Объектом настоящего изобретения является устройство для сортировки предметов.
Указанное устройство эффективно для применения, в частности, в упаковочных линиях, где необходимо выполнять «сортировку» предметов, сходящих с непрерывной конвейерной линии, по которой указанные предметы транспортируются расположенными по существу в ряд и, как правило, на расстоянии друг от друга, то есть отделять предметы один от другого на основании их характеристик, которые были определены перед сортировкой.
«Сортировка» выполняет важную функцию разделения предметов, сходящих с конвейера, на основании соответствующих характеристик, для того чтобы в дальнейшем можно было собрать вместе предметы, одинаковые с точки зрения однородности характеристик, и сформировать однородные пачки, например, плиток или панелей (керамического или иного типа), состоящие из предварительно заданного количества предметов. Таким образом, указанные пачки однородных предметов подготавливают для выполнения последующего этапа упаковки.
Известны устройства для выполнения подобной функции на конвейере, в частности, для предметов, включающих плитки или панели. Например, одно из известных устройств, представленное данным Заявителем в публикации WO 2008/038081, является частью более сложной упаковочной линии. В указанном случае отбор плиток, из которых должны быть образованы стопы, впоследствии укладываемые на паллеты, выполняют путем захватывания идентичных плиток посредством двух групп захватов из загрузочной станции, в которой движение плиток приостанавливают и располагают плитки вплотную к ограничителю. В альтернативном варианте указанные захваты расположены на станции, они захватывают и переносят плитки, опускают их вниз, образуя смежные стопы на опорной конструкции. Затем эти же клещевые захваты отвечают за перенос образованных стоп к станции упаковывания в пачки.
Основными недостатками и слабыми сторонами описанного устройства можно считать характерную для данного устройства определенную сложность, его значительный объем и некоторую «тяжеловесность» устройства конструкции, предназначенного для опоры и перемещения захватов, которые также должны обеспечивать перемещение стоп, состоящих из плиток или панелей. К вышеуказанному нужно добавить тот факт, что в силу своей конструкции данное устройство неспособно поддерживать нормальный ритм работы, необходимый для линий отбора и упаковки.
Более того, в указанном случае устройство подходит, главным образом, для больших форматов.
В других вариантах выполнения, в которых применяют системы присосок для подхватывания плиток с одного места конвейера и последующего опускания указанных плиток на уже образованную стопу плиток, в любом случае имеют место низкие скорости выполнения операций.
Пример такого устройства известен из опубликованной заявки WO 2010/035153.
В линиях сортировки керамических плиток средних и малых форматов применяют конвейер, оборудованный лентами, которые действуют по бокам плиток, и специальные исполнительные механизмы и экстракторы, обеспечивающие извлечение отдельных плиток из указанных лент.
Недостатки, присущие таким системам, связаны с вариацией размеров плиток, что не позволяет обеспечивать их безопасное перемещение по конвейеру, а также со способами извлечения плиток и трудоемкостью изменения формата.
Целью настоящего изобретения является устранение недостатков известного уровня техники, согласно приведенным ниже описанию, чертежам и формуле изобретения.
В частности, настоящее изобретение обеспечивает возможность достижения указанного результата без необходимости выполнения доработок или регулировок для так называемых изменений формата предметов. Более того, данное изобретение обеспечивает возможность работы на одном и том же конвейере с предметами разных форматов.
Другие преимущества обусловлены тем, что формирование стоп происходит по бокам конвейерной линии, на неподвижных и «универсальных» основаниях, в том смысле, что данные основания выполнены с возможностью адаптации к разному формату стоп в процессе формирования указанных стоп.
Еще одно преимущество изобретения заключается в том, что устройство для выгрузки стоп работает только в нижней части сортировального устройства, по существу не пересекаясь с поступающими укладываемыми предметами, и не влияет на формирование самих стоп.
Дополнительные характеристики и преимущества данного изобретения станут более понятными из приведенного ниже подробного описания предпочтительного, но не единственного варианта выполнения, проиллюстрированного неограничивающим примером на прилагаемых чертежах, на которых:
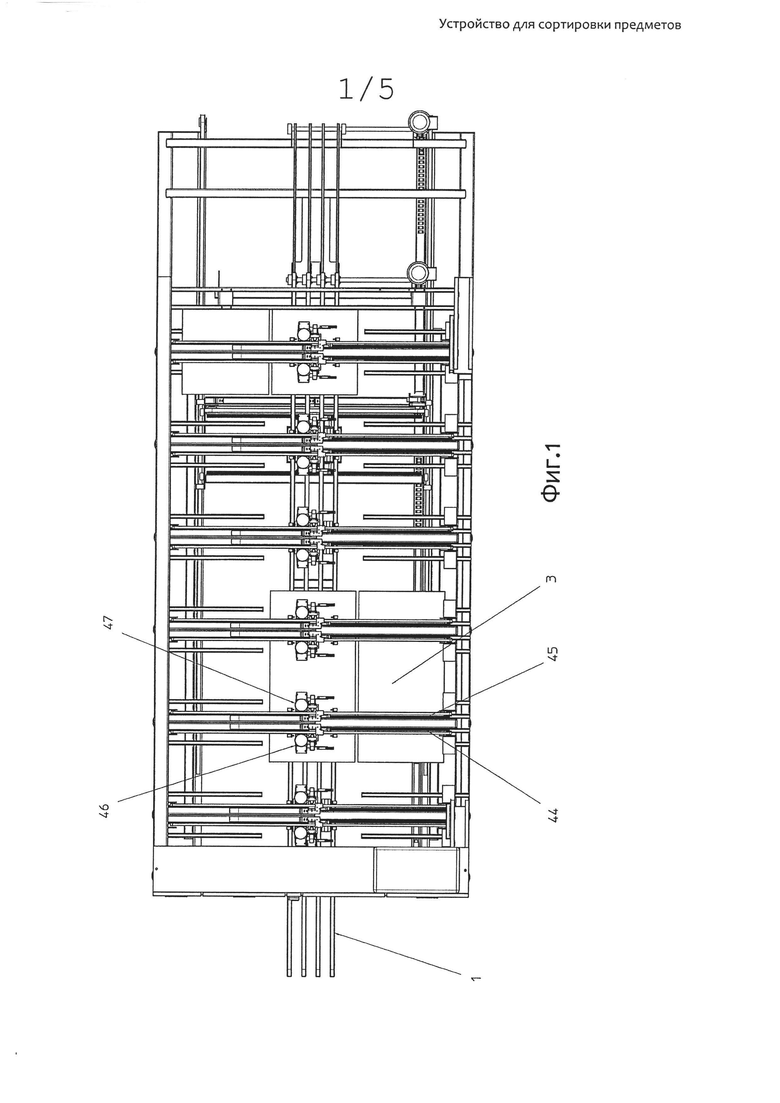
- на фиг. 1 изображен схематический вид сверху заявленного устройства;
- на фиг. 2 изображен схематический разрез по линии II-II, показанной на фиг. 1;
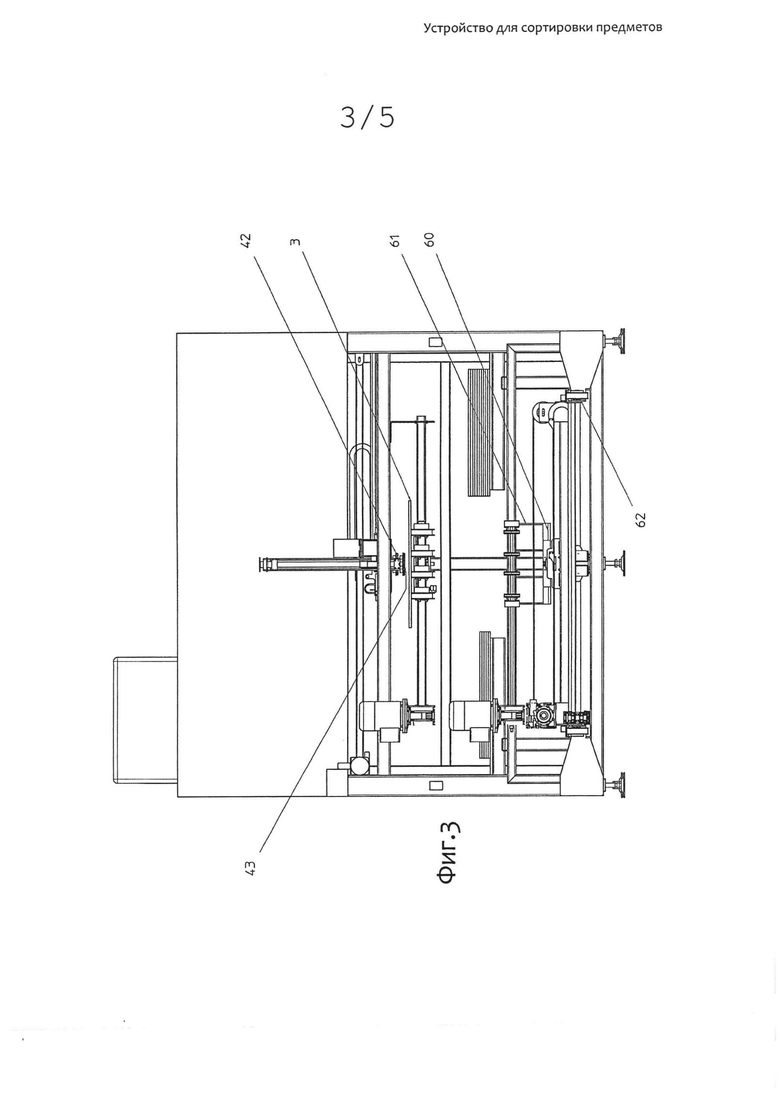
- на фиг. 3 изображен увеличенный схематический вид слева с частичным разрезом устройства, показанного на фиг. 2, при этом некоторые элементы не показаны для лучшего отображения других элементов;
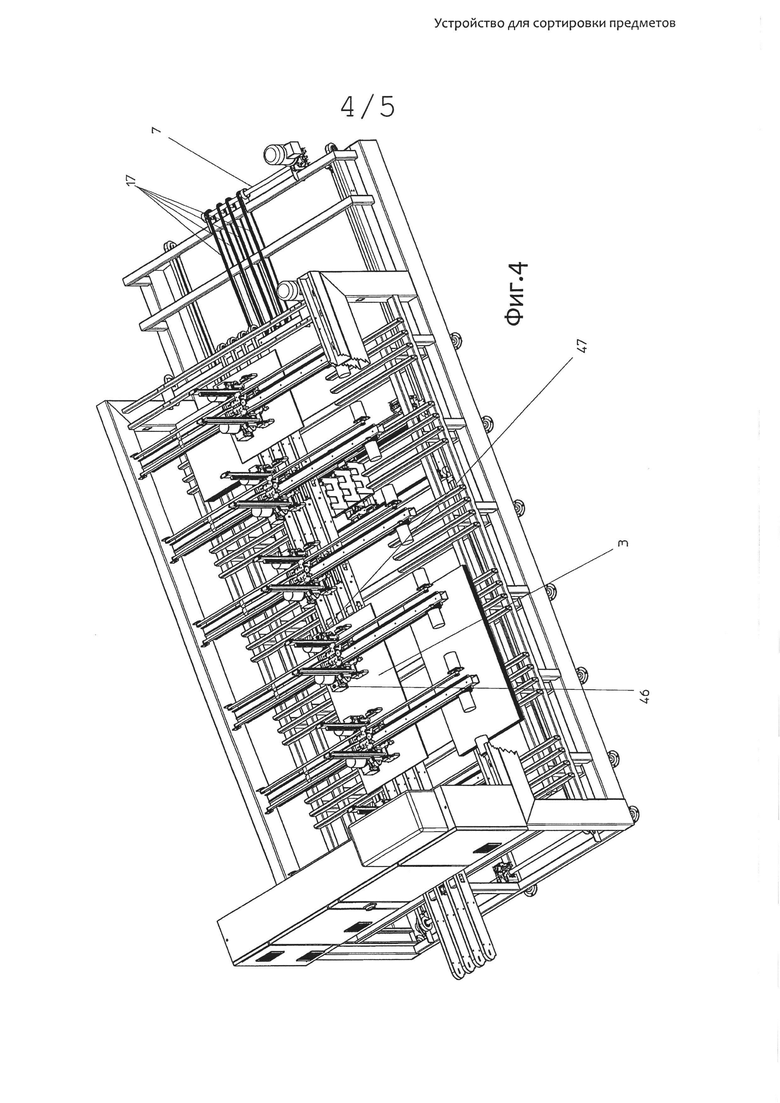
- на фиг. 4 изображен схематический вид в аксонометрии с частичным разрезом устройства, при этом некоторые элементы не показаны для лучшего отображения других элементов;
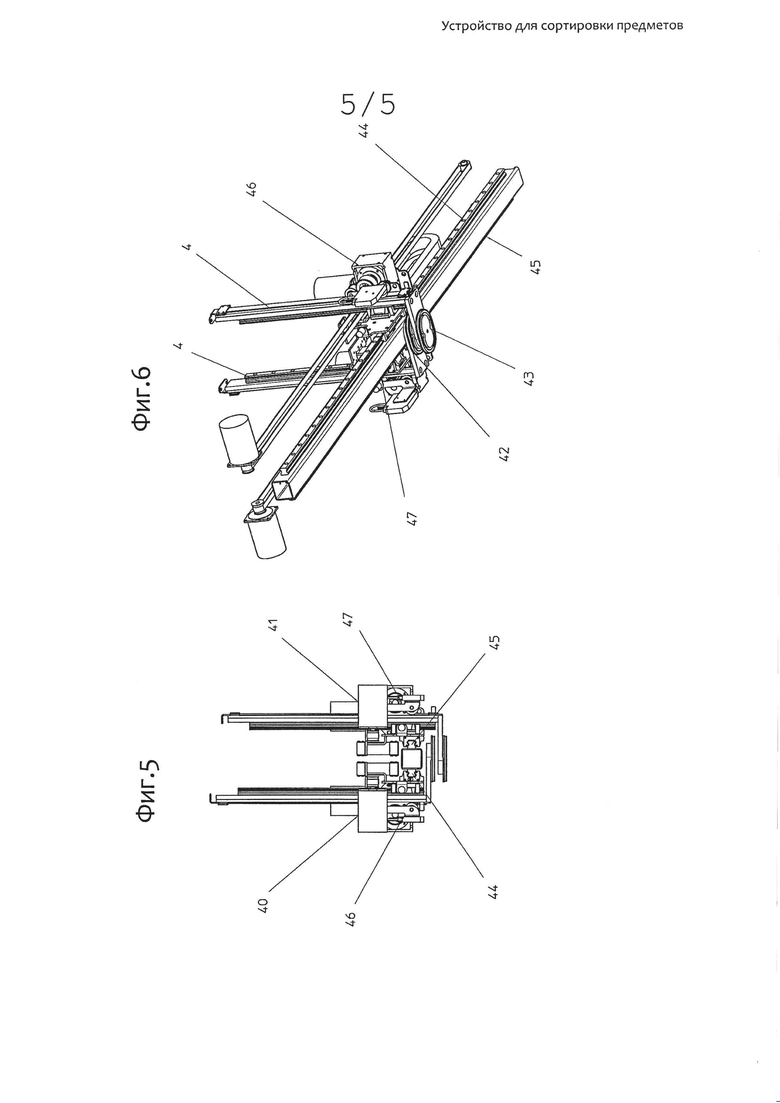
- на фиг. 5 изображен в увеличенном масштабе фрагмент фиг. 2;
- на фиг. 6 изображен в увеличенном масштабе и в аксонометрии блок перемещения двух средств захвата.
На указанных чертежах изображено устройство для сортировки предметов, которое выполняет, главным образом, функцию разделения предметов 3, сходящих с конвейерной линии 1, по которой указанные предметы перемещаются упорядоченными в ряд и на соответствующем расстоянии друг от друга.
Предметы 3 можно отличать от друга на основании различных характеристик, обеспечивая в дальнейшем сбор указанных предметов в группы, отличающиеся однородностью характеристик.
В проиллюстрированном варианте выполнения изобретения предметы имеют вид панелей или плиток (керамического или иного типа), которые «сортируют» для перегруппировки с образованием пачек, состоящих из однородных предметов.
В конкретном случае однородность определяется, главным образом, форматом.
Более того, устройство применимо для сортировки предметов любого типа, которые могут иметь плоскую или неплоскую форму, но при этом может быть обеспечен захват присосками, а также возможность укладки указанных предметов в стопы.
Устройство обеспечивает прием предметов 3, транспортируемых по конвейерной линии 1, и включает собственный участок конвейерной линии 2, на котором и выполняют фактическую сортировку предметов 3.
Для работы на участке конвейерной линии 2 предусмотрены средства 4 захвата предметов 3.
Указанные средства 4 захвата по команде выборочно отбирают предметы 3, находящиеся на участке конвейерной линии 2, и переносят их на подставки 5 в зонах временного ожидания для образования стоп из указанных однородных предметов.
В представленном варианте выполнения подставки 5 выполнены по обеим сторонам участка конвейерной линии 2. Зоны временного ожидания, образованные указанными подставками 5, расположены ниже указанного участка конвейерной линии 2.
В каждом случае зоны временного хранения идентифицируют по подставкам 5 для формирования отдельных стоп. За идентификацию предметов 3, однородных друг другу, отвечает соответствующая система управления и контроля, посылающая команды на выборочный захват предметов с участка конвейерной линии 2 и последующее их расположение в стопы в одной из указанных зон временного ожидания, которая в данный момент оказалась свободной. В этом смысле не существует предварительно образованных зон временного ожидания, предназначенных для размещения предметов 3 разного формата.
Средства 6 подъема и переноса предусмотрены для выполняемого по команде подъема отдельных предметов 3 или стоп из указанных предметов, уже лежащих на подставках 5 в соответствующих зонах временного ожидания, и переноса их на линию 7 разгрузки.
Средства 4 захвата, распределенные вдоль участка конвейерной линии 2, выполнены с возможностью работы по отдельности или синхронно в группах, в зависимости от размеров предметов 3, подлежащих отбору и переносу. Другими словами, указанные средства захвата приводятся в действие по отдельности, когда предметы 3, с которыми работают данные средства, имеют небольшой формат, а при большом формате предметов 3 указанные средства работают синхронно группами (состоящими из двух или более средств захвата).
Средства 4 захвата работают синхронно в группе, «располагаясь по центру» предметов 3, подлежащих захвату.
В частности, средства 4 захвата работают над участком конвейерной линии 2, и предметы 3, находящиеся на указанном участке, захватывают за их верхние поверхности.
Подставки 5, предназначенные для образования предварительного выбранных зон временного ожидания для стоп однородных предметов 3, представляют собой вертикальные элементы, равноотстоящие друг от друга в соответствии с направлением участка конвейерной линии 2, и своими верхними концами 50 образуют по меньшей мере одну опорную плоскость с каждой стороны конвейера.
Каждая опорная плоскость имеет характерный параметр расположения ниже участка конвейерной линии 2.
В частности, верхние концы 50 подставок 5 образуют по меньшей мере одну опорную плоскость, расположенную ниже участка конвейерной линии 2 на предварительно установленном расстоянии от указанного участка, ограничивающим свободное пространство или высоту в вертикальном направлении, являющееся максимально полезной высотой для обеспечения перемещения сортируемых предметов или стоп из указанных предметов 3. Иначе говоря, это максимально возможная высота стоп, составляемых из сортируемых предметов 3.
Средства 4 захвата отличаются тем, что выполняют захват верхних поверхностей предметов 3 и являются средствами типа присосок. Данные средства установлены в блоках 40, 41 перемещения первой и второй присосок 42, 43. Указанные блоки 40, 41 выполнены с возможностью перемещения и размещения по команде вдоль направляющих 44, 45, проходящих поперек направлению продвижения предметов 3 на участке конвейерной линии 2, и расположены на всем протяжении сортировочного устройства.
Для выполнения осуществляемого по команде перемещения в вертикальном направлении соответствующих первой и второй присосок 42, 43 предусмотрены элементы 46, 47.
Система обеспечивает возможность захватывания отдельных предметов 3 при помощи групп, состоящих из средств 4 захвата, которые работают синхронно, перенося отобранные предметы поверх стопы в процессе группирования одинаковых предметов, и отпуская их на стопу после расположения по центру стопы.
Вышеуказанным образом выполняют первую часть операции сортировки, заключающуюся в выборе однородных предметов и складывании их в однородные стопы в зонах временного ожидания, расположенных по бокам конвейера.
Впоследствии, после получения команды, стопы из однородных предметов, временно уложенные на подставки 5, разгружают, причем эти действия не влияют на работу по формированию однородных стоп. При этом разгрузку выполняют посредством расположенного внизу устройства, которое содержит средства 6 подъема и переноса, предназначенные для выполнения по команде подъема стоп предметов (или, в некоторых случаях, отдельных предметов) 3, лежащих на подставках 5 в предварительно установленных зонах временного ожидания, для их переноса на линию 7 разгрузки.
Указанные средства 6 подъема и переноса содержат подъемное устройство 60, оснащенное транспортировочными опорами 61, выполненными с возможностью их введения между подставками 5 и перемещения относительно указанных подставок по меньшей мере в направлении, поперечном направлению движения участка конвейерной линии 2 и линии разгрузки, при этом указанные транспортировочные опоры выполнены с возможностью перемещения в вертикальном направлении между положением ниже опорной плоскости, образованной верхними концами подставок 5, и положением выше указанной опорной плоскости, и наоборот.
Подъемное устройство 60 выполнено с возможностью перемещения по команде в направлении, поперечном направлению движения участка конвейерной линии 2, и соединено с кареткой 62, выполненной с возможностью перемещения по команде в направлении, параллельном направлению движения указанного участка, до линии 7 разгрузки, направление движения которой параллельно направлению движения указанной каретки 62.
В частности, линия 7 разгрузки состоит из конвейера 17 с параллельными ремнями, поперечное расстояние между которыми является свободным. Взаимное расположение самих ремней обеспечивает свободное введение между ними транспортировочных опор 61 в направлении движения конвейера.
В целом конструкция и рабочая конфигурация устройства согласно изобретению являются очень простыми и позволяют обеспечивать высокую степень технологической гибкости без необходимости применения укладчиков.
Стопы, в ходе их формирования, располагаются по бокам линии сортировки. Это обеспечивает, помимо прочего, возможность создания сортировочного устройства, которое отличается необыкновенной компактностью и универсальностью.
Более того, высокая скорость работы и конструктивная независимость при осуществлении процессов формирования стоп однородных предметов и разгрузки указанных стоп обеспечивают возможность объединения в одном устройстве линий с обычными скоростями отбора и упаковки керамических плиток.
Кроме того, следует отметить, что изобретение применимо для всех предметов плоской формы, захват которых можно обеспечивать за соответствующие обращенные кверху поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЛИСТОВОГО СТЕКЛА | 2016 |
|
RU2686772C1 |
| Установка для сортировки изделий | 2016 |
|
RU2729845C2 |
| УПАКОВОЧНЫЙ АППАРАТ | 2009 |
|
RU2536445C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КАПЕЛЬ КЛЕЙКОГО МАТЕРИАЛА НА ПОВЕРХНОСТЬ С РАСПОЛОЖЕНИЕМ ИХ В ЗАДАННОМ ПОРЯДКЕ | 2005 |
|
RU2344884C2 |
| РАЗДЕЛИТЕЛЬНАЯ СИСТЕМА И СООТВЕТСТВУЮЩАЯ УПАКОВОЧНАЯ УСТАНОВКА | 2017 |
|
RU2745901C2 |
| Конвейер для производства керамических плиток методом литья | 1980 |
|
SU990528A1 |
| Линия для производства керамической плитки | 1985 |
|
SU1284837A1 |
| СПОСОБ ВЫГРУЗКИ ШТУЧНЫХ ГРУЗОВ ИЗ КОНТЕЙНЕРА | 2010 |
|
RU2441830C1 |
| Установка для сортировки и укладки керамических плиток | 1981 |
|
SU977183A1 |
| СПОСОБ ТРАНСПОРТИРОВАНИЯ ГРУЗОВ ОТ ПОЗИЦИИ ПРИЕМА К ПОЗИЦИИ ВЫДАЧИ И СИСТЕМА ТРАНСПОРТИРОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2018481C1 |

Устройство для сортировки предметов, транспортируемых по конвейерной линии, содержит участок конвейерной линии (2), на котором выполняется сортировка предметов (3), средства (4) захвата, предназначенные для захвата предметов (3) и работающие на указанном участке конвейерной линии. Средства (4) захвата обеспечивают выполняемый по команде выборочный отбор предметов, находящихся на участке конвейерной линии (2), и перенос этих предметов на подставки 5 в предварительно выбранные зоны временного ожидания для образования стоп из указанных однородных предметов (3). Средства (6) подъема и переноса предназначены для выполняемого по команде подъема отдельных предметов (3) или стоп из указанных предметов, лежащих на подставках (5) в предварительно выбранных зонах временного ожидания, и переноса предметов на линию (7) разгрузки. Изобретение обеспечивает безопасное перемещение предметов. 9 з.п. ф-лы, 6 ил.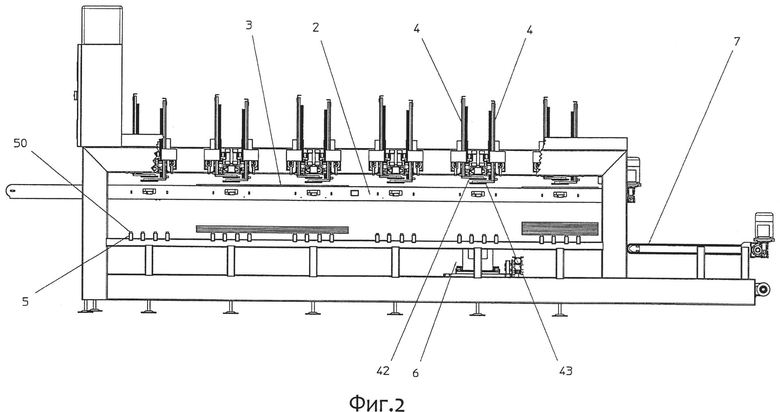
1. Устройство для сортировки предметов, транспортируемых по конвейерной линии, содержащее
- участок конвейерной линии (2), на котором выполняется сортировка предметов (3),
- средства (4) захвата, предназначенные для захвата предметов (3) и работающие на указанном участке конвейерной линии (2), при этом указанные средства (4) захвата выполнены с возможностью выполняемого по команде отбора предметов, находящихся на указанном участке, для переноса этих предметов на подставки (5) в предварительно выбранные зоны временного ожидания для образования стоп из указанных однородных предметов (3),
- средства (6) подъема и переноса, предназначенные для выполняемого по команде подъема отдельных предметов (3) или стоп из указанных предметов, лежащих на подставках (5) в предварительно выбранных зонах временного ожидания, и переноса предметов на линию (7) разгрузки,
отличающееся тем, что средство (4) захвата является средством типа присоски и установлено в блоках (40, 41) перемещения первой и второй присосок (42, 43), причем указанные блоки (40, 41) выполнены с возможностью перемещения и размещения по команде вдоль направляющих (44, 45), проходящих поперек направления продвижения предметов (3) на указанном участке конвейерной линии (2), и снабжены элементами (46, 47), предназначенными для выполнения осуществляемого по команде перемещения соответствующих первой и второй присосок (42, 43) в вертикальном направлении.
2. Устройство по п. 1, отличающееся тем, что средства (4) захвата, распределенные вдоль указанного участка конвейерной линии (2), выполнены с возможностью приведения в действие по отдельности или синхронно в группах, в зависимости от размеров предметов (3), подлежащих отбору и переносу.
3. Устройство по п. 1, отличающееся тем, что средство (4) захвата работает над указанным участком конвейерной линии (2) и обеспечивает захват предметов (3), находящихся на указанном участке, за их верхние поверхности.
4. Устройство по п. 1, отличающееся тем, что подставки (5), предназначенные для образования предварительного выбранных зон временного ожидания для стоп однородных предметов (3), представляют собой вертикальные элементы, равноотстоящие друг от друга в соответствии с направлением указанного участка конвейерной линии (2), причем верхние концы (50) указанных элементов образуют по меньшей мере одну опорную плоскость.
5. Устройство по п. 4, отличающееся тем, что верхние концы (50) подставок (5) образуют по меньшей мере одну опорную плоскость, расположенную ниже указанного участка конвейерной линии (2).
6. Устройство по п. 5, отличающееся тем, что верхние концы (50) подставок (5) образуют по меньшей мере одну опорную плоскость, расположенную ниже указанного участка конвейерной линии (2) на предварительно установленном расстоянии от указанного участка, ограничивающем свободное пространство в вертикальном направлении, являющееся максимально полезной высотой для обеспечения перемещения сортируемых предметов (3) или стоп из указанных предметов.
7. Устройство по п. 1, отличающееся тем, что средство (6) подъема и переноса, предназначенное для выполнения по команде подъема отдельных предметов (3) или стоп из указанных предметов, лежащих на подставках (5) в предварительно выбранных зонах временного ожидания, и для переноса предметов на линию (7) разгрузки, содержит подъемное устройство (60), снабженное транспортировочными опорами (61), выполненными с возможностью их введения между подставками (5) и перемещения относительно указанных подставок по меньшей мере в направлении, поперечном направлению движения указанного участка конвейерной линии (2), при этом указанные транспортировочные опоры выполнены с возможностью перемещения в вертикальном направлении между положением ниже опорной плоскости, образованной верхними концами подставок (5), и положением выше указанной опорной плоскости, причем указанное подъемное устройство (60) выполнено с возможностью перемещения по команде в направлении, поперечном направлению движения указанного участка конвейерной линии (2), и соединено с кареткой (62), выполненной с возможностью перемещения в направлении, параллельном направлению движения указанного участка, до линии (7) разгрузки.
8. Устройство по п. 7, отличающееся тем, что направление движения линии (7) разгрузки параллельно направлению движения каретки (62).
9. Устройство по п. 8, отличающееся тем, что линия (7) разгрузки состоит из конвейера (17) с параллельными ремнями, поперечное расстояние между которыми и их взаимное расположение обеспечивают свободное введение между ними транспортировочных опор (61) в направлении движения конвейера.
10. Устройство по п. 7, отличающееся тем, что оно содержит по обеим сторонам указанного участка конвейерной линии (2), вплоть до линии (7) разгрузки, подставки (5), каждая из которых образует предварительно выбранные зоны временного ожидания для формирования стоп из однородных предметов (3).
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| УСТРОЙСТВО ДЛЯ СЪЕМА ЗАГОТОВОК СО СТОЛА | 1992 |
|
RU2081044C1 |
| MCS ДЛЯ ДЛИННЫХ LDPC КОДОВ | 2017 |
|
RU2725430C1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| ОГНЕВОЙ КУЛЬТИВАТОР ДЛЯ ВЫЖИГАНИЯ СОРНОЙ РАСТИТЕЛЬНОСТИ | 0 |
|
SU242588A1 |
| WO 2008038081 A1, 03 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Агрегат для сортировки листовых деталей | 1983 |
|
SU1192867A1 |

