Настоящее изобретение относится к способу контролируемого накопления непрерывных полосообразных элементов для сборки шин. Изобретение также относится к производственной линии, которая реализует упомянутый способ.
При сборке шин обычно требуется использование базовых полуфабрикатов, получаемых из непрерывных полосообразных элементов; такие элементы содержат текстильные корды и/или металлические корды, которые параллельны друг другу и предусмотрены в по меньшей мере одном слое исходного эластомерного материала.
Например, такой тип полосообразного изготовленного изделия может быть разрезан на части для образования полосообразных элементов, которые будут использованы при изготовлении слоя каркаса, брекерного слоя или другого элемента шины. В качестве альтернативы непрерывный полосообразный элемент может быть намотан в катушки, расположенные рядом друг с другом вокруг кругового прохождения изготавливаемой шины для образования упрочняющeго слоя.
Изготовление непрерывных полосообразных элементов обычно осуществляется посредством непрерывного процесса, начинающегося от вытягивания кордов из соответствующих паковок. Корды, количество которых обычно кратно количеству кордов, предусмотренных в одном непрерывном полосообразном элементе, направляют вдоль траекторий, сходящихся к прорезинивающему устройству. В прорезинивающем устройстве по меньшей мере один слой исходного эластомерного материала наносится на расположенные компланарно корды, для того, чтобы получать непрерывную полосу. Непрерывную прорезиненную полосу, выходящую из прорезинивающего устройства, проводят через режущее устройство, содержащее один или более ножей, которые разделяют саму полосу на два или более непрерывных полосообразных элементов.
Для обеспечения их совместного отделения непрерывные полосообразные элементы перемещают от режущего блока вдоль взаимно расходящихся траекторий посредством соответствующих смещающих валиков до подвода к соответствующим накопительным станциям.
Для того чтобы удовлетворить требованиям по производительности современных заводов, было изучено динамическое поведение полуфабрикатов в форме непрерывной полосы, поступательно перемещающейся с большой скоростью вдоль производственной линии.
Было обнаружено, что из-за различных факторов, которые трудно определить и контролировать, непрерывная полоса, идущая из прорезинивающего устройства, время от времени выполняет легкие боковые перемещения во время продвижения к режущему устройству.
При больших скоростях такие перемещения имеют тенденцию к существенному изменению траекторий, по которым проходят непрерывные полосообразные элементы, поступательно перемещающиеся от ножей, с риском последующей поломки и прерывания производственного цикла.
Было обнаружено, что точный контроль таких траекторий в ответ на случайное перемещение непрерывной полосы может привести к существенным улучшениям в данной области техники, в особенности с точки зрения производительности и качества готового изделия.
Таким образом, разработан способ осуществления контроля посредством своевременных операций восстановления динамического равновесия боковых осевых сил, действующих на непрерывные полосообразные элементы, последовательно перемещающиеся от ножей в области образования самих полосообразных элементов.
Более конкретно, было обнаружено, что операции восстановления посредством ведущих элементов, расположенных снаружи области образования непрерывных полосообразных элементов, позволяют приводить в действие точный контроль без прерывания или снижения производства.
В частности, в соответствии с первым аспектом изобретение относится к способу контролируемого накопления непрерывных полосообразных элементов для сборки шин.
Предпочтительно, предусматривается подача непрерывной полосы эластомерного материала, содержащего упрочняющие корды.
Предпочтительно, в области образования непрерывных полосообразных элементов предусматривается разрезание непрерывной полосы с образованием непрерывных полосообразных элементов.
Предпочтительно, в зоне образования непрерывных полосообразных элементов предусматривается приложение смещающих сил к каждому из непрерывных полосообразных элементов для направления их вдоль расходящихся траекторий.
Предпочтительно, предусматривается изменение смещающих сил ведущими элементами, расположенными снаружи области образования непрерывных полосообразных элементов.
Предпочтительно, предусматривается накопление непрерывных полосообразных элементов.
Таким образом, существует возможность увеличения производительности вдоль линии производства непрерывных полосообразных элементов без использования усложненных систем для препятствия случайным боковым перемещениям непрерывной полосы, которая продвигается с большой скоростью к режущему устройству.
Посредством изменения смещающих сил вышеописанным образом возможные отклонения траекторий, по которым проходят непрерывные полосообразные элементы, поступательно перемещающиеся от ножей, быстро корректируются без необходимости остановки или замедления производства для выполнения требуемых корректировок. Поэтому производственные линии всегда могут работать при максимальной производительности даже во время операций корректировки. Во втором аспекте изобретение относится к производственной линии для контролируемого накопления непрерывных полосообразных элементов для сборки шин.
Предпочтительно, предусматриваются устройства подачи для подачи непрерывной полосы эластомерного материала, содержащего упрочняющие корды.
Предпочтительно, предусматривается режущее устройство, входящее в зацепление с возможностью скольжения с упомянутой непрерывной полосой и несущее ножи, работающие через непрерывную полосу для образования из нее непрерывных полосообразных элементов.
Предпочтительно, предусмотрены направляющие устройства, функционирующие на упомянутых непрерывных полосообразных элементах для сообщения соответствующих смещающих сил, направляющих их вдоль совместно расходящихся траекторий.
Предпочтительно, предусмотрены регулировочные устройства для изменения смещающих сил на непрерывных полосообразных элементах.
Предпочтительно, предусмотрено по меньшей мере одно накопительное устройство, накапливающее каждый непрерывный полосообразный элемент.
Предпочтительно, регулировочные устройства могут приводиться в действие ведущими элементами, расположенными снаружи области образования непрерывных полосообразных элементов.
По меньшей мере в одном из вышеупомянутых аспектов может быть использовано одно или более из последующих решений предпочтительных вариантов осуществления.
Предпочтительно, действие по изменению смещающих сил выполняется в ответ на поперечные перемещения, осуществляемые непрерывной полосой.
Таким образом, существует возможность оптимизации качества технологической обработки без необходимости чрезвычайно точного выполнения выравнивания непрерывной полосы, продвигающейся к ножам.
В области образования непрерывные полосообразные элементы предпочтительно подвергаются по меньшей мере одному первому отклонению от плоскости расположения непрерывной полосы.
Таким образом, существует возможность перемещения непрерывных полосообразных элементов от ножей сразу после выполнения резания и получения большего пространства для размещения направляющего устройства.
В области образования каждый из непрерывных полосообразных элементов предпочтительно подвергается второму отклонению, направленному вбок относительно направления продольного прохождения непрерывной полосы.
Это боковое отклонение вызывает требуемое распределение траекторий непрерывных полосообразных элементов вдоль соответственно расходящихся траекторий.
Предпочтительно, первое и второе отклонение могут быть выполнены одновременно.
В области образования непрерывные полосообразные элементы также могут быть подвергнуты по меньшей мере одному третьему отклонению от плоскости расположения непрерывной полосы.
Предпочтительно, непрерывные полосоообразные элементы после третьего отклонения располагают компланарно по отношению друг к другу.
Непрерывные полосоообразные элементы, расположенные компланарно по отношению друг другу и расположенные на расстоянии друг от друга в боковом направлении, приспособлены, таким образом, к одновременному вхождению в зацепление с ведущим устройством и к подведению к последовательно расположенным станциям обработки вдоль производственной линии.
Смещающие силы могут быть предпочтительно образованы посредством прохождения непрерывных полосоообразных элементов по смещающим валикам.
Образование смещающих сил, таким образом, может быть достигнуто посредством конструктивно простых, недорогих и высоконадежных компонентов.
Более конкретно, изменение смещающих сил может быть выполнено посредством вращения по меньшей мере одного из упомянутых смещающих валиков вокруг оси коррекции, перпендикулярной его оси вращения.
Таким образом, существует возможность контроля интенсивности смещающих сил посредством простых, недорогих и высоконадежных компонентов.
Изменение смещающих сил может быть выполнено в ответ на уведомляющий сигнал.
Таким образом, своевременность операции способствует цели корректировки смещающих сил.
Более конкретно, могут быть предусмотрены следующие действия: сравнение местоположения расходящегося участка по меньшей мере одного из n непрерывных полосообразных элементов относительно заданного теоретического базового положения; и выдача уведомляющего сигнала, когда разница между положением расходящегося участка и теоретическим базовым положением превышает заданный порог допуска.
Таким образом, обеспечивается постоянный контроль за правильностью положения непрерывных полосообразных элементов, способствующий своевременным операциям по корректировке.
Резание может быть предпочтительно выполнено одновременно вдоль соответственно противоположных кромок непрерывной полосы для того, чтобы образовывать пары непрерывных полосообразных элементов.
Предпочтительно, пары непрерывных полосообразных элементов образуют последовательно, начиная от наружных боковых кромок непрерывной полосы.
Таким образом, достигается эффективное образование и отделение непрерывных полосообразных элементов от непрерывной полосы.
Также может быть предпочтительно выполнено боковое поступательное перемещение поддерживающего ножи несущего элемента для последующих поперечных перемещений непрерывной полосы.
Таким образом, улучшается точное выполнение резания из-за коррекции относительного положения между ножами и непрерывной полосой после нежелательных поперечных перемещений последней.
Предпочтительно, поступательное перемещение несущего элемента происходит под действием поперечных осевых сил, возникающих от поперечных перемещений непрерывной полосы.
Таким образом, достигается конструкционная и функциональная простота системы из-за спонтанного выравнивания ножей относительно непрерывной полосы.
Также может быть обеспечена корректировка относительного положения между непрерывной полосой и ножами во время поступательного перемещения непрерывных полосообразных элементов.
Таким образом, существует возможность восстановления правильного выполнения резания в случае неисправной работы.
Корректировки предпочтительно выполняются посредством придания ножам поперечных перемещений относительно смещающих валиков, по которым проходят непрерывные полосообразные элементы.
Коррекция относительного положения между непрерывной полосой и ножами достигается, таким образом, посредством простого и надежного оборудования.
Поперечные перемещения могут быть предпочтительно выполнены посредством ведущего плеча, которое расцепляется с режущим устройством после выполнения корректировки.
Таким образом, улучшается точное выполнение резания.
В самом деле, режущему устройству, расцепленному с ведущим плечом, оказывается содействие при последующих спонтанных поперечных перемещениях непрерывной полосы.
Подача упомянутой непрерывной полосы предпочтительно может включать: подачу непрерывных упрочняющих кордов, поступательно перемещающихся в продольном направлении через экструзионную матрицу; наложение по меньшей мере одного слоя исходного эластомерного материала на непрерывные упрочняющие корды, поступательно перемещающиеся через экструзионную матрицу.
Предпочтительно, каждый непрерывный полосообразный элемент накапливают на соответствующей катушке отдельно от других непрерывных полосообразных элементов.
Предпочтительно, непрерывная полоса подается со скоростью от примерно 1 м/с до примерно 3 м/с.
Более предпочтительно, упомянутая непрерывная полоса подается со скоростью от примерно 1,5 м/с до примерно 2,5 м/с.
Направляющие устройства предпочтительно подвергают упомянутые непрерывные полосообразные элементы по меньшей мере одному первому отклонению от плоскости расположения непрерывной полосы.
Направляющие устройства предпочтительно подвергают непрерывные полосообразные элементы по меньшей мере одному второму отклонению, направленному в боковом направлении относительно направления продольного прохождения непрерывной полосы.
Предпочтительно, направляющие устройства подвергают непрерывные полосообразные элементы по меньшей мере одному третьему отклонению к плоскости расположения непрерывной полосы.
После третьего отклонения непрерывные полосообразные элементы предпочтительно располагают компланарно по отношению друг к другу.
Направляющие устройства предпочтительно содержат смещающие валики, предусмотренные для функционирования в контакте с непрерывными полосообразными элементами.
Предпочтительно, каждый смещающий валик может иметь рабочую поверхность с выпуклым профилем, работающим в контакте с соответствующим непрерывным полосообразным элементом.
Предпочтительно, каждый смещающий валик выполнен с возможностью вращения в режиме холостого хода.
Каждый смещающий валик поддерживается с возможностью вращения в соответствии с осью вращения, наклоненной к направлению, перпендикулярному направлению продольного прохождения участка непрерывного полосообразного элемента на входе в сам смещающий валик.
Такой наклон способствует образованию требуемых смещающих сил.
Для каждого непрерывного полосообразного элемента, производимого режущим устройством, предусмотрены по меньшей мере два смещающих валика, которые взаимно выровнены вдоль траектории, расходящейся от продольной средней линии непрерывной полосы.
Каждый смещающий валик предпочтительно расположен вокруг оси коррекции, перпендикулярной его оси вращения.
В предпочтительном варианте осуществления каждый смещающий валик опирается с возможностью вращения на стержень вокруг оси коррекции.
Регулировочные устройства предпочтительно содержат передаточный рычаг, функционирующий на стержне.
Передаточный рычаг содержит рычаг, выступающий в радиальном направлении относительно оси коррекции, и ведущее плечо, прикрепленное к рычагу.
Ведущие элементы предпочтительно содержат первый резьбовой элемент, удерживаемый с возможностью вращения снаружи области образования.
Таким образом, может быть достигнута высокая точность регулирования интенсивности смещающих сил, поскольку высокие угловые скорости вращения первого резьбового элемента соответствуют микрометрическим перемещениям смещающих валиков вокруг оси коррекции.
Первый резьбовой элемент может функционально входить в зацепление со вторым резьбовым элементом, удерживаемым ведущим рычагом.
Первый резьбовой элемент предпочтительно входит в зацепление с опорной конструкцией режущего устройства. Весь передаточный рычаг является, таким образом, внешним и невосприимчивым к возможным поперечным перемещениям, которым подвергается режущее устройство, относительно опорной конструкции.
Так же могут быть предусмотрены сигнализирующие устройства для выдачи уведомляющего сигнала, когда положение расходящегося участка по меньшей мере одного непрерывного полосообразного элемента превышает заданный порог допуска.
В одном варианте осуществления может быть предусмотрены датчики для определения положения расходящегося участка по меньшей мере одного непрерывного полосообразного элемента и сравнивающее устройство для сравнения положения, определяемого датчиками, с заданным теоретическим базовым положением
В предпочтительном варианте осуществления может быть предусмотрен по меньшей мере один приводной элемент, действующий на каждый первый резьбовой элемент для автоматического регулирования ориентации соответствующего смещающего валика вокруг оси коррекции после выдачи выходного сигнала электронного управляющего устройства.
Ножи предпочтительно распределены по соответствующим парам, расположенным на расстоянии друг от друга вдоль направления продольного перемещения непрерывной полосы.
Ножи каждой пары расположены симметрично относительно продольной средней линии непрерывной полосы.
Ножи распределены таким образом, чтобы образовывать V-образную конфигурацию с вершиной, обращенной на накапливающее устройство. Ножи предпочтительно опираются на несущий элемент, выполненный с возможностью перемещения в направлении, поперечном направлению подачи непрерывной полосы.
Предпочтительно, ножи соединены с возможностью отсоединения от опорного блока, соединенного с возможностью отсоединения от несущего элемента.
Предпочтительно, опорный блок расположен вдоль направления, по существу параллельного прохождению режущей кромки каждого ножа.
Режущее устройство предпочтительно может содержать центрирующее направляющее устройство, функционально взаимодействующее с непрерывной полосой для сохранения центрированного положения непрерывной полосы относительно ножей.
Предпочтительно, центрирующее направляющее устройство имеет проходное отверстие, имеющее ширину, равную ширине непрерывной полосы. Центрирующее направляющее устройство предпочтительно соединено с режущим устройством.
Также могут быть предусмотрены устройства для создания осевой силы для подвергания ножей поперечным перемещениям.
Устройства для создания осевой силы предпочтительно приводятся в действие снаружи упомянутой области генерации.
Устройства для создания осевой силы могут содержать ведущее плечо, действующее на несущий элемент, несущий ножи.
Устройства для создания осевой силы может содержать ведущее плечо, действующее на режущее устройство.
Предпочтительно, ведущее плечо входит в зацепление с возможностью расцепления с режущим устройством.
В предпочтительном варианте осуществления ведущее плечо опирается на стержень, который выполнен с возможностью осевого перемещения для подвергания режущего устройства поперечному перемещению.
Стержень предпочтительно выполнен с возможностью вращения вокруг своей продольной оси для расцепления ведущего плеча с режущим устройством.
Устройства для подачи полосы предпочтительно содержат: устройства для подачи эластомерного материала к экструзионной матрице; устройства для подачи к экструзионной матрице упрочняющих кордов, которые расположены параллельно друг другу и рядом друг с другом.
Накопительное устройство содержит множество катушек, каждая из которых предназначена для наматывания соответствующего непрерывного полосообразного элемента.
Дополнительные характеристики и преимущества станут более понятны из подробного, но не исключительного описания предпочтительного варианта осуществления способа и производственной линии для контролируемого накопления непрерывных полосообразных элементов для сборки шин в соответствии с настоящим изобретением. Такое описание приведено далее со ссылкой на прилагаемые чертежи, на которых изображен только не ограничивающий пример. На чертежах:
Фиг. 1 - схематический вид в плане производственной линии, полученной в соответствии с настоящим изобретением;
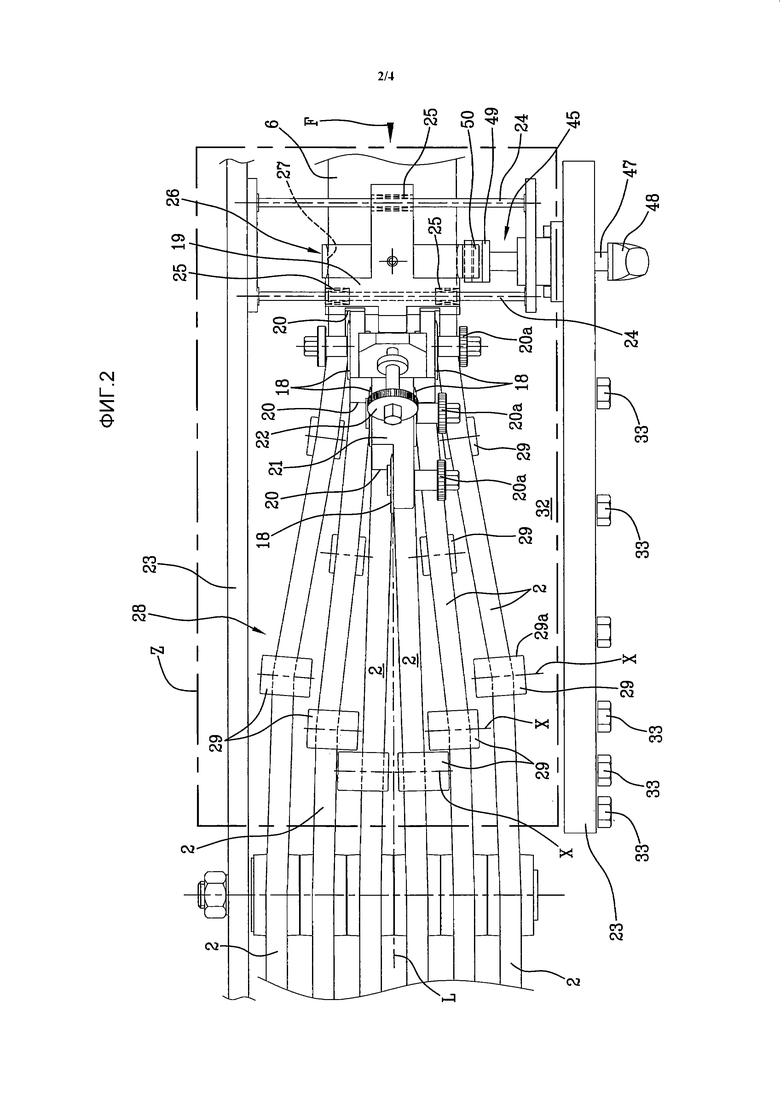
Фиг. 2 - подробный вид сверху производственной линии, показывающий область поступательного перемещения, охватывающую режущее устройство;
Фиг. 3 - подробный вид сбоку части фиг. 2;
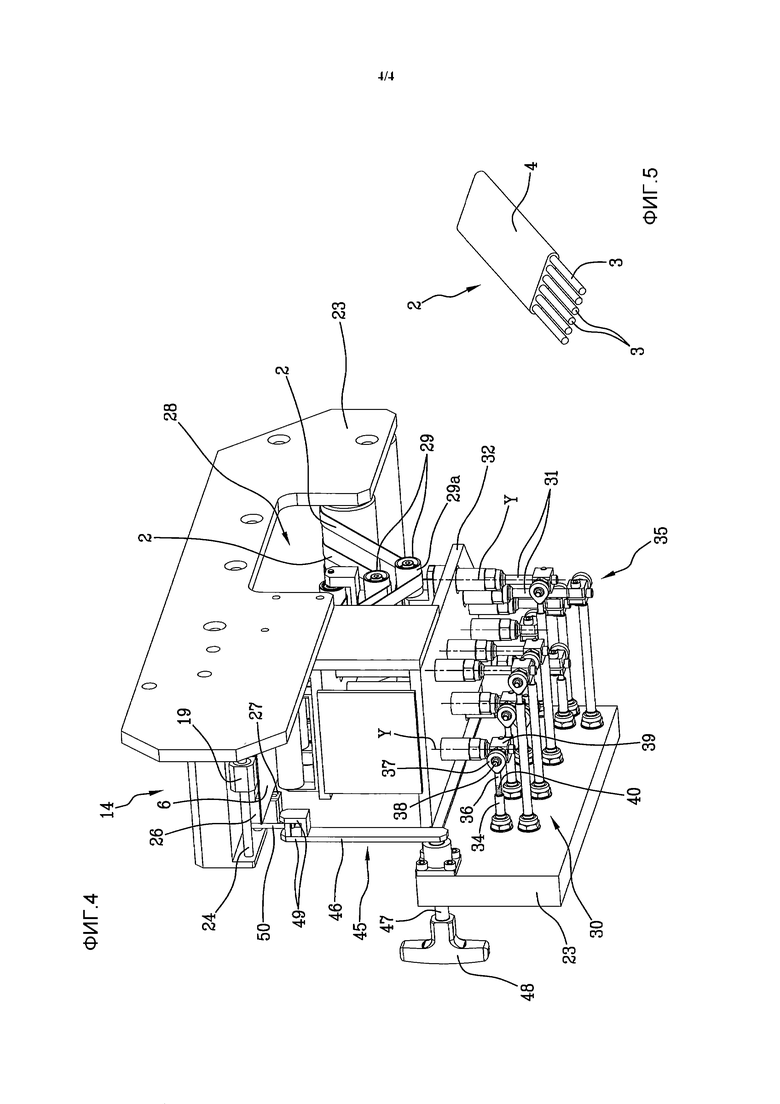
Фиг. 4 - вид в перспективе режущего устройства;
Фиг. 5 - частичный вид в перспективе непрерывного полосообразного элемента, полученного посредством настоящего изобретения.
На вышеупомянутых чертежах ссылочной позицией 1 обозначена производственная линия для контролируемого накопления непрерывных полосообразных элементов для сборки шин в соответствии с настоящим изобретением.
Создана производственная линия 1 для получения и накопления множества непрерывных полосообразных элементов 2, один из которых подробно показан на фиг. 5, содержащих множество упрочняющих кордов 3, изготовленных, например, из текстильного, синтетического и/или металлического материала. Упрочняющие корды 3 проходят параллельно друг другу вдоль направления продольного прохождения непрерывного полосообразного элемента 2, предпочтительно компланарно по отношению друг к другу.
Упрочняющие корды 3 предусмотрены в по меньшей мере одном слое исходного эластомерного материала 4 или покрыты по меньшей мере одним слоем исходного эластомерного материала 4.
Каждый непрерывный полосообразный элемент 2 выполнен с возможностью использования для сборки шин для колес транспортного средства. Для этой цели каждый непрерывный полосообразный элемент 2 может быть, например, разрезан на части заданной длины, которые будут использованы для получения слоев каркаса, брекерных слоев или других элементов изготавливаемой шины.
Производственная линия 1 содержит устройства 5 подачи полосы, которые подают непрерывную полосу 6 эластомерного материала, содержащего упрочняющие корды 3, предпочтительно, но не обязательно в количестве, кратном заданному числу кордов, находящихся в каждом из непрерывных полосообразных элементов 2 во время изготовления. Устройства 5 для подачи полосы содержат устройства 7 для подачи корда, которые подают упрочняющие корды 3. Устройства 7 для подачи корда могут, например, содержать по меньшей мере один шпулярник 8, в котором находится множество паковок 8a, причем из каждой паковки вытягивают упрочняющий корд 3 с целью образования непрерывных полосообразных элементов 2.
Выходящие из шпулярника упрочняющие корды 3 направляют вдоль путей, совместно сходящихся к экструдеру 9, в который подается исходный эластомерный материал. Предпочтительно, чтобы упрочняющие корды 3 проходили по меньшей мере через один направляющий элемент, например, гребенчатый элемент, вблизи от экструзионной матрицы 10, в которой течет эластомерный материал. Эластомерный материал предпочтительно подают в экструзионную матрицу 10 посредством устройств для подачи, содержащих, например, экструдер и/или шестеренчатый насос 11. Эластомерный материал может достигать шестеренчатого насоса 11 под действием червячного винта, функционально размещенного в экструдере 9 на входе в сам шестеренчатый насос.
Внутри экструзионной матрицы 10, исходный эластомерный материал наносится на упрочняющие корды 3, поступательно перемещающиеся в продольном направлении через саму матрицу. Упрочняющие корды 3 выходят из экструзионной матрицы 10 вдоль параллельных и компланарных друг другу траекторий; корды 3 покрывают слоем 4, образованным исходным эластомерным материалом, с которым они входили в контакт для образования упомянутой непрерывной полосы 6.
Непрерывная полоса 6 может быть подвергнута воздействию натяжного устройства 12, которое заставляет упрочняющие корды 3 и эластомерный материал проходить через экструзионную матрицу 10 в результате протягивания, применяемого к самой непрерывной полосе.
В натяжном устройстве 12 или в зоне на входе и/или на выходе из него, также может быть выполнено охлаждение непрерывной полосы 6, выходящей из экструзионной матрицы 10. Охлаждение позволяет осуществлять соответствующее структурное упрочнение исходного эластомерного материала и непрерывной полосы 6 в целом. На выходе из натяжного устройства 12 может быть предусмотрено устройство 13 для хранения, которое образует намоточный элемент (или контур), выполненный с возможностью хранения секций непрерывной полосы 6 соответствующей длины, выходящих из натяжного устройства 12.
По существу известным способом и поэтому не описываемым в настоящем документе далее намоточный элемент, образованный в устройстве 13 для хранения, имеет длину, которая может быть изменена в ответ на возможные изменения в производстве непрерывной полосы 6 устройством 5 для подачи полосы, и/или на измененные требования к непрерывной полосе 6 на выходе из этого же устройства 13 для хранения. Таким образом, обеспечивается непрерывность действия даже при наличии изменений или временных прерываний производства в частях производственной линии 1 соответственно на входе или на выходе из этого же устройства 13 для хранения.
Предпочтительно, непрерывная полоса 6 подается со скоростью, находящейся в диапазоне от примерно 1 м/с до примерно 3 м/с.
Более предпочтительно, упомянутая непрерывная полоса 6 подается со скоростью, находящейся в диапазоне от примерно 1,5 м/с до примерно 2,5 м/с.
Область «Z» образования непрерывных полосообразных элементов 2 содержит режущее устройство 14 и направляющие устройства 28.
Предпочтительно, упомянутая область «Z» образования расположена в пространстве с призматической конфигурацией.
Предпочтительно, упомянутая область «Z» образования содержит по меньшей мере часть регулировочных устройств 30.
Область «Z» образования тем не менее не включает в себя ведущие устройства 33 и, возможно, по меньшей мере одну часть опорной конструкции 23, входящей в зацепление с самими ведущими устройствами.
Далее более подробно описаны режущее устройство 14, направляющие устройства 28, регулировочные устройства 30, ведущие устройства 33 и опорная конструкция 23.
Предпочтительно, на выходе устройства 13 для хранения, упомянутое режущее устройство 14 входит в зацепление с возможностью скольжения с непрерывной полосой 6 для того, чтобы разделять ее на множество непрерывных полосообразных элементов 2, каждый из которых содержит заданное количество упрочняющих кордов 3.
Приводное устройство 15, расположенное на выходе режущего устройства 14 работает на каждом из непрерывных полосообразных элементов 2 для обеспечения их последующих перемещений к самому режущему устройству 14.
На выходе приводного устройства 15 непрерывные полосообразные элементы 2 накапливают отдельно друг от друга посредством по меньшей мере одного накопительного устройства 16, которое в предпочтительном решении содержит множество катушек 17, каждая из которых предназначена для намотки соответствующего непрерывного полосообразного элемента 2.
Режущее устройство 14 содержит n ножей 18, опирающихся на несущий элемент 19 и разрезающих непрерывную полосу 6 для формирования из нее n+1 непрерывных полосообразных элементов 2.
Ножи 18 предпочтительно распределены по одной или более парам, расположенным на расстоянии друг от друга вдоль направления "F" продольного перемещения непрерывной полосы 6, образуя предпочтительно V-образную конфигурацию с вершиной, обращенной на накопительный блок 16.
Предпочтительно, ножи 18 каждой пары расположены симметрично относительно продольной средней линии "L" непрерывной полосы 6.
В предпочтительном варианте осуществления центральный нож 18 может быть расположен у вершины V-образной конфигурации для того, чтобы действовать вдоль продольной средней линии "L" непрерывной полосы 6.
Таким образом, существует хорошая возможность выполнять резание одновременно вдоль соответственно противоположных кромок непрерывной полосы 6 для того, чтобы образовывать пары непрерывных полосообразных элементов 2. В целях удобства пары непрерывных полосообразных элементов 2 образуют последовательно, начиная от наружных боковых кромок самой непрерывной полосы 6.
В другом предпочтительном варианте осуществления (не показан) у вершины V-образной конфигурации предусмотрена пара ножей 18. В таком решении варианта осуществления непрерывный полосообразный элемент 2 поступает для образования в центральном положении непрерывно прямо, и режущее устройство 14 приводят к образованию, посредством своего собственного действия, нечетного количества непрерывных полосообразных элементов 2 в количестве, равном 2n+1, где n является количеством пар используемых ножей 18.
Предпочтительно, ножи 18 прикреплены отдельно и с возможностью съема к соответствующим опорным посадочным местам 20, предусмотренным на несущем элементе 19, каждый посредством соответствующего крепежного элемента 20a для ножа. Опорные посадочные места 20 могут быть удобно образованы на опорном блоке 21, прикрепленном с возможностью съема к несущему элементу 19 посредством крепежного элемента 22 для блока, и устанавливаемом вдоль направления, по существу параллельного прохождению режущей кромки 18a каждого ножа 18. Следовательно, посредством регулирования положения опорного блока 21, возможно одновременно перемещать все ножи 18 вдоль соответствующих режущих кромок 18a, и размещать их в различных положениях относительно плоскости "P" расположения непрерывной полосы 6 для того, чтобы различные части режущей кромки 18a каждого ножа 18 последовательно располагались с возможностью пересечения с самой продвигающейся непрерывной полосой. Другими словами, существует возможность изменения положения ножей 18 для того, чтобы подвергать непрерывную полосу 6 воздействию новой части режущей кромки 18a каждого ножа 18, например, когда ранее использованная часть изнашивается. Каждый нож 18 также выполнен с возможностью установки в соответствии с по меньшей мере двумя различными положениями, повернутыми относительно друг друга на 180°, для того, чтобы предложить новую, ранее не использованную часть режущей кромки 18a для непрерывной полосы 6.
Предпочтительно, режущее устройство 14 выполнено с возможностью свободного перемещения в направлении, поперечном направлению "F" продольного поступательного перемещения непрерывной полосы 6. Для этой цели несущий элемент 19 может быть установлен с возможностью скольжения на неподвижную опорную конструкцию 23. Например, опорная конструкция 23 может иметь направляющие стержни 24, которые проходят в поперечном направлении относительно направления продольного прохождения непрерывной полосы 6, проходя с возможностью скольжения через направляющие втулки 25, опирающиеся на несущий элемент 19.
Режущее устройство 14 входит с возможностью скольжения в зацепление с непрерывной полосой 6 у центрирующего направляющего элемента 26.
В частности, центрирующий направляющий элемент 26, предпочтительно опирающийся на несущий элемент 19, входит в зацепление с непрерывной полосой 6 у проходного отверстия 27, имеющего ширину, равную ширине самой непрерывной полосы 6. Непрерывная полоса 6 может, таким образом, сохранять центрированное положение относительно ножей 18. Возможные боковые перемещения непрерывной полосы 6, выходящей из устройства 5 подачи полосы, на самом деле легко сопровождаются соответствующими боковыми перемещениями, передаваемыми несущему элементу 19. Зацепление непрерывной полосы 6 с центрирующим направляющим элементом 26 фактически передает поперечные осевые силы режущему устройству 14 из-за тех же поперечных перемещений непрерывной полосы 6.
Направляющие устройства 28 расположены внутри области «Z» образования, содержащей режущее устройство 14. Устройства 28 функционируют на непрерывных полосообразных элементах 2 для передачи им соответствующих смещающих сил для того, чтобы направлять их вдоль взаимно расходящихся траекторий, идущих от соответствующих ножей 18.
Более конкретно, направляющие устройства 28 содержат смещающие валики 29, каждый из которых выполнен с возможностью функционирования в контактном взаимодействии с одним из непрерывных полосообразных элементов 2, предпочтительно посредством рабочей поверхности 29a с выпуклым профилем.
Предпочтительно, для каждого непрерывного полосообразного элемента 2, образуемого режущим устройством 14, предусмотрены по меньшей мере два смещающих валика 29, которые взаимно выровнены вдоль траектории, отклоняющейся от продольной средней линии "L" непрерывной полосы 6.
Предпочтительно, каждый смещающий валик 29 удерживается с возможностью вращения на холостом ходу вдоль соответствующей оси вращения "X", слегка наклоненной к направлению, перпендикулярному продольному прохождению участка непрерывного полосообразного элемента 2 на входе в сам смещающий валик 29. Проход непрерывных полосообразных элементов 2 по смещающим валикам 29 вызывает, таким образом, образование требуемых смещающих сил, приспособленных для вызывания отклонения траекторий непрерывных полосообразных элементов 2, поступательно перемещающихся от ножей 18; такие траектории расходятся друг от друга и/или от непрерывной полосы 6.
Более конкретно, смещающие валики 29 могут быть удобно расположены таким образом, чтобы подвергать каждый непрерывный полосообразный элемент 2 по меньшей мере одному первому отклонению от плоскости "P" расположения непрерывной полосы 6 после выполнения резки соответствующими ножами 18, и второму отклонению, противоположному первому, то есть направленному вбок относительно направления продольного прохождения непрерывной полосы 6. Первое и второе отклонения также могут быть выполнены одновременно, как элементы одного отклонения.
Перед тем, как достигнуть приводного устройства 15 по меньшей мере часть непрерывных полосообразных элементов 2 также подвергаются третьему отклонению к плоскости "P" расположения непрерывной полосы 6. Непрерывные полосообразные элементы 2 для удобства располагают компланарно по отношению друг к другу после достижения приводного устройства 15.
Величина смещающих сил может быть изменена посредством регулировочных устройств 30, связанных с направляющими устройствами 28. Существует возможность обеспечения правильной и стабильной траектории для одного непрерывного полосообразного элемента 2, образованного посредством резки.
Смещающие силы также могут быть при необходимости изменены в ответ на возможные поперечные перемещения, осуществляемые непрерывной полосой 6. Такие боковые перемещения непрерывной полосы 6 вызываются различными факторами, которые трудно предугадать или проконтролировать, которые, например, проявляются в устройствах 5 для подачи полосы или в других областях на входе в режущее устройство 14; такие боковые перемещения фактически сопровождаются боковой подвижностью несущего элемента 19, но вызывают относительные перемещения между ножами 18 и едиными смещающими валиками 29 с последующим изменением траекторий и смещающих осевых сил, воздействующих на непрерывные полосообразные элементы 2. Изменяемость смещающих сил позволяет компенсировать такие изменения и восстанавливать условия динамического равновесия непрерывных полосообразных элементов 2, поступательно перемещающихся по соответствующим смещающим валикам 29.
Для такой цели каждый смещающий валик может для удобства опираться на стержень 31, входящий в зацепление с возможностью вращения через базовую пластину 32, опирающуюся на опорную конструкцию 23 режущего устройства 14. Более конкретно, каждый стержень 31 выполнен с возможностью вращения вокруг оси коррекции "Y", перпендикулярной оси вращения "X" самого валика при приведении в действие ведущих элементов 33, расположенных снаружи области "Z" образования непрерывного полосообразного элемента 2.
Приводные элементы 33 содержат, для каждого смещающего валика 29 по меньшей мере один первый резьбовой элемент 34, например, кольцевую гайку, входящую в зацепление с возможностью вращения с опорной конструкцией 23 режущего устройства 14 снаружи по отношению к области «Z» образования, содержащей режущее устройство 14.
Первый резьбовой элемент 34, прикрепленный в осевом направлении относительно опорной конструкции 23, работает на передаточном рычаге 35, связанным с соответствующим стержнем 31. Передаточный рычаг 35 содержит, например, ведущее плечо 36 в функциональном соединении, например, посредством шарнира 37, с рычагом 38, который входит в зацепление с одним концом соответствующего стержня 31 посредством зажима 39 для того, чтобы выступать в радиальном направлении относительно оси коррекции "Y".
Первый резьбовой элемент 34 входит в функциональное зацепление со вторым резьбовым элементом 40, представленным, например, в виде резьбы на ведущем плече 36.
Приводя первый резьбовой элемент 34 во вращение, возможно, таким образом, ориентировать положение соответствующего смещающего валика 29 вокруг оси коррекции "Y" для того, чтобы приводить в действие точное регулирование смещающих сил, передаваемых этим же смещающим валиком 29 смещения непрерывному полосообразному элементу 2.
Изменение смещающих сил может быть выполнено вручную после визуального контроля через достаточно частые интервалы стабильности траекторий, по которым проходят непрерывные полосообразные элементы 2, перемещающиеся от ножей 18. Оператор фактически может вручную управлять первыми резьбовыми элементами 34 для коррекции траектории, по которой проходит один или более непрерывных полосообразных элементов 2, после обнаружения возможных нарушений в самих траекториях.
Для того чтобы улучшить своевременную работу оператора, может быть предусмотрено использование сигнализирующих устройств 41 для выдачи уведомляющего сигнала, например, акустического или светового, когда положение расходящегося участка по меньшей мере одного непрерывного полосообразного элемента 2 превышает заданный порог допуска.
Такие сигнализирующие устройства 41 могут, например, содержать датчики 42, например, оптические, механические или датчики другого типа, которые определяют положение расходящегося участка каждого непрерывного полосообразного элемента 2 в области «Z» образования.
В электронном устройстве управления 43, предпочтительно программируемом, хранится теоретическое базовое положение расходящегося участка каждого непрерывного полосообразного элемента 2. Сравнительное устройство 44, связанное с электронным устройством управления 43, сравнивает положение, определяемое датчиками 42 с заданным теоретическим базовым положением.
Когда разница между положением расходящегося участка и теоретическим базовым положением превышает заданный порог допуска, выполняется выдача уведомительного сигнала сигнализирующими устройствами 41.
В предпочтительном варианте осуществления по меньшей мере одно приводной устройство (не показано) воздействует на каждый первый резьбовой элемент 34 посредством автоматического регулирования ориентации соответствующего смещающего валика 39 вокруг упомянутой оси коррекции "Y" после получения выходного сигнала упомянутого электронного устройства управления 43.
Резка, выполняемая каждым ножом 18, осуществляется между двумя непрерывными упрочняющими кордами 3 непрерывной полосы 6 таким образом, чтобы каждый непрерывный полосообразный элемент 2 имел заданное количество упрочняющих кордов 3.
Тем не менее, может случиться, что из-за неконтролируемых перемещений непрерывной полосы 6 относительно ножей 18 при изготовлении с большой скоростью, один или более ножей 18 будет резать смежный упрочняющий корд 3, и система будет иметь новый установившийся режим, при котором не все непрерывные полосообразные элементы 2 будут образованы в соответствии с правильной шириной и/или с заданным количеством упрочняющих кордов 3.
Для того чтобы исправить упомянутую ситуацию, режущее устройство 14 также может быть связано с устройствами 45 для создания осевой силы, которые при необходимости могут быть выполнены с возможностью корректировки относительного положения непрерывной полосы 6 и ножей 18 во время поступательного перемещения непрерывных полосообразных элементов 2 посредством вызывания поперечных перемещений режущего устройства 14. Более конкретно, устройства 45 для создания осевой силы выполнены с возможностью приведения их в действие снаружи области «Z» образования для вызывания поперечных перемещений ножей 18 относительно валиков смещения 29.
Предпочтительно, устройства 45 для создания осевой нагрузки содержат рабочее плечо 46, опирающееся на стержень 47, предпочтительно с круговым поперечным сечением, которое выполнено с возможностью перемещения в осевом направлении и с возможностью вращения через опорную конструкцию 23 несущего элемента 19. Ручка управления 48, удерживаемая стержнем 47, позволяет перемещать рабочее плечо 46 между нейтральным состоянием, при котором оно расцеплено с несущим элементом 19, и рабочим состоянием, при котором оно входит в зацепление с несущим элементом 19. Для этой цели в рабочем плече 46 может быть предусмотрен, например, вилкообразный конец 49, в который вставляется с возможностью вынимания захватный столбик 50, опирающийся на центрирующий направляющий элемент 26.
При нормальных условиях функционирования производственной линии 1 рабочее плечо 46 удерживается в нейтральном состоянии, расцепленным с несущим элементом 19. Когда требуется операция по корректировке, оператор может воздействовать на ручку управления 48 для приведения рабочего плеча 46 в зацепление с несущим элементом 19 и передачи небольших ударов или действий по созданию осевой силы самому несущему элементу для того, чтобы вызвать внезапные поперечные перемещения ножей 18.
Эти поперечные перемещения вызывают перемещение непрерывной полосы 6 относительно ножей 18 из-за реакций, которые проявляют непрерывные полосообразные элементы 2, перемещающиеся в зацеплении со смещающими валиками 29 для того, чтобы восстанавливать их правильное положение относительно ножей 18.


Изобретение относится к способу контролируемого накопления непрерывных полосообразных элементов (2) для сборки шин, а также к производственной линии, которая реализует упомянутый способ. Непрерывную полосу (6) эластомерного материала, содержащую упрочняющие корды (3), подаваемые через экструзионную матрицу (10), разрезают для образования непрерывных полосообразных элементов (2). В области (Z) образования непрерывных полосообразных элементов (2) направляющие устройства прилагают смещающие силы к каждому из непрерывных полосообразных элементов (2) для их направления вдоль расходящихся траекторий. Смещающие силы изменяют посредством ведущих элементов (33), расположенных снаружи области (Z) образования непрерывных полосообразных элементов (2). Каждый непрерывный полосообразный элемент (2) накапливают на соответствующей катушке (17). 6 н. и 36 з.п. ф-лы, 5 ил.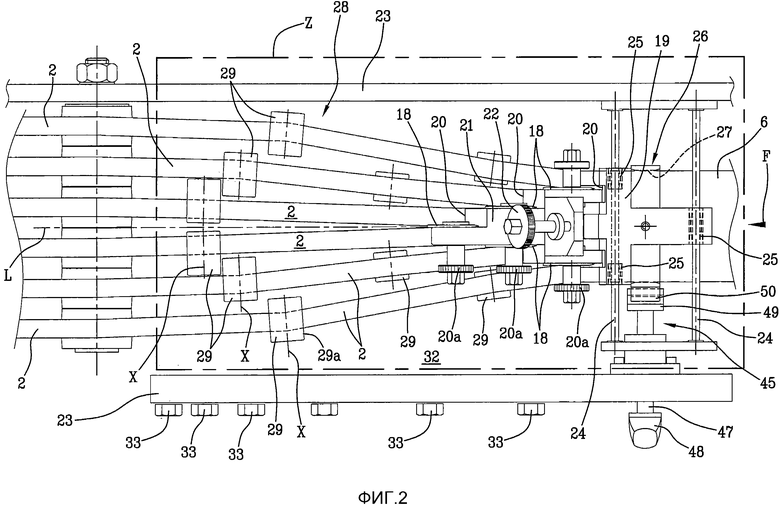
1. Способ контролируемого накопления непрерывных полосообразных элементов (2) для сборки шин, включающий:
подачу непрерывной полосы (6) эластомерного материала, содержащего упрочняющие корды (3);
разрезание посредством ножей (18) непрерывной полосы (6) в области (Z) образования непрерывных полосообразных элементов (2) с образованием непрерывных полосообразных элементов (2);
приложение в области (Z) образования непрерывных полосообразных элементов (2) смещающих сил к каждому из непрерывных полосообразных элементов (2) для их направления вдоль расходящихся траекторий;
изменение смещающих сил посредством ведущих элементов (33), расположенных снаружи области (Z) образования непрерывных полосообразных элементов (2); и
накопление каждого непрерывного полосообразного элемента (2),
при этом дополнительно осуществляют боковое поступательное перемещение несущего элемента (19), на который опираются ножи (18), для последующих поперечных перемещений непрерывной полосы (6), причем поступательное перемещение несущего элемента (19) происходит под действием поперечных осевых сил, создаваемых поперечными перемещениями непрерывной полосы (6).
2. Способ по п. 1, при котором изменение смещающих сил выполняют в ответ на поперечные перемещения, осуществляемые непрерывной полосой (6).
3. Способ по п. 1 или 2, при котором в области (Z) образования непрерывные полосообразные элементы (2) подвергают по меньшей мере одному первому отклонению от плоскости ("P") расположения непрерывной полосы (6).
4. Способ по п. 3, при котором в области (Z) образования каждый непрерывный полосообразный элемент (2) подвергают второму отклонению, направленному вбок относительно направления продольного прохождения непрерывной полосы (6).
5. Способ по п. 4, при котором первое и второе отклонения осуществляют одновременно друг с другом.
6. Способ по п. 3, при котором в области (Z) образования непрерывные полосообразные элементы (2) подвергают по меньшей мере одному третьему отклонению к плоскости (Р) расположения непрерывной полосы (6).
7. Способ по п. 6, при котором непрерывные полосообразные элементы (2) после третьего отклонения располагают компланарно относительно друг друга.
8. Способ по п. 1 или 2, при котором смещающие силы образуют посредством прохождения непрерывных полосообразных элементов (2) по смещающим валикам (29).
9. Способ по п. 8, при котором изменение смещающих сил осуществляют посредством вращения по меньшей мере одного из смещающих валиков (29) вокруг оси (Y) коррекции, перпендикулярной их оси (X) вращения.
10. Способ по п. 1 или 2, при котором изменение смещающих сил осуществляют в ответ на уведомляющий сигнал.
11. Способ по п. 1 или 2, дополнительно включающий:
сравнение положения расходящегося участка по меньшей мере одного из непрерывных полосообразных элементов (2) относительно заданного теоретического базового положения; и
выдачу уведомляющего сигнала, когда разница между положением расходящегося участка и теоретическим базовым положением превышает заданный порог допуска.
12. Способ по п. 1 или 2, при котором резание осуществляют одновременно вдоль соответствующих противоположных кромок непрерывной полосы (6) для образования пар непрерывных полосообразных элементов (2).
13. Способ по п. 12, при котором пары непрерывных полосообразных элементов (2) образуются последовательно, начиная от наружных боковых кромок непрерывной полосы (6).
14. Способ по п. 1, дополнительно включающий корректировку относительного положения между непрерывной полосой (6) и ножами (18) во время поступательного перемещения непрерывных полосообразных элементов (2).
15. Способ по п. 14, при котором корректировки осуществляют посредством поперечных перемещений ножей (18) относительно смещающих валиков (29), по которым проходят непрерывные полосообразные элементы (2).
16. Способ по п. 15, при котором поперечные перемещения осуществляют посредством рабочего плеча (46), которое расцепляют с режущим устройством (14) после выполнения корректировки.
17. Способ по п. 1 или 2, при котором подача непрерывной полосы (6) включает:
подачу непрерывных упрочняющих кордов (3), поступательно перемещающихся в продольном направлении через экструзионную матрицу (10); и
нанесение по меньшей мере одного исходного эластомерного слоя на непрерывные упрочняющие корды (3), поступательно перемещающиеся через экструзионную матрицу (10).
18. Способ по п. 1 или 2, при котором каждый непрерывный полосообразный элемент (2) накапливают на соответствующей катушке (7) отдельно от другого непрерывного полосообразного элемента (2).
19. Способ по п. 1 или 2, при котором непрерывную полосу (6) подают со скоростью от 1 м/с до 3 м/с.
20. Производственная линия для контролируемого накопления непрерывного полосообразного элемента (2) для сборки шин, содержащая:
устройства (5) подачи полосы для подачи непрерывной полосы (6) эластомерного материала, содержащего упрочняющие корды (3);
режущее устройство (14), взаимодействующее с возможностью скольжения с непрерывной полосой (6) и несущее ножи (18), работающие через непрерывную полосу (6) для образования из нее непрерывных полосообразных элементов (2);
направляющие устройства (28), воздействующие на непрерывные полосообразные элементы (2) для передачи соответствующих смещающих сил, направляющих их вдоль взаимно расходящихся траекторий;
регулировочные устройства (30) для изменения смещающих сил, действующих на непрерывные полосообразные элементы (2); и
по меньшей мере одно накопительное устройство для накопления каждого непрерывного полосообразного элемента (2);
при этом регулировочные устройства (30) выполнены с возможностью приведения в действие ведущими элементами (33), расположенными снаружи области (Z) образования непрерывных полосообразных элементов (2),
причем режущее устройство (14) выполнено с возможностью свободного перемещения в направлении, поперечном направлению ("F") продольного поступательного перемещения непрерывной полосы (6), и содержит центрирующее направляющее устройство (26), функционально взаимодействующее с непрерывной полосой (6) для сохранения центрированного положения непрерывной полосой (6) относительно ножей (18).
21. Производственная линия по п. 20, в которой направляющие устройства (28) подвергают непрерывные полосообразные элементы (2) по меньшей мере одному первому отклонению от плоскости (Р) расположения непрерывной полосы (6).
22. Производственная линия по п. 20 или 21, в которой направляющие устройства (28) содержат смещающие валики (29), предусмотренные для функционирования в контакте с непрерывными полосообразными элементами (2).
23. Производственная линия по п. 22, в которой каждый смещающий валик (29) поддерживается с возможностью вращения вокруг оси ("X") вращения, наклоненной к направлению, перпендикулярному направлению продольного прохождения участка непрерывного полосообразного элемента (2), выше по ходу самого смещающего валика (29).
24. Производственная линия по п. 20 или 21, в которой для каждого непрерывного полосообразного элемента (2), производимого режущим устройством (14), предусмотрены по меньшей мере два смещающих валика (29), которые взаимно выровнены вдоль траектории, расходящейся от продольной средней линии (L) непрерывной полосы (6).
25. Производственная линия по п. 22, в которой каждый смещающий валик (29) расположен вокруг оси (Y) коррекции, перпендикулярной его оси (X) вращения.
26. Производственная линия по п. 20 или 21, в которой ведущие элементы (33) содержат первый резьбовой элемент (34), поддерживаемый с возможностью вращения снаружи области образования.
27. Производственная линия по п. 20 или 21, дополнительно содержащая сигнализирующие устройства (41) для выдачи уведомляющего сигнала, когда положение расходящегося участка по меньшей мере одного непрерывного полосообразного элемента (2) превышает заданный порог допуска.
28. Производственная линия по п. 20 или 21, дополнительно содержащая:
датчики (42) для определения положения расходящегося участка по меньшей мере одного непрерывного полосообразного элемента (2); и
сравнивающее устройство (44) для сравнения положения, определяемого датчиками (42), с заданным теоретическим базовым положением.
29. Производственная линия по п. 20 или 21, в которой ножи (18) распределены по соответствующим парам, расположенным на расстоянии друг от друга вдоль направления (F) продольного поступательного перемещения непрерывной полосы (6).
30. Производственная линия по п. 29, в которой ножи (18) каждой пары расположены симметрично относительно продольной средней линии (L) непрерывной полосы (6).
31. Производственная линия по п. 20 или 21, в которой ножи (18) распределены так, чтобы образовывать V-образную конфигурацию с вершиной, обращенной на накопительное устройство (16).
32. Производственная линия по п. 20 или 21, в которой ножи (18) опираются на несущий элемент (19), выполненный с возможностью перемещения в направлении, поперечном направлению подачи непрерывной полосы (6).
33. Производственная линия по п. 20 или 21, дополнительно содержащая устройства (45) для создания осевой силы для поперечных перемещений ножей (18).
34. Производственная линия по п. 33, в которой устройства (45) для создания осевой силы выполнены с возможностью приведения их в действие снаружи области (Z) образования.
35. Производственная линия по п. 33, в которой устройства (45) для создания осевой силы содержат рабочее плечо (46), действующее на несущий элемент (19), поддерживающий ножи.
36. Производственная линия по п. 33, в которой устройства (45) для создания осевой силы содержат рабочее плечо (46), действующее на режущее устройство (14).
37. Производственная линия по п. 36, в которой рабочее плечо (46) опирается на стержень (47), который выполнен с возможностью осевого перемещения для поперечного перемещения режущего устройства (14).
38. Производственная линия по п. 20 или 21, в которой накопительное устройство (16) содержит множество катушек (17), каждая из которых предназначена для наматывания соответствующего непрерывного полосообразного элемента (2).
39. Способ контролируемого накопления непрерывных полосообразных элементов (2) для сборки шин, включающий:
подачу непрерывной полосы (6) эластомерного материала, содержащего упрочняющие корды (3);
разрезание непрерывной полосы (6) в области (Z) образования непрерывных полосообразных элементов (2) с образованием непрерывных полосообразных элементов (2);
приложение в области (Z) образования непрерывных полосообразных элементов (2) смещающих сил к каждому из непрерывных полосообразных элементов (2) для их направления вдоль расходящихся траекторий;
изменение смещающих сил посредством ведущих элементов (33), расположенных снаружи области (Z) образования непрерывных полосообразных элементов (2); и
накопление каждого непрерывного полосообразного элемента (2);
при этом резание осуществляют одновременно вдоль соответствующих противоположных кромок непрерывной полосы (6) для образования пар непрерывных полосообразных элементов (2), причем пары непрерывных полосообразных элементов (2) образуют последовательно, начиная от наружных боковых кромок непрерывной полосы (6).
40. Способ контролируемого накопления непрерывных полосообразных элементов (2) для сборки шин, включающий:
подачу непрерывной полосы (6) эластомерного материала, содержащего упрочняющие корды (3);
разрезание посредством ножей (18) непрерывной полосы (6) в области (Z) образования непрерывных полосообразных элементов (2) с образованием непрерывных полосообразных элементов (2);
приложение в области (Z) образования непрерывных полосообразных элементов (2) смещающих сил к каждому из непрерывных полосообразных элементов (2) для их направления вдоль расходящихся траекторий/
изменение смещающих сил посредством ведущих элементов (33), расположенных снаружи области (Z) образования непрерывных полосообразных элементов (2); и
накопление каждого непрерывного полосообразного элемента (2);
при этом дополнительно осуществляют:
боковое поступательное перемещение несущего элемента (19), на который опираются ножи (18), для последующих поперечных перемещений непрерывной полосы (6), и
корректировку относительного положения между непрерывной полосой (6) и ножами (18) во время поступательного перемещения непрерывных полосообразных элементов (2) посредством поперечных перемещений ножей (18) относительно смещающих валиков (29), по которым проходят непрерывные полосообразные элементы (2).
41. Производственная линия для контролируемого накопления непрерывного полосообразного элемента (2) для сборки шин, содержащая:
устройства (5) подачи полосы для подачи непрерывной полосы (6) эластомерного материала, содержащего упрочняющие корды (3);
режущее устройство (14), взаимодействующее с возможностью скольжения с непрерывной полосой (6) и несущее ножи (18), работающие через непрерывную полосу (6) для образования из нее непрерывных полосообразных элементов (2);
направляющие устройства (28), воздействующие на непрерывные полосообразные элементы (2) для передачи соответствующих смещающих сил, направляющих их вдоль взаимно расходящихся траекторий;
регулировочные устройства (30) для изменения смещающих сил, действующих на непрерывные полосообразные элементы (2); и
по меньшей мере одно накопительное устройство для накопления каждого непрерывного полосообразного элемента (2);
при этом регулировочные устройства (30) выполнены с возможностью приведения в действие ведущими элементами (33), расположенными снаружи области (Z) образования непрерывных полосообразных элементов (2),
причем ножи (18) распределены так, чтобы образовывать V-образную конфигурацию с вершиной, обращенной к накопительному устройству (16).
42. Производственная линия для контролируемого накопления непрерывного полосообразного элемента (2) для сборки шин, содержащая:
устройства (5) подачи полосы для подачи непрерывной полосы (6) эластомерного материала, содержащего упрочняющие корды (3);
режущее устройство (14), взаимодействующее с возможностью скольжения с непрерывной полосой (6) и несущее ножи (18), работающие через непрерывную полосу (6) для образования из нее непрерывных полосообразных элементов (2);
направляющие устройства (28), воздействующие на непрерывные полосообразные элементы (2) для передачи соответствующих смещающих сил, направляющих их вдоль взаимно расходящихся траекторий;
регулировочные устройства (30) для изменения смещающих сил, действующих на непрерывные полосообразные элементы (2);
по меньшей мере одно накопительное устройство для накопления каждого непрерывного полосообразного элемента (2); и
устройства (45) для создания осевой силы для поперечных перемещений ножей (18);
при этом регулировочные устройства (30) выполнены с возможностью приведения в действие ведущими элементами (33), расположенными снаружи области (Z) образования непрерывных полосообразных элементов (2).
| JPS 60202057, 12.10.1985 | |||
| КОМПЛЕКС АНАЛОГА ИНСУЛИНА И ПРОТАМИНА, СПОСОБ ПОЛУЧЕНИЯ, ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ И СПОСОБ ЛЕЧЕНИЯ ДИАБЕТА | 1995 |
|
RU2154494C2 |
| УСТАНОВКА ДЛЯ ГРУППОВОЙ ОЧИСТКИ ДЕРЕВЬЕВ ОТ СУЧЬЕВС'~'' ' О'О~!-!АЯПАТ..Г:Я-.:7.;;ч:с;(АЯб,1илио:й;I ЬА | 0 |
|
SU309818A1 |
| Устройство для подачи ленточного материала | 1981 |
|
SU1058499A3 |
| DE 102009008936 A1, 26.08.2010 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МАЛЫХ ТОНКИХ ЛИСТОВЫХ ИЗДЕЛИЙ ИЗ ПЛЕНОЧНОГО ДЕЙСТВУЮЩЕГО ИНГРЕДИЕНТА | 2002 |
|
RU2285518C2 |
| JPS 59212348 A, 01.12.1984. | |||

