Изобретение относится к вариантам способа и вариантам устройства для намотки тонкой металлической полосы, в частности горяче- или холоднокатаной тонкой стальной полосы, на регулируемый в диаметре намоточный барабан, причем вначале внутренние витки рулона наматывают на установленный диаметр намоточного барабана, а после окончательной намотки рулона намоточный барабан извлекают или рулон снимают.
Горячекатаную тонкую стальную полосу высокого качества в последнее время изготавливают во все больших количествах, и она по количеству и толщине приближается к холоднокатаной стальной полосе. Причиной является большой прогресс в технологии горячей прокатки плоских полос. В настоящее время экономичным является производство очень тонких горячекатаных плоских продуктов (Ultra Thin Gauges) менее 2 мм во все больших количествах.
После того как прокатные установки стали способны изготавливать такие тонкие горячекатаные плоские изделия, также последующие машины, например рольганг, устройство для охлаждения полосы, моталка, устройство для транспортировки рулонов и т.п., должны отвечать новым требованиям.
Проблема во время и после намотки тонких стальных полос состоит в том, что внутренние витки рулона отделяются друг от друга и опадают. Последующее надевание рулона на намоточный барабан намоточной машины или машины для дальнейшей обработки невозможно или возможно лишь с дополнительными затратами. Внутренние витки рулона приходится вручную вырезать из центрального отверстия рулона. Эта ручная работа уменьшает производительность установки.
Известно (US 5705782), что расположенную на удерживающем устройстве с направляющей машину для точечной сварки вводят в центральное отверстие рулона и посредством электродов на внутреннем витке рулона выполняют сварные точки.
Из реферата патента Японии, опубликованного Patent Abstract of Japan vol.014, no.478 (M-1036) от 8.10.90, стальную полосу при непрерывном использовании полосообразного вспомогательного материала и особого намоточного устройства с прижимным роликом оклеивают покрытой с обеих сторон клейкой лентой. При этом стальную полосу вместе с клейкой лентой наматывают на бобину. Кроме того, не предусмотрен разжимной намоточный барабан. За счет этого можно, правда, избежать опадания внутренних витков в начале процесса намотки, однако способ в отношении постоянного использования покрытой с обеих сторон клейкой ленты неэкономичен. Кроме того, значительную длину стальной полосы позднее следует рассматривать как отходы.
Другой известный способ раскрыт в документе JP 50113456 А, опубликованном 05.09.75. При этом способе отсутствует регулируемый в диаметре намоточный барабан. Речь идет о вырубной машине для вырубки отверстий путем выдавливания перемычек, причем соответственно в одном ряду верхняя перемычка внешнего витка должна быть прижата к ближайшей внутренней перемычке самого внутреннего витка центрального отверстия рулона. Разжимной намоточный барабан может быть поврежден полученными выступами. Также здесь достигается предотвращение опадания внутренних витков рулона, причем проблемой являются повреждения введенного разжимного намоточного барабана.
Проблема опадания внутреннего витка начинается при уменьшении толщины полосы. Влияние оказывают также такие параметры, как, например, свойства материала, температура намотки и ширина полосы. При этом металлическая полоса не обладает больше достаточной собственной жесткостью, опадает за счет своего собственного веса во внутреннее отверстие рулона и уменьшает этим внутренний диаметр рулона. Проблема возникает непосредственно после намотки и снятия рулона с намоточного барабана и еще больше усиливается за счет дальнейшей транспортировки вплоть до отделения нескольких внутренних витков. При холодной прокатке и намотке тонкой стальной полосы применяют упомянутый метод точечной сварки или прихватывание сваркой или намотку на гильзу.
В основе изобретения лежит задача предотвращения отделения отдельных витков в центральном отверстии рулона за счет усиления витков.
Поставленная задача решается, согласно изобретению, по первому варианту способа за счет того, что в одном или нескольких примыкающих друг к другу внутренних витках по периферии во время вращения выдавливают одно или несколько профильных возвышений или профильных углублений.
За счет этого оба первых витка усиливаются таким образом, что конец полосы может снова сам себя нести, а отдельные витки не могут отделиться друг от друга. При этом достаточно профилировать лишь более одного внутреннего витка. Ни в коем случае не требуется профилировать более 2-3 витков.
Предпочтительным образом профильные возвышения или профильные углубления выдавливают посредством снабженного профилями, приводимого во вращение намоточного барабана.
Выдавливание профилей может происходить также во время намотки металлической полосы.
Другое выполнение предусматривает то, что после намотки первого витка на намоточный барабан происходит последующий разжим и выдавливание профилей во внутренних витках с зависимым от полосы и материала усилием. За счет этого существенно не изменяется ни прежний ход процесса, ни форма намоточного барабана.
Способ может предпочтительно применяться для полос толщиной порядка 0,4-1,8 мм.
Соответствующее устройство для намотки тонкой металлической полосы, в частности горяче- или холоднокатаной тонкой стальной полосы, содержащее приводимый намоточный барабан, регулируемый в диаметре посредством разжимных сегментов и устанавливаемый на намоточный внутренний диаметр рулона и на диаметр для снятия готового рулона, решает поставленную задачу, согласно изобретению, за счет того, что сегменты снабжены сегментообразными профильными утолщениями. Эти профильные утолщения вдавливаются в металлическую полосу за счет опережения намоточного барабана или процесса последующего разжима полосы, образуют в полосе канавки, которые, аналогично гофрам, приводят к усилению подвергнутых выдавливанию внутренних витков. Профильные утолщения выполнены в соответствии с необходимой пластической деформацией металлической полосы и при снятии рулона с намоточного барабана не образуют препятствий. За счет этого не требуется дополнительной машины, а намоточному барабану придается лишь дополнительная функция. При выдавливании канавок не происходит повреждения кромок полосы сваркой или обвязкой. Существующие установки могут быть легко дооборудованы. Необходимы лишь небольшие инвестиционные затраты. В расположенных далее установках не требуется производить никаких изменений.
В возможном выполнении этого устройства предусмотрено, что сегментообразные профильные утолщения выполнены с возможностью замены и подгонки к металлической полосе по ширине и высоте.
При этом, согласно другому, преимущественному примеру, ширина и высота профильных утолщений могут быть установлены в зависимости от толщины полосы и свойств материала.
Поставленная задача также решается, согласно изобретению, по второму варианту способа за счет того, что внутренние витки рулона во время или непосредственно после снятия рулона с намоточного барабана механически поддерживают в центральном отверстии рулона по периферии. Благодаря этому внутренние витки защищены от опадания.
Внутренние витки удерживают прижатыми к другим средним виткам за счет того, что поддержание внутренних витков происходит путем радиального отжима удерживающих элементов от средней оси.
Согласно одному выполнению предусмотрено, что поддержание внутренних витков осуществляют одновременно со снятием рулона с намоточного барабана.
Другие преимущества возникают в том случае, если поддерживающие элементы во время транспортировки рулона и на фазе охлаждения вплоть до размотки рулона удерживают в их поддерживающем положении.
Соответствующее устройство для намотки тонкой металлической полосы, в частности горяче- или холоднокатаной тонкой стальной полосы, содержащее приводимый намоточный барабан, регулируемый в диаметре посредством разжимных сегментов и устанавливаемый на намоточный внутренний диаметр рулона и на диаметр для снятия готового рулона, решает поставленную задачу, согласно изобретению, за счет того, что предусмотрен вводимый в центральное отверстие рулона разжимной переходник, закрепленный на держателе с направляющей. После намотки рулона раскрывается опора барабана, тележка для перевозки рулонов извлекает рулон из моталки и перемещает его посредством устройства с разжимным переходником в положение ожидания. Устройство с разжимным переходником вращает отделившиеся витки в противоположном направлении к направлению намотки, пока витки снова не будут прилегать друг к другу. Для этого разжимной переходник в процессе вращения разжимается. Потом разжимной переходник прижимается к внутренним виткам, не повреждая их, и происходит разделение держателя и разжимного переходника. Разжимной переходник остается в рулоне, и его удаляют позднее на последующей операции. Опадание внутренних витков, тем самым, предотвращается. Обратное вращение и фиксация могут происходить также уже в процессе снятия рулона с намоточного барабана, что экономит время.
Для совершения необходимых действий, согласно одному выполнению, предпочтительно, что разжимной переходник снабжен присоединениями для подвода сред и энергии и средствами управления.
Усовершенствованное выполнение предусматривает, что разжимной переходник установлен в держателе с возможностью вращения. Разжимной переходник может быть в соответствии с приведенным описанием фиксирован в центральном отверстии рулона, не вызывая обратного вращения отделившихся внутренних витков. Устройство с разжимным переходником может быть выполнено, по выбору, с устройством вращения или без него.
Согласно другому варианту разжимной переходник может быть удален на последующей операции обработки рулона.
Другие признаки разжимного переходника следуют из того, что разжимной переходник содержит несколько распределенных по периферии поддерживающих элементов. Может быть предусмотрен также простой механизм для отделения разжимного переходника от держателя или его блокировки.
Другим признаком разжимного переходника является то, что разжимной переходник установлен с возможностью механической блокировки в центральном отверстии рулона в рабочем положении.
Кроме того, преимущественным является то, что разжимной переходник может быть изготовлен серийно и использован для любого рулона. Разжимной переходник может быть удален из рулона на последующей операции. Удаление может происходить вручную или механически. Разжимной переходник затем возвращают для повторного использования. Разжимной переходник конструируют в виде простого, легкого и удобного в обращении устройства, с тем чтобы для оснащения большим числом рулонов серийное производство было рентабельным. Также при использовании системы с разжимным переходником не возникает повреждения кромок полосы сваркой. Возможно дооборудование существующих установок.
В одном выполнении может быть предусмотрено, что в качестве держателя разжимного переходника служит приводимый во вращение намоточный барабан.
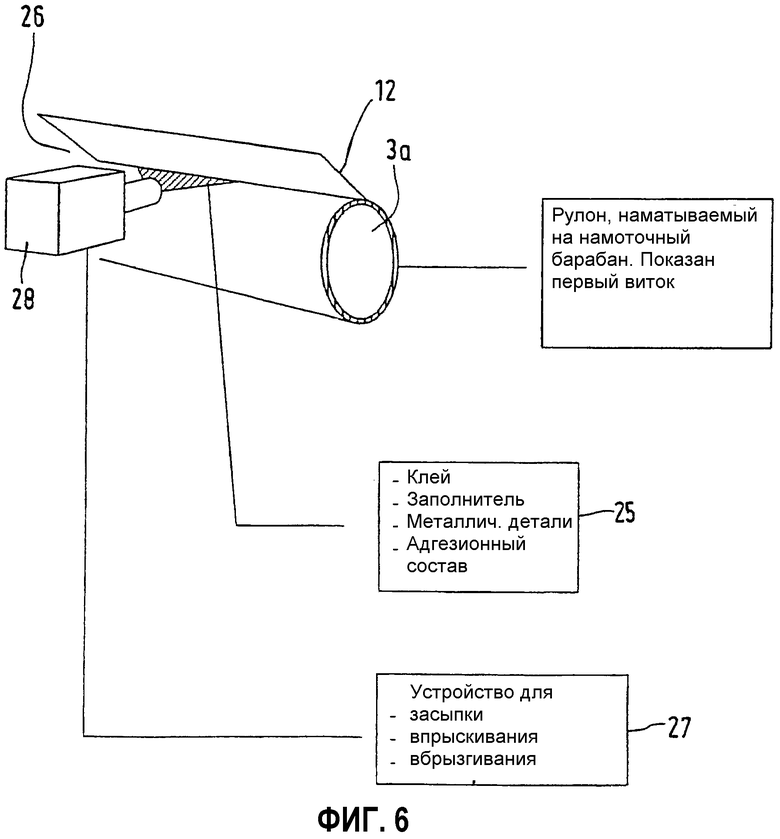
Поставленная задача решается, согласно изобретению, по третьему варианту способа за счет того, что, по меньшей мере, первый внутренний виток всей плоскостью соединяют со вторым внутренним витком путем ввода клея, заполнителя, металлических тел, адгезионного состава и т.п. в пространство между внутренними витками. За счет этого удерживаются первый и второй внутренние витки, что вызывает усиление остальных внутренних витков.
В одном выполнении такой соединительной системы предусмотрено, что клей вбрызгивают в пространство между первым и вторым внутренними витками.
Другая возможность заключается в том, что в угловое пространство между первым и вторым внутренними витками вводят проволочное тело в качестве заполнителя для образования геометрического замыкания.
Третья возможность возникает за счет того, что в пространство между первым и вторым внутренними витками вводят отдельные металлические тела для образования геометрического замыкания.
Наконец, четвертое возможное выполнение возникает за счет того, что в пространство между первым и вторым внутренними витками вводят адгезионный состав.
Соответствующее устройство для намотки тонкой металлической полосы, в частности горяче- или холоднокатаной тонкой стальной полосы, содержащее приводимый намоточный барабан, регулируемый в диаметре посредством разжимных сегментов и устанавливаемый на намоточный внутренний диаметр рулона и на диаметр для снятия готового рулона, решает поставленную задачу, согласно изобретению, за счет того, что предусмотрено засыпающее или впрыскивающее, или вбрызгивающее, устройство, которое соответственно присоединено к резервуару для клея, заполнителя, металлических тел, адгезионного состава и т.п. Требуются, тем самым, не сложные машины, а лишь простое устройство для подачи материалов или тел, с тем чтобы достичь желаемого действия. При вводе клея или адгезионного состава требуется короткое время для соединения обоих внутренних витков. Кроме того, не происходит повреждения кромок полосы сваркой. Устройством могут быть легко дооборудованы существующие установки. На последующих установках не требуется никаких изменений. На машинах для дальнейшей обработки созданное соединение самопроизвольно расходится.
Преимущества возникают также за счет того, что засыпающее, или впрыскивающее, или вбрызгивающее устройство выполнено с возможностью приведения в действие точно по времени посредством компьютерного управления.
Одно усовершенствование предусматривает, что к впрыскивающему или вбрызгивающему устройству присоединена форсунка для целенаправленного ввода клея или адгезионного состава.
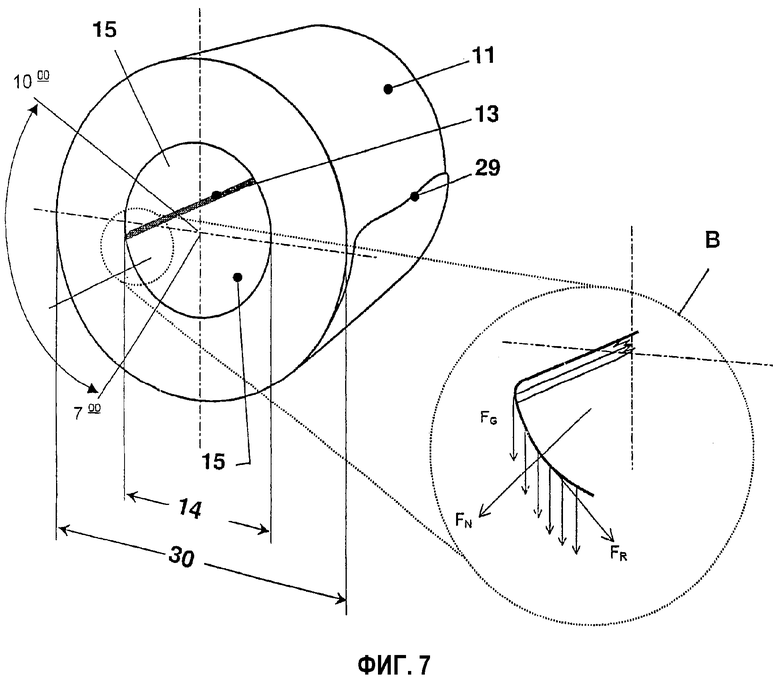
Поставленная задача решается, согласно изобретению, по четвертому варианту способа за счет того, что при направлении намотки рулона по часовой стрелке начало полосы позиционировано в угловом диапазоне в пределах 7-10-часового положения, а при обратном направлении намотки рулона - в угловом диапазоне в пределах 2-5-часового положения в центральном отверстии рулона, после чего рулон снимают с намоточного барабана. При этом сила FG тяжести конца полосы вызывает, во-первых, прижатие (нормальное усилие FN) конца полосы к ближайшему внутреннему витку, что препятствует опаданию, а во-вторых, - силу FR трения, которая предотвращает отделение или скольжение внутреннего витка по второму внутреннему витку.
Предпочтительно при этом, что и конец полосы позиционируют в угловом диапазоне менее 270°.
Одно выполнение предусматривает, что положение соответствующего начала полосы определяют путем интегрирования окружной скорости одного из двух подающих роликов намоточного устройства или среднего значения окружных скоростей подающих роликов. На основании этого могут вноситься коррективы в систему управления приводом и ее программы, что ведет к уменьшению затрат.
Другое выполнение предусматривает, что положение начала полосы определяют путем интегрирования сигнала скорости, измеряемого посредством прибора для измерения скорости между прокатным устройством и моталкой.
Другая возможность определения положения конца и/или начала полосы заключается в том, что скорости наружной поверхности намоточного барабана и внутренней поверхности рулона сравнивают и при совпадении в пределах заданного диапазона погрешностей положение начала полосы на намоточном барабане вводят в память и во время дальнейшей намотки следят за положением барабана.
Характерную скорость поверхности можно рассчитать, например, используя скорость внутренней поверхности рулона, определенную по использованному для интегрирования сигналу скорости и мгновенному внешнему и мгновенному внутреннему диаметрам образующегося рулона.
Другие возможности следуют из того, что определяют положение намоточного барабана за счет обработки постоянно получаемого сигнала от расположенного на намоточном барабане или его приводе датчика частоты вращения и интегрированием двух импульсов получают частоту вращения привода намоточного барабана.
Следующий измерительный шаг по установлению конца и начала полосы может быть осуществлен за счет того, что после ввода в память положения начала полосы окружные скорости намоточного барабана и внутренней поверхности рулона повторно сравнивают и что при установлении отклонений корректируют фактический эффективный диаметр подающих роликов моталки.
Примеры выполнения изобретения, более подробно поясняемые ниже, изображены графически. На следующих фигурах представлено:
на фиг.1 - вид сбоку намоточного устройства в сборе с транспортным рольгангом;
на фиг.2 - готовый рулон в перспективе;
на фиг.3 - разрез рулона в перспективе с увеличением внутреннего завитка на выносном изображении "А";
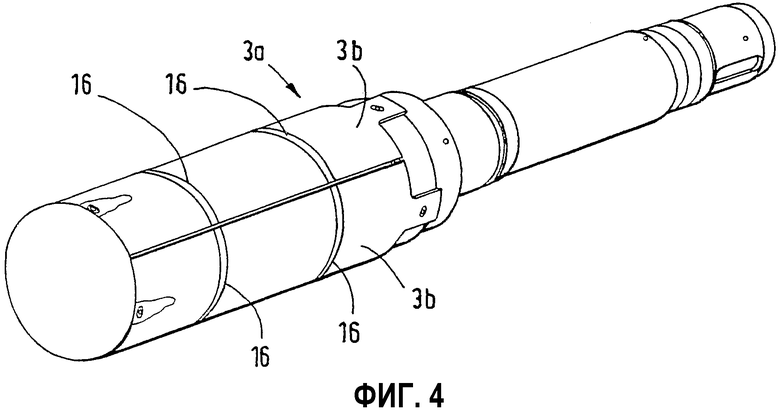
на фиг.4 - намоточный барабан в перспективе;
на фиг.5 - разрез рулона в перспективе со вставленным разжимным переходником;
на фиг.6 - первый виток рулона, наматываемого на намоточный барабан;
на фиг.7 - в перспективе рулон, конец и начало полосы которого позиционируют;
на фиг.8 - схема прохождения сигналов для позиционирования начала полосы.
Как изображено на фиг.1, тонкую металлическую полосу 1, в частности тонкую стальную полосу, наматывают на рольганге 2 на участке 3 на намоточный барабан 3а, причем металлическую полосу 1 формуют и наматывают с помощью пары подающих роликов 4, направляющих 5, 6 и посредством концевых чашеобразных направляющих 7. При этом концевые чашеобразные направляющие 7 и прижимные ролики 8 выполнены с возможностью управляемой установки посредством установочных цилиндров 9, содержащих датчики 10 положения.
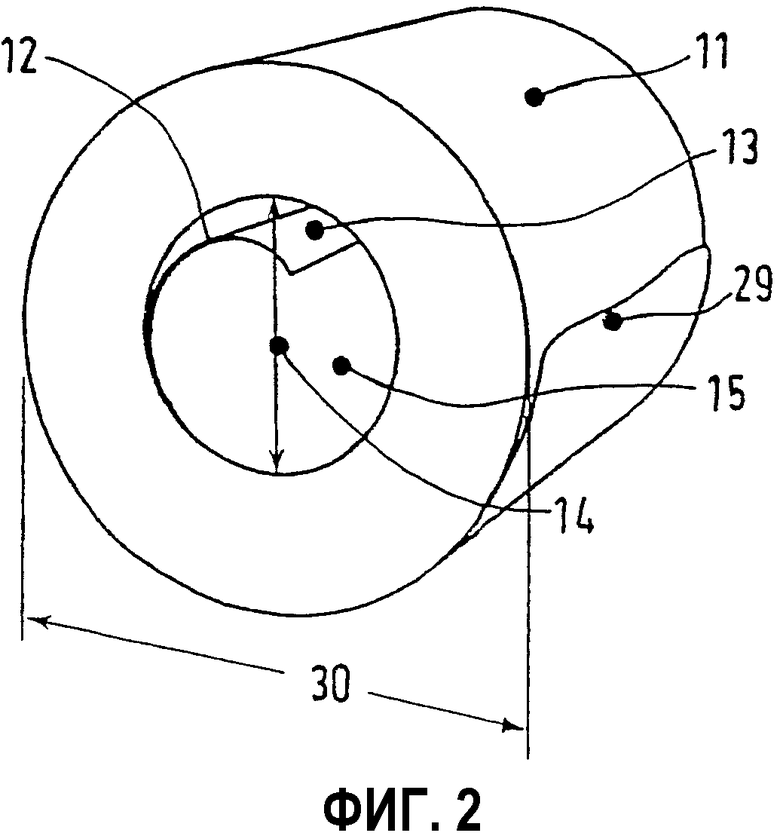
В конце образуется рулон 11, как показано на фиг.2. На участке 3 намотки, присоединенном, например, к широкополосному стану горячей прокатки, рулон 11 образуют на намоточном барабане 3а таким образом, что поступающую со скоростью прокатки (горячую) металлическую полосу 1 посредством прижимных роликов 8 и концевых чашеобразных направляющих 7 наматывают вокруг намоточного барабана 3а, причем направление металлической полосе 1 задают, используя гидравлические установочные цилиндры 9 и датчики 10 положения, так что образуется первый внутренний виток 12 с началом 13 полосы. Диаметр намоточного барабана 3а может регулироваться посредством четырех подвижных сегментов 3b, размещенных по поверхности намоточного барабана 3а.
Намоточный барабан имеет максимальный и минимальный диаметры, предварительно устанавливаемые с помощью механических упоров. Начальная фаза намотки начинается со средним диаметром, т.е. из этого положения сегментов 3b может происходить, во-первых, разжим с целью создания фрикционного замыкания между намоточным барабаном 3а и металлической полосой 1, а, во-вторых, намоточный барабан 3а может быть сжат для снятия с него рулона 11.
На начальной фазе намотки прижимные ролики 8 и намоточный барабан 3а вращаются с более высокой скоростью (так называемое опережение), чем поступающая металлическая полоса 1. Первый внутренний виток 12 накладывается на предварительно разжатый намоточный барабан 3а и начинает затягиваться на нем. Начало 13 полосы внутреннего витка 12 при этом может опасть в область внутреннего диаметра 14 центрального отверстия 15 рулона.
Это опадание должно быть устранено. Согласно первому способу поступают следующим образом. Осуществляют фазу разжима, и сегменты 3b под действием зависимого от металлической полосы 1 и ее материала усилия вдавливаются в первый внутренний виток 12.
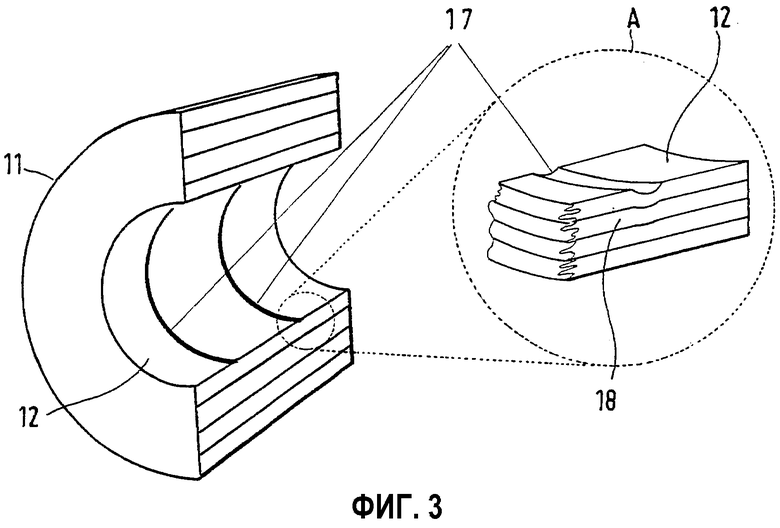
Для этого (фиг.3 и 4) на сегментах 3b намоточного барабана 3а выполнены профильные утолщения 16, которые образуют сегментообразно огибающие возвышения. При опережении или в процессе разжима профильные утолщения 16 вдавливаются в полосу 1, образуя в полосе 1 профильные канавки 17 (фиг.3). При этом профильная канавка 17 может доходить до второго внутреннего витка 18, как это видно на увеличенном выносном изображении А на фиг.3. За счет этого внутренние витки 12 и 18 сообща становятся более жесткими и препятствуют показанному на фиг.2 опаданию.
Сегментообразные профильные утолщения 16 могут быть выполнены с возможностью замены и варьироваться по ширине и высоте, т.е. согласованы с металлической полосой 1. Для согласования решающими помимо толщины полосы являются свойства материала металлической полосы 1.
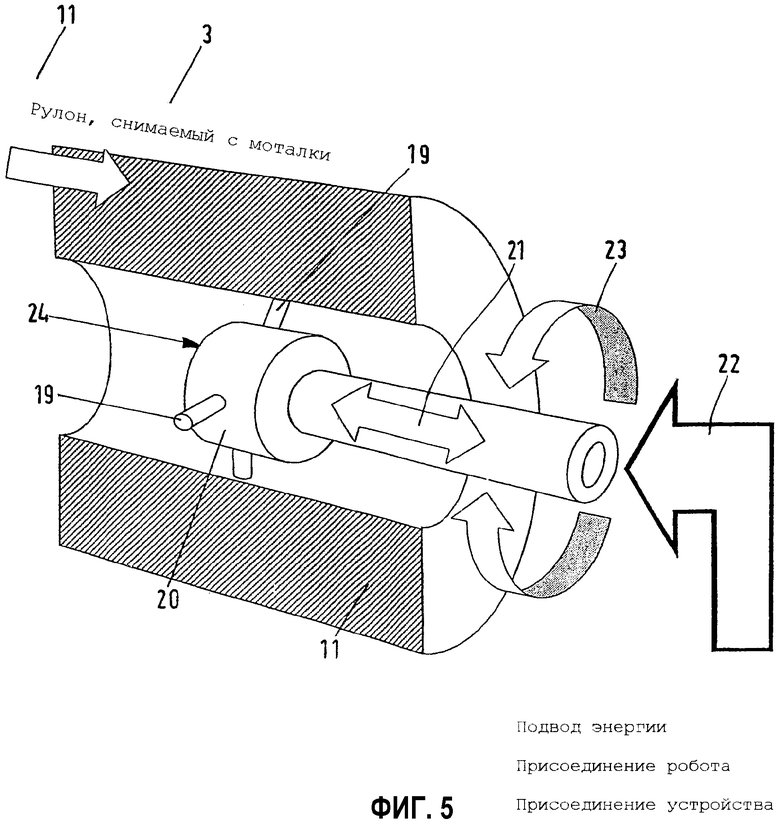
Согласно второму способу (фиг.5) внутренние витки 12, 18 во время или непосредственно после снятия рулона 11 с намоточного барабана 3а механически поддерживают по окружности в центральном отверстии 15 рулона. Поддержание внутренних витков 12, 18 происходит за счет радиального отжима поддерживающих элементов 19 от центральной оси.
Поддержание внутренних витков 12, 18 может осуществляться одновременно со снятием рулона 11 с намоточного барабана 3а. Поддерживающие элементы 19 могут удерживаться во время транспортировки рулона и на фазе охлаждения (горячей) металлической полосы 1 вплоть до размотки рулона 11 в своем показанном поддерживающем положении.
Поддерживающие элементы 19 являются составной частью введенного в свободное центральное отверстие 15 рулона разжимного переходника 20, который закреплен на держателе (не показан) с направляющей 21. Кроме того, разжимной переходник 20, как это обозначено стрелками 23, установлен с возможностью вращения и требует удаления лишь на последующей операции обработки рулона 11. Поддерживающие элементы 19 могут быть предусмотрены в одной или нескольких радиальных плоскостях разжимного переходника 20.
В показанном на фиг.5 рабочем положении 24 разжимной переходник 20 установлен с возможностью блокировки в центральном отверстии 15 рулона. Разжимной переходник 20 изготавливают серийно и используют для любого рулона 11. В качестве держателя для разжимного переходника 20 может служить также приводимый во вращение намоточный барабан 3а.
Третий способ (фиг.6) заключается в том, что, по меньшей мере, первый 12 и второй 18 внутренние витки по плоскости соединяют между собой путем ввода клея, заполнителя, металлических тел и/или адгезионного состава 25 и т.п. в пространство 26 между внутренними витками 12, 18. Клей 25 преимущественно вбрызгивают в пространство 26 между первым 12 и вторым 18 внутренними витками. Аналогично этому в пространство 26 между первым 12 и вторым 18 внутренними витками вводят проволочное тело в качестве заполнителя для образования геометрического замыкания. Аналогично этому в пространство 26 вводят отдельные металлические тела для образования геометрического замыкания. Точно так же в пространство 26 между внутренними витками 12, 18 может быть введен адгезионный состав. Вышеназванные этапы способа могут быть осуществлены с помощью засыпающего, впрыскивающего или вбрызгивающего устройства 27 с резервуаром 28.
Четвертый способ (фиг.7) предусматривает, что при намотке рулона по часовой стрелке начало 13 полосы позиционируют в угловом диапазоне в пределах 7-10-часового положения, а при обратном направлении намотки рулона - в угловом диапазоне в пределах 2-5-часового положения в центральном отверстии 15 рулона, после чего рулон 11 снимают с намоточного барабана 3а. Также конец 29 полосы позиционируют на наружном диаметре 30 в угловом диапазоне менее 270°.
Положение соответствующего начала полосы определяют посредством подающих роликов 8 или среднего значения окружных скоростей подающих роликов, посредством сигнала скорости от измерительного прибора, скоростей наружной поверхности намоточного барабана 3а и внутренней поверхности центрального отверстия 15 рулона, по наружному диаметру 30 рулона, посредством датчика частоты вращения и поправочных значений.
Сила FG тяжести (на увеличенном выносном изображении В) начала 13 полосы вызывает, с одной стороны, прижатие (за счет нормального усилия FN) начала 13 полосы к ближайшему витку для предотвращения опадания, а с другой стороны, - силу FR трения, которая препятствует отделению или скольжению первого внутреннего витка 12 по второму внутреннему витку 18.
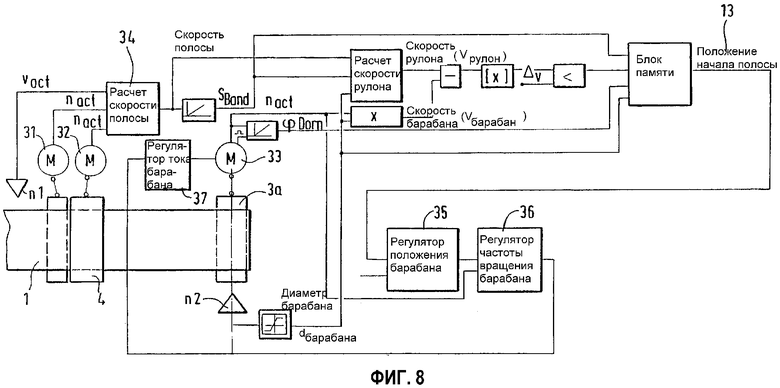
На фиг.8 изображена соответствующая схема прохождения сигналов для позиционирования начала 13 полосы. Металлическую полосу 1 приводят в движение посредством двигателя 31 нижних подающих роликов и двигателя 32 верхних подающих роликов, а двигатель 33 приводит во вращение намоточный барабан 3а. Положение начала 13 полосы определяют путем ввода в память и интегрирования сигнала скорости с прибора 34 для измерения скорости между прокатным устройством и участком 3 намотки при частоте n1 вращения. Скорость внутренней поверхности рулона 11 определяют по использованному для интегрирования сигналу скорости и мгновенному внешнему и мгновенному внутреннему диаметрам образующегося рулона 11. Для этого вычисляют степень разжима барабана из скоростей рулона 11 и намоточного барабана 3а (Vбарабана) и определяют в зависимости от диаметра dбарабана намоточного барабана. С помощью значения положения начала 13 полосы, а также показателей регулятора 35 положения намоточного барабана и регулятора 36 частоты вращения намоточного барабана вычисляют степень n2 разжима барабана. С помощью регулятора 35 положения намоточного барабана и регулятора 36 частоты вращения намоточного барабана осуществляют расчет скорости вращения двигателя 33 намоточного барабана и регулировку скорости вращения барабана посредством регулятора 37 тока.
Перечень ссылочных позиций
1 - металлическая полоса
2 - рольганг
3 - участок намотки
3а - намоточный барабан
3b - сегмент
4 - пара подающих роликов
5 - направляющая
6 - направляющая
7 - концевая чашеобразная направляющая
8 - прижимной ролик
9 - установочный цилиндр
10 - датчик положения
11 - рулон
12 - первый внутренний виток
13 - начало полосы
14 - внутренний диаметр
15 - центральное отверстие рулона
16 - профильное утолщение
17 - профильная канавка
18 - второй внутренний виток
19 - поддерживающие элементы
20 - разжимной переходник
21 - направляющая
22 - присоединения
23 - стрелки, обозначающие направление вращения
24 - рабочее положение
25 - клей, заполнитель и т.д.
26 - пространство (между витками)
27 - засыпающее, впрыскивающее, вбрызгивающее устройство
28 - резервуар
29 - конец полосы
30 - наружный диаметр рулона
31 - двигатель нижних подающих роликов
32 - двигатель верхних подающих роликов
33 - двигатель намоточного барабана
34 - прибор для измерения скорости
35 - регулятор положения намоточного барабана
36 - регулятор частоты вращения намоточного барабана
37 - регулятор тока двигателя намоточного барабана
n1 - частота вращения
n2 - степень разжима барабана
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОКАТКИ И ПОСЛЕДУЮЩЕГО СМАТЫВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ, В ЧАСТНОСТИ СТАЛЬНОЙ ПОЛОСЫ | 2003 |
|
RU2339476C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАМОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2009 |
|
RU2467817C2 |
| СПОСОБ НАМОТКИ ТОНКОЙ ЛЕНТЫ В РУЛОН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2256519C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ РУЛОНА И ЗАКРЕПЛЕНИЯ КОНЦА ПОЛОСЫ НА БАРАБАНЕ МОТАЛКИ ПРИ НАМОТКЕ ТОНКИХ ПОЛОС | 1992 |
|
RU2036034C1 |
| МОТАЛКА ДЛЯ ТОНКИХ ПОЛОС С РОЛИКОМ ДЛЯ ИЗМЕРЕНИЯ ПЛОСКОСТНОСТИ | 2002 |
|
RU2286222C2 |
| НАМОТОЧНОЕ УСТРОЙСТВО ДЛЯ НАМОТКИ ПОЛОС | 2007 |
|
RU2412771C1 |
| СПОСОБ НАМОТКИ ХОЛОДНОКАТАНОЙ ПОЛОСЫ В РУЛОН | 2006 |
|
RU2323055C2 |
| НАМАТЫВАЮЩЕЕ УСТРОЙСТВО ДЛЯ КАТАНОЙ ПОЛОСЫ | 2003 |
|
RU2335361C2 |
| Непрерывный агрегат для производства узких полос | 1978 |
|
SU948018A1 |
| УСТАНОВКА ДЛЯ НАМОТКИ ТОНКОГО ПРОКАТА В РУЛОН | 2010 |
|
RU2440204C1 |
Изобретение относится к вариантам способа и устройства для намотки тонкой металлической полосы, в частности горяче- или холоднокатаной тонкой стальной полосы, на регулируемый в диаметре намоточный барабан, причем вначале внутренние витки рулона наматывают на установленный диаметр намоточного барабана, а после окончательной намотки рулона намоточный барабан извлекают или рулон снимают. Согласно первому варианту способа предложено, что в одном или нескольких примыкающих друг к другу внутренних витках по периферии во время вращения выдавливают одно или несколько профильных возвышений или профильных углублений, согласно второму варианту способа первый внутренний виток соединяют по плоскости со вторым внутренним витком путем ввода клея, заполнителя, металлических тел, адгезионного состава и т.п. в пространство между внутренними витками, согласно третьему варианту при направлении намотки рулона по часовой стрелке начало полосы позиционировано в угловом диапазоне в пределах 7-10-часового положения, а при обратном направлении намотки рулона - в угловом диапазоне в пределах 2-5-часового положения в центральном отверстии рулона, после чего рулон снимают с намоточного барабана, при этом конец полосы также позиционируют в угловом диапазоне менее 270°. Предусмотрены варианты устройства для каждого варианта способа. Изобретение обеспечивает предотвращение отделения витков друг от друга в центральном отверстии рулона за счет усиления витков. 7 н. и 22 з.п. ф-лы, 8 ил.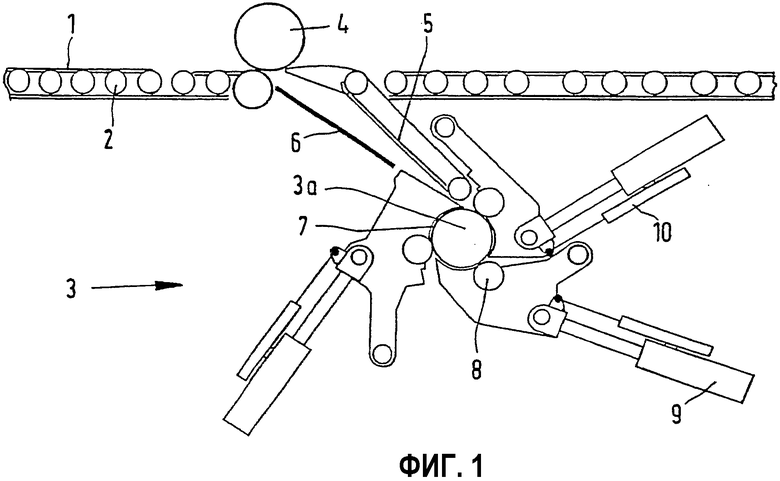
| Барабан моталки стана непрерывной прокатки полос | 1984 |
|
SU1186317A1 |
| Барабан моталки для рулонов | 1987 |
|
SU1479162A1 |
| Способ комплексного упрочнения | 2002 |
|
RU2224816C1 |
| Виброзащищенная машина ударного действия | 1981 |
|
SU1178316A3 |
| Способ смотки полосы в рулон на моталке с барабаном изменяемого диаметра и устройство для его осуществления | 1984 |
|
SU1235590A1 |

