Область изобретения
[0001] Настоящее изобретение относится к способу стыковой лазерной сварки материалов, имеющих разные толщины и демонстрирующих превосходную прочность сварного соединения, а также к сварному элементу, имеющему разные толщины.
Предпосылки изобретения
[0002] Лазер представляет собой источник теплоты с высокой плотностью энергии, и поэтому используется в различных областях. В частности, в области сварки лазер используется для сварки различных типов металлических материалов, например стальных материалов, благодаря тому, что он делает возможной сварку с высокой скоростью и низким уровнем ввода теплоты и, таким образом, вызывает меньшую температурную деформацию и меньшее изменение свойств материала, облучаемого с его использованием.
[0003] Лазерная сварка может обеспечить те же сварные соединения, например угловое соединение, тавровое соединение и стыковое соединение, что и при использовании других способов сварки, например электродуговой сварки. В случае получения стыкового соединения с использованием наряду с этими способами сварки способа лазерной сварки, в котором лазерный пучок подводят к свариваемой поверхности в вертикальном направлении, необходимо строго контролировать целевое положение лазерного пучка, а также стыковой зазор между материалами, которые сваривают вместе (свариваемыми материалами).
Это связано с тем, что диаметр лазерного пучка в основном составляет до 0,5 мм или меньше, хотя он меняется в зависимости от способа генерации лазерного излучения, линз и т.п. По этой причине, когда целевое положение лазерного пучка смещается, как будет описано ниже, на участке сварки возникает неполное проплавление, и, если стыковой зазор между материалами, которые сваривают вместе, шире диаметра лазерного пучка, то лазерный пучок, перемещающийся в вертикальном направлении, проходит через этот зазор и поэтому не может обеспечить сварку.
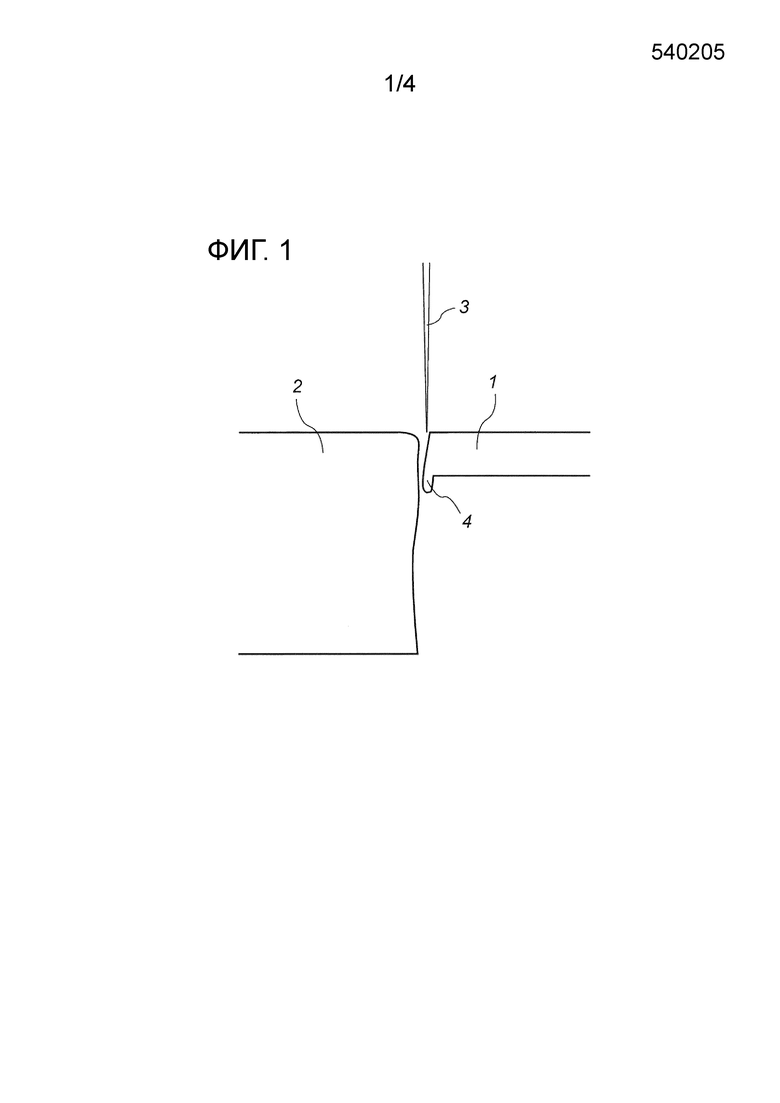
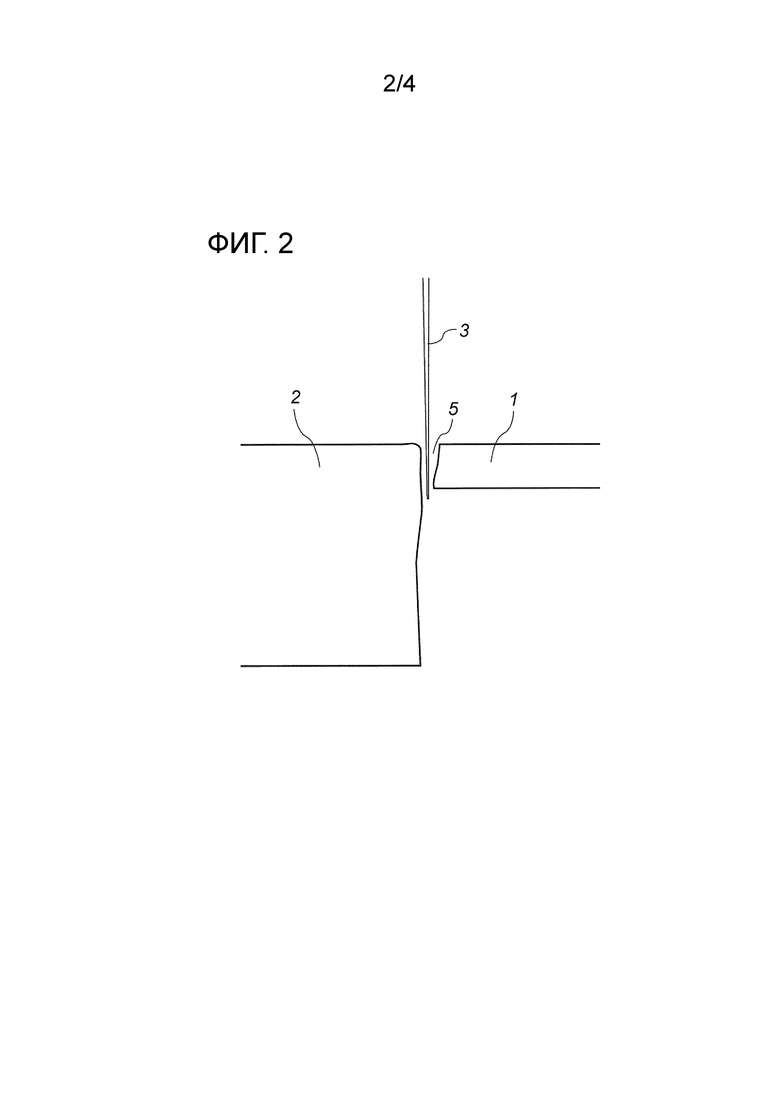
[0004] В частности, при так называемой «сварке разных толщин», при которой имеющие разные толщины материалы, т.е. свариваемые материалы, имеющие толщины, отличающиеся друг от друга, располагают встык и сваривают лазерным пучком, необходимо строго контролировать целевое положение лазерного пучка и стыковой зазор между свариваемыми материалами. В случае сочетания материалов, имеющих очень сильно различающиеся толщины, например, как показано, на Фиг.1, если положение фокуса лазерного пучка 3 смещено в сторону тонкой пластины 1, возникает дефект сварки, когда тонкая пластина 1 расплавляется с образованием расплавленного участка 4, но толстая пластина 2 не расплавляется из-за недостаточного подвода теплоты. В дополнение к этому в случае способов резки с использованием механических ножниц, дисковой пилы или ленточной пилы, которые используются для резки материалов, подлежащих сварке, трудно выполнить прямой рез с получением поверхности реза, которая будет служить свариваемой поверхностью, так чтобы она имела прямой угол с соседней поверхностью, в результате чего также возникают провисание или деформация. В таком случае, как показано на Фиг.2, стыкуемый участок 5 становится шире диаметра лазерного пучка 3, в результате чего лазерный пучок 3 проходит через промежуток между свариваемыми материалами, что приводит к возникновению дефекта сварки. Чтобы предотвратить такую проблему, необходимо уменьшить стыковой зазор путем выполнения механического чистового полирования на поверхности реза либо заполнить промежуток присадочным металлом, оба эти варианта приводят к увеличению стоимости.
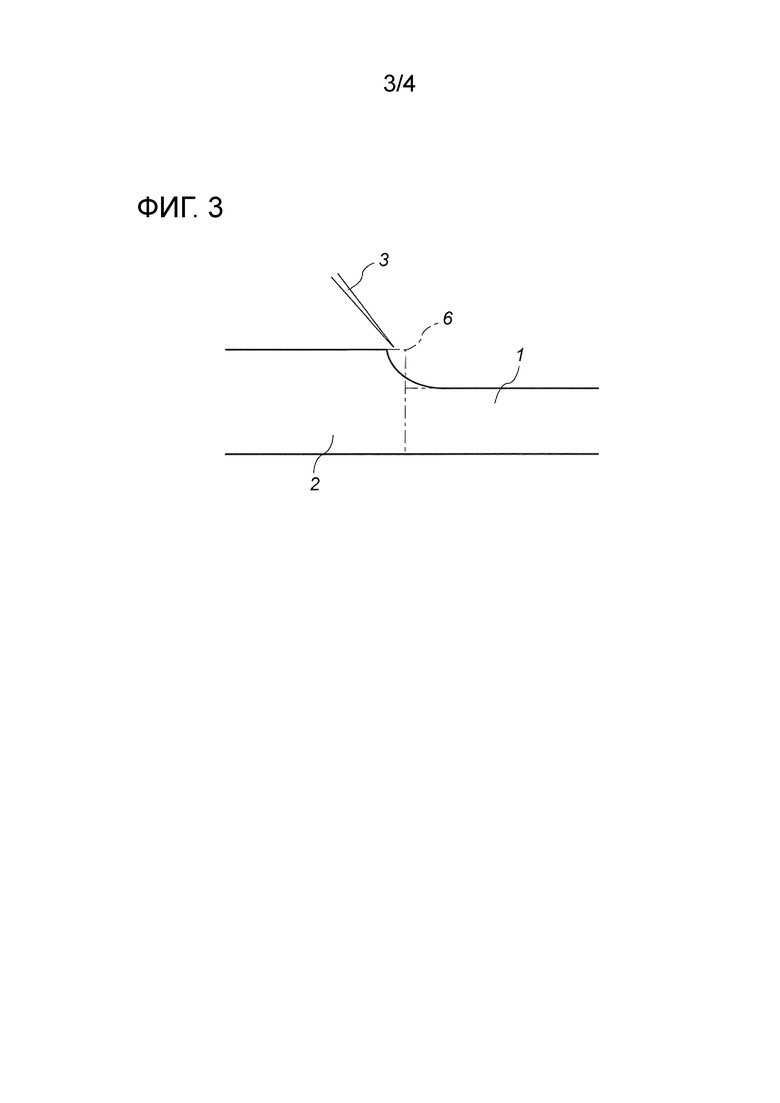
[0005] Чтобы решить описанные выше проблемы, связанные со сваркой разных толщин, в указанных ниже Патентных документах 1 и 2 раскрывается способ сварки, в котором лазерный пучок подводят под наклоном относительно стыкуемых поверхностей свариваемых материалов. Он представляет собой способ лазерной сварки, в котором, как показано на Фиг.3, поверхности двух свариваемых материалов имеют разные толщины со стороны, к которой подводят лазерный пучок, а поверхности с противоположной стороны (нижние поверхности на Фиг.3) расположены заподлицо друг с другом, целевое положение лазерного пучка смещают внутрь от угла 6 толстой пластины 2, и лазерный пучок 3 подводят под наклоном со стороны толстой пластины 2, чтобы вызвать проплавление угла 6 толстой пластины 2 в сторону тонкой пластины 1. При таком способе вызывается расплавление, главным образом, участка угла 6 толстой пластины 2 или, другими словами, участка толстой пластины 2, имеющего толщину, отличающуюся от толщины тонкой пластины 1. Соответственно, нет необходимости точно задавать целевое положение лазерного пучка. Кроме того, можно с высокой эффективностью получить хорошее стыковое соединение, без выполнения механической обработки стыкуемых торцевых поверхностей свариваемых материалов или использования присадочного металла.
Список литературы
Патентная литература
[0006] Патентный документ 1: Выложенный японский патент № 7-132386
Патентный документ 2: Выложенный японский патент № 9-216078
Сущность изобретения
Техническая проблема
[0007] Однако при использовании описанной выше обычной сварки разных толщин, чтобы увеличить прочность сварного соединения, участок угла 6 толстой пластины 2 должен быть надежным образом расплавлен и доставлен к стыкуемым поверхностям (граница раздела) между толстой пластиной 2 и тонкой пластиной 1. Однако это может привести к следующей проблеме: избыточная часть из участка толстой пластины 2, которая расплавилась в стыкуемую поверхность, появляется в виде нежелательного обратного валика на поверхности соединения (на Фиг.3 - на нижней поверхности), что приводит к снижению качества сварки. Здесь «обратный валик» - это сваренный металл (валик), находящийся на поверхности, противоположной поверхности, облучаемой источником теплоты.
Если лазерный пучок 3 падает под наклоном от толстой пластины 2, теплота лазерного пучка 3 поглощается толстой пластиной 2, которая изготовлена из металлического материала, имеющего высокую удельную теплопроводность. Соответственно, имеется значительная потеря теплоты лазерного пучка 3, в результате чего вряд ли можно утверждать, что сварка выполняется эффективным образом, даже если участок угла 6 толстой пластины 2 успешно расплавляется.
С учетом этих обстоятельств основной задачей настоящего изобретения является обеспечить способ лазерной сварки материалов, имеющих разные толщины, который позволяет эффективным образом получить превосходные прочность сварного соединения и состояние поверхности, вне зависимости от толщины толстой пластины.
Решение проблемы
[0008] В результате обширных исследований авторы изобретения обнаружили, что можно использовать способ лазерной сварки, в котором свариваемые поверхности двух листовых материалов, имеющих разные толщины, располагают встык так, чтобы смежные свариваемым поверхностям поверхности были расположены заподлицо друг с другом, и после этого лазерный пучок падает под наклоном на свариваемые поверхности со стороны поверхности тонкой пластины, которая является одной из упомянутых поверхностей, которые расположены заподлицо друг с другом, а также обнаружили, что можно получить превосходную прочность сварного соединения вне зависимости от толщины толстой пластины за счет управления целевым положением лазерного пучка, угла падения и стыкового зазора в нужном диапазоне, что привело к созданию настоящего изобретения.
В настоящем изобретении в сварном соединении, формируемом при последующей сварке, стыкуемые поверхности образованы посредством расположения встык одной поверхности каждого из двух свариваемых материалов, имеющих разные толщины, так чтобы они были расположенной заподлицо друг с другом, где расположенную заподлицо поверхность (на Фиг.4 - верхняя поверхность) можно называть «поверхностью сварного соединения», а поверхность, на которой получена разница по высоте (на Фиг.4 - нижняя поверхность), можно называть «обратной поверхностью сварного соединения».
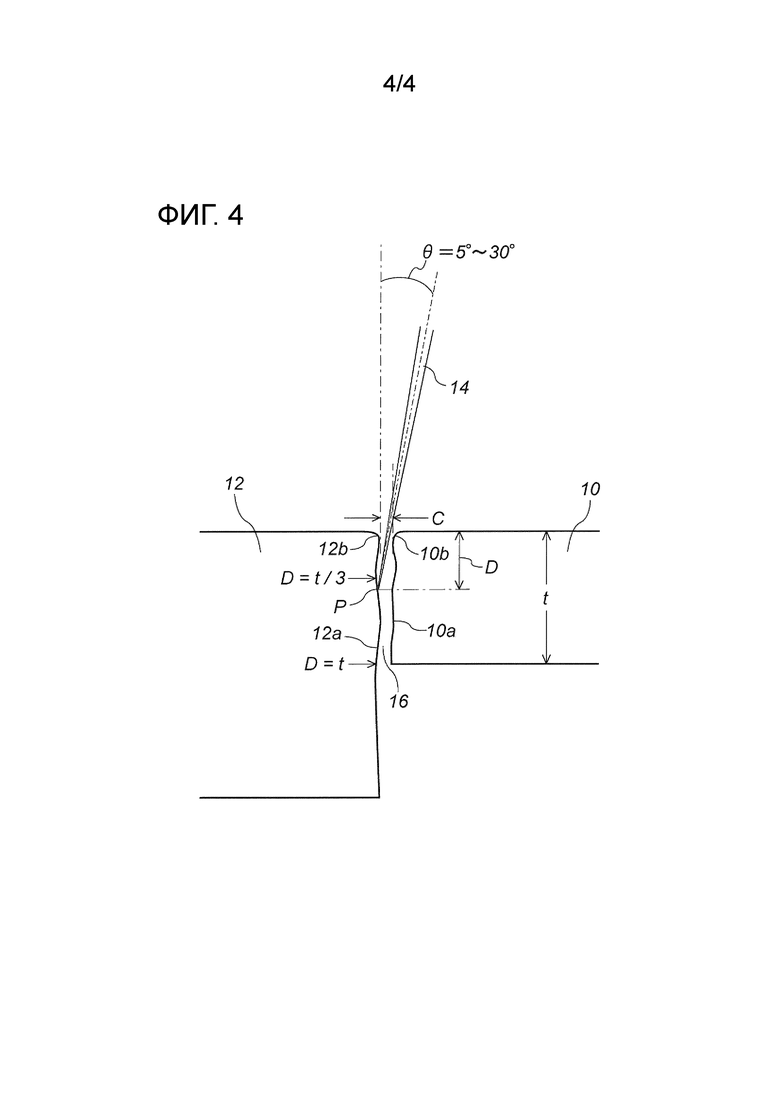
[0009] А именно, настоящее изобретение характеризуется способом лазерной сварки материалов, имеющих разные толщины, включающим: расположение встык тонкой пластины 10 и толстой пластины 12, имеющих разные толщины, так что одна поверхность тонкой пластины 10 и одна поверхность толстой пластины 12 расположены заподлицо друг с другом; и после этого сваривание тонкой пластины 10 и толстой пластины 12 посредством подведения лазерного пучка 14 к стыкуемым поверхностям, причем лазерный пучок 14 падает под наклоном от расположенной заподлицо поверхности тонкой пластины 10 к стыкуемой торцевой поверхности 12а толстой пластины 12, задают целевое положение Р лазерного пучка 14 на упомянутой стыкуемой торцевой поверхности 12а толстой пластины 12, а глубину D целевого положения на пластине от ее поверхности со стороны падения лазерного пучка 14 задают в диапазоне по следующему выражению (1):
t/3 ≤ D ≤ t (1),
где t - толщина в плоскостном направлении стыкуемой торцевой поверхности 10а тонкой пластины (10), и D и t заданы в мм.
Согласно этому аспекту изобретения лазерный пучок 14 падает под наклоном от расположенной заподлицо поверхности тонкой пластины 10 к стыкуемой торцевой поверхности 12а толстой пластины 12. Соответственно, даже если на обратную поверхность сварного соединения в виде нежелательного обратного валика выходит избыточная часть расплавленного металла толстой пластины 12, которая расплавлена, обратный валик возникает на обратной поверхности сварного соединения, на которой имеется разница по высоте из-за разных толщин участка толстой пластины 12, в результате чего внешний вид не будет являться неудовлетворительным, и качество сварки не будет снижаться.
[0010] В настоящем изобретении предпочтительно, чтобы лазерный пучок 14 имел угол θ падения, который наклонен к тонкой пластине 10 на 5-30° относительно стыкуемой торцевой поверхности 12а толстой пластины 12, и предпочтительно, чтобы стыковой зазор С между толстой пластиной 12 и тонкой пластиной 10 составлял 1,0 мм или менее.
[0011] Другой аспект настоящего изобретения характеризуется сварным элементом, имеющим разные толщины, сваренные при помощи способа лазерной сварки из материалов, имеющих разные толщины, согласно настоящему изобретению, причем произошло проплавление на 50% или более от площади стыкуемых поверхностей.
Преимущества при применении изобретения
[0012] Согласно настоящему изобретению можно предложить способ лазерной сварки материалов, имеющих разные толщины, который позволяет эффективным образом получить превосходные прочность сварного соединения и состояние поверхности, вне зависимости от толщины толстой пластины, а также сварной элемент, имеющий разные толщины, изготавливаемый с использованием указанного выше способа, и который имеет превосходное качество сварки.
Краткое описание чертежей
[0013] На Фиг.1 приведено схематическое изображения сечения сварного участка в случае, если целевое положение лазерного пучка смещено в сторону тонкой пластины согласно известному на настоящий момент уровню техники.
На Фиг.2 приведено схематическое изображения сечения сварного участка в случае, если стыковой зазор является широким согласно известному на настоящий момент уровню техники.
На Фиг.3 приведено схематическое изображение известного на настоящий момент сечения сварного участка, имеющего разницу по высоте.
Фиг.4 схематично иллюстрирует способ лазерной сварки материалов, имеющих разные толщины, согласно настоящему изобретению, в котором задают целевое положение лазерного пучка, угол облучения лазерным пучком и стыковой зазор.
Подробное описание предпочтительных вариантов реализации
[0014] Далее настоящее изобретение будет описано со ссылкой на чертежи. Фиг.4 схематично иллюстрирует способ лазерной сварки материалов, имеющих разные толщины, согласно настоящему изобретению. Необходимо отметить, что на Фиг.4 неровность торцевой поверхности 10а тонкой пластины 10, неровность торцевой поверхности 12а толстой пластины 12 и стыковой зазор С между тонкой пластиной 10 и толстой пластиной 12 изображены в преувеличенном виде.
Задача настоящего изобретения направлена на способ лазерной сварки материалов, имеющих разные толщины, включающий: расположение встык тонкой пластины 10 и толстой пластины 12 так, что одна поверхность тонкой пластины 10 и одна поверхность толстой пластины 12 расположены заподлицо друг с другом; и после этого сваривание тонкой пластины 10 и толстой пластины 12 посредством подведения лазерного пучка 14 к стыкуемым поверхностям. В частности, настоящее изобретение отличается тем, что лазерный пучок 14 падает под наклоном от расположенной заподлицо поверхности тонкой пластины 10 к стыкуемой торцевой поверхности 12а толстой пластины 12, задают целевое положение Р лазерного пучка 14 на упомянутой стыкуемой торцевой поверхности 12а толстой пластины 12, а глубину D целевого положения на пластине от ее поверхности со стороны падения пучка 14, задают в диапазоне, описанном ниже.
Далее будут подробно описаны условия лазерной сварки встык согласно настоящему изобретению.
[0015] В настоящем изобретении, как показано на Фиг.4, тонкую пластину 10 и толстую пластину 12 располагают встык так, что одна поверхность тонкой пластины 10 и одна поверхность толстой пластины 12 расположены заподлицо друг с другом, и после этого подводят лазерный пучок14 под наклоном от поверхности тонкой пластины 10 к стыкуемой торцевой поверхности 12а толстой пластины 12. Таким образом, толщина толстой пластины 12 не ограничивается.
В настоящем изобретении, так как целевое положение Р лазерного пучка 14 задают на стыкуемой торцевой поверхности 12а толстой пластины 12, то изменение положения стыкуемой торцевой поверхности 10а тонкой пластины 10 мало влияет на проплавление. В то же время, в случае, когда задают целевое положение Р лазерного пучка на стыкуемой торцевой поверхности 10а тонкой пластины 10 или на угловом участке 10b торцевой поверхности 10а, требуется детектор целевого положения. Соответственно, будет увеличиваться стоимость производственной установки и, более того, проплавление станет неустойчивым, если расстояние 16 до стыкуемого участка изменяется.
[0016] Глубина D целевого положения представляет собой глубину от поверхности пластины со стороны, где лазерный пучок 14 падает (т.е. от расположенной заподлицо поверхности тонкой пластины 10) на целевое положения Р лазерного пучка 14 на торцевой поверхности 12а толстой пластины 12, в предпочтительном случае она находится в диапазоне, представленном следующим выражением (1):
t/3 ≤ D ≤ t (1),
где t - толщина в плоскостном направлении стыкуемой торцевой поверхности 10а тонкой пластины (10), и D и t заданы в мм.
Если глубина D целевого положения меньше 1/3 толщины t тонкой пластины 10, степень проплавления свариваемых материалов уменьшается. И наоборот, если глубина D целевого положения больше t, расплавляется только тонкая пластина 10, а расплавление толстой пластины 12 становится недостаточным.
[0017] Как показано на Фиг. 4, угол θ падения лазерного пучка 14 определяется как угол между вертикальной линией от угла 12b на верхней поверхности толстой пластины 12 и осью лазерного пучка 14. Если говорить конкретно, этот угол в предпочтительном случае наклонен в сторону тонкой пластины 10 на 5-30° относительно стыкуемой торцевой поверхности 12а толстой пластины 12. Причина является следующей. Если угол θ падения лазерного пучка 14 меньше 5°, при увеличении стыкового зазора С увеличивается часть лазерного пучка 14, проходящая через этот зазор, что приводит к недостаточному вводу теплоты. И, наоборот, если угол θ падения лазерного пучка 14 превышает 30°, лазерный пучок 14 подается только на тонкую пластину 10, что приводит к недостаточному расплавлению толстой пластины 12.
[0018] Стыковой зазор С в настоящем изобретении относится к промежутку, образованному между стыкуемой торцевой поверхностью 10а тонкой пластины 10 и стыкуемой торцевой поверхностью 12а толстой пластины 12, и в предпочтительном случае максимальная величина стыкового зазора С между положения начала сварки до положения окончания сварки ограничена до 1,0 мм или менее. Причина является следующей. Если стыковой зазор С превышает 1,0 мм, сварной участок является узким и крупнозернистым, что приводит к недостаточной прочности сварного соединения. Если угол θ падения лазерного пучка 14 является небольшим, лазерный пучок 14 проходит через зазор, в результате чего выполнение сварки может оказаться невозможным.
[0019] В способе лазерной сварки материалов, имеющих разные толщины, соответствующем настоящему изобретению, другие условия лазерной сварки, чем те, которые описаны выше, например, включающие длину волны лазерного излучения, мощность лазера, диаметр лазерного пучка и скорость сварки, конкретным образом не ограничиваются. Эти условия выбираются подходящим образом в соответствии с типом, толщиной и прочими параметрами свариваемых материалов, что будет описано ниже.
[0020] В настоящем изобретении типы свариваемых материалов, а именно тонкой пластины 10 и толстой пластины 12, используемых в качестве материалов, имеющих разные толщины, конкретным образом не ограничиваются. Примеры свариваемых материалов включают в себя низкоуглеродистую сталь, нержавеющую сталь и любую из них с плакированием на основе Zn, плакированием на основе Al, плакированием на основе сплава Zn-Al, плакированием на основе сплава Al-Si, плакированием на основе сплава Zn-Al-Si, плакированием на основе сплава Zn-Al-Mg, плакированием на основе сплава Zn-Al-Mg-Si или тому подобного. Настоящее изобретение также применимо к сварке деталей разной толщины не только из упомянутыми выше стальных материалов, но также из цветных металлов, например Al, а также из стальных материалов и цветных металлов. Помимо этого, не ограничивается способ резки свариваемых материалов. Можно применять обычный способ резки с использованием механических ножниц, дисковой пилы, ленточной пилы или тому подобного. После резки можно улучшить состояние поверхности за счет ее механического полирования.
[0021] В настоящем изобретении толщина толстой пластины 12 не ограничивается, как описано выше. Форма толстой детали 12 не ограничивается пластинчатой формой, и она может иметь форму бруса.
С другой стороны, толщина t тонкой пластины 10 предпочтительно составляет 6 мм или менее. Причина является следующей. Если толщина t тонкой пластины 10 больше 6 мм, необходима машина для лазерной сварки с большой мощностью, что приводит к увеличению стоимости производственной установки. Кроме того, если тонкая пластина 10 становится толще, снижается скорость сварки, что приводит к ухудшению производительности.
[0022] Для сварного элемента, имеющего разные толщины, который изготовлен с использованием описанного выше способа лазерной сварки материалов, имеющих разные толщины, предпочтительно, чтобы произошло проплавление на 50% или более от площади стыкуемой поверхности. Причина является следующей. Участок, который заставляют расплавиться во время сварки, упрочняется за счет большого количества теплоты от лазерного пучка 14 и поэтому имеет повышенные твердость и прочность на растяжение. В результате, если произошло проплавление на 50% или более от площади стыкуемой поверхности, можно достичь прочности сварного соединения, которая может быть обусловлена разрушением тонкой пластины, когда сила приложена в направлении, перемещающем тонкую пластину 10 и толстую пластину 12 сварного элемента, имеющие разные толщины, друг от друга.
Примеры
[0023] Далее настоящее изобретение будет описано более конкретно со ссылкой на примеры, но настоящее изобретение ими не ограничено.
[0024] Сначала были приготовлены образцы из низкоуглеродистых сталей, SUS 304 и Al-сплава (алюминиевого сплава), приведенные в Таблице 1. Из них в качестве низкоуглеродистых сталей были приготовлены низкоуглеродистая сталь без плакирования, низкоуглеродистая сталь, покрытая плакирующим слоем расплава, содержащего Zn с 6 мас.% Al и 3 мас.% Mg, нанесенного в количестве 90 г/м2 на каждую сторону. Затем образцы, имеющие толщину 6 мм или менее, были разрезаны с использованием механических ножниц, дисковой пилы или ленточной пилы, а образцы, имеющие толщину 10 мм или более, были разрезаны с использованием ленточной пилы, чтобы получить образцы шириной 100 мм и длиной 100 мм. В дополнение к этому, было улучшено состояние полученных при разрезании торцевых поверхностей некоторых образцов за счет механического полирования.
При этом условные обозначения типов материалов, приведенные в Таблице 1, используются для указания типов материалов тонких пластин и толстых пластин в Таблицах с 2-1 по 2-3.
[0025] Таблица 1
[0026] Затем, перед лазерной сваркой, щупом был измерен максимальный стыковой зазор у стыкуемого участка на ширине 100 мм. Если щуп, имевший толщину 0,1 мм, нельзя было ввести в стыкуемый участок, максимальный стыковой зазор считался равным 0,1 мм или менее. Полученные результаты приведены в Таблицах с 2-1 по 2-3.
После этого выполнялась лазерная сварка встык с использованием машины для сварки на основе волоконного лазера с максимальной выходной мощностью 7 кВт при различных условиях, которые описаны ниже.
Из каждого образца, сваренного встык лазерной сваркой, был взят образец для испытания на растяжение, имеющий ширину 30 мм, который был подвергнут испытанию на растяжение в соответствии со стандартом JIS Z-2241. Кроме того, с использованием оптического микроскопа было изучено поперечное сечение сварного промежуточного участка в каждом из образцов, сваренных встык лазерной сваркой, и было оценено его проплавление. На основе результатов испытания на растяжение и результатов изучения проплавления была сделана окончательная оценка участка лазерной сварки. Критерии этой окончательной оценки приведены ниже.
Превосходно: Во время испытания на растяжение основной материал разрушался на стороне тонкой пластины 1, а толщина расплавленного участка в области сварки составляла 70-100% от толщины тонкой пластины.
Хорошо: Во время испытания на растяжение основной материал разрушался на стороне тонкой пластины 1, а толщина расплавленного участка в области сварки составляла 60-69% от толщины тонкой пластины.
Удовлетворительно: Во время испытания на растяжение основной материал разрушался на стороне тонкой пластины 1, а толщина расплавленного участка в области сварки составляла 45-59% от толщины тонкой пластины.
Плохо: Во время испытания на растяжение разрушение происходило в области сварки.
На основе этой окончательной оценки стало ясно, что предпочтительным является как можно большее увеличение толщины расплавленного участка, так как увеличиваются прочность на растяжение и усталостная прочность и уменьшается расхождение частей, когда область сварки деформируется при растяжении.
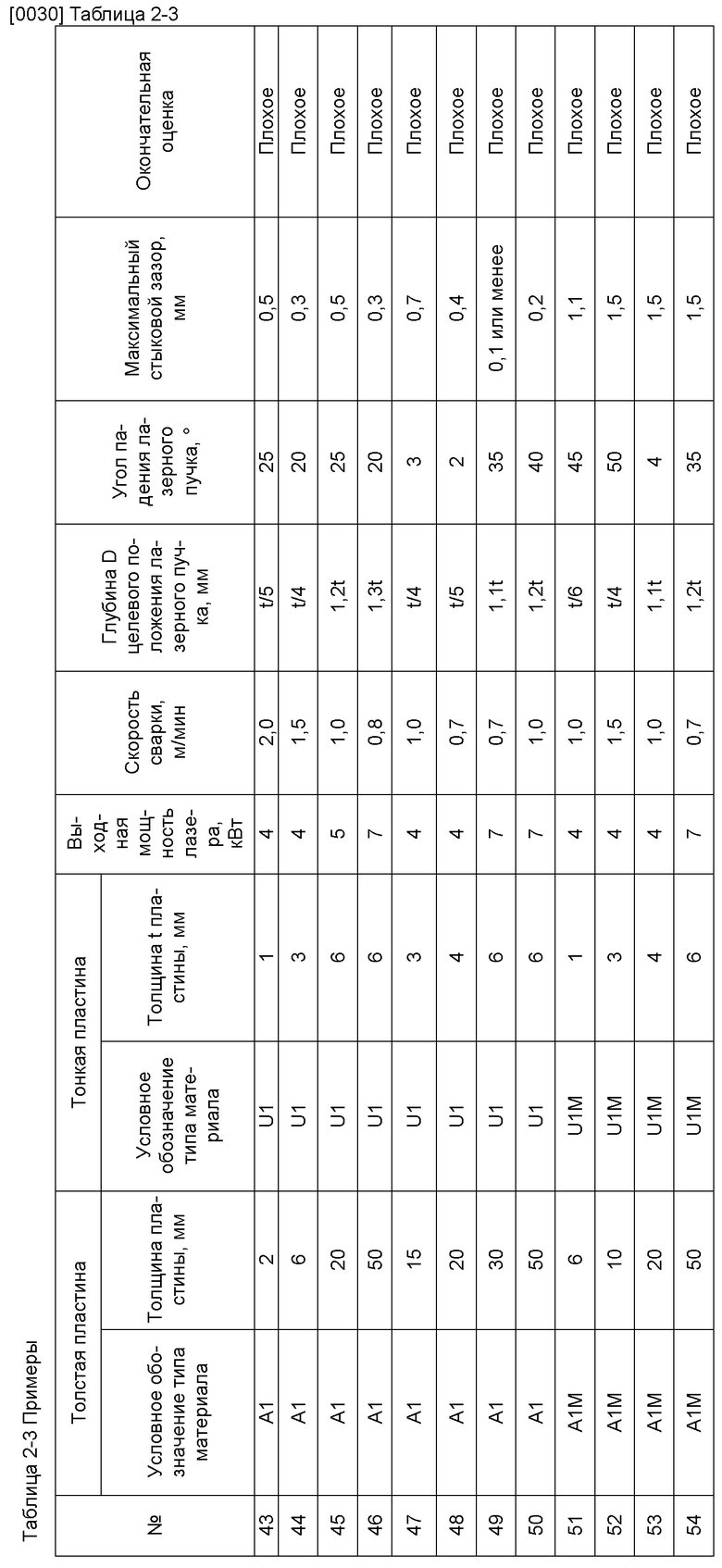
[0027] В Таблицах с 2-1 по 2-3 приведены условия лазерной сварки, максимальный стыковой зазор и результаты окончательной оценки. Необходимо отметить, что «t» в столбце «Глубина D целевого положения лазерного пучка» представляет собой толщину тонкой пластины 10.
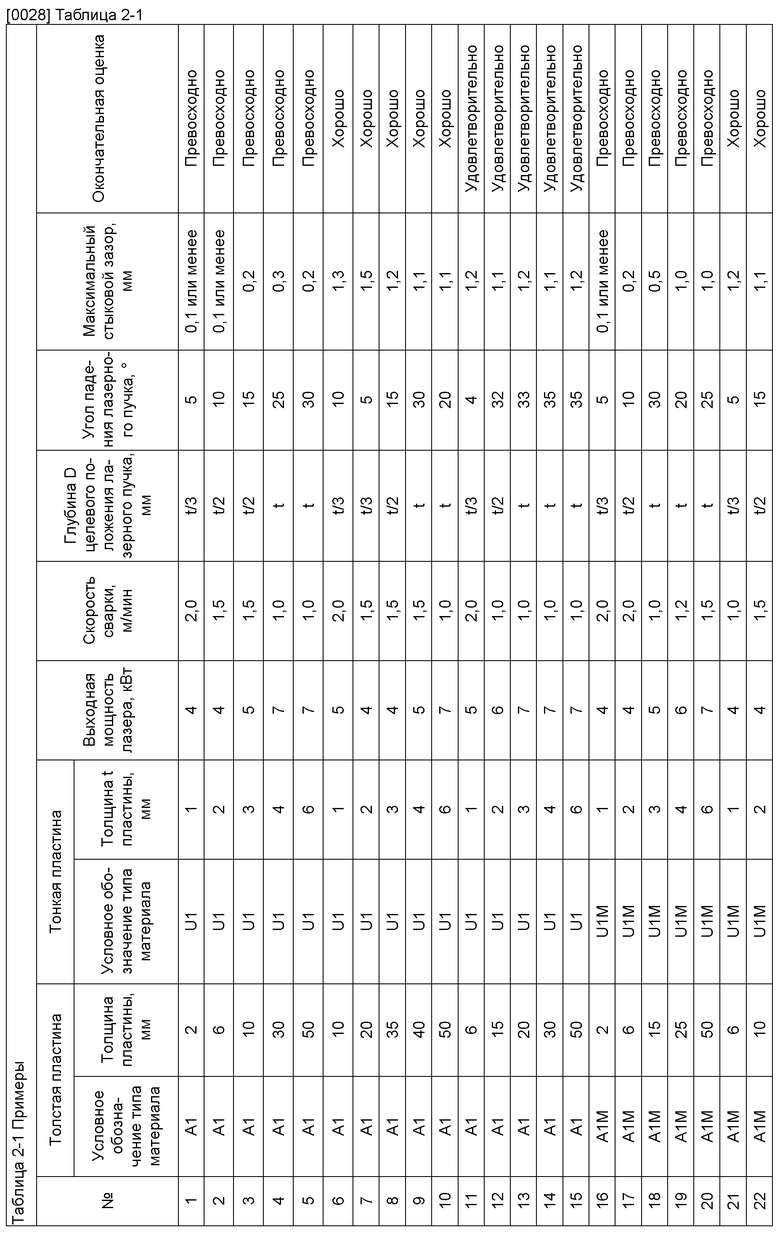
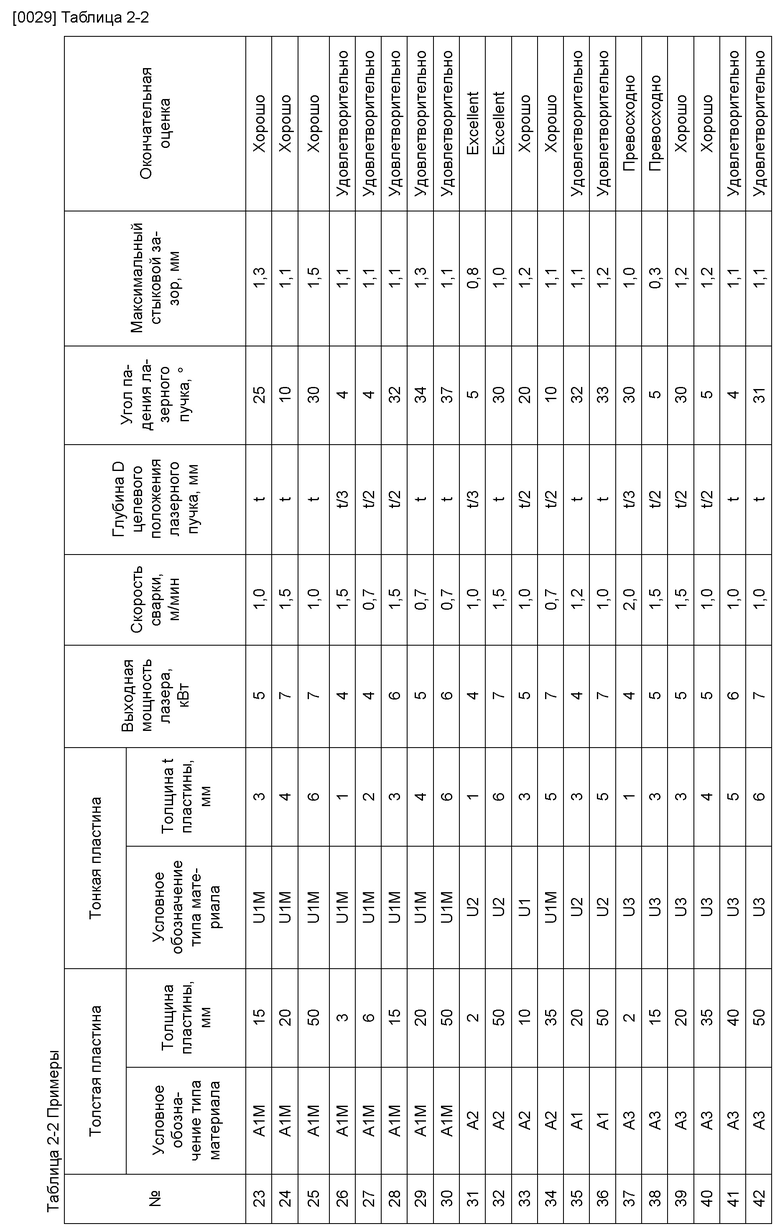
[0031] №№ 1-5 и №№ 16-20 в Таблице 2-1 и №№ 31, 32, 37, 38 в Таблице 2-2, представляющие собой примеры, в которых глубина D целевого положения лазерного пучка, угол падения лазерного пучка и стыковой зазор находились в диапазоне, соответствующем настоящему изобретению, имели характеристику «Превосходно» при окончательной оценке и обеспечили хорошие прочность сварного соединения и проплавление. Кроме того, в других примерах была обеспечена хорошая прочность сварного соединения, хотя проплавление было неглубоким.
[0032] В отличие от этого в сравнительных примерах с №№ 43-54 в Таблице 2-3, в которых глубина D целевого положения лазерного пучка, угол падения лазерного пучка и стыковой зазор выходили за пределы диапазона, соответствующего настоящему изобретению, разрушение во время испытания на растяжение происходило в области сварки из-за недостаточного проплавления.
Список ссылочных обозначений
[0033] 10 - тонкая пластина
10а – стыкуемая торцевая поверхность (тонкой пластины)
12 - толстая пластина
12а - стыкуемая торцевая поверхность (толстой пластины)
14 - лазерный пучок
С - стыковой зазор (между толстой пластиной и тонкой пластиной)
D - глубина целевого положения
Р - целевое положение лазерного пучка
t - толщина тонкой пластины в плоскостном направлении стыкуемой торцевой поверхности
θ - угол падения лазерного пучка
Изобретение относится к способу лазерной сварки материалов, имеющих разные толщины. Располагают встык две пластины (10), (12), имеющие разные толщины так, что одна поверхность пластины (10) и одна поверхность пластины (12) расположены заподлицо друг с другом. Сваривают пластины (10), (12) посредством подведения лазерного пучка (14) к их стыкуемым поверхностям. Причем лазерный пучок (14) падает под наклоном от расположенной заподлицо поверхности тонкой пластины (10) к стыкуемой торцевой поверхности (12а) толстой пластины (12). Задают целевое положение (Р) лазерного пучка (14) на упомянутой стыкуемой торцевой поверхности (12а) толстой пластины (12). Глубину (D) целевого положения на пластине от ее поверхности со стороны падения лазерного пучка (14) задают в диапазоне по следующему выражению (1): t/3 ≤ D ≤ t, где t - толщина в плоскостном направлении стыкуемой торцевой поверхности тонкой пластины (10), и D и t заданы в мм. Изобретение позволяет получить превосходную прочность сварного соединения вне зависимости от толщины толстой пластины и сварной элемент, имеющий разные толщины. 2 з.п. ф-лы, 2 табл., 4 ил.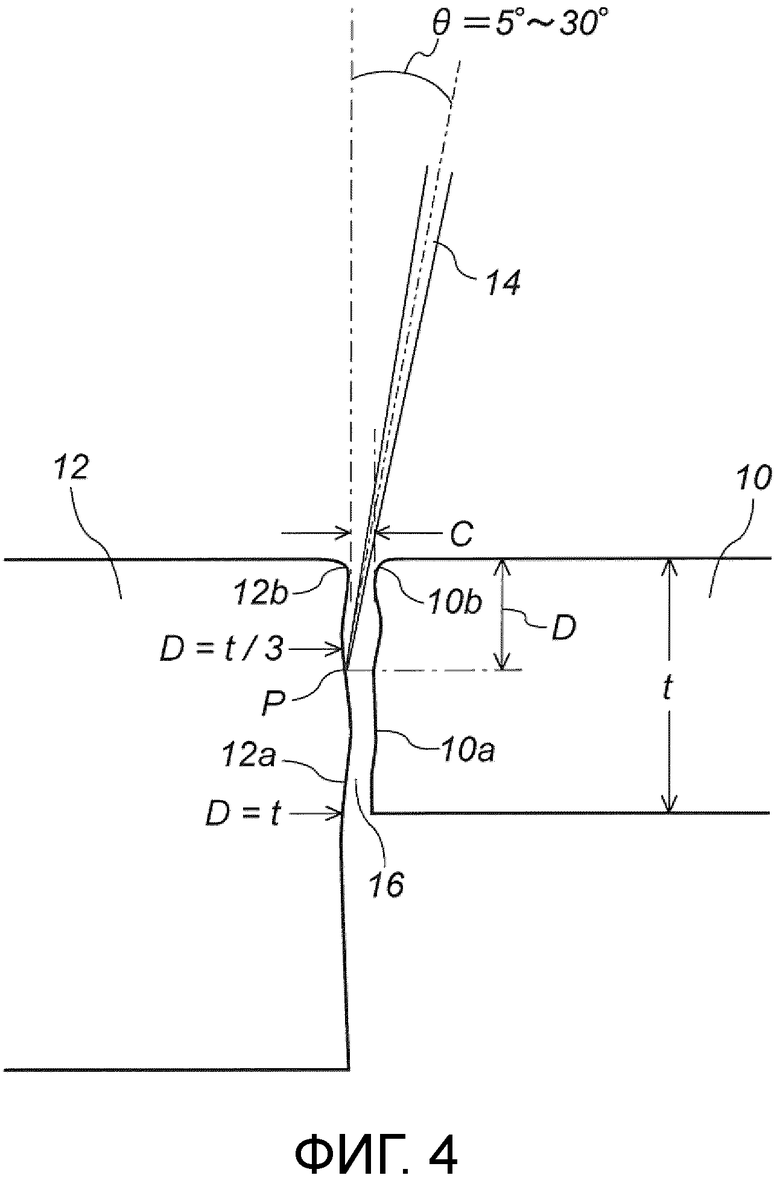
1. Способ лазерной сварки материалов, имеющих разные толщины, включающий расположение встык тонкой пластины (10) и толстой пластины (12), имеющих разные толщины, заподлицо друг с другом одной поверхностью тонкой пластины (10) и одной поверхностью толстой пластины (12) и сваривание тонкой пластины (10) и толстой пластины (12) посредством подведения лазерного пучка (14) к стыкуемым поверхностям, отличающийся тем, что лазерный пучок (14) подают под наклоном от расположенной заподлицо поверхности тонкой пластины (10) к стыкуемой торцевой поверхности (12а) толстой пластины (12), задают положение (Р) лазерного пучка (14) на упомянутой стыкуемой торцевой поверхности (12а) толстой пластины (12), при этом глубину D положения на пластине от ее поверхности со стороны падения лазерного пучка (14) задают по следующему соотношению (1):
t/3 ≤ D ≤ t (1),
где t - толщина в плоскостном направлении стыкуемой торцевой поверхности (10а) тонкой пластины (10), мм; D - глубина положения на пластине от ее поверхности со стороны падения лазерного пучка (14), мм.
2. Способ лазерной сварки материалов по п.1, отличающийся тем, что лазерный пучок (14) подают под углом (θ) наклона к тонкой пластине (10) на 5-30° относительно стыкуемой торцевой поверхности (12а) толстой пластины (12).
3. Способ лазерной сварки материалов по п.1 или 2, отличающийся тем, что стыковой зазор (С) между толстой пластиной (12) и тонкой пластиной (10) составляет 1,0 мм или менее.
| JP 8300008 A, 19.11.1996 | |||
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ | 1996 |
|
RU2104137C1 |
| СПОСОБ ЛУЧЕВОЙ СВАРКИ СВЕТОВЫМ ЛУЧОМ | 2004 |
|
RU2264901C1 |
| Способ изготовления крупногабаритных изделий из прозрачного корунда | 1972 |
|
SU445633A1 |
| JP 2000263262, 26.09.2000. | |||

