Изобретение относится к области ультразвукового (УЗ) неразрушающего контроля, в частности, металлических изделий, у которых имеется возможность установки излучающих и принимающих электроакустических преобразователей (ЭАП) с противоположных сторон изделия. Способ позволяет обнаружить и оценить размеры, глубину расположения, а также построить изображение дефекта в листах, трубах и т.п. изделиях.
Известен теневой способ УЗ обнаружения и определения размеров дефекта [1], заключающийся в том, что на противоположных поверхностях изделия устанавливают пару ЭАП с линиями зондирования, направленными друг на друга. Зондируют изделие, для чего излучают УЗ зондирующие сигналы одним и принимают другим ЭАП. Сканируют изделие, для чего совместно перемещают пару ЭАП, повторяя зондирования. Обнаруживают границы и размеры дефектов по моментам пропадания и (или) появления во втором ЭАП УЗ сигналов, излученных первым ЭАП, обусловленные неоднородностями (дефектами) в изделии.
Недостатками способа [1] являются низкая точность и ограниченные возможности, позволяющие обнаруживать и оценивать размер проекции дефекта только в плоскости перемещения ЭАП.
Известен способ обнаружения и определения размеров дефекта [2], заключающийся в том, что в окрестности предполагаемого дефекта на противоположных поверхностях изделия устанавливают ЭАП, с линиями зондирования, направленными друг на друга и расположенными в одной плоскости зондирования, зондируют изделие, для чего излучают ультразвуковые сигналы с одной и принимают их с другой стороны изделия, совместно перемещают все ЭАП вдоль изделия, обнаруживают и определяют положение линии границы дефекта теневым методом, определяют размер дефекта в плоскости зондирования. Положение верхней и нижней линий границ дефекта позволяет оценить размер проекции дефекта. Излучающий ЭАП в этом случае имеет широкую диаграмму направленности, а разрешающую способность определяет количество приемных ЭАП.
Недостатком этого способа являются низкая точность, определяемая количеством приемных ЭАП.
Известен способ обнаружения и определения размеров дефекта [3], заключающийся в том, что пары ЭАП устанавливают на перпендикулярных поверхностях изделия и теневым методом определяют границы дефекта. Способ позволяет определить пространственные габариты дефекта.
Недостатками данного способа являются низкая точность и необходимость доступа к изделию с двух перпендикулярных направлений.
Известен способ обнаружения и определения размеров дефекта [4], заключающийся в сканировании изделия одним ЭАП в двух взаимно перпендикулярных направлениях: возвратно-поступательно поперек листа и дискретно прямолинейно вдоль него. Данный способ предполагает использование зеркального метода УЗ контроля и позволяет, благодаря сканированию, определить проекцию дефекта на плоскость, перпендикулярную направлению зондирования.
Недостатками данного способа являются низкие точность и функциональные возможности, связанные с тем, что он не позволяет обнаруживать дефекты, коллинеарные линиям зондирования. Кроме того, зеркальный метод предполагает использование отраженных УЗ зондирующих сигналов, амплитуда которых мала.
Наиболее близким к заявляемому является способ обнаружения и определения размеров дефекта [5], заключающийся в том, что на противоположных поверхностях изделия устанавливают не менее трех пар электроакустических преобразователей с известным относительным положением и линиями зондирования, направленными друг на друга, лежащих в одной плоскости зондирования, используют несколько плоскостей зондирования с аналогичным расположением электроакустических преобразователей, зондируют изделие всеми парами электроакустических преобразователей по отдельности, для чего в каждой из пар излучают ультразвуковые зондирующие сигналы одним и принимают другим электроакустическим преобразователем, сканируют изделие, для чего совместно перемещают все электроакустические преобразователи с заданным шагом вдоль выбранной плоскости зондирования и, повторяя зондирования, теневым методом обнаруживают линии границ дефекта для каждой пары электроакустических преобразователей, в эти моменты измеряют и сохраняют координаты соответствующих электроакустических преобразователей, вычисляют размер и положение дефекта в каждой плоскости зондирования.
Недостатками способа [4] являются низкая точность и ограниченные функциональные возможности. Низкая точность обусловлена тем, что требуемой разрешающей способности по длине изделия легко добиться соответствующим выбором шага перемещения ЭАП, а разрешающая способность в плоскости, перпендикулярной направлению перемещения, напрямую зависит от количества ЭАП, так же, как в способе [2]. В частности, дефект, расположенный между плоскостями зондирования, не будет обнаружен. Ограниченные функциональные возможности связаны с характером изделия - рельсом, имеющим сложную форму и ограниченный доступ с противоположных сторон.
Техническим результатом использования заявляемого способа является повышение точности обнаружения дефектов, обусловленной возможностью достижения произвольной разрешающей способности. Кроме того, заявляемый способ дает возможность обнаружения, определения размеров и построения пространственного изображения дефектов в любых изделиях с двухсторонним доступом.
Для получения указанного результата в способе обнаружения и определения размеров дефекта, заключающемся в том, что на противоположных поверхностях изделия устанавливают не менее трех пар электроакустических преобразователей с известным относительным положением и линиями зондирования, направленными друг на друга, лежащих в одной плоскости зондирования, используют несколько плоскостей зондирования с аналогичным расположением электроакустических преобразователей, зондируют изделие всеми парами электроакустических преобразователей по отдельности, для чего в каждой из пар излучают ультразвуковые зондирующие сигналы одним и принимают другим электроакустическим преобразователем, сканируют изделие, для чего совместно перемещают все электроакустические преобразователи с заданным шагом вдоль выбранной плоскости зондирования и, повторяя зондирования, теневым методом обнаруживают линии границ дефекта для каждой пары электроакустических преобразователей, в эти моменты измеряют и сохраняют координаты соответствующих электроакустических преобразователей, вычисляют размер и положение дефекта в каждой плоскости зондирования, линии зондирования в каждой плоскости выбирают так, чтобы они пересекались в середине изделия, а плоскости зондирования выбирают так, чтобы они пересекались по линии, перпендикулярной поверхности изделия, перемещают с заданным шагом выбранную плоскость зондирования по всему изделию и повторяют сканирования, совместно анализируют результаты всех сканирований и строят пространственное изображение дефекта.
Существенными отличиями заявляемого способа по сравнению с прототипом являются следующие признаки.
Выбирают линии зондирования в каждой плоскости так, чтобы они пересекались в середине изделия, это позволяет получить одинаковые по конструктивному исполнению взаимонаправленные блоки ЭАП, расположенные на противоположных поверхностях изделия. Кроме того, такое расположение ЭАП обеспечивает одинаковые условия обнаружения и оценки дефектов, расположенных по глубине изделия.
В прототипе пары ЭАП, направленные друг на друга, задают количество линий УЗ зондирования, при этом не оговаривается их взаимное расположение в плоскости зондирования.
Плоскости зондирования выбирают так, чтобы они пересекались по линии, перпендикулярной поверхности изделия, т.е. у всех линий зондирования имеется общая точка, расположенная в центре изделия, и общая для всех плоскостей линия зондирования, перпендикулярная поверхности изделия. Такой подход позволяет сократить количество ЭАП в плоскостях зондирования (вместо 3 ЭАП в каждой плоскости используются 2), а третий ЭАП - вертикальный оказывается общим для всех плоскостей.
В прототипе положение плоскостей зондирования не оговаривается, но предполагается, что все плоскости параллельны продольной оси изделия (рельса).
Перемещают с заданным шагом выбранную плоскость зондирования по всему изделию и повторяют сканирования. Такое перемещение позволяет сканировать изделие по множеству положений с наперед заданным шагом. При этом появляется возможность получить на каждом шаге вид среза дефекта в изделии по плоскости зондирования.
В прототипе перемещение плоскостей сканирования не предусмотрено, см. п. 3 формулы изобретения прототипа.
Совместно анализируют результаты всех сканирований и строят пространственное изображение дефекта. При этом благодаря возможности выбора шага продольного и поперечного перемещения ЭАП может быть получена любая разрешающая способность дефектоскопии.
В прототипе разрешающая способность ограничена количеством ЭАП.
Заявляемый способ иллюстрируют следующие графические материалы.
Фиг. 1 - схемы зондирования при использовании одной плоскости.
A) с двумя парами ЭАП;
Б) с тремя парами ЭАП;
B) с пятью парами ЭАП.
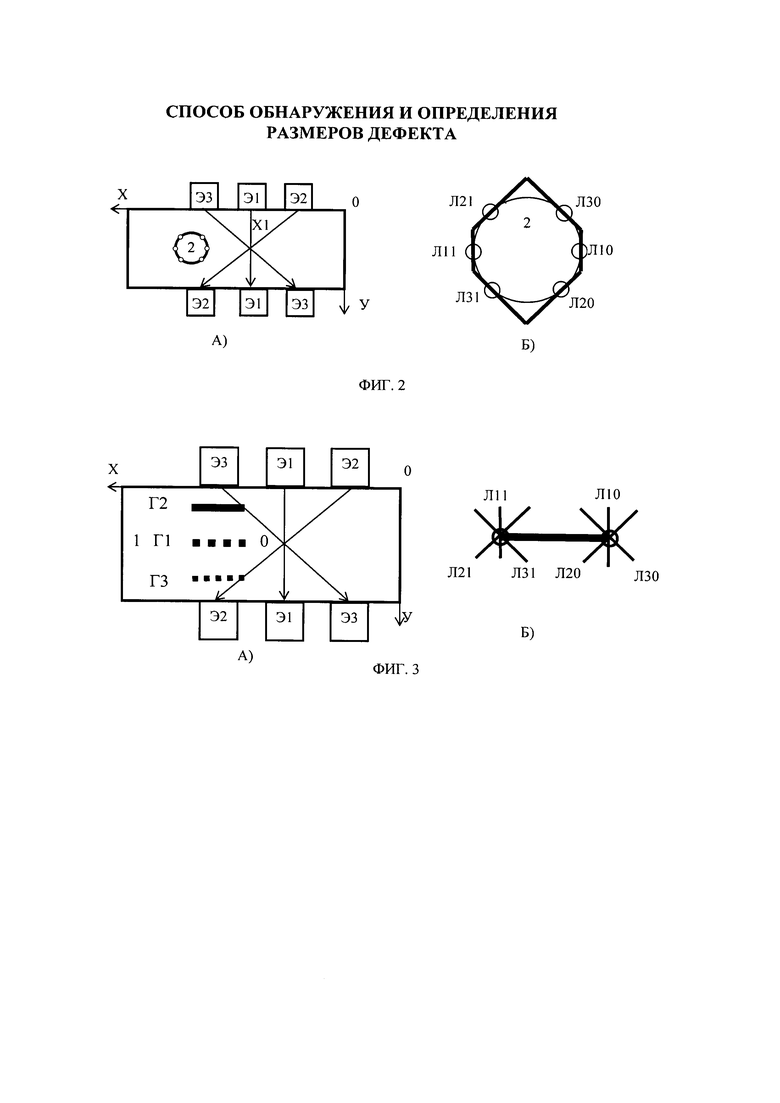
Фиг. 2 - дефектоскопия шарообразного дефекта в одной плоскости.
А) схема зондирования;
Б) результаты сканирования.
Фиг. 3 - дефектоскопия плоского дефекта.
А) схема зондирования;
Б) результаты сканирования.
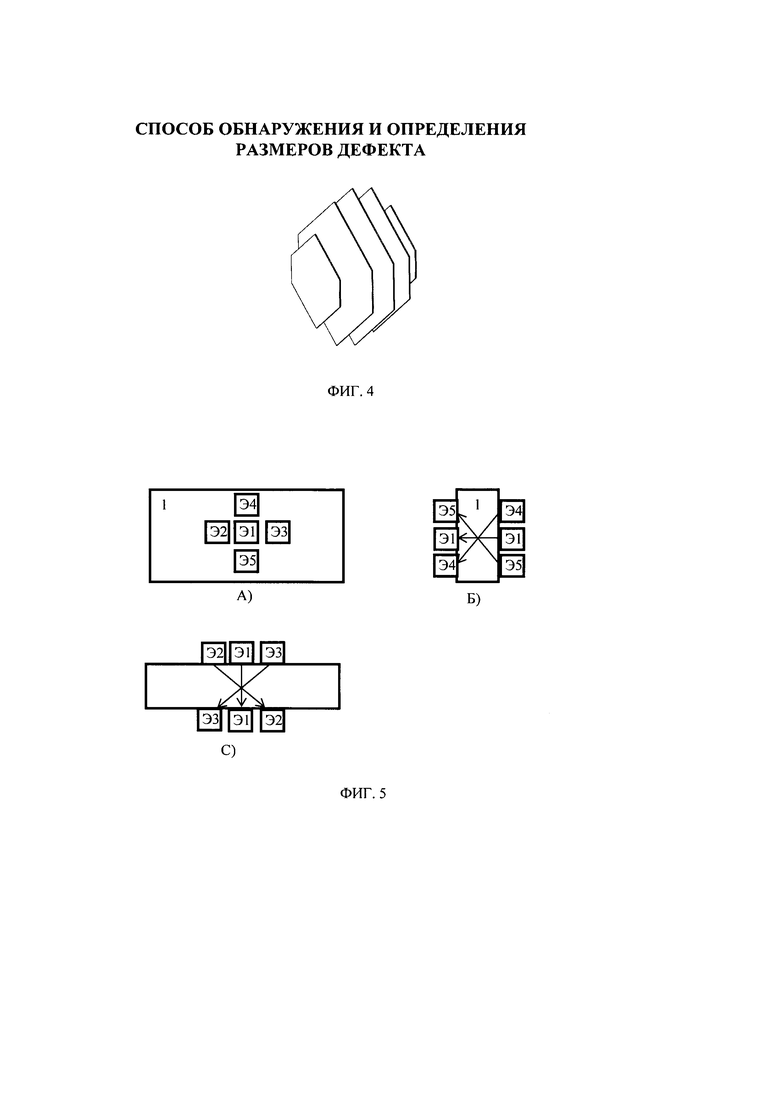
Фиг. 4 - результаты сканирований шарообразного дефекта в нескольких плоскостях.
Фиг. 5 - схема зондирований изделия в двух перпендикулярных плоскостях.
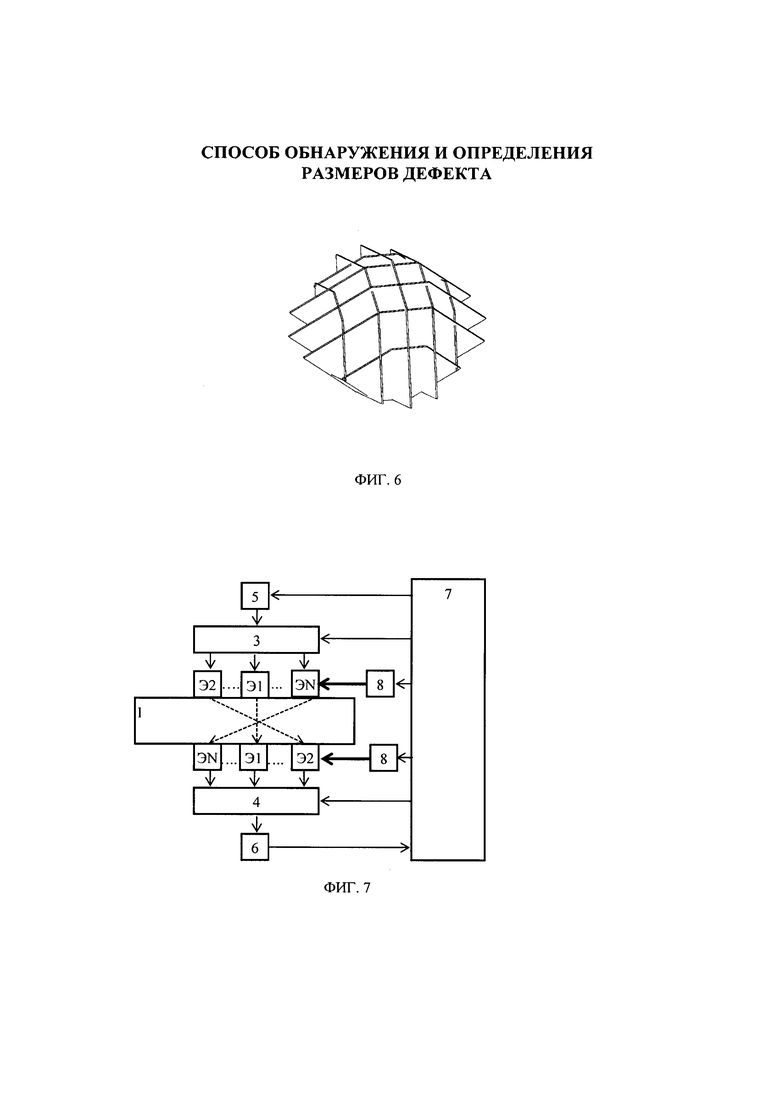
Фиг. 6 - результаты сканирования изделия в двух перпендикулярных плоскостях.
Фиг. 7 - устройство, реализующее заявляемый способ, где:
3, 4 - коммутаторы;
5 - формирователь зондирующего сигнала;
6 - пороговое устройство;
7 - компьютер;
8 - приводы позиционирования ЭАП.
Рассмотрим возможность и особенности реализации заявляемого способа.
Дефектом в изделии будем считать пространственно связанную совокупность неоднородностей в изделии. Каждый дефект в изделии имеет определенные размеры, форму и пространственное положение.
В качестве объекта измерений будем рассматривать в основном металлические изделия с хорошей УЗ проницаемостью, имеющие двухсторонний доступ для установки ЭАП, например стальной лист, труба, а также изделия более сложной формы.
Задачи УЗ дефектоскопии состоят в том, чтобы:
1. Обнаружить дефект.
2. Измерить размеры дефекта.
3. Определить местоположение дефекта в изделии.
4. Построить изображение дефекта.
Рассмотрим решение указанных задач в одной плоскости.
Задача 1 - обнаружение дефектов, является наиболее простой, однако для ее решения используются различные способы: зеркальный, теневой и т.п.
В зеркальных методах один ЭАП излучает и принимает УЗ зондирующий сигнал, отраженный от дефекта [4]. Амплитуда отраженного сигнала существенно меньше излученного амплитуды сигнала излученного УЗ сигнала. Что требует высокой чувствительности приемных ЭАП и аппаратуры приема УЗ сигналов, сопоставимых с уровнем шумов.
Теневой способ УЗ дефектоскопии [1] предполагает использование ЭАП, направленных друг на друга, и позволяет приемным ЭАП оперировать с большими амплитудами зондирующих сигналов. При этом традиционная проблема УЗ дефектоскопии - обеспечение акустического контакта с изделием становится менее актуальной.
Общий принцип достижения высокой точности УЗ дефектоскопии состоит в том, что чем больше линий и плоскостей используется для зондирования, тем точнее решение указанных задач. Однако повышение точности за счет увеличения количества ЭАП приводит к неоправданному росту аппаратных затрат. Таким образом, количество и направления зондирований ЭАП следует выбирать оптимальным, исходя из необходимости обнаружения дефектов различной формы и ориентации, а требуемую разрешающую способность можно получить за счет сканирования - относительного перемещения ЭАП и изделия с выбранными шагами. Размер блоков ЭАП, как правило, невелик, так что сканирование обычно осуществляется за счет их перемещения относительно изделия. Такие перемещения могут выполняться манипуляторами, сканерами и т.п. устройствами, расположенными на противоположных поверхностях изделия 1, и обеспечивающими не только согласованное перемещение блоков ЭАП, но и точное определение текущих координат ЭАП Э1. Однако в некоторых применениях, в том числе и в заявляемом способе, может использоваться перемещение изделия относительно ЭАП или совместное перемещение как ЭАП, так и изделия. Рассмотрение способов относительного перемещения ЭАП и изделия выходит за рамки заявляемого способа.
УЗ зондирования проводят периодически с выбранным шагом, который определяет минимально обнаруживаемый размер дефекта. При теневом методе УЗ сканирования линии границ дефекта обнаруживают по моментам пропадания и появления принятых УЗ зондирующих сигналов.
Рассмотрим оптимальный выбор количества пар ЭАП и направлений их зондирования.
Изделия, рассматриваемые в заявляемом способе, должны иметь двухсторонний доступ для установки ЭАП.
С точки зрения количества ЭАП рассмотрим схему с двумя парами ЭАП (Э2 и Э4) в одной плоскости зондирования (Фиг. 1, А). Очевидно, что такая схема позволяет обнаруживать дефекты разной ориентации теневым способом. Однако, если дефект параллелен одной из линий зондирования, то определить его положение внутри изделия оказывается невозможным.
Третья линия зондирования Э1 (Фиг. 1, Б), перпендикулярная поверхности изделия, позволяет оценить местоположение при любой ориентации дефекта в изделии.
Установка пяти пар ЭАП (Фиг. 1, В) позволяет улучшить обнаруживающие возможности дефектоскопии, однако при этом следует учесть следующие обстоятельства.
Максимальный угол ввода УЗ колебаний в плоское изделие, между парой Э3 (Э5) по отношению к вертикали (пара Э1), как правило, не может превышать ±70°. В противном случае в изделии формируются УЗ волны другого типа и расчеты усложняются. При этом угол между линиями зондирования пар Э3 и Э5 (зона нечувствительности) составляет 40°. При наличии пары ЭАП по линии Э1 с линией зондирования, перпендикулярной поверхности изделия, зона нечувствительности между линиями Э3 (Э5) и Э1 составляет 70°. Если эту зону разделить пополам линиями зондирования Э2 и Э4 с углами вода ±35°, то установка пяти пар ЭАП Э1-Э5, Фиг. 1А) обеспечивает равномерное (40°-35°) распределение УЗ линий по плоскости зондирования. Таким образом, для решения задач дефектоскопии плоских изделий целесообразно использовать от 3 (Фиг. 1, Б) до 5 (Фиг. 1, В) пар ЭАП. Оптимальным является использование трех пар ЭАП (Фиг. 1, Б), при этом количество ЭАП минимально, а возможность обнаружения и определения местоположения дефектов разной ориентации полная.
С точки зрения технической реализации заявляемого способа выгодно, чтобы линии зондирования пар ЭАП в плоскости зондирования пересекались в точке О - средине изделия 1, Фиг. 1. При этом размеры групп ЭАП, расположенных на противоположных поверхностях изделия, имеют одинаковые размеры. Кроме того, при таком расположении линий зондирования существенно упрощаются математические задачи определения размеров и построение изображения дефекта. Однако при таком решении необходимо разнести во времени моменты УЗ зондирования парами ЭАП для устранения их взаимовлияния.
Рассмотрим возможность обнаружения и определения размеров дефекта 2, имеющего форму шара, в изделии 1 с использованием одной плоскости зондирования. Для простоты будем использовать три пары ЭАП (Фиг. 2, А) - с углами ввода 0° - (Э1) и α=±45° - (Э2 и Э3), установленные в этой плоскости. Расстояния - ±L от ЭАП Э2 и Э3 до ЭАП Э1 известны. Измерения проводят теневым методом. Выбирают шаг перемещения ЭАП - h, задающий минимальный размер дефекта, подлежащего обнаружению. Перемещают совместно все ЭАП вдоль оси 0Х с указанным шагом. В каждом положении поочередно зондируют изделие всеми парами ЭАП. Измеряют текущую координату X ЭАП Э1 относительно системы координат 0ХУ. Каждой парой ЭАП обнаруживают моменты пропадания и появления УЗ сигналов - линии границ дефектов - Лij, где i - номер пары ЭАП i={1, 2, 3}, j={0, 1}, где 0 - начало дефекта, 1 - конец дефекта. Фиксируют в эти моменты текущее положение ЭАП Э1 - X(Лij). Тогда размер Р1 дефекта 2 между Л10 и Л11 равен величине перемещения ЭАП Э1 от Х(Л10) до Х(Л11):
Р1=Х(Л10)-Х(Л11).
Размер дефекта между парой ЭАП Э2 (линиями Л20 и Л21) определяется, как:
Р2=[Х(Л20)-Х(Л21)]⋅cos(α).
Расчет размера дефекта Р3 по линиям зондирования ЭАП Э3 производится аналогично. Таким образом, линии обнаружения дефектов Лij всех пар ЭАП образуют область дефекта, изображенную на Фиг. 2Б, которая неплохо характеризует форму и положение дефекта 2 в изделии 1 и может быть отображена в виде двухмерного изображения дефекта (Фиг. 2Б) в плоскости зондирования. Для визуального отображения дефект может быть представлен в виде линий зондирования Лij, совокупности точек их пересечения и т.п.
Если дефект имеет плоскую форму и расположен параллельно оси 0Х, то при использовании описанной выше схемы прозвучивания (Фиг. 3, А) алгоритм поиска и оценки дефекта будет иметь следующий вид.
В положении дефекта Г1 (в центре изделия 1) все пары ЭАП одновременно обнаружат одни и те же крайние точки дефекта, через которую проходят линии границ дефектов Лij (Фиг. 3, Б). Из простых геометрических соображений легко определить координаты начала и конца дефекта в изделии 1 в плоскости 0ХУ.
Если дефект имеет положение Г2, то начало дефекта сначала будет определено парой Э3, затем Э1, а потом Э2. Зная Х(Лij), достаточно просто определить не только размер дефекта, но и его положение.
В положении дефекта Г3 задача решается аналогично.
Если плоский дефект расположен под углом к оси 0Х и одна из линий зондирования ЭАП коллинеарна ему, то соответствующая пара ЭАП не обнаружит дефект, но две пары других ЭАП получат информацию о границах дефекта, что позволит обнаружить и определить местоположение дефекта в изделии.
Для объемной оценки дефекта перемещают выбранную плоскость зондирования 0ХУ с заданным шагом h, выбранным по требуемой разрешающей способности, и повторяют сканирование. В результате этого будут получены размеры и положение дефекта в другой плоскости сканирования. Для рассмотренной выше задачи анализа дефекта, имеющего форму шара диаметром D>5h, будут получены пять сечений дефекта вида, Фиг. 4, образующих пространственное изображение дефекта.
Описанный способ построения изображения дефекта имеет недостаток, поскольку не способен решить поставленную задачу, когда плоский дефект параллелен плоскости 0ХУ.
Для полного пространственного решения, описанного выше, задач УЗ дефектоскопии 1-4 необходимо использовать несколько плоскостей зондирования, пересекающихся с плоскостью 0ХУ. Таких плоскостей может быть бесчисленное множество, однако для простоты технической и программной реализации целесообразно выбрать их такую ориентацию, чтобы все плоскости зондирования пересекались по линии зондирования ЭАП Э1.
Пример простейшего варианта реализации заявляемого способа дефектоскопии приведен на Фиг. 5, где пять пар ЭАП (Э1-Э5) расположены крестообразно, образуя два блока, расположенные на противоположных поверхностях изделия 1. При такой реализации размеры блоков ЭАП на противоположных поверхностях изделия 1 оказываются одинаковыми. Линии зондирования пар ЭАП Э1, Э4 и Э5 расположены в одной плоскости, перпендикулярной плоскости, образованной линиям зондирования пар ЭАП Э1, Э2 и Э3. Будем считать, что расстояние L между ЭАП Э1 и остальными ЭАП известно.
Сканирование изделия 1 УЗ сигналами выполняется так, как было описано выше, но на каждом шаге перемещения блоков ЭАП по оси 0Х зондирование выполняется всеми парами ЭАП (Э1-Э5). Сигналы, полученные парами ЭАП Э1, Э4 и Э5, позволяют решить указанные выше задачи (1-4) УЗ дефектоскопии, но в другой плоскости. Таким образом, вторая и, возможно, другие плоскости зондирования позволяют получить размеры и положение дефекта в них. Если шаг сканирования h<D/5, то можно получить не менее пяти сечений дефекта. Совместный анализ сканирования (всех сечений дефекта) в нескольких плоскостях зондирований позволяет построить пространственное изображение дефекта в изделии, Фиг. 6.
Схема устройства, реализующего заявляемый способ, приведена на Фиг. 7. Коммутатор 3, управляемый компьютером 7, поочередно подключает один из излучающих ЭАП (Э1-ЭN) к формирователю электрического зондирующего сигнала 5, запускаемому от компьютера 7. Выбранный ЭАП преобразует электрический сигнал в УЗ зондирующий. Соответствующий приемный ЭАП, расположенный с другой стороны изделия 1, принимает УЗ сигналы и коммутатором 4 под управлением компьютера 7 подключается к пороговому устройству 6. Задача последнего определить наличие или отсутствие зондирующего сигнала. Полученная информация поступает к компьютеру 7, который, реализуя описанный выше алгоритм работы, сканирует изделие 1. Для этого компьютер 7, управляя приводами позиционирования ЭАП 8, перемещает блоки ЭАП по поверхностям изделия 1. При этом компьютеру 7 известно текущее положение ЭАП Э1, а значит, и остальных ЭАП. При обнаружении линий границ дефектов по сигналу от порогового устройства 6 компьютер 7 сохраняет координаты соответствующей пары ЭАП и строит пространственное изображение дефекта.
Таким образом, заявляемый способ позволяет обнаружить дефект, измерить его размеры, определить его местоположение и, наконец, построить его изображение с любой наперед заданной точностью. Указанные задачи решаются с использованием оптимального числа ЭАП с простым математическим обеспечением.
ИСТОЧНИКИ ИНФОРМАЦИИ:
1. Марков А.А., Шпагин Д.А. Ультразвуковая дефектоскопия рельсов, 2 изд. перераб и доп. - СПб, Образование - Культура, 2008, стр. 63.
2. Патент JP 2000009698.
3. Патент RU 648904.
4. Патент RU 2376596.
5. Патент RU 2340495.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля изделий | 2016 |
|
RU2622459C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ОБНАРУЖЕНИЯ МИКРОТРЕЩИН НА ПОВЕРХНОСТИ КАТАНИЯ ГОЛОВКИ РЕЛЬСА | 2017 |
|
RU2652511C1 |
| Способ обнаружения дефектов в рельсах | 2018 |
|
RU2668941C1 |
| СПОСОБ ОЦЕНКИ ДЕФЕКТА В ГОЛОВКЕ РЕЛЬСА | 2011 |
|
RU2466386C1 |
| СПОСОБ ОЦЕНКИ ДЕФЕКТА В ГОЛОВКЕ РЕЛЬСА | 2007 |
|
RU2340495C1 |
| Ультразвуковой способ обнаружения дефектов в головке рельса | 2022 |
|
RU2783753C1 |
| Ультразвуковой способ оценки дефектов в головке рельсов и определения профиля поверхности катания | 2022 |
|
RU2785302C1 |
| Ультразвуковой способ определения параметров поверхности катания головки рельса и глубины залегания продольных трещин | 2022 |
|
RU2788475C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ С ЭКВИДИСТАНТНЫМИ ПОВЕРХНОСТЯМИ | 2020 |
|
RU2725705C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ОБНАРУЖЕНИЯ ПРОДОЛЬНЫХ ТРЕЩИН В ГОЛОВКЕ РЕЛЬСА | 2019 |
|
RU2712975C1 |

Использование: для ультразвукового (УЗ) неразрушающего контроля, в частности, металлических изделий. Сущность изобретения заключается в том, что выбирают несколько плоскостей зондирования, пересекающихся по одной линии. В каждой из плоскостей устанавливают не менее трех взаимно направленных пар электроакустических преобразователей (ЭАП), расположенных на противоположных поверхностях изделия. Сканируют изделия всеми парами ЭАП, обнаруживая дефекты теневым методом. Совместно анализируют результаты всех сканирований, вычисляют размер, положение дефекта в изделии и строят его пространственное изображение. Технический результат: обеспечение возможности обнаружить и оценить размеры, глубину расположения дефекта, а также построить его изображение в листах, трубах и т.п. изделиях с любой наперед заданной точностью. 7 ил.
Способ обнаружения и определения размеров дефекта, заключающийся в том, что на противоположных поверхностях изделия устанавливают не менее трех пар электроакустических преобразователей с известным относительным положением и линиями зондирования, направленными друг на друга, лежащих в одной плоскости зондирования, используют несколько плоскостей зондирования с аналогичным расположением электроакустических преобразователей, зондируют изделие всеми парами электроакустических преобразователей по отдельности, для чего в каждой из пар излучают ультразвуковые зондирующие сигналы одним и принимают другим электроакустическим преобразователем, сканируют изделие, для чего совместно перемещают все электроакустические преобразователи с заданным шагом вдоль выбранной плоскости зондирования и, повторяя зондирования, теневым методом обнаруживают линии границ дефекта для каждой пары электроакустических преобразователей, в эти моменты измеряют и сохраняют координаты соответствующих электроакустических преобразователей, вычисляют размер и положение дефекта в каждой плоскости зондирования, отличающийся тем, что линии зондирования в каждой плоскости выбирают так, чтобы они пересекались в середине изделия, а плоскости зондирования выбирают так, чтобы они пересекались по линии, перпендикулярной поверхности изделия, перемещают с заданным шагом выбранную плоскость зондирования по всему изделию и повторяют сканирования, совместно анализируют результаты всех сканирований и строят пространственное изображение дефекта.
| СПОСОБ ОЦЕНКИ ДЕФЕКТА В ГОЛОВКЕ РЕЛЬСА | 2007 |
|
RU2340495C1 |
| JP 2001183349 A, 06.07.2001 | |||
| СПОСОБ ОЦЕНКИ ДЕФЕКТА В ГОЛОВКЕ РЕЛЬСА | 2011 |
|
RU2466386C1 |
| JP 2013036770 A, 21.02.2013 | |||
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СВАРНОГО СТЫКА РЕЛЬСОВ | 2006 |
|
RU2308029C1 |
| Способ ультразвукового контроля изделий | 1983 |
|
SU1167493A1 |

