Предлагаемый способ относится к области машиностроения, роботостроения и может использоваться при выполнении сборочных операций для устранения рассогласования взаимного расположения сопрягаемых изделий типа вал - втулка. Наиболее эффективно применение способа для автоматической установки вала в отверстие втулки, размеры который соизмеримы с размерами вала, и не требуется ее фиксация от осевого смещения в процессе сборки.
Известны способы, применяемые для компенсации рассогласований взаимного положения изделий, возникающих при их сопряжении, с активной, пассивной и комбинированной (рефлекторной) адаптацией (см. Ямпольский Л.С., Банашак 3., Хасегава К., Брон Б., Такашахи К., Борусан А.В. Управление дискретными процессами в ГСП. - К.: Техника; Влоцлав, изд-во Вроцлавск, Полит, ин-та; Токио, Токосё, 1992 г., 251 с., Сысоев С.Н. Устройства коррекции положения сопрягаемых изделий / С.Н. Сысоев // Прогрессивные технологии в машиностроении [Текст]: сборник научных трудов, посвященный 40-летию кафедры технологии машиностроения. - Ковров: ФГБОУ «КГТА им. В.А. Дегтярева», 2013, с. 71-80).
В способах с активной адаптацией информационные потоки, поступающие с датчиков, используются для организации энергетических потоков управления соответствующих силовых приводов. Данные способы отличаются универсальностью применения, однако устройства, реализованные на основе таких способов, конструктивно сложны.
Наиболее простыми в реализации являются способы с пассивной адаптацией сборки. Однако они отличаются низкой производительностью и функциональной надежностью, так как используют вероятностные методы сопряжения изделий.
Наиболее эффективными являются способы с комбинированной (рефлекторной) адаптацией, где используются причинные взаимосвязи между физическими явлениями, происходящими в технологическом процессе.
Известен способ сборки деталей (см. пат. РФ МПК В23Р 19/04, №1553303), где втулку устанавливают на основание, а вал прижимают к ней торцевыми поверхностями. Сообщают втулке колебательное движение, направленное параллельно осям собираемых деталей. Основание закрепляют в сечениях, проходящих через узлы поперечной стоячей волны, и возбуждают в нем упругие колебания типа поперечной стоячей волны. При этом втулку закрепляют в сечении, проходящем через узел ее продольных собственных колебаний.
Данный способ отличается низкой надежностью работы и сложностью реализации, так как требует применения специального оборудования, и трудно обеспечить создание и стабильность требуемых колебательных процессов.
Известен способ сборки деталей (см. пат. РФ МПК В23Р 19/04, В23Р 19/10, №2381095), где втулку фиксируют от смещения, устанавливая в зажимное приспособление, и задают ей сложные колебательные движения одновременно вокруг двух взаимно перпендикулярных осей, обеспечивая и качательные движения. Усилием сборки обеспечивают контакт между торцами соединяемых деталей и смещение базовой детали в сторону оси сборки до полного совмещения сопрягаемых поверхностей.
Данный способ отличается низкой надежностью работы и сложностью реализации, так как качество выполнения операций зависит от большого количества негативных факторов, включая неопределенность силового сопротивления на сдвиг вала и втулки в зоне их контакта торцевых поверхностей.
Известен способ сборки деталей типа вал - втулка (см. пат МПК В23Р 19/04, №2423217), в котором вал устанавливают наклонно относительно втулки и упирают одним торцом в кромку отверстия втулки. Осуществляют последующую обкатку вала относительно втулки вокруг точек касания путем перемещения второго конца вала по круговой траектории вокруг оси отверстия втулки с определенной угловой скоростью, с одновременным вращением вала вокруг собственной оси. Одновременно с перемещением второго конца вала вокруг оси отверстия втулки и вращением вала вокруг собственной оси втулке дополнительно придают вращение вокруг оси отверстия с той же скоростью, для определения которой приводится расчетная зависимость.
Использование в способе операции первоначального наклона вала уменьшает по крайней мере в два раза допустимый для реализации сборки размер исходного смещения взаимных положений изделий.
Кроме этого, он требует выполнения большого количества параллельно выполняемых операций, что усложняет его реализацию.
Наиболее близким по технической сущности из известных является способ сборки деталей типа вал - втулка (см. Ямпольский Л.С., Банашак 3., Хасегава К., Брон Б., Такашахи К., Борусан А.В. Управление дискретными процессами в ГСП. - К.: Техника; Влоцлав, изд-во Вроцлавск, Полит, ин-та; Токио, Токосё, 1992 г., 251 с. (стр. 201-209)). Данный способ включает в себя перемещение вала в направлении торцевой поверхности втулки до соприкосновения с ее поверхностью, прижатие вала к поверхности втулки и наклон вала в требуемом направлении коррекции. Затем перемещают вал до соприкосновения боковых поверхностей изделий, а затем выпрямляют вал, осуществляя сборку.
Данный способ может быть реализован с использованием активной адаптации, например сборочным манипулятором HI-T-HAND (см. Сысоев С.Н. Принципы и методы нахождения технических решений. Метод исследования функционально-физических связей: моногр. / С.Н. Сысоев; Владими. Гос. ун-т - Владимир: Изд-во Владимир. гос. ун-та, 2007. - с. 91), где выполняют качательные движения вала и по силовой реакции датчиками определяют направление требуемого движения коррекции, а также с использованием рефлекторной адаптации, например, рычажными корректирующими устройствами (см. Сысоев С.Н. Рычажные устройства автоматической сборки изделий типа вал - втулка / С.Н. Сысоев, И.С. Литвинов, В.А. Овчинников. Международный научно-практический журнал International Research Journal, №9 (40), часть 2, октябрь, 2015, с. 96-99, пат №128150 U1, МПК B25J 15/06, опубл. 20.05.2013, Бюл. №14, Сысоев С.Н., Столяров А.В.), в которых непосредственно силовым взаимодействием собираемых изделий получают требуемое направление корректирующего перемещения.
В данном способе от исходной величины коррекции взаимного положения изделий зависит требуемой угол наклона вала. Увеличение угла наклона вала приводит к увеличению вероятности заклинивания собираемых изделий и невозможности выполнения сборки.
Задачей изобретения является расширение области применения путем обеспечения возможности его использования для сопряжения изделий с большим рассогласованием положения осей собираемых изделий.
Поставленная задача достигается тем, что в способе сборки деталей типа вал - втулка, включающем перемещение вала в направлении торцевой поверхности втулки до соприкосновения торца вала с ее поверхностью, прижатие вала к поверхности втулки, наклон вала в направлении рассогласования положений осей вала и втулки, коррекцию взаимного положения осей деталей с одновременным выпрямлением вала, корректируют взаимное положение осей деталей перемещением валом втулки в направлении, противоположном его наклону.
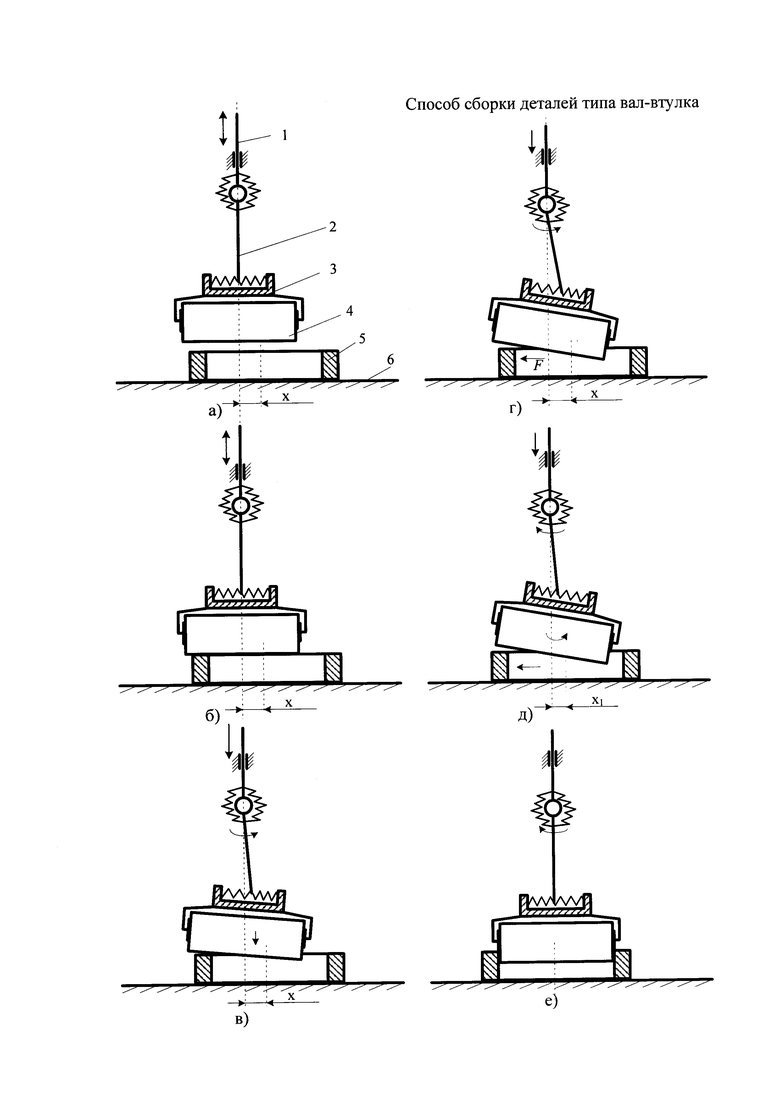
Пример реализации способа показан на чертеже, поз. а, б, в, г, д, е.
Способ сборки может быть выполнен, например, устройством коррекции положения изделий (поз. а), состоящим из штока 1, на котором шарнирно закреплен рычаг 2, подпружиненный в среднем положении. На рычаге подпружиненно в среднем положении закреплен захват 3 с зажатым в нем валом 4, сопрягаемым с втулкой 5, установленной на рабочей поверхности 6 со смещением осей собираемых деталей на величину X вправо.
Способ осуществляется следующим образом.
Перемещением штока корректирующего устройства вал перемещают в направлении торцевой поверхности втулки до соприкосновения торца вала с ее поверхностью (поз. б), прижимают вал к поверхности втулки. В результате этого вал перекашивается в направлении рассогласования положений осей вала и втулки. Изменяет свое положение и рычаг 2. С возрастанием усилия прижатия вала к поверхности втулки сначала появляется, а затем увеличивается силовое воздействие F на втулку со стороны вала, направленное в сторону, противоположную перекосу вала (поз. г). Вал перемешает втулку влево, приводя к одновременному уменьшению угла наклона вала и величины X1 рассогласования взаимного положения сопрягаемых деталей (поз. д).
Дальнейшие корректирующие движения приводят к завершению сопряжения деталей (поз. е).
Данное техническое решение расширяет области применения за счет обеспечения возможности его использования для сопряжения изделий с большим рассогласованием положения осей собираемых изделий.
В лаборатории кафедры автоматизации технологических процессов Владимирского государственного университета имени Александра Григорьевича и Николая Григорьевича Столетовых проводились макетирование и натурные испытания предлагаемого устройства.
Испытания подтвердили повышение эффективность способа коррекции положения изделия типа вал при установке на изделия типа втулка и его промышленную применимость.
| название | год | авторы | номер документа |
|---|---|---|---|
| Захватный корректирующий модуль | 2017 |
|
RU2668241C1 |
| Захватный корректирующий модуль | 2016 |
|
RU2622071C1 |
| Захватный корректирующий модуль | 2017 |
|
RU2657672C1 |
| Привод криволинейного перемещения | 2020 |
|
RU2749544C1 |
| Захватный корректирующий модуль | 2015 |
|
RU2618019C1 |
| Привод криволинейного перемещения | 2019 |
|
RU2722916C1 |
| Сильфонный привод криволинейного перемещения | 2022 |
|
RU2785181C1 |
| Привод криволинейного перемещения | 2019 |
|
RU2722200C1 |
| Привод криволинейного перемещения | 2020 |
|
RU2736902C1 |
| Способ работы сильфонного привода криволинейного перемещения | 2021 |
|
RU2765865C1 |
Изобретение относится к области сборочного производства для сопряжения деталей типа вал - втулка. Способ сборки включает перемещение вала в направлении торцевой поверхности втулки до соприкосновения торца вала с ее поверхностью, прижатие вала к поверхности втулки, наклон вала в направлении рассогласования положений осей вала и втулки, коррекцию взаимного положения осей деталей до их сопряжения с одновременным выпрямлением вала. При этом взаимное положение осей деталей корректируют посредством перемещения валом втулки в направлении, противоположном его наклону. Использование изобретения позволяет расширить технологические возможности способа сборки за счет того, что он может быть применен для сопряжения деталей с большим рассогласованием положения их осей. 1 ил.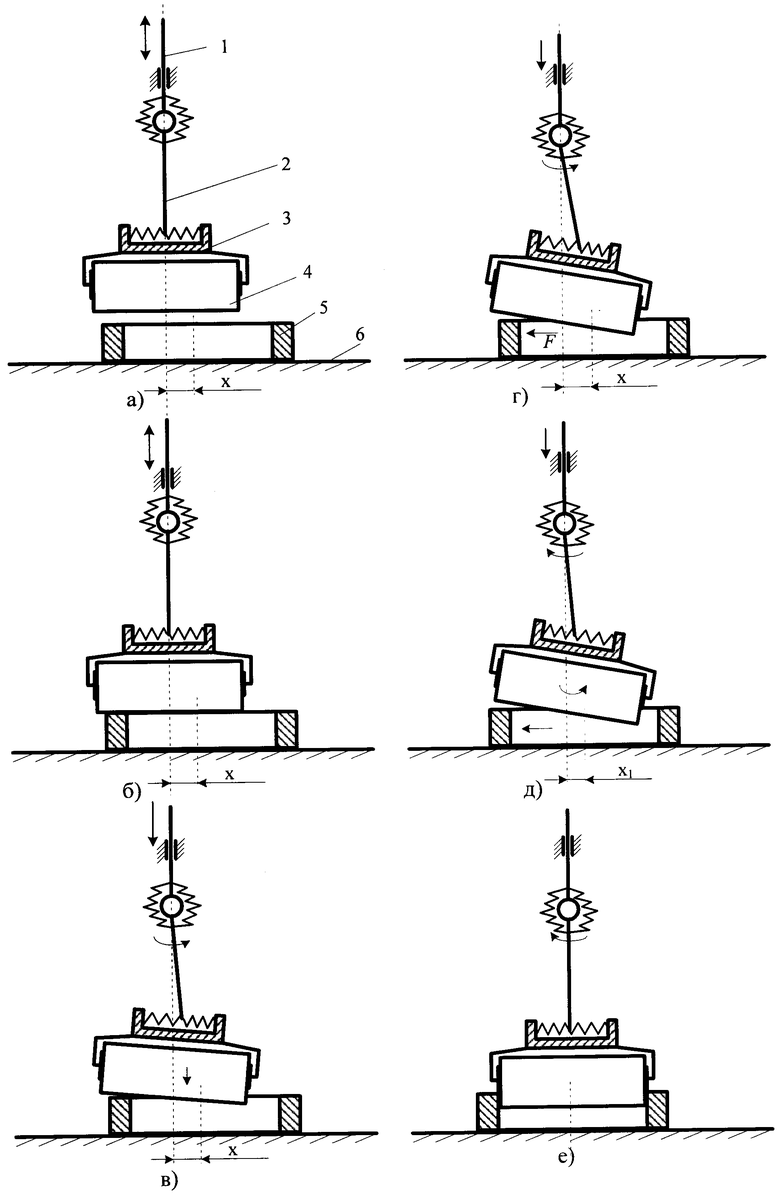
Способ сборки деталей типа вал - втулка, включающий перемещение вала в направлении торцевой поверхности втулки до соприкосновения торца вала с ее поверхностью, прижатие вала к поверхности втулки, наклон вала в направлении рассогласования положений осей вала и втулки и коррекцию взаимного положения осей деталей до их сопряжения с одновременным выпрямлением вала, отличающийся тем, что взаимное положение осей деталей корректируют посредством перемещения валом втулки в направлении, противоположном его наклону.
| Схват для сборки деталей | 1983 |
|
SU1127738A1 |
| Фотоэлектрическая установка наведения и гидирования оптических инструментов на цель | 1959 |
|
SU128150A1 |
| Способ сборки деталей | 1987 |
|
SU1553303A1 |
| Способ манипулирования | 1981 |
|
SU984791A1 |
| Устройство для автоматической сборки деталей | 1980 |
|
SU931351A2 |
| US 2004102862 A1, 27.05.2004. | |||

