Изобретение относится к области резки металлов, в частности к способу резки металлов лазерным лучом с использованием вспомогательного газа, и может найти применение в различных отраслях машиностроения, где стоит задача резки магниевых сплавов.
Известны способы и устройства для резки лазерным лучом с использованием вспомогательного газа с применением разнообразных типов сопел для выдува этого газа в область воздействия лазерного луча или в зону его термического влияния. Общим недостатком таких решений является: либо сильное снижение скорости и качества резания и быстрое возрастание лазерной мощности при увеличении толщины разрезаемого материала (см. Fieret J., Terry M.J., Overview of flow dynamics in gas as sisted laser cutting. Proc. SPIE, vol. 801, 1987, p. 243), либо невозможность проводить лазерную резку листов с шероховатой или неровной поверхностью (см. ЕР №0615481, B23K 2/14), когда в качестве вспомогательного газа используют кислород и когда основным условием реализации предлагаемого способа подвода газа является плотный контакт сопла с разрезаемой поверхностью для устранения возможности взаимодействия кислорода с атмосферным воздухом.
Известен также способ резки материалов лазерным лучом, включающий использование вспомогательного газа, удаляющего из области реза продукты разрушения, который подают под углом к поверхности фронта реза (см. RU №2172233, B23K 26/14, B23K 26/38, 1999).
К недостаткам известных способов резки относится то, что они не подходят для резки магниевых сплавов, т.к. при использовании воздуха в качестве технологического газа при лазерной резке при нагреве до 550-600°С происходит разрушение защитной пленки оксида магния кислородом воздуха, после чего магний воспламеняется и горит ярким белым пламенем.
Горение магния сопровождается выделением большого количества тепла по реакции:
2Mg+O2=2MgO+146,1 ккал.
При горении магния на воздухе достигается температура 2850°С.
Задачей, на решение которой направлен заявленный способ, является обеспечение возможности резки магния и его сплавов лазерным лучом.
Технический результат, получаемый при решении поставленной задачи, выражается в обеспечении возможности резки заготовок из магния и магниевых сплавов с применением лазерного излучения без воспламенения металла на фронте и поверхности реза, а также его частиц, удаляемых из зоны реза, кроме того, обеспечивается должное качество реза.
Поставленная задача решается тем, что способ резки заготовки, выполненной из магния или магниевого сплава, включающий резку лазерным лучом с удалением из области реза продуктов разрушения посредством технологического газа, который подают к поверхности фронта реза, отличается тем, что в качестве технологического газа используют инертный газ высокой чистоты, при этом газ подают под давлением не менее 6 бар к поверхности фронта реза под острым углом, а к оси лазерного луча - под углом 2-10°.
Сопоставительный анализ совокупности существенных признаков предлагаемого технического решения с совокупностью существенных признаков прототипа и аналогов свидетельствует о его соответствии критерию «новизна».
Признаки отличительной части формулы изобретения обеспечивают решение комплекса функциональных задач.
Признаки, указывающие, что «в качестве технологического газа используют инертный газ высокой чистоты», исключают доступ к зоне реза кислорода воздуха и разрушение им защитной пленки оксида магния.
Признаки, указывающие, что «технологический газ подводят под острым углом к фронту реза», обеспечивают эффективное выдувание расплава из ванны расплава, образующейся при работе лазерного луча.
Признаки, указывающие, что «технологический газ подводят «под углом 2-10° к оси лазерного луча», обеспечивают максимальный эффект удаления расплава магния.
Признаки, указывающие, что «технологический газ подводят «под давлением не менее 6 бар», указывают минимальное значение давления технологического газа, при котором обеспечивается качество реза, вследствие эффективного и оперативного удаления расплава.
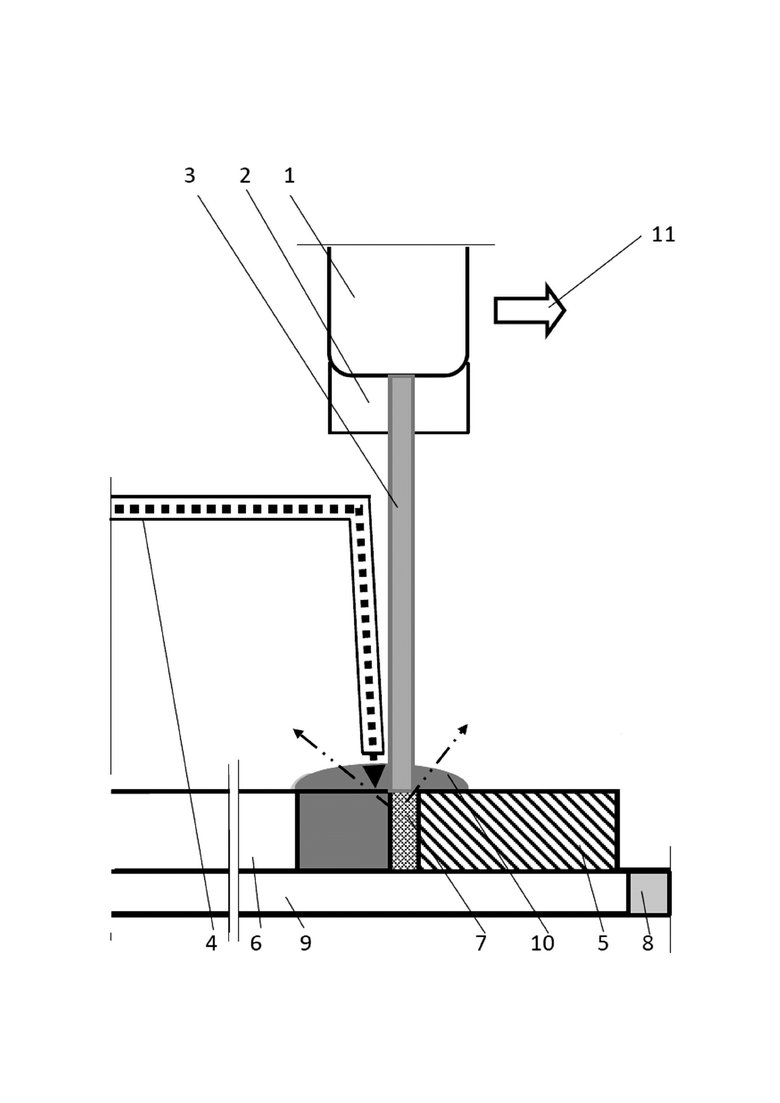
На чертеже показана схема реализации заявленного способа.
На чертеже показаны лазерная головка 1, блок 2 пневматической защиты оптики лазерной головки 1, лазерный луч 3, трубка 4 подачи технологического газа, заготовка 5, рез 6, его фронт 7, рабочий стол 8, с проемами 9, защитный слой 10, направление движения лазерной головки 11.
Для реализации способа используют известный комплект оборудования, используемый для лазерной резки, при этом лазерная головка 1 закреплена на манипуляторе промышленного робота или на подвижном элементе станка известной конструкции, например S40M производства Shenzhen Sicono Electromechanical Equipment Co, КНР (не показаны), при этом она снабжена известным блоком 2 пневматической защиты ее оптики.
Стандартная лазерная головка 1 (например, головка оптическая IPGP FLW-D50), снабженная соответствующими узлами (такими, как: оптоволоконный лазер ЛС-1-К - мощностью 1 кВт, волокно доставки излучения QBH- ВН- 200 мкм, чиллер IPG LC-72.01), обеспечивает возможность фокусирования лазерного луча 3 на заготовке 5. Оптическая схема в головке 1 защищается сжатым воздухом под давлением, большим давления технологического газа (в данном случае это 8 бар). В процессе резки используют неподвижный рабочий стол 8, снабженный проемами 9, через которые возможен отвод «продуктов резания» после прорезания заготовки 5 насквозь. Подачу технологического газа осуществляют по, предпочтительно медной, трубке 4 диаметром до 2 мм. В качестве технологического газа используют инертный газ высокой чистоты, например аргон.
Заявленный способ осуществляется в следующем порядке.
Заготовку 5 неподвижно фиксируют на рабочем столе 8.
Лазерный луч 3, позиционируют над начальной точкой траектории его перемещения относительно поверхности заготовки 5, ориентируя его перпендикулярно этой поверхности. Подвод технологического газа начинают практически одновременно с включением в работу лазера, ведут под острым углом к фронту 7 реза 6, непосредственно к поверхности заготовки 5, под углом 2-10° к оси лазерного луча 3, под давлением, не меньшим 6 бар (при этом верхний предел давления вполне может достигать 20 бар и более, в зависимости от технических возможностей используемого оборудования для подачи газа).
Под действием лазерного излучения материал заготовки 5 начинает плавиться. До потери расплавом металла подвижности его выдувают из зоны расплава на фронте 7 реза 6 потоком технологического газа (подведенного по трубке 4 фактически вплотную к зоне реза 6, что исключает потерю им чистоты и вовлечение в него воздуха). Таким образом, технологический газ формирует защитный слой 10 (из инертного газа) вокруг фронта 7 реза 6 (ванны расплава), тем самым исключает взаимодействие фронта 7 реза 6, а также расплава и капель металла с кислородом.
Производительность процесса регулируют известным образом, регулируя мощность лазерного излучения (например, регулируя мощность источника лазерного излучения) и скорость перемещения лазерного луча 3 относительно заготовки 5 (скорость перемещения лазерной головки 1).
Далее все повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ СЛЮДЫ МЕТОДОМ ЛАЗЕРНОЙ РЕЗКИ | 2014 |
|
RU2601362C2 |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2382693C1 |
| Лазерная оптическая головка | 2016 |
|
RU2641213C2 |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ГАЗОЛАЗЕРНОЙ РЕЗКИ | 2011 |
|
RU2466842C1 |
| Способ получения композиционного материала для биорезорбируемого магниевого имплантата | 2019 |
|
RU2710597C1 |
| Способ лазерной сварки заготовок из сплавов на основе орторомбического алюминида титана Ti2AlNb с глобулярной структурой | 2020 |
|
RU2744292C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АВТОЭМИССИОННОГО КАТОДА | 2013 |
|
RU2526240C1 |
| Оптическая головка для лазерной резки | 2021 |
|
RU2753066C1 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛА ИЛИ СПЛАВА | 2011 |
|
RU2479395C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИОДЕГРАДИРУЕМЫХ ХИРУРГИЧЕСКИХ ИМПЛАНТАТОВ ИЗ ПОРОШКА МАГНИЯ | 2021 |
|
RU2780427C1 |
Способ резки материалов лазерным лучом может быть использован в машиностроении для резки магниевых сплавов. В процессе резки из области реза удаляют продукты разрушения посредством газа. В качестве технологического газа используют инертный газ высокой чистоты. Технологический газ подводят под острым углом к поверхности фронта реза, непосредственно к поверхности заготовки, под углом 2-10° к оси лазерного луча, под давлением, не меньшим 6 бар. В результате обеспечена возможность резки магния и его сплавов лазерным лучом без воспламенения металла на фронте и поверхности реза, а также его частиц, удаляемых из зоны реза. 1 ил.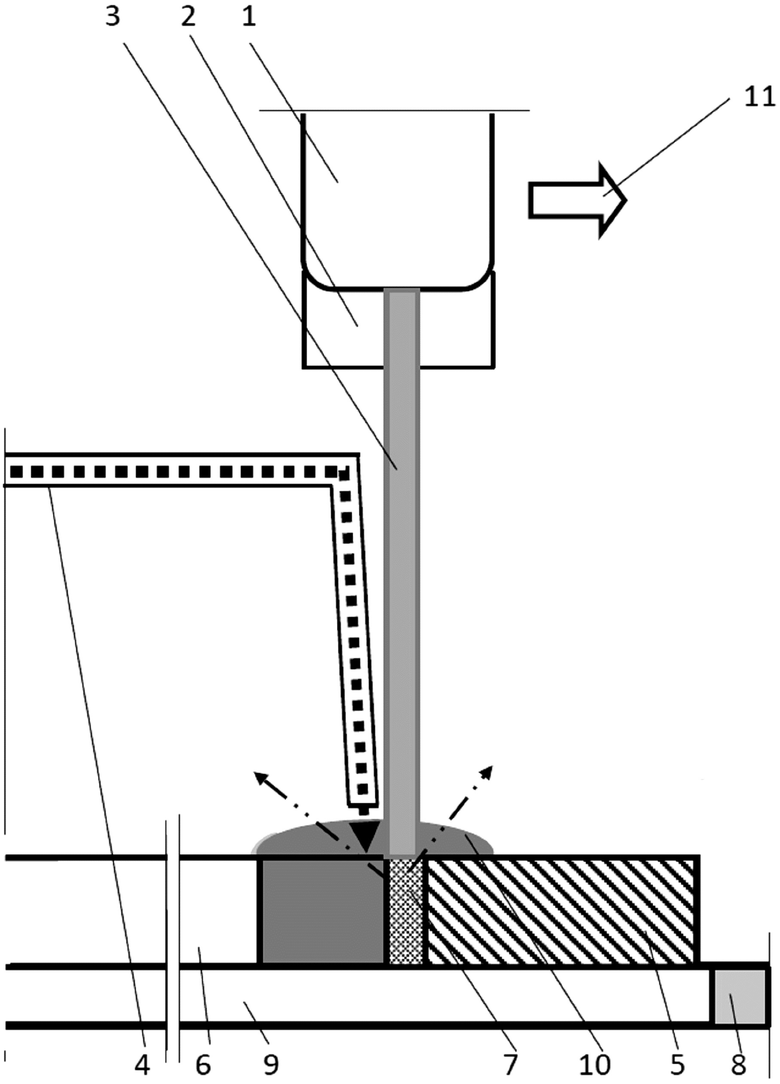
Способ резки заготовки, выполненной из магния или магниевого сплава, включающий резку лазерным лучом с удалением из области реза продуктов разрушения посредством технологического газа, который подают к поверхности фронта реза, отличающийся тем, что в качестве технологического газа используют инертный газ высокой чистоты, при этом газ подают под давлением не менее 6 бар к поверхности фронта реза под острым углом, а к оси лазерного луча - под углом 2-10°.
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕЗКИ МАТЕРИАЛОВ ЛАЗЕРНЫМ ЛУЧОМ | 1999 |
|
RU2172233C2 |
| СПОСОБ РЕЗКИ МАТЕРИАЛОВ | 2005 |
|
RU2293006C1 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2028898C1 |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ | 1991 |
|
RU2025244C1 |
| JP 72009000703 A, 08.01.2009 | |||
| JP 6204591 A, 27.02.1987. | |||

