1
Изобретение относится к оборудованию для сварки под флюсом.
Известно флюсоподающее устройство для сварочного автомата, содержащее флюсоаппарат, соединенный последовательно € бункером и флюсоподводящей трубой, на которой смонтирован отсекатель флюса, выполненный в виде пневмоцилиндра, на конце штока которого размещен отсекательный элемент 1.
Недостатком его является низкая дозирующая способность.
Целью изобретения является улучшение дозирующей способности.
Для этого отсекательный элемент выполнен в виде цилиндрического стакана с воронкообразным дном и цилиндрического диска, размещенного по центру стакана перпендикулярно к его оси и прикрепленного к дну посредством ребер, а шток пневмоцнлиндра выполнен полым, подвижно установлен на флюсоподводящей трубе и связан с пневмоцилиндром с возможностью регулировки посредством шпилек.
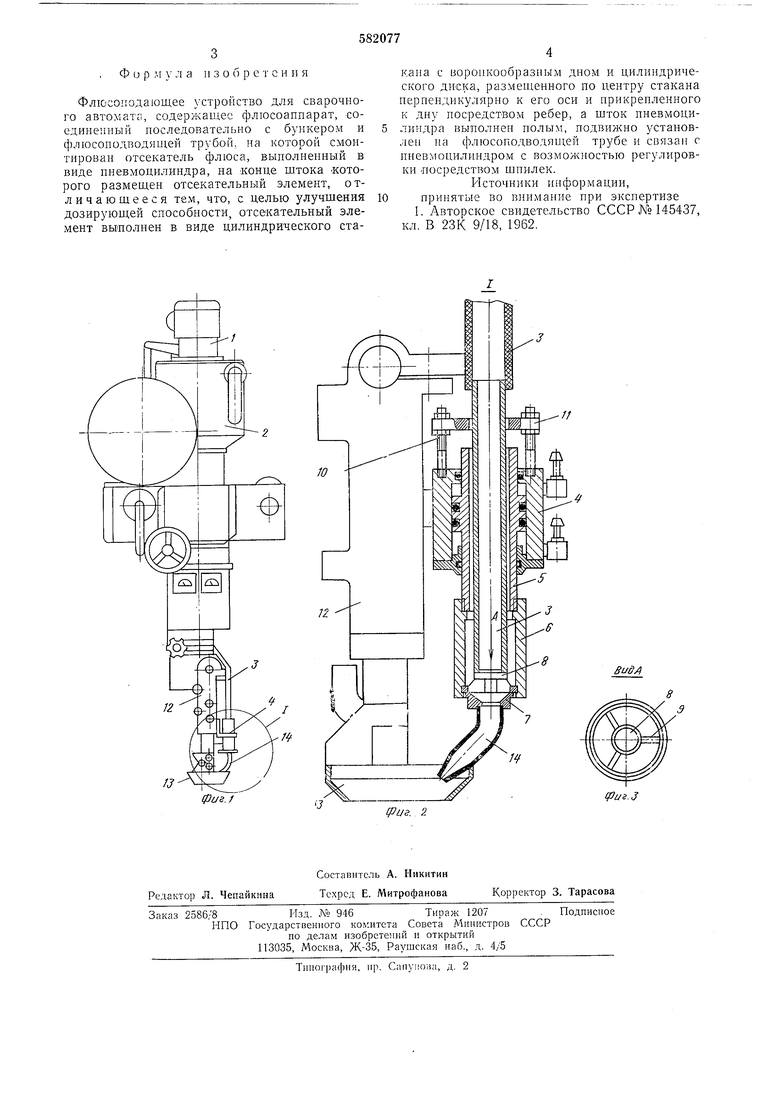
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - вид по стрелке А на фиг. 2.
Флюсоподающее устройство для сварочного автомата содержит флюсоаппарат 1, соединенный с бункером 2 и флюсоподводящей трубой 3, на которой смонтирован отсекатель флюса, выполненный в виде пневмоцилиндра 4, на конце штока 5 которого размен ен шибер, выполненный в виде цилиндрического стакана 6 с воронкообразным дном 7 и цилиндрического диска 8, прикрепленного к дну 7 посредством ребер 9. Флюсоподводящая труба 3 связана с пневмоцилиндром 4 посредством шпилек 10, концы которых закреплены на фланце И. Флюсоподводящал труба 3 закреплена на автомате 12, содержащем воронку 13 для формования слоя флюса. Дцо 7 стакана 6 снабл ено патрубком 14.
Устройство работает следующим образом.
Но достижении автоматом 12 места сварки подают сжатый воздз х в верхнюю полость пневмоцилиндра 4, и шток 5 при этом опускается, перемещая при этом цилиндрический
стакан 6 и удаляя диск 8 от конца флюсоподводящей трубы 3. Но флюсоподводящей трубе 3 флюс через зазор, образовавн1ийся между торцом трубы и диском 8, проходит между ребрами 9 по патрубку 14 в флюсоформующую воронку 13. Г1рекращение подачи флюса осуществляют перемещением щтока в обратную сторону. Регулировку зазора между торцом трубы 3 н диском 8 производят при noMonui гипилек 10.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЭЛЕКТРОДУГОВОЙ СВАРКИ под ФЛЮСОМI2 | 1971 |
|
SU319427A1 |
| ГОЛОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ЭЛЕКТРОЗАКЛЕПКАМИ ПОД СЛОЕМ ФЛЮСА | 1968 |
|
SU221875A1 |
| Автомат для сварки под флюсом | 1978 |
|
SU897447A1 |
| Автомат для сварки тавровых соединений стержней | 1976 |
|
SU749596A1 |
| СВАРОЧНАЯ ГОЛОВКА | 2015 |
|
RU2643732C2 |
| Установка для автоматической сварки под флюсом | 1990 |
|
SU1727965A1 |
| Автомат для сварки под флюсом | 1985 |
|
SU1266688A1 |
| Флюсовой аппарат | 1990 |
|
SU1743758A1 |
| Устройство для сварки внутренних продольных швов труб | 1979 |
|
SU863240A1 |
| Устройство для сварки внутренних продольных швов труб | 1980 |
|
SU893473A1 |
