электролите низкой концентрации (Фиг. 1). В состав электролита входит 6% раствор натриевой селитры.
Причем обработку ведут с неподвижным электродом-инструментом 3 в проточном электролите.
Электрод-инструмент установлен в пазу 4 изолятора 2 с эквидистантно заниженными размерами боковой поверхности 5 относительно размеров контура паза 4 в изоляторе 2 на величину «b» 0,2…0,3 мм (фиг. 2).
Обработка осуществляется с низкой линейной скоростью электрохимического растворения металла Vp мм/с в пределах 0,1-0,5 долей от величины поля допуска Δt мм на размер глубины выборок h мм:
Vp=[0,1…0,5]⋅Δt,
где Δt - величина поля допуска глубины выборки на обрабатываемой детали;
h – глубина выборки на обрабатываемой детали.
Благодаря тому, что в способе электрохимической обработки высокоточных профильных углублений в проточном электролите с неподвижным электродом-инструментом, включающим установку обрабатываемой детали в катодное устройство таким образом, чтобы изолятор плотно прилегал к обрабатываемой детали, затем катодное устройство с деталью устанавливают на стол электрохимического станка и осуществляют обработку с большим межэлектродным зазором в электролите низкой концентрации, в отличие от известного электрод-инструмент установлен в пазу изолятора с эквидистантно заниженными размерами боковой поверхности относительно размеров контура паза в изоляторе, обработка осуществляется с низкой линейной скоростью электрохимического растворения металла Vp мм/с в пределах 0,1-0,5 долей от величины поля допуска Δt мм на размер глубины выборок h мм: Vp=[0,1…0,5]⋅Δt, эквидистантное занижение размеров боковой поверхности относительно размеров контура паза в изоляторе на величину 0,2…0,3 мм, в состав электролита входит 6% раствор натриевой селитры достигается стабилизация линейной скорости растворения металла и стабилизация электропроводности электролита, и, следовательно, достигается высокая геометрическая и статическая степени точности обработки выемок, углублений, выборок.
Пример реализации способа
Согласно заявляемому способу электрохимической обработки высокоточных профильных углублений в проточном электролите с неподвижным электродом-инструментом обработано 50 профильных углублений «выемок» или так называемых «подъемных площадок» в детали «Втулка упорного гидродинамического подшипника» газотурбинного двигателя.
Глубина выборок составляла h=0,018--0,0015+0.0030 мм. Выборки обрабатывались на поверхности с хромовым покрытием. Обработка производилась с использованием катодного устройства, в которое устанавливали деталь с плотным прилеганием к изолятору. Обработку производили на следующих режимах:
Выемки, обработанные в детали «Втулка упорного гидродинамического подшипника», полностью соответствовали требованиям чертежа на деталь. Разброс размеров по глубине и форме дна выемок составил не более 0,0015 мм, что в три раза меньше поля допуска.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВЫЕМОК | 1997 |
|
RU2189888C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО СКРУГЛЕНИЯ КРОМОК | 2009 |
|
RU2416500C2 |
| Способ размерной электрохимической обработки | 1977 |
|
SU625893A1 |
| Электрод-инструмент для электрохимического хонингования наружных поверхностей деталей типа тел вращения | 1987 |
|
SU1421476A1 |
| Способ изготовления нарезного артиллерийского ствола, нарезной артиллерийский ствол и заготовка ствола под нарезы | 2021 |
|
RU2760477C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2392097C1 |
| Способ электрохимической обработки пазов и устройство для его осуществления | 1976 |
|
SU740466A1 |
| Способ изготовления и шаблон для электрохимического получения углублений в пазах охлаждающего канала детали | 2018 |
|
RU2699471C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СОПРЯЖЕННЫХ ПОВЕРХНОСТЕЙ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2210472C1 |
Изобретение относится к области электрохимической обработки, в частности к способам размерной электрохимической обработки в проточном электролите при обработке углублений, выборок, выемок. В способе обрабатываемую деталь устанавливают в катодное устройство с обеспечением ее плотного прилегания к изолятору, при этом катодное устройство с деталью устанавливают на стол электрохимического станка и осуществляют обработку детали в проточном электролите с помощью неподвижного электрода-инструмента. При этом используют изолятор, выполненный с пазом для электрода-инструмента, который имеет эквидистантно заниженные размеры боковой поверхности относительно размеров контура паза на 0,2…0,3 мм, а обработку осуществляют в 6%-ном растворе натриевой селитры и с низкой линейной скоростью электрохимического растворения металла Vp мм/с в пределах 0,1-0,5 долей от величины поля допуска Δt мм на размер глубины выборки h мм, причем Vp=[0,1…0,5]⋅Δt. Техническим результатом изобретения является обеспечение высокой геометрической и статической степени точности обработки выемок, углублений, выборок за счет стабилизации линейной скорости растворения металла и стабилизации электропроводности электролита. 2 ил., 1 пр.
Способ электрохимической обработки высокоточных профильных углублений в металлической детали, включающий установку обрабатываемой детали в катодное устройство с обеспечением ее плотного прилегания к изолятору, установку катодного устройства с деталью на стол электрохимического станка и ее обработку в проточном электролите с помощью неподвижного электрода-инструмента, отличающийся тем, что используют изолятор, выполненный с пазом для электрода-инструмента, который имеет эквидистантно заниженные размеры боковой поверхности относительно размеров контура паза на 0,2…0,3 мм, при этом обработку осуществляют в 6%-ном растворе натриевой селитры и с низкой линейной скоростью электрохимического растворения металла Vp мм/с в пределах 0,1-0,5 долей от величины поля допуска Δt мм на размер глубины выборки h мм, причем Vp=[0,1…0,5]⋅Δt.
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2230636C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ИЗГОТОВЛЕНИЯ УГЛУБЛЕНИЙ, ОБРАЗУЮЩИХ ТУРБУЛИЗАТОРЫ НА РЕБРАХ И В ДОННОЙ ЧАСТИ ОХЛАЖДАЮЩИХ КАНАЛОВ ТЕПЛОНАПРЯЖЕННЫХ МАШИН, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573465C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2006 |
|
RU2323071C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275994C2 |
| JP 2002202404 A, 19.07.2002. | |||

