Предлагаемое изобретение относится к области обработки металлов давлением, а именно к горячей объемной штамповке, и может быть использовано в составе автоматических и полуавтоматических роботизированных линий горячей штамповки.
В настоящее время известно значительное количество различных устройств, предназначенных для подачи заготовок в рабочую зону пресса.
Известен способ подачи и удаления из рабочей зоны штампа штучных заготовок, в котором заготовку устанавливают на направляющие, осуществляют перемещение посредствам силового цилиндра в зону обработки до самоубирающегося упора, а затем удаляют заготовку из зоны обработки (SU №1794557, кл. B21D 43/10, 1975 г.).
Известный способ отличается крайней простотой и удобством эксплуатации.
Однако имеет ряд недостатков:
- невозможность размещать заготовку в рабочей зоне пресса вертикально, что значительно снижает универсальность автоматической линии,
- необходимость перемещения заготовки от устройства нагрева до устройства подачи, что приводит к остыванию заготовки и, как следствие, снижению кпд линии,
- необходимости создания системы для перемещения, что усложняет линию и повышает вероятность отказа вследствие того, что, как правило, системы перемещения представляют собой направляющие, по которым заготовку перемещают под действием силы тяжести, а ее положение в пространстве и скорость перемещения не контролируют.
Наиболее близким по технической сущности к предлагаемому техническому устройству является устройство для загрузки заготовок в пресс, содержащее захватный орган заготовок с губками, механизм его возвратно-поступательного перемещения с приводом от пневмоцилиндра, электрические системы управления (патент РФ №2063287, кл. В21D 43/10 1996 г.).
Известное устройство имеет возможность разместить заготовку в рабочей зоне пресса вертикально.
Однако в известном устройстве отсутствует механизм перемещения заготовок от устройства нагрева до устройства подачи, обеспечивающий правильную ориентацию заготовки в пространстве.
Техническим результатом, решаемым предлагаемым изобретением, является создание устройства для загрузки заготовок в пресс, обеспечивающего расширение функциональных возможностей с одновременным повышением его универсальности и эффективности.
Технический результат в предлагаемом изобретение достигают созданием устройства для загрузки заготовок в пресс, состоящего, как минимум, из механизма подачи заготовки, предназначенного для перемещения ее в рабочую зону пресса, механизма поворота, предназначенного для возможности поворота заготовки, при этом ось поворота расположена на равном удалении от торца заготовки и от ее внешней поверхности, и механизма зажима, который состоит из не менее двух перемещаемых призматических губок, при этом зажим имеет как минимум три фиксированных положения: два крайних (зажат, разжат) и промежуточное положение, которое обеспечивает свободное размещение заготовки в призматических губках и ее фиксацию от перемещения в вертикальной плоскости.
- Возможно исполнение устройства, в котором призматические губки спрофилированы.
- Возможно исполнение устройства, в котором призматические губки выполнены сменными.
- Возможно исполнение устройства, в котором механизм подачи заготовки дополнительно снабжен механизмом перемещения заготовки вдоль горизонтально расположенной оси, перпендикулярной оси перемещения механизма подачи.
- Возможно исполнение устройства, в котором все механизмы имеют пневматический и/или электрический привод.
Исполнение устройства с механизмом поворота, с осью поворота, расположенной на равном удалении от торца заготовки и от ее внешней поверхности, позволяет размещать заготовки в рабочей зоне пресса как вертикально, так и горизонтально, при этом высота нижней кромки заготовки остается неизменной, что облегчает наладку роботизированной линии горячей штамповки.
Исполнение устройства с механизмом зажима, который состоит из двух перемещаемых призматических губок, при этом зажим имеет три фиксированных положения: два крайних и промежуточное положение, в котором заготовка свободно размещена в призматических губках и зафиксирована от перемещения только в вертикальной плоскости, позволяет захватывать заготовку до ее отрезки от прутка и сразу после отрезки подавать в рабочую зону пресса.
Таким образом, в роботизированной линии горячей штамповки отсутствует необходимость в устройстве перемещения и ориентации заготовок от устройства нагрева до устройства подачи.
Захват заготовки в промежуточном положении, с ограничением перемещения по одной оси, позволяет минимизировать нагрузки на устройство и снизить его размеры и массу.
Исполнение устройства, в котором призматические губки спрофилированы.
Профилировка губок позволяет разогретой заготовке не касаться губок до полного ее отделения от прутка, что минимизирует тепловые потери и остывание заготовки вследствие отсутствия контактного теплообмена между разогретой заготовкой и манипулятором, что повышает кпд линии.
Исполнение устройства, в котором призматически губки выполнены сменными, позволяет использовать механизм для подачи заготовок разного диаметра.
Исполнение устройства, в котором дополнительно установлен механизм перемещения вдоль горизонтально расположенной оси, перпендикулярной оси перемещения механизма подачи, позволяет дополнительно повысить универсальность роботизированной линии горячей штамповки и дает возможность использовать штампы, в которых положение заготовки смещено относительно центра.
Исполнение устройства, в котором механизмы имеют пневматический и/или электрический привод, позволяет наиболее эффективно встроить устройство в состав роботизированной линии горячей штамповки и повысить степень стандартизации и унификации используемых компонентов.
Предлагаемая конструкция устройства для загрузки заготовок в пресс отличается простотой и технологичностью изготовления, надежностью и удобством эксплуатации, при этом позволяет размещать заготовки в рабочей зоне пресса как вертикально, так и горизонтально и не требует отдельного устройства для перемещения и ориентации заготовок от устройства нагрева до устройства подачи, таким образом, достигаются все основные цели изобретения.
Сущность предлагаемого изобретения поясняется конкретными примерами выполнения и чертежами, где
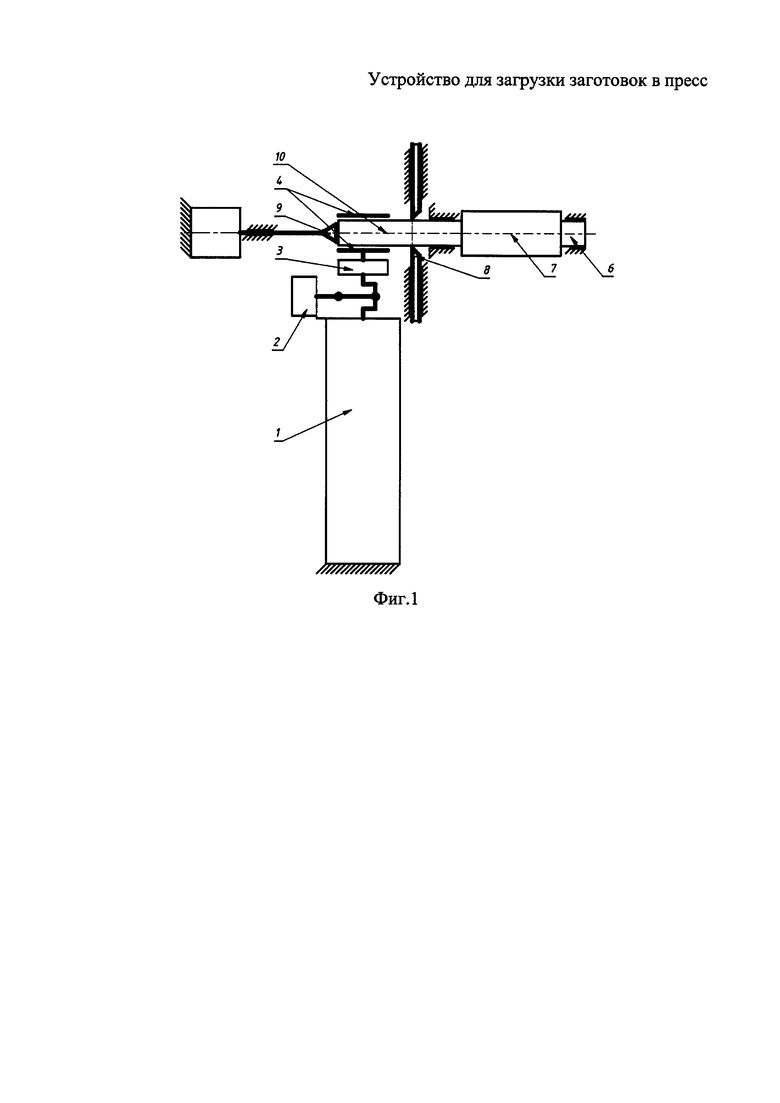
на фиг. 1 показан общий вид устройства для загрузки заготовок в пресс;
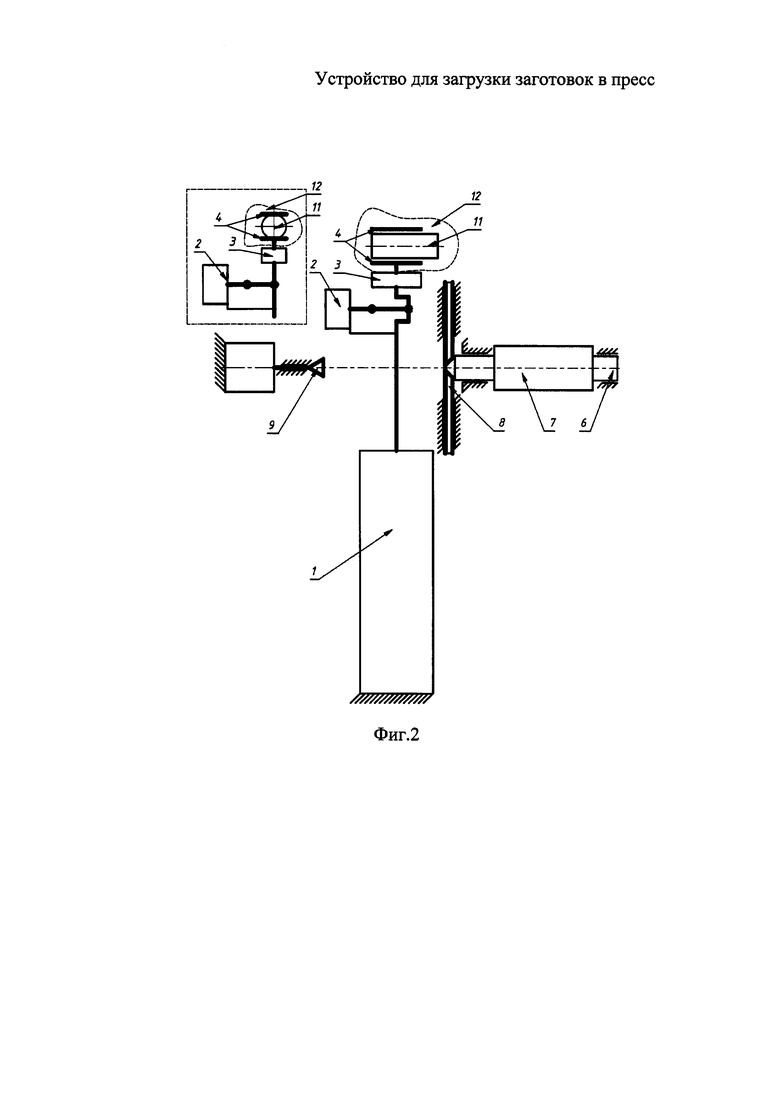
на фиг. 2 показан общий вид устройства для загрузки заготовок в пресс в момент перемещения заготовки;
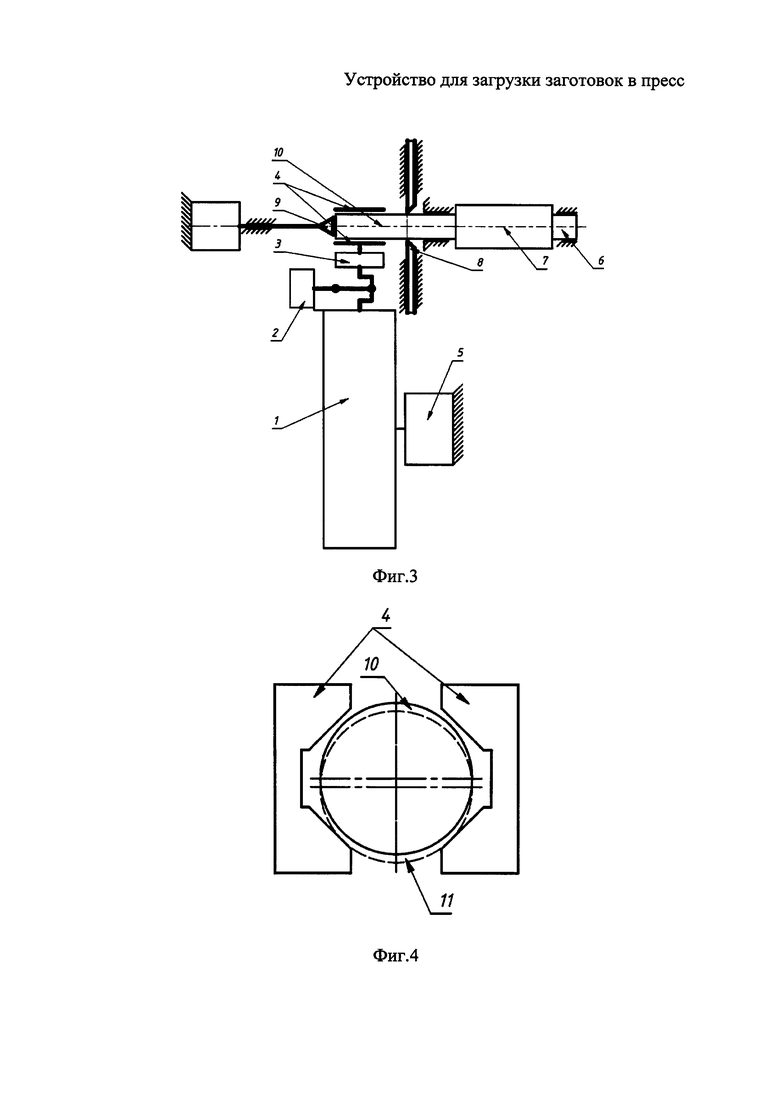
на фиг. 3 показано возможное исполнение устройства с дополнительным устройством перемещения вдоль горизонтально расположенной оси, перпендикулярной оси перемещения механизма подачи;
На фиг. 4 показано размещение заготовки в устройстве зажима, зафиксированном в промежуточном положении.
Устройство для загрузки заготовок в пресс содержит механизм подачи 1, механизм поворота 2, устройство зажима 3, призматические губки 4.
Возможно исполнение устройства для загрузки заготовок в пресс, в котором дополнительно установлен механизм перемещения вдоль горизонтально расположенной оси, перпендикулярной оси перемещения механизма подачи 5 (фиг. 3).
Устройство для загрузки заготовок в пресс работает следующим образом (фиг. 1).
Металлический пруток 6, проходя через устройство нагрева 7, например индуктор, разогревается и подается в устройство резки 8 до убираемого упора 9, после окончания подачи отрезаемая часть прутка 10 захватывается устройством зажима 3 с губками 4, зафиксированными в промежуточном положении, после этого (фиг. 2) устройство резки 8 отрезает от прутка 6 заготовку мерной длины 11, после отрезки заготовка 11 остается в губках 4 устройства зажима 3.
После окончания процесса резки устройство зажима 3 переходит из промежуточного положения в положение зажато и механизм подачи 1 перемещает заготовку 11 в рабочую зону пресса 12 в случае, когда заготовку 11 необходимо расположить горизонтально.
Во время подачи заготовки 11 в рабочую зону пресса 12 механизм поворота 2 разворачивает заготовку на 90 градусов, располагая ее вертикально, при этом из-за размещения оси поворота на равном удалении от торца заготовки и от ее внешней поверхности высота нижней кромки заготовки остается неизменной, что облегчает наладку роботизированной линии горячей штамповки.
В случае если устройство для загрузки заготовок в пресс дополнительно содержит механизм перемещения вдоль горизонтально расположенной оси, перпендикулярной оси перемещения механизма подачи 5, перед подачей заготовки 11 в рабочую зону пресса 12 заготовка 11 может быть перемещена вдоль горизонтально расположенной оси, перпендикулярной оси перемещения механизма подачи, с целью наиболее удачного размещения в штамповой оснастке.
Таким образом, при использовании предлагаемого устройства для загрузки заготовок в пресс в составе роботизированной линии горячей штамповки отсутствует необходимость в устройстве для перемещения и ориентации заготовок от устройства нагрева до устройства подачи, что упрощает линию, повышает ее надежность вследствие отсутствия не контролируемого перемещения заготовок и в случае если призматические губки спрофилированы таким образом, что разогретая заготовка не касается их до полного отделения от прутка, кпд вследствие уменьшения потерь теплоты за счет контактного теплообмена, использование предлагаемого устройства также расширяет технологические возможности линии и повышает ее универсальность за счет возможности устанавливать заготовки как горизонтально, так и вертикально, а в случае если устройство дополнительно снабжено механизмом перемещения вдоль горизонтально расположенной оси, перпендикулярной оси перемещения механизма подачи, то и со смещением относительно оси подачи.
Исполнение устройства со сменными губками позволяет использовать заготовки разного диаметра, а расположение оси поворота на равном удалении от торца заготовки и от ее внешней поверхности упрощает наладку линии.
Работоспособность предлагаемого устройства для загрузки заготовок в пресс подтверждена испытанием опытных образцов.
Предлагаемое устройство удобно в техническом обслуживании и эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Роботизированный технологический комплекс для горячей штамповки | 1987 |
|
SU1581455A1 |
| Устройство для загрузки станков | 1978 |
|
SU1040713A1 |
| Установка для штамповки выдавливанием | 1981 |
|
SU988421A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Захватное устройство | 1984 |
|
SU1199614A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2009756C1 |
| Устройство для сборки и сварки трубок прямоугольного сечения из двух заготовок @ -образного профиля | 1986 |
|
SU1400839A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано в составе роботизированных линий горячей штамповки. Устройство для загрузки в пресс заготовки мерной длины, отрезаемой от прутка, содержит механизм зажима заготовки. Указанный механизм содержит привод и по меньшей мере две призматические губки. Губки имеют возможность перемещения и фиксации в крайних зажатом и разжатом положениях. В устройстве предусмотрены приводные механизм подачи заготовки в рабочую зону пресса и механизм поворота заготовки на угол 90°. Поворот осуществляется вокруг оси, расположенной на равном расстоянии от торца заготовки и от ее внешней поверхности, Механизм зажима заготовки имеет возможность фиксации губок в промежуточном положении с обеспечением свободного размещения в них заготовки с фиксацией от перемещения в вертикальной плоскости. В результате обеспечивается расширение функциональных возможностей устройства. 3 з.п. ф-лы, 4 ил.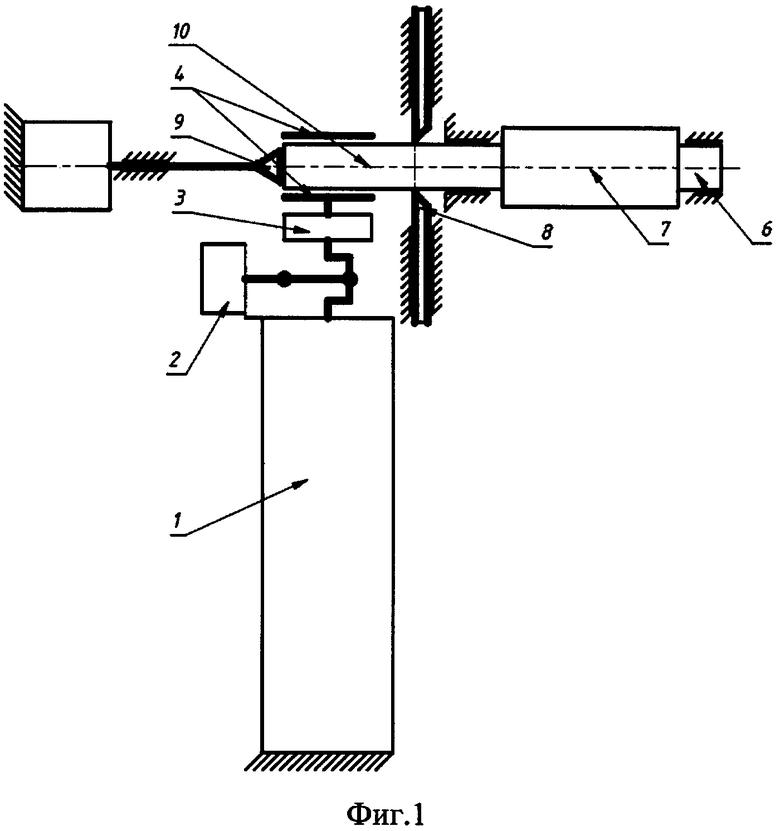
1. Устройство для загрузки в пресс металлической заготовки мерной длины, отрезаемой от прутка, содержащее механизм зажима заготовки, выполненный с приводом и по меньшей мере с двумя призматическими губками, имеющими возможность перемещения и фиксации в крайних зажатом и разжатом положениях, и механизм подачи заготовки в рабочую зону пресса с приводом, отличающийся тем, что оно снабжено механизмом поворота заготовки на угол 90° вокруг оси, расположенной на равном расстоянии от торца заготовки и от ее внешней поверхности, с приводом, а механизм зажима заготовки выполнен с возможностью фиксации призматических губок в промежуточном положении с обеспечением свободного размещения заготовки в призматических губках с фиксацией от перемещения в вертикальной плоскости.
2. Устройство по п. 1, отличающееся тем, что призматические губки выполнены сменными.
3. Устройство по п. 1, отличающееся тем, что оно снабжено механизмом перемещения заготовки вдоль горизонтально расположенной оси, перпендикулярной оси перемещения механизма подачи заготовки в рабочую зону пресса.
4. Устройство по п. 1, отличающееся тем, что приводы механизмов зажима, подачи и поворота заготовки выполнены пневматическими или гидравлическими.
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| Линия для обработки пруткового материала | 1985 |
|
SU1355332A1 |
| Устройство для подачи прутков в рабочую зону пресса | 1973 |
|
SU443705A1 |
| JP 61023540 A, 01.02.1986. | |||

