Изобретение относится к области машиностроения, в частности к технологиям усиления элементов жесткости из композиционных материалов.
Известен составной армирующий элемент для обеспечения высокой устойчивости к оттягиванию композиционного спринтера (патент RU №2569515, опубл., 27.11.2015 г.), содержащий композиционный удлиненный элемент, канал и множество композиционных структур. Композиционный удлиненный элемент имеет сторону, выполненную с возможностью соединения с поверхностью структуры. Канал находится на одной стороне и продолжается вдоль длины композиционного удлиненного элемента. Множество композиционных структур выполнено с возможностью размещения в канале и выполнено с возможностью закрепления участка стороны композиционного элемента на структуре. Композиционная структура (вставка) во множестве композиционных структур содержит слои, имеющие разные ориентации, выбранные для увеличения способности композиционного удлиненного элемента противостоять силам, которые оттягивают композиционный удлиненный элемент от структуры. Изобретение обеспечивает повышение физико-механических показателей изделия, однако для изготовления элемента (вставки), который заполняет канал, потребуется множество слоев из композиционного материала, при этом каждый из них имеет свои размеры. Такая технология имеет высокую трудоемкость, что скажется на цене изделия.
Известно изобретение "Усиленные элементы жесткости и способ их изготовления" (патент RU №2514747, опубл. 10.05.2014 г.), которое относится к композиционному элементу жесткости, изготовленному с использованием заготовки из слоистой однонаправленной композиционной ленты. Элемент жесткости содержит полость, которую усиливают вставкой. Поверхности заготовок, окружающих полость, содержат слой композиционной ткани, которую соединяют со вставкой посредствам клеящего слоя и таким образом увеличивают прочность элементов жесткости в районе полости и повышают прочность на отрыв элемента жесткости. Недостаток данного способа заключается в том, что вставка выполняется, как однонаправленная композиционная лента, или композиционный слоистый материал, или компонент, содержащий ткань и ленту или титанов компонент. Все представленные выше способы изготовления достаточно трудоемкие, т.к. требуют раскроя композиционного материала на полоски, затем последние должны укладываться с особой тщательностью, чтобы обеспечить соответствие поперечных сечений вставки и полости, образованной основанием и цилиндрическими поверхностями, соединяющими стенки и полки у швеллеров, а также полки уголков. Такой способ изготовления вставки приводит к удорожанию изделия.
Изобретение "Способ изготовления усиленного элемента жесткости из композиционного материала" (патент RU №2613912, опубл. 22.03.2017 г.), принятое за прототип. Согласно патенту вставка элемента жесткости изготавливается методом намотки на барабан, на наружной поверхности которого выполнен ручей по форме полости, образованной основанием и цилиндрическими поверхностями, соединяющими стенки и полки швеллеров, а также полки уголков. При намотке ручей заполняется нитями, пропитанными связующим, после заполнения ручья, кольцо с поперечным сечением вставки разрезается, для чего на барабане имеется щель, выполненная перпендикулярно ручью. Полученная таким образом вставка укладывается в полость элемента жесткости и проводится процесс отверждения по известной технологии. Однако такой способ имеет недостаток, т.к. на барабане возможно получение вставки определенной длины - значит для каждой вставки другой длины необходимо иметь свой барабан. Это потребует определенных дополнительных затрат и исключает взаимозаменяемость оснастки.
Целью данного изобретения является создание способа изготовления усиленного элемента жесткости, при котором уменьшится количество используемых барабанов для широкой номенклатуры изделий.
Поставленная цель достигается тем, что способ изготовления усиленного элемента жесткости из композиционного материала, включает формирование двух швеллеров или уголков, каждый из которых содержит цилиндрическую поверхность, соединяющую стенки и полки швеллера или полки уголков, основания и вставки. Вставку выполняют намоткой пропитанных связующим нитей, являющихся армирующей основой композиционного материала, на барабан, имеющий ручей по форме полости, образованной основанием и цилиндрическими поверхностями. Затем вставку извлекают из ручья и укладывают в полость между цилиндрическими поверхностями и основанием. После этого осуществляют сборку всех деталей, прикладывают силу, сжимающую все детали, и проводят операцию отверждения. При этом ручей барабана выполняется по спирали практически любой потребной длины. При намотке катушка с композиционной нитью двигается вдоль оси барабана синхронно с шагом спирали ручья. В ручье барабана имеется несколько резьбовых отверстий для установки на определенной длине двух шпилек, между которыми наматывается вставка. Таким образом на одном барабане можно получать различной длины вставки, при этом сокращается время и затраты на подготовку ее производства. На шпильке центрическая и резьбовая части соединены усеченным конусом, угол конусности которого больше угла трения нити по материалу шпильки. В результате нить скользит по конусу в ручей, при этом каждый последующий виток уплотняет предыдущий.
Предлагаемый способ поясняется чертежами:
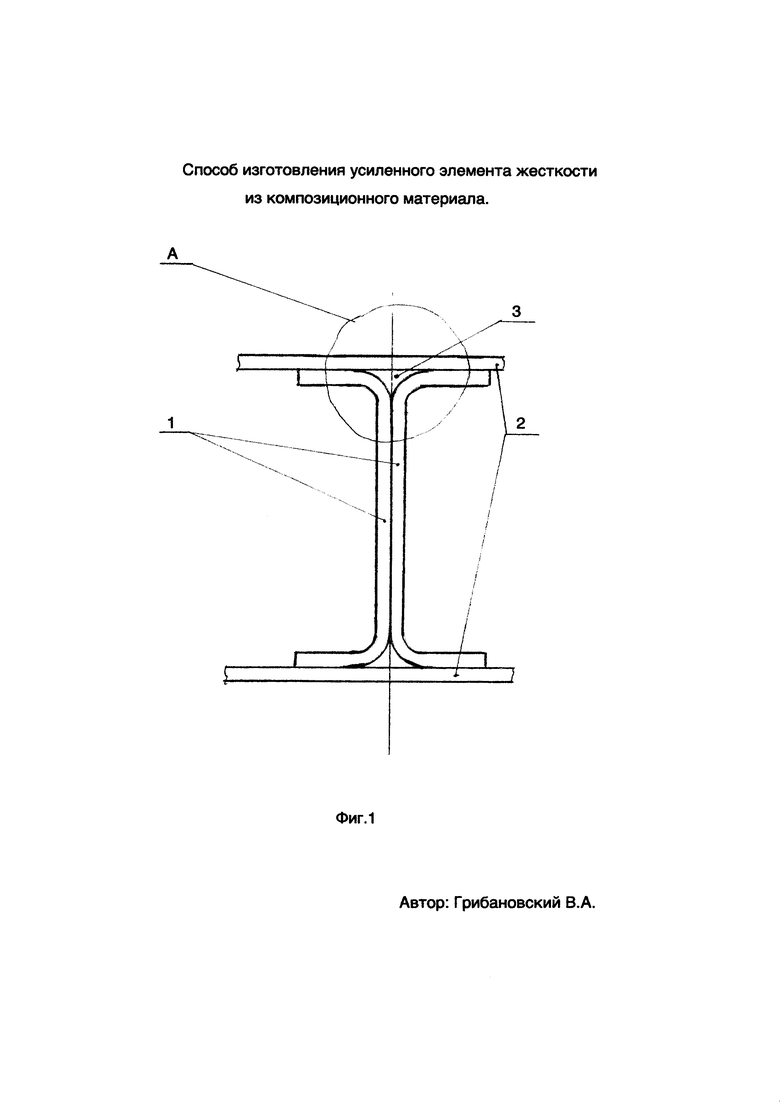
фиг. 1 - вид с торца элемента жесткости;
фиг. 2 - вид сбоку элемента жесткости;
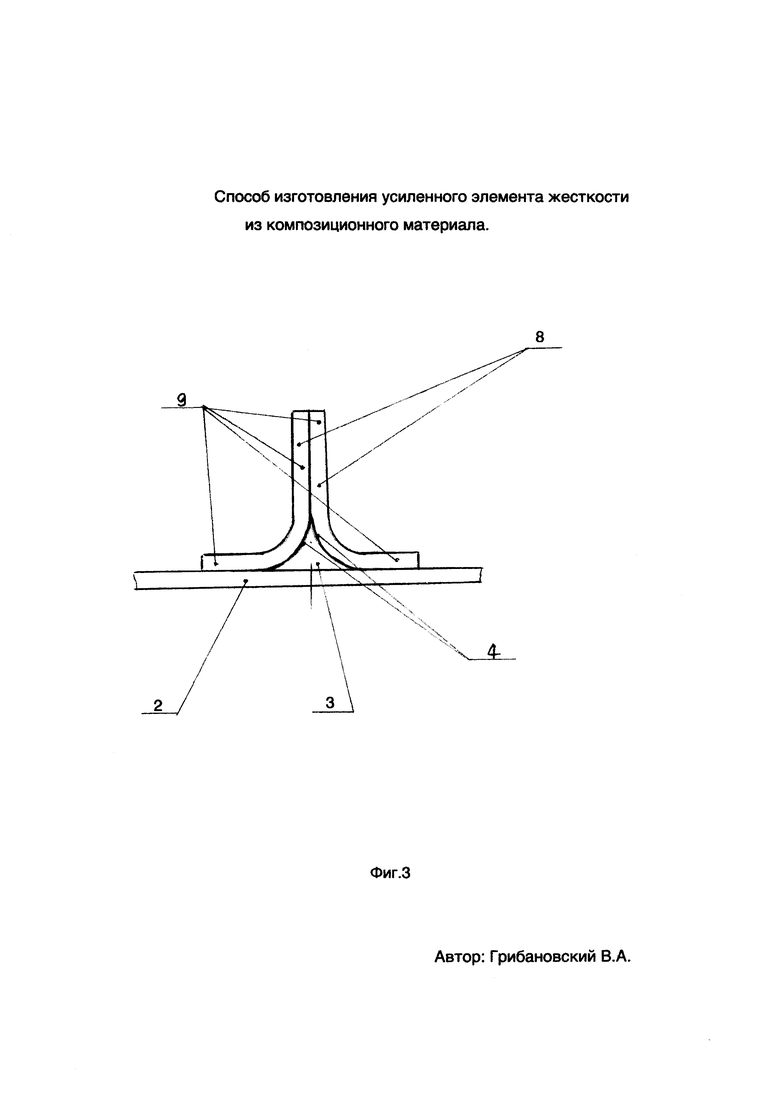
фиг. 3 - вид с торца элемента жесткости;
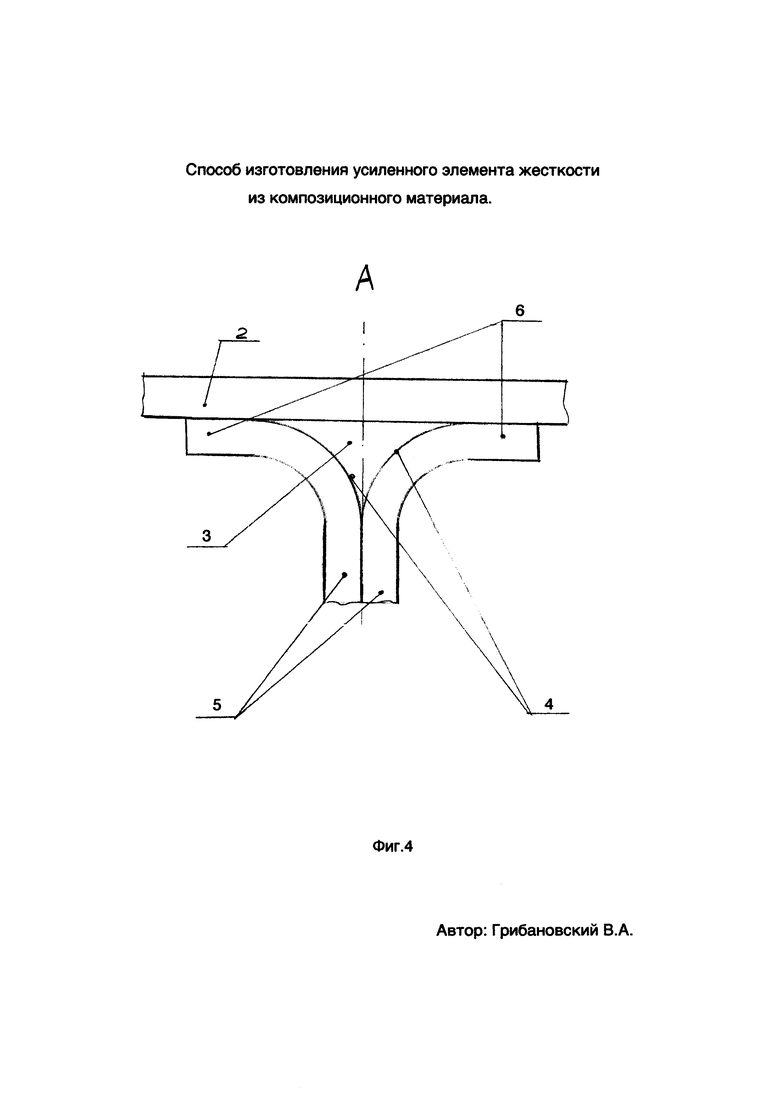
фиг. 4 - полость элемента жесткости;
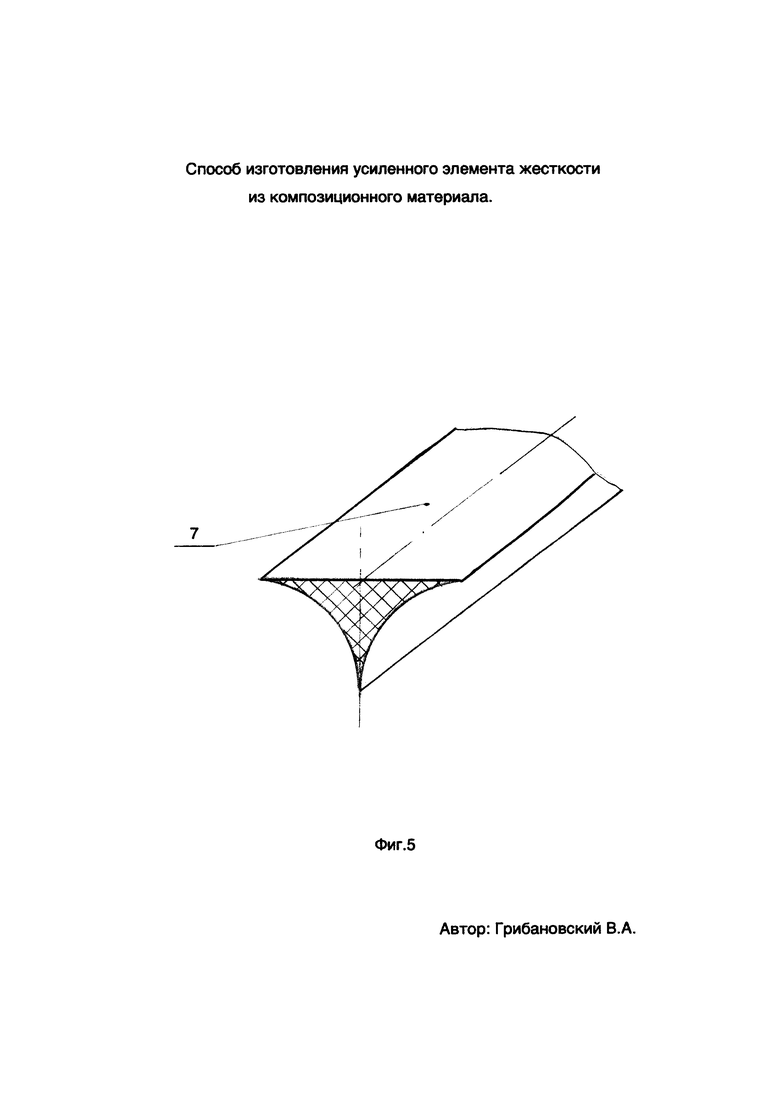
фиг. 5 - вставка;
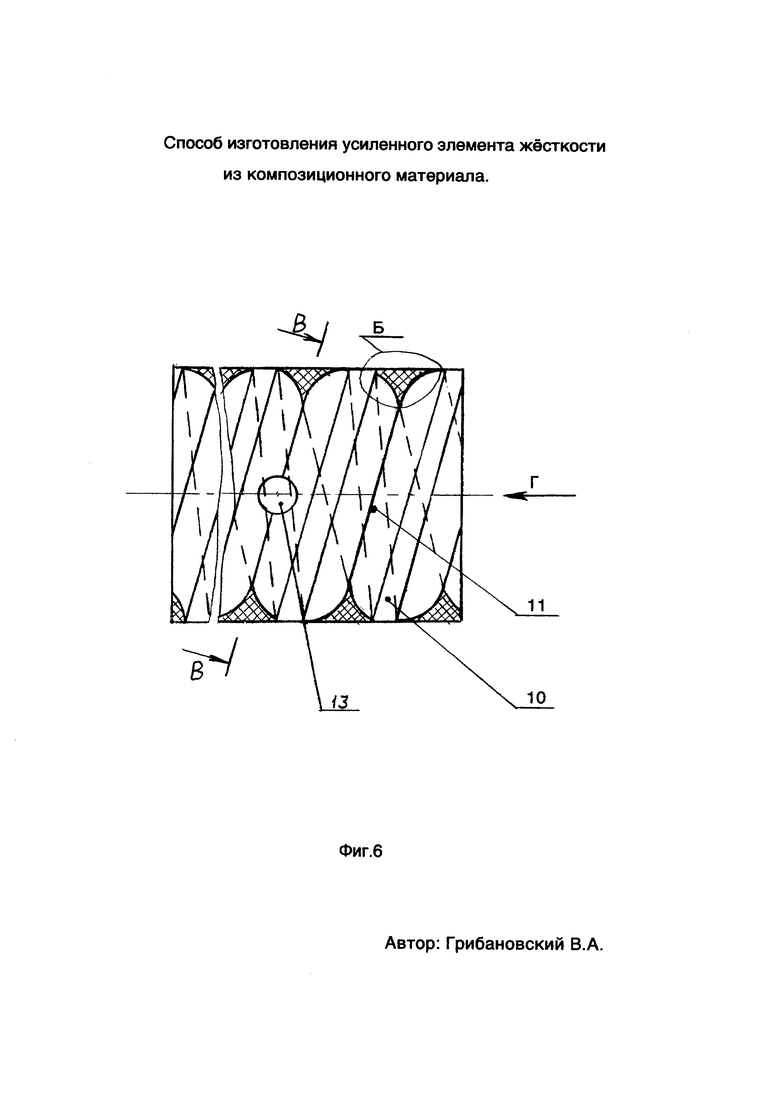
фиг. 6 - барабан;
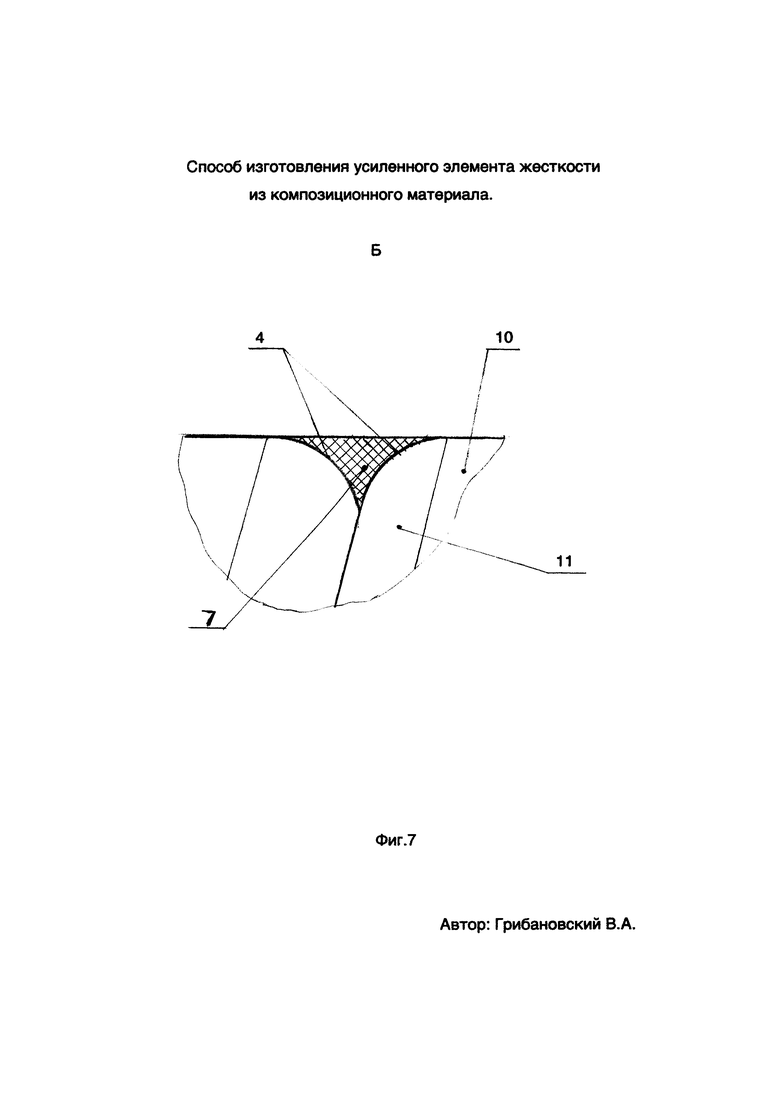
фиг. 7 - профиль ручья для намотки вставки;
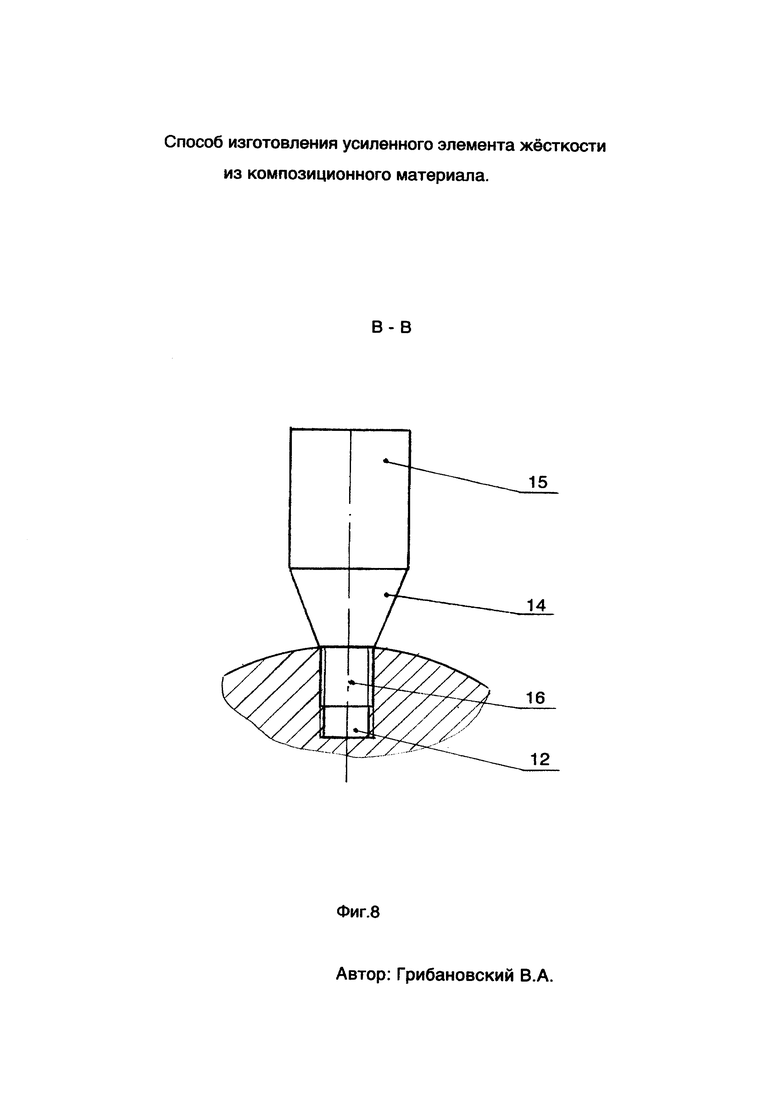
фиг. 8 - шпилька;
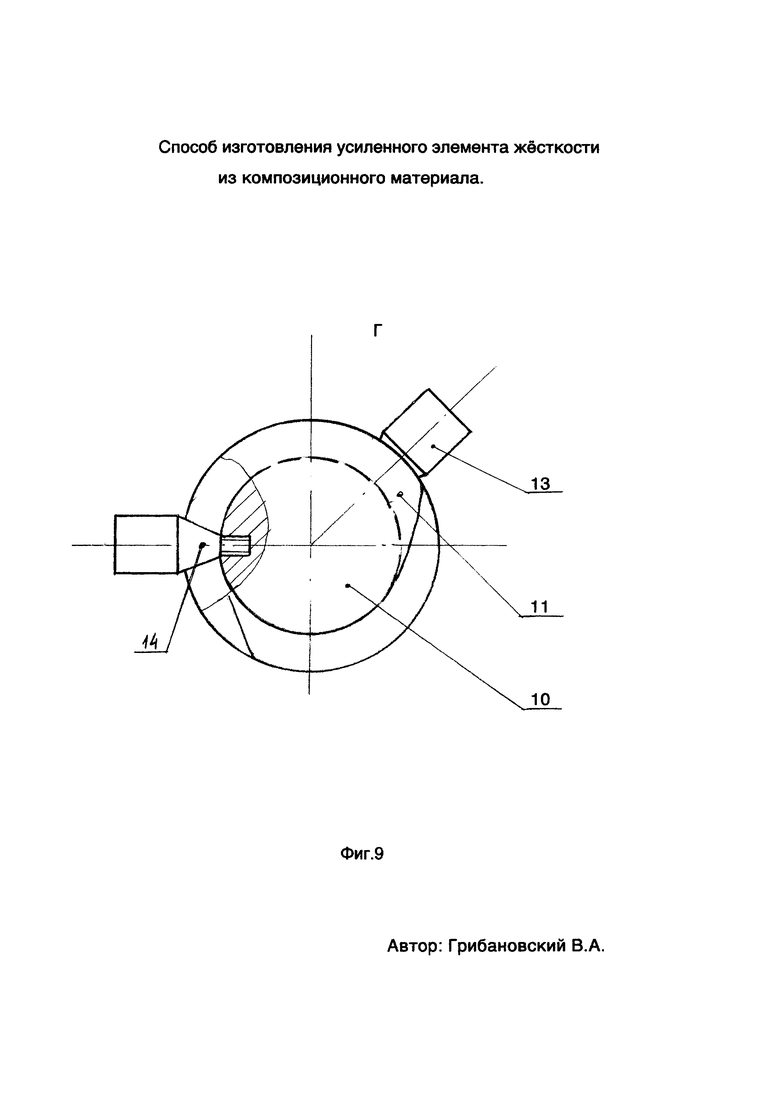
фиг. 9 - вид барабана с торца;
фиг. 10 – вставка, уложенная в полость элемента жесткости;
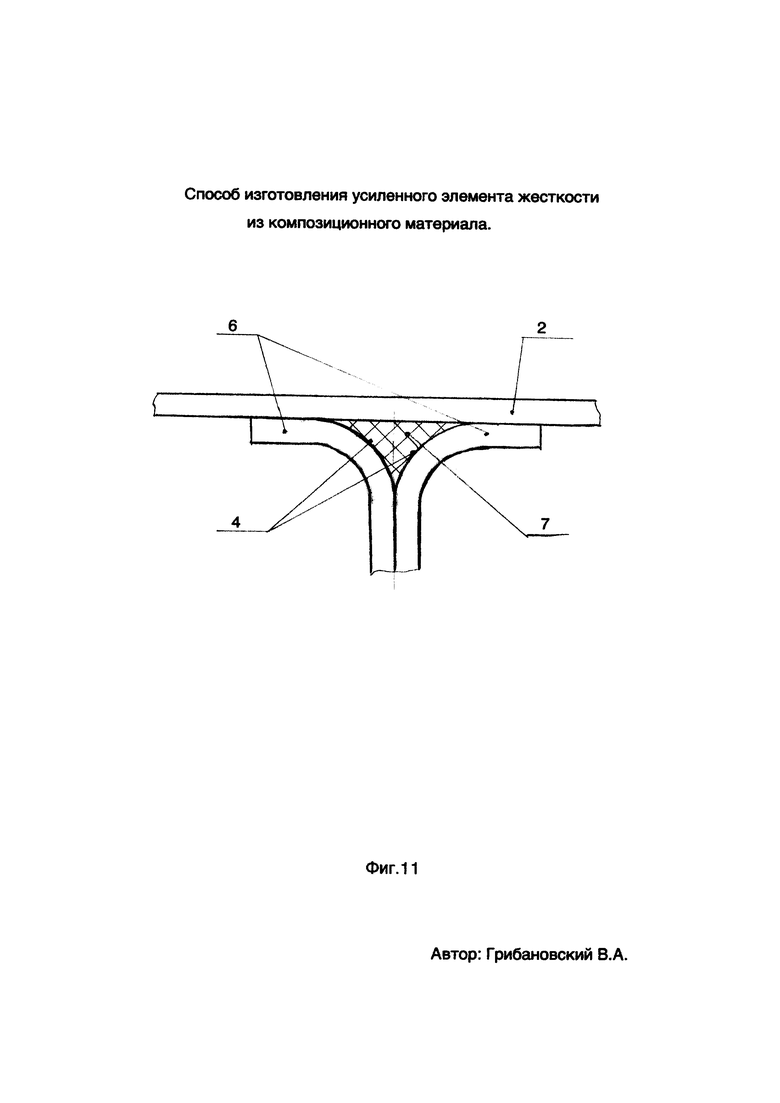
фиг. 11 - готовый усиленный элемент жесткости.
Элемент жесткости (фиг. 1, фиг. 2) содержит пару швеллеров 1, образующих двутавр, основание 2, при сборке образуется полость 3 между основанием 2 и цилиндрическими поверхностями 4, соединяющими стенки 5 и полки 6 швеллеров 1 (фиг. 4), в которую необходимо уложить вставку 7 (фиг. 5, фиг. 10, фиг. 11). Вместо швеллеров при необходимости используются уголки 8, состыкованные полками 9, образуя своими цилиндрическими поверхностями 4 и основанием 2 аналогичную полость 3 (фиг. 3, фиг. 4), в которую также требуется уложить вставку 7 (фиг. 5, фиг. 10). Для изготовления вставки 7 намоткой нитей, являющихся армирующей основой композиционного материала, используется барабан 10, на котором имеется ручей 11 (фиг. 6, фиг. 7), выполненный в виде спирали. В ручье 11 имеются множество резьбовых отверстий 12 для установки шпилек 13 (фиг. 6, фиг. 8, фиг. 9), удерживающие нить в крайнем положении, расстояние между шпильками 13 определяется длиной наматываемой вставки 7 (фиг. 5). При намотке катушка с композиционной нитью двигается вдоль оси барабана синхронно с шагом спирали. На шпильке 13 цилиндрическая 15 и резьбовая 16 части соединены усеченным конусом 14 (фиг. 8), угол конусности которого больше угла трения нити по материалу шпильки. При намотке нить скользит в крайнем положении по конусной поверхности 14 в ручей 11 (фиг. 9), при этом каждый последующий виток нити уплотняет предыдущие. После заполнения ручья 11 нитями, пропитанными связующим (фиг. 7), вставка 7 освобождается от шпилек 13, извлекается из ручья 11, укладывается в полость 3 между цилиндрическими поверхностями 4 (фиг. 3, фиг. 10), устанавливают основание 2, через которое передается сила сжатия на вставку 7 (фиг. 11). Собранные детали уплотняют и полимеризуют для окончательного образования элемента жесткости.
Таким образом, способ позволяет на одном барабане получать вставки различной длины, что сокращает время и затраты на подготовку производства.

Изобретение относится к области машиностроения, в частности к технологиям усиления элементов жесткости из композиционных материалов. Техническим результатом является сокращение времени и затрат на подготовку производства. Технический результат достигается способом изготовления усиленного элемента жесткости из композиционного материала, который включает формирование двух швеллеров или уголков, каждый из которых содержит цилиндрическую поверхность, соединяющую стенки и полки швеллера или полки уголков, основания и вставки. Вставку выполняют намоткой пропитанных связующим нитей, являющихся армирующей основой композиционного материала, на барабан, имеющий ручей по форме полости, образованной основанием и цилиндрическими поверхностями. Затем вставку извлекают из ручья и укладывают в полость между цилиндрическими поверхностями и основанием. Осуществляют сборку всех деталей, прикладывают силу, сжимающую все детали, и проводят отверждение. Причем вставку выполняют намоткой на барабан, имеющий ручей в виде спирали. При этом в ручье имеется множество резьбовых отверстий для установки на определенной длине двух шпилек, между которыми выполняется намотка вставки необходимой длины. Извлечение вставки из ручья проводят путем освобождения вставки от шпилек после заполнения ручья нитями, пропитанными связующим. 1 з.п. ф-лы, 11 ил.
1. Способ изготовления усиленного элемента жесткости из композиционного материала, включающий формирование двух швеллеров или уголков, каждый из которых содержит цилиндрическую поверхность, соединяющую стенки и полки швеллера или полки уголков, основания и вставки, которую выполняют намоткой пропитанных связующим нитей, являющихся армирующей основой композиционного материала, на барабан, имеющий ручей по форме полости, образованной основанием и цилиндрическими поверхностями, затем вставку извлекают из ручья и укладывают в полость между цилиндрическими поверхностями и основанием, сборку всех деталей, приложение силы, сжимающей все детали, и операцию отверждения, отличающийся тем, что вставку выполняют намоткой на барабан, имеющий ручей в виде спирали, при этом в ручье имеется множество резьбовых отверстий для установки на определенной длине двух шпилек, между которыми выполняется намотка вставки необходимой длины, а извлечение вставки из ручья проводят путем освобождения вставки от шпилек после заполнения ручья нитями, пропитанными связующим.
2. Способ по п. 1, отличающийся тем, что на шпильке цилиндрическая и резьбовая части соединены усеченным конусом, угол конусности которого больше угла трения нити по материалу шпильки, в результате нить скользит по конусу в ручей, при этом каждый последующий виток уплотняет предыдущий.
| Способ изготовления усиленного элемента жесткости из композиционного материала | 2016 |
|
RU2613912C1 |
| УСИЛЕННЫЕ ЭЛЕМЕНТЫ ЖЕСТКОСТИ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2514747C2 |
| Устройство для термической обработки длинномерных полимерных изделий | 1984 |
|
SU1316847A1 |
| Устройство для автоматизированного закрепления крышки и герметизации контейнера центробежно-планетарной установки | 2016 |
|
RU2627083C1 |
| JP 2001322185 A, 20.11.2001. | |||

