Изобретение относится к области производства строительных материалов, в частности к устройствам для полусухого формования керамических изделий.
Известно устройство полусухого прессования керамических изделий, содержащее бункер, прессующий канал, пуансон, установленный в прессующем канале и имеющий возможность возвратно-поступательного перемещения внутри него и пластины с упругими пустотообразователями, устанавливаемыми между изделиями в прессующем канале после каждого цикла прессования изделий (KG, Полезная модель №110, В28В 3/00, публ. 2010).
Недостатками известного устройства полусухого прессования керамических изделий являются низкая производительность и высокая энергоемкость процесса производства изделий, обусловленные поштучным выпуском изделия за один рабочий цикл, а также тем, что энергоемкость процесса выпрессовки очередного изделия равна энергоемкости процесса его прессования.
За прототип выбрано устройство полусухого прессования керамических изделий, содержащее сообщенные между собой бункер подачи материалов и продольный прессующий канал, внутри которого установлен пуансон с возможностью возвратно-поступательного перемещения, нажимной механизм, изменяющий поперечное сечение продольного прессующего канала путем перемещения одной из его стенок при помощи нажимного механизма в направлении, перпендикулярном продольной оси прессования (RU №2198786, В28В 3/02, В28В 3/10, публ. 2003).
Недостатками этого устройства являются низкая производительность, обусловленная единичностью процесса прессования изделий за цикл, и высокая удельная энергоемкость процесса производства керамических изделий на устройстве.
Техническая задача изобретения - повышение производительности устройства при снижении энергоемкости производства керамических изделий.
Поставленная задача достигается тем, что в устройстве полусухого прессования керамических изделий, содержащем бункер подачи материалов, продольный прессующий канал, внутри которого установлен прессующий пуансон с возможностью возвратно-поступательного перемещения, прессующий канал снабжен контрпуансоном с тягами, связывающими прессующий пуансон с контрпуансоном через прессующий механизм с системой смазки, установленной по периметру прессующего канала и пустотообразователей, обеспечивающих снижение трения между глиняным брусом и стенками прессующего канала, а также и стенками пустотообразователей. Кроме этого, прессующий канал выполнен с возможностью вертикальной установки во время загрузки смеси и прессования глиняного бруса и горизонтального расположения во время выпрессовки глиняного бруса из прессующего канала, при этом стенки полых пустотообразователей и прессующего канала выполнены перфорированными, а полости пустотообразователей сообщены между собой, с системой смазки прессующего канала и источником водоснабжения под давлением. Для резки глиняного бруса на отдельные изделия после выпрессовки из прессующего канала устройство снабжено механизмом резки.
Снабжение устройства прессования керамических изделий контрпуансоном и тягами, связывающими прессующий пуансон через прессующий механизм с контрпуансоном, обеспечивает двустороннее прессование глиняного бруса в прессующем канале, а механизм смазки существенно повышает эффективность процесса уплотнения глиняного бруса за счет исключения потери усилия прессования на преодоление силы трения между глиняным брусом и стенками прессующего канала, а также стенками пустотообразователей. При этом за счет того, что за один цикл формуется глиняный брус, который затем разрезается на некоторое количество изделий, существенно повышается производительность устройства и снижается удельная энергоемкость, затрачиваемая на производство единицы керамического изделия.
Таким образом, в заявляемом техническом решении за счет того, что за один цикл работы устройства формуется глиняный брус, который затем разрезается на несколько изделий, достигается повышение производительности устройства. При этом механизм смазки, снижающий силу трения между глиняным брусом и стенками прессующего канала и пустотообразователей, повышает эффективность процесса уплотнения глиняного бруса в прессующем канале и снижает энергоемкость процесса производства единицы продукции на устройстве.
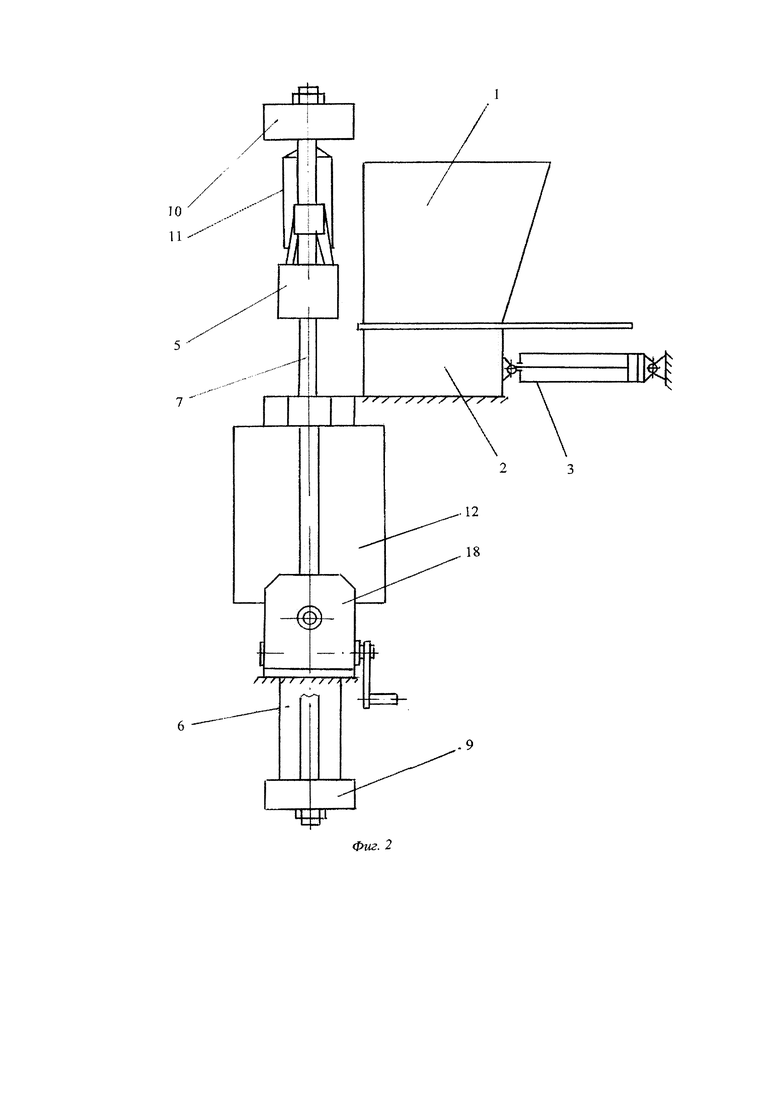
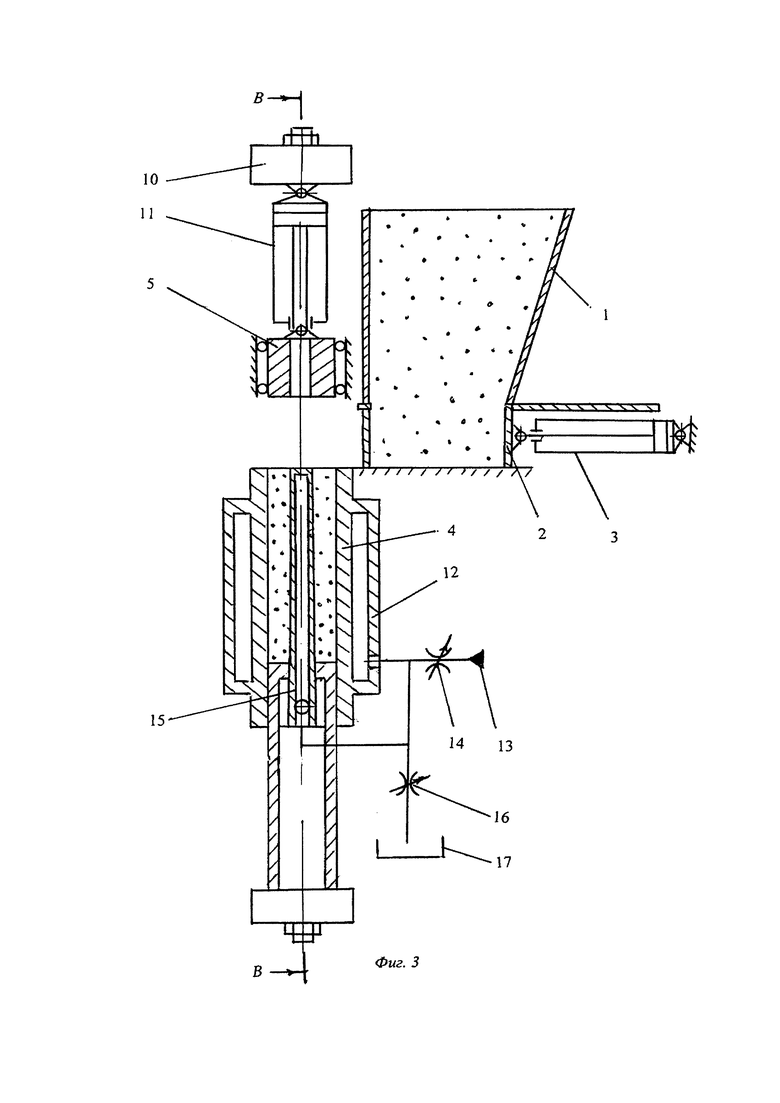
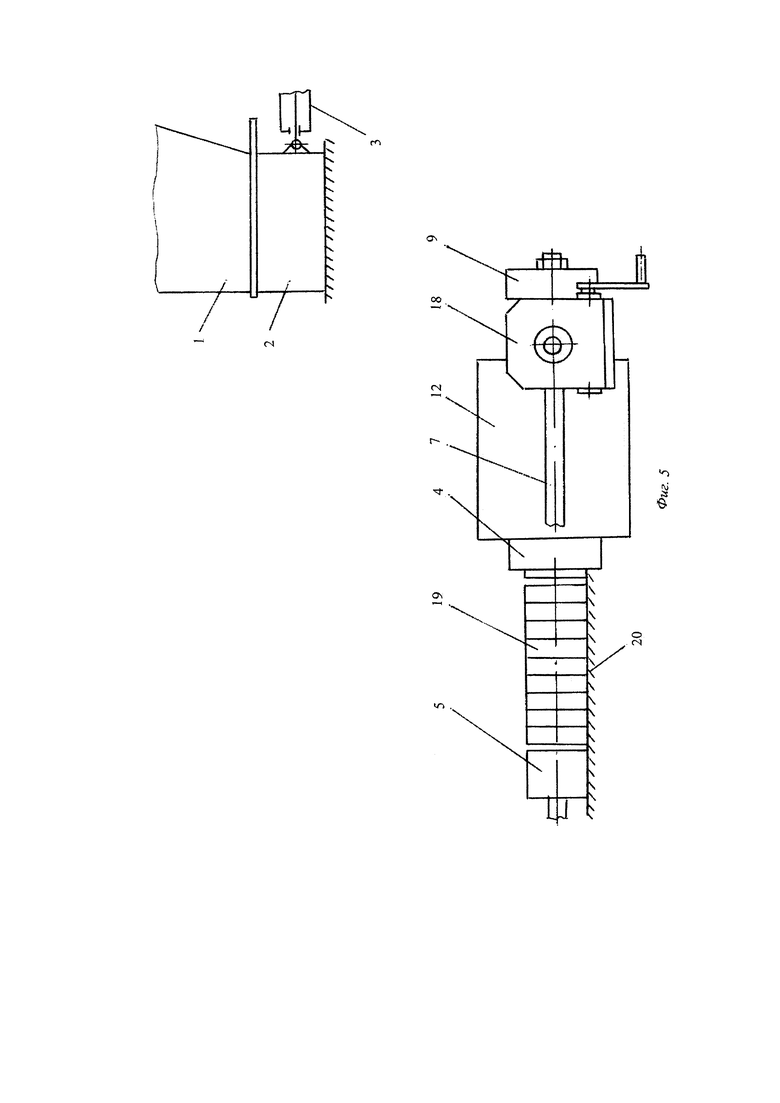
Устройство полусухого прессования керамических изделий иллюстрируется чертежами, где на фиг. 1 изображен общий вид спереди, фиг. 2 - то же, вид сбоку, фиг. 3 - сечение А-А на фиг. 1, на фиг. 4 - сечение В-В на фиг. 3, на фиг 5 - вид сбоку, когда устройство приведено в горизонтальное положение при выпрессовке отпрессованного глиняного бруса из прессующего канала.
Устройство полусухого прессования керамических изделий включает в себя бункер 1 с кареткой 2 и гидроцилиндром его управления 3, предназначенный для хранения и подачи смеси в прессующий канал 4, прессующий пуансон 5 и контрпуансон 6, установленные с возможностью возвратно-поступательного перемещения внутри прессующего канала 4, тяги 7, установленные в направляющих 8 и связывающие нижнюю балку 9 с контрпуансоном 6 и верхнюю балку 10 с прессующим гидроцилиндром 11 и пуансоном 5 между собой, механизмом резки глиняного бруса на отдельные изделия (на чертежах не показан) и системой смазки, выполненной в виде рубашки 12 снаружи прессующего канала 4, подключенного к источнику водоснабжения под давлением 13 через регулируемый дроссель 14, полые пустотообразователи 15, установленные внутри прессующего канала 4, при этом боковые поверхности прессующего канала 4 и полых пустотообразователей 15 выполнены перфорированными, причем полости пустотообразователей 15 сообщены между собой, с полостью рубашки 12 прессующего канала 4 и через регулируемый дроссель 14 с источником водоснабжения под давлением 13, а через регулируемый дроссель 16 со сливом 17. Кроме этого, устройство снабжено механизмом 18 для приведения прессующего канала 4 в вертикальное положение во время загрузки смеси и прессования, а во время выпрессовки глиняного бруса 19 из прессующего канала 4 на стол 20 в горизонтальное положение. Механизм 18, приводящий прессующий канал 4 из горизонтального положения в вертикальное и обратно, включает в себя червячный редуктор, корпус которого установлен на неподвижной опоре, при этом червячное колесо соединено с осью шарнирной опоры 21 прессующего канала 4, с тягами 7 и балками 9 и 10, а на червяке закреплена рукоятка для приведения во вращательное движение червяка вручную.
Устройство полусухого прессования керамических изделий работает следующим образом.
В начале работы устройства бункер 1 заполняется заранее подготовленной смесью, а прессующий канал 4 при помощи механизма 18 приводится в вертикальное положение. Для загрузки смеси в полость прессующего канала 4 включается гидроцилиндр 3 управления кареткой 2 механизма загрузки смеси. Ввиду того что глубина прессующего канала 4 больше высоты каретки 2, процесс загрузки смеси в прессующий канал 4 может быть осуществлен за несколько возвратно-поступательных перемещений каретки 2. После загрузки прессующего канала 4 смесью включается прессующий гидроцилиндр 11, и по мере выдвижения его штока пуансон 5 входит в прессующий канал 4, и с момента соприкосновения со смесью начинается процесс его прессования. Ввиду того что корпус прессующего гидроцилиндра 11 через верхнюю балку 10 с пуансоном 5, тяги 7 и нижнюю балку 9 кинематически связан с контрпуансоном 6, процесс прессования глиняного бруса в прессующем канале 4, происходит двусторонне. Известно, что даже при двустороннем прессовании с увеличением глубины загрузки смеси в прессующем канале 4 и увеличении расстояния между пуансонами 5 и 6, движущимися навстречу друг другу в процессе прессования, значительная часть усилия прессования затрачивается на преодоление силы трения между формуемой смесью и стенками прессующего канала 4 и пустотообразователей 15. Это обстоятельство особенно сильно проявляется с уменьшением влажности формуемой смеси, и при определенном сочетании параметров смеси и геометрических размеров прессуемого изделия (глиняного бруса) усилие прессования может стать соизмеримым с силой трения между формуемой смесью и стенками прессующего канала 4 и пустотообразователей 15. В этом случае прекращается процесс уплотнения смеси и перемещение пуансонов.
Для минимизации влияния силы трения между формуемой смесью и стенками прессующего канала 4 и пустотообразователей 15 в предлагаемом устройстве при достижении значения усилия прессования более 50% от номинального его значения гидрораспределитель управления прессующим гидроцилиндром 11 переключается в нейтральное положение и открывается дроссель 14, при этом дроссель 16 находится в положении "закрыто". С открытием дросселя 14 благодаря предварительному уплотнению глиняного бруса 19 в прессующем канале 4 вода, под давлением подаваемая через перфорированное отверстие на стенках прессующего канала 4 и стенках пустотообразователей 15, не разжижает глиняный брус 19, а лишь несколько увлажняет поверхность глиняного бруса 19, соприкасающегося со стенками прессующего канала 4 и пустотообразователя 15. В результате такой смазки поверхностей стенок прессующего канала 4 и стенок пустотообразователей 15, контактирующих с глиняным брусом 19, значительно снижаются потери усилия прессования на преодоление силы трения между глиняным брусом 19 и стенками прессующего канала 4 и стенками пустотообразователей 15. Далее повторно включается прессующий гидроцилиндр 11, и под действием усилия, развиваемого прессующим гидроцилиндром 11, глиняный брус в прессующем канале 4 прессуется окончательно практически без потерь усилия прессования на трение. После окончания процесса прессования глиняного бруса 19 в прессующем канале 4 последний при помощи механизма 18, приводится в горизонтальное положение. Затем, зафиксировав пуансон 5 относительно прессующего канала 4, включается прессующий гидроцилиндр 11. Так как пуансон 5 зафиксирован относительно прессующего канала 4, выдвижение штока прессующего гидроцилиндра 11 приводит к перемещению корпуса прессующего гидроцилиндра 11, в результате чего пуансон 6, перемещаясь внутри прессующего канала 4, осуществляет выпрессовку глиняного бруса 19 из прессующего канала 4 на стол 20.
После выпрессовки глиняного бруса 19 из прессующего канала на стол 20 при помощи специального механизма (на чертежах не показан) глиняный брус 19 разрезается на отдельные изделия, которые затем складируются для сушки и дальнейших технологических операций.
Предлагаемая конструкция устройства полусухого прессования керамических изделий за счет прессования глиняного бруса с последующим разрезанием его на отдельные изделия за один цикл работы устройства значительно повышает производительность, а снижение силы трения между глиняным брусом и стенками прессующего канала и пустотообразователей снижает энергоемкость процесса производства единицы изделия на экструзивном прессовом оборудовании полусухого способа прессования изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство полусухого прессования керамических изделий | 2018 |
|
RU2704154C2 |
| ПРЕСС ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ | 1992 |
|
RU2082604C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2044638C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КИРПИЧА ПОЛУСУХОГО ПРЕССОВАНИЯ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ПРОИЗВОДСТВА И ПРЕСС ДЛЯ ЭТОЙ ЛИНИИ | 2007 |
|
RU2348590C1 |
| СПОСОБ ПРОИЗВОДСТВА КИРПИЧА | 2000 |
|
RU2204475C2 |
| УСТРОЙСТВО ПОЛУСУХОГО ПРЕССОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2198786C2 |
| СПОСОБ ПОЛУСУХОГО ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2378110C2 |
| Устройство для прессования пустотелых изделий | 1983 |
|
SU1308494A1 |
| СПОСОБ ФОРМОВАНИЯ СИЛИКАТНОГО КИРПИЧА-СЫРЦА | 2008 |
|
RU2381896C2 |


Изобретение относится к области производства строительных материалов, в частности к устройствам для полусухого формования керамических изделий. Устройство прессования керамических изделий содержит бункер подачи материалов, продольный прессующий канал, внутри которого установлен прессующий пуансон с возможностью возвратно-поступательного перемещения. Причем прессующий канал снабжен контрпуансоном с тягами, связывающими прессующий пуансон с контрпуансоном через прессующий механизм с системой смазки, установленной по периметру прессующего канала и пустотообразователей, обеспечивающих снижение трения между глиняным брусом и стенками прессующего канала, а также и стенками пустотообразователей. Кроме этого, прессующий канал выполнен с возможностью вертикальной установки во время загрузки смеси и прессования глиняного бруса и горизонтального расположения во время выпрессовки глиняного бруса из прессующего канала. При этом стенки полых пустотообразователей и прессующего канала выполнены перфорированными, а полости пустотообразователей сообщены между собой, с системой смазки прессующего канала и источником водоснабжения под давлением. Для резки глиняного бруса на отдельные изделия после выпрессовки из прессующего канала устройство снабжено механизмом резки. Техническим результатом является повышение производительности устройства при снижении энергоемкости производства керамических изделий. 5 ил.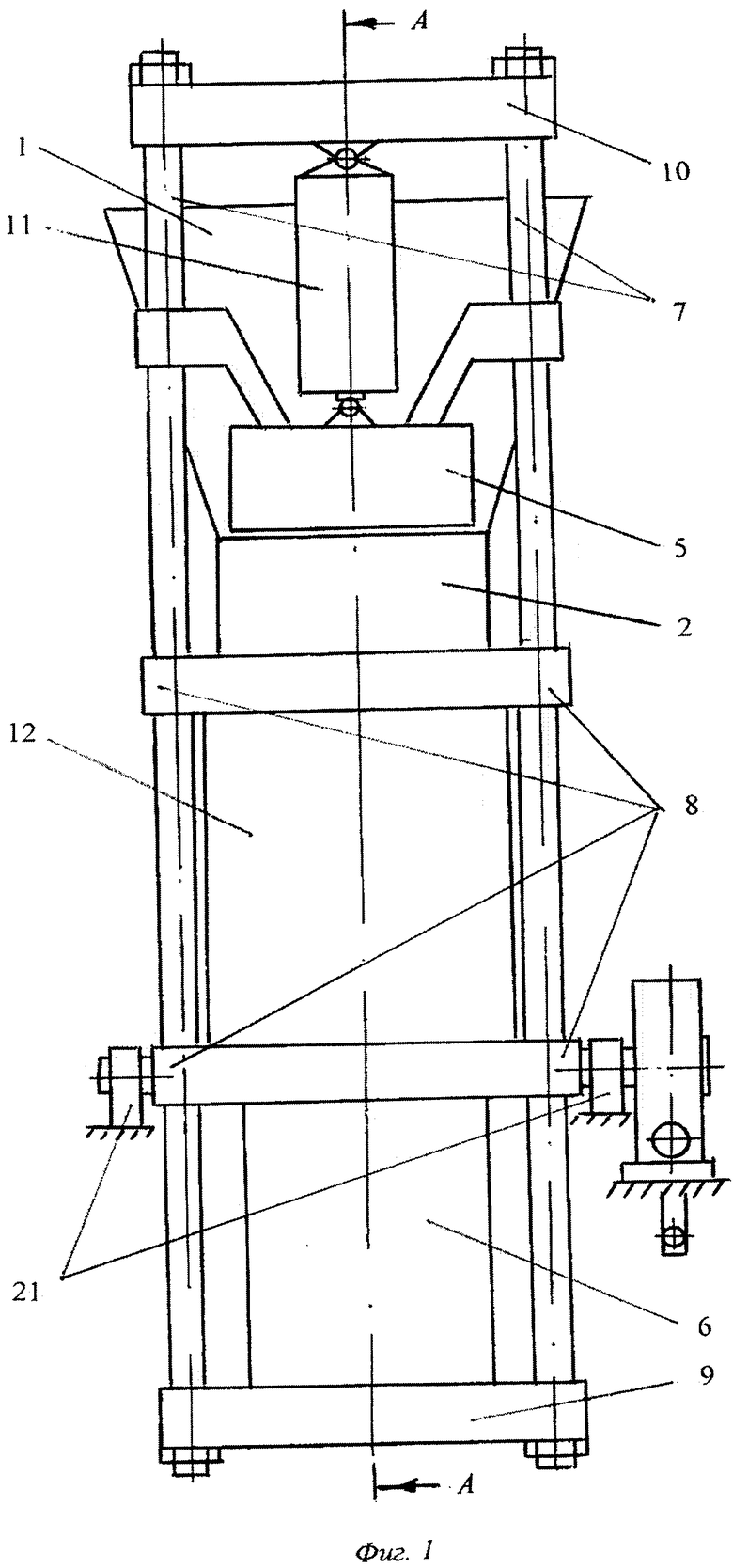
Устройство полусухого прессования керамических изделий, содержащее бункер подачи материалов, продольный прессующий канал, внутри которого установлен прессующий пуансон с возможностью возвратно-поступательного перемещения, отличающееся тем, что снабжено контрпуансоном с тягами, связывающими прессующий пуансон с контрпуансоном через прессующий механизм, механизмом резки глиняного бруса и системой смазки, выполненной в виде рубашки и установленной по периметру прессующего канала и пустотообразователей, расположенных внутри прессующего канала, прессующий канал выполнен с возможностью вертикальной установки во время загрузки смеси и прессования глиняного бруса и горизонтального расположения во время выпрессовки глиняного бруса из прессующего канала, при этом стенки полых пустотообразователей и прессующего канала выполнены перфорированными, а полости пустотообразователей сообщены между собой, с системой смазки прессующего канала и источником водоснабжения под давлением.
| RU 2058891 C1, 27.04.1996 | |||
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2229973C2 |
| Способ непрерывного полусухого прессования керамических изделий и устройство для его осуществления | 1991 |
|
SU1838101A3 |
| Приспособление для сжигания нефти | 1929 |
|
SU15129A1 |

