Изобретение относится к строительной индукстрии,а именно к производству железобетонных изделий из различных бетонов (легких и тяжелых), и может быть использованопри проектировании и строительстве новых предприятий крупнопанельного домостроения, а также при реконструкции действующих. Известен технологический комплекс по производству железобетонных изделий, содержащий склад составляющих бетон компонентов с устройствами для их приема и выдачи, установки для приготовления бетона с устройствами для транспортирования бетонной смеси и технологические линии для изготовления железобетонных изделий, каждая из которых состоит из конвейеров для перемещения форм, передаточных устройств, связывающих эти конвейеры; оборудования, установленного в технологической последовательно гти и предназначенного для подготовки форм, зарядки их арматурой, заполнения бетоном форм с последующим уплотнением и отделкой и камеры для термообработки отформованных изделий ij. Недостатки этого технологического комплекса следующие: большое количест во многоярусных камер полного цикла тепловой обработки (по одной на каждый поток), оборудованных сложными дорогостоящими механизмами (подъемниками, снижателями и т.д.); большая длина холостого пробега форм по транспортным линиям возврата и большое количество перегрузок на этих Л11ниях; нерациональное использование площади основного цеха из-за размещения в нем камер тепловрй обработки, транспортных линий возврата форм и передаточных тележек; затрудненность вспомогательных операций, например армирования; плохие санитарно-гигиенические условия в основном цехе изза наличия в нем большого количества камер тепловой обработки. Цель изобретения - компактность размещения оборудования, повышение технологичности производства и производительности. Указанная цель достигается тем, что в технологическом комплексе по производству железобетонных изделий, содержащем склад составляющих бетон компонентов с устройствами для их приема и выдачи, установки для приготовления бетона с устрсйствами для транспортирования бетонной смеси и технологические линии для изготовЛенин железобетонных изделий, каждая из которых состоит из конвейеров для перемещения форм, передаточных устройств, связывающих эти конвейеры; Оборудования, установленного в технологической последовательности и Предназначенного для подготовки форм, зарядки их арматурой, заполнения бетоном форм с последующим уплотнением и отделкой, и камер для термообработки отформованных изделий, камеры термообработки отформованных изделий выполнены в виде единой кольцевой камеpSa, которая соединена с конвейерами технологических линий посредством щелевых камер, причем камеры, в которые поступают отформованные изделий, пред назначены для предварительной их термообработки, а в которые поступают изделия из кольцевой термокамеры - для их охлаждения.
Кроме того, склад составляющих беtOH компонентов расположен в пространстве, ограниченном кольцевой камерой тепловой обработки изделий.
Установки для приготовления бетонной смеси расположены над щелевыми камерами, соединяющими кольцевую камеру с технологическими линиями.
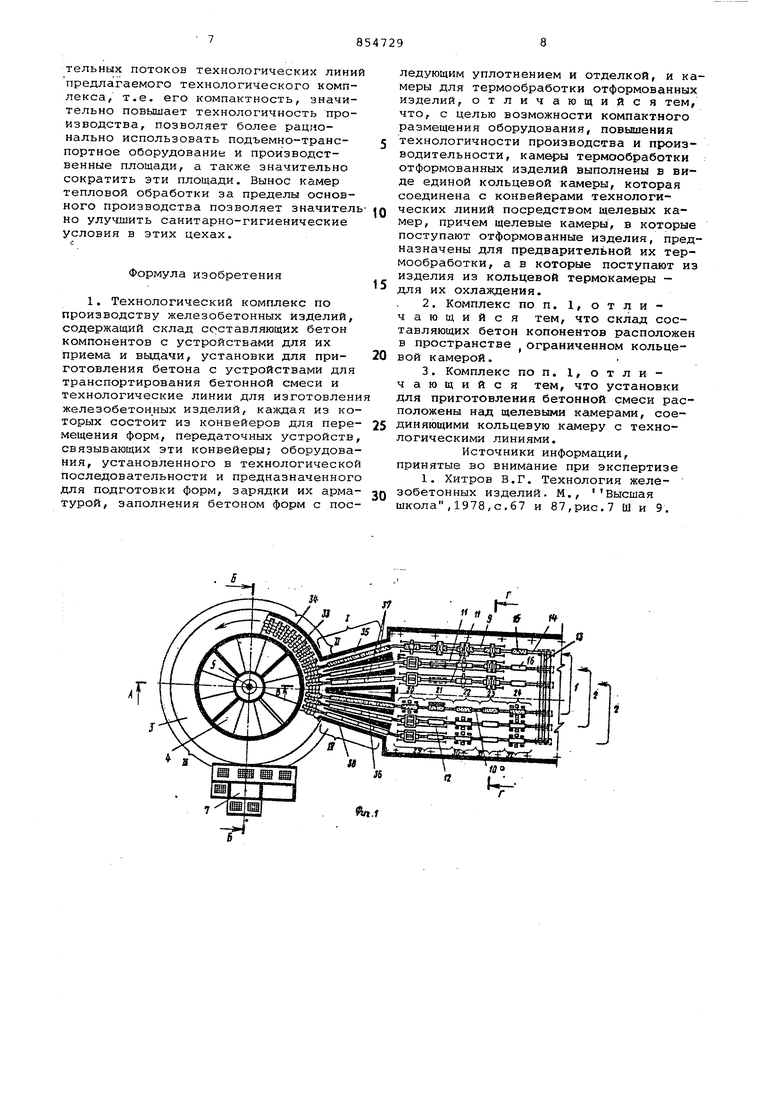
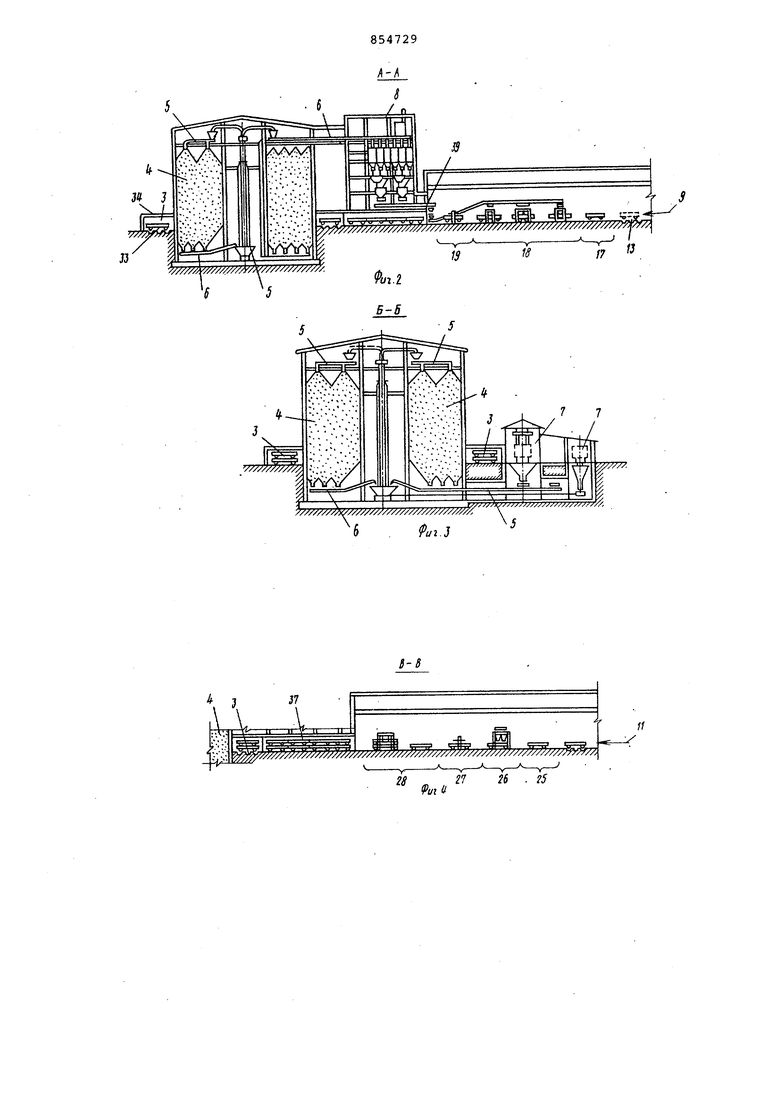
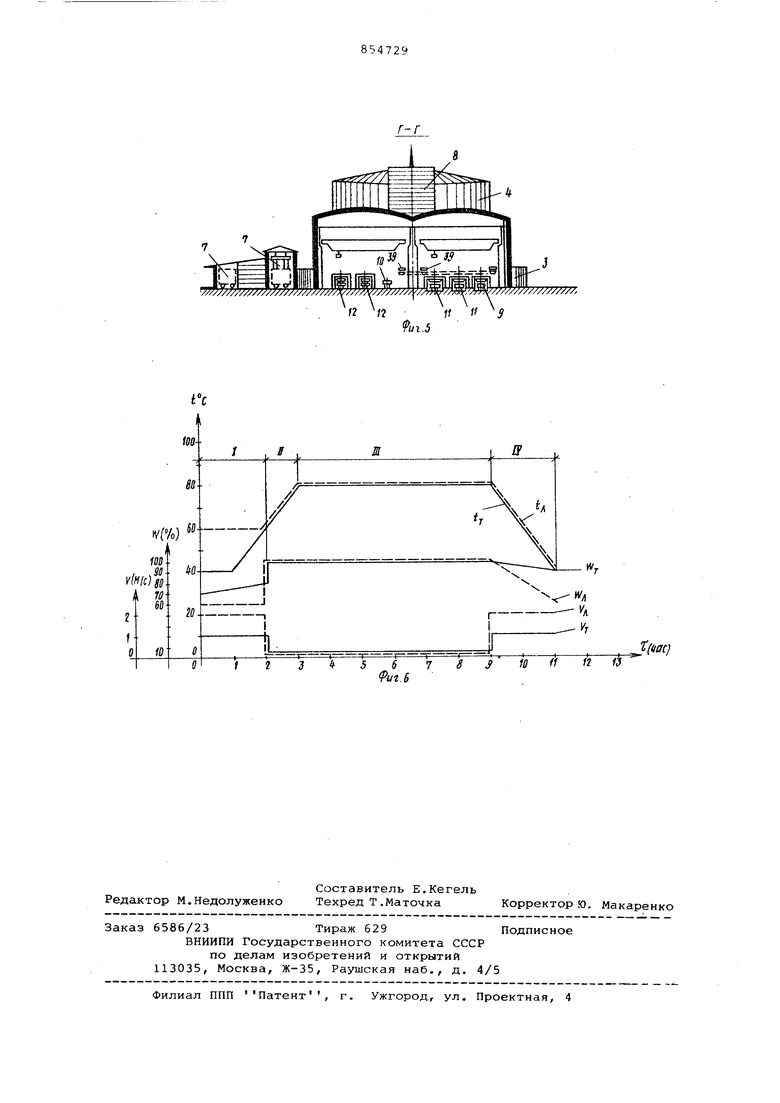
На фиг. 1 изображен технологический, комплекс в плане, общий вид; на фкг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 разрез Г-Г на фиг. 1; на фиг. б - график тепловой обработки изделий из легкого и тяжелого бетонов (изменение температуры среды -tA и ty, относительной влажности среды W 1 и W ц и скорости среды -Уд и V ч по времени t) .
Данный технологический комплекс содержит поточные технологические линии 1 и 2 для изготовления изделий соответственно из легкого и тяжелого бетонов, кольцевую камеру 3 совместной тепловой обработки изделий, склад 4 составляющих бетоны материалов, связанный транспортными линиями 5 и б соответственно с приемным устройством 7 и бетоносмесительной установкой 8.
Технологическая линия 1 изготовления изделий из легкого бетона состоит из формовочного 9 и подготовительного .10 потоков.
Технологические линии 2 изготовления изделий из тяжелого бетона также состоят из формовочных 11 и подготовительных 12 потоков.
Все потоки связаны между собой передаточным устройством 13 и содержат транспортные устройства 14 для перемещения форм 15 и 16 вдоль технологических постов.
Формовочный поток 9 содержит технологические посты: 17 армирования, 18 формования, 19 отделки.
Подготовительный поток 10 содержит технологические посты: 20 распалубки, 21 кантования и съема изделий, 22 чистки форм, 23 смазки форм, 24 сборки.
Формовочные потоки 11 содержат технологические посты: 25 армирования, 26 формования, 27 отделки 28 пакетирования форм перед термоо.бработкой
Подготовительные потоки 12 содержа технологические посты: 29 распакетирования форм после термообработки, 30 распалубки и съема изделий, 31 чистки и смазки форм, 32 сборки форм
Кольцевая камера 3 содержит транспортное устройство 33 для перемещения форм по кольцевому туннелю 34 и связана прямолинейными туннелями камер выравнивания характеристик различных бетонов перед совместной тепловой обработкой изделий с формовочными потоками технологических линий, по окончании же ее - с подготовительными потоками, а именно: камерой 35 с потоком 9, камерой 36 с потоком 10, камерами 37 с потоками 11, камерами 38 с потоками 12..
Бетоносмесительная установка 8 связана с формовочными постами 18 и 26 транспортными линиями 39 подачи бетонных смесей.
Технологические комплекс работает следующим образом.
Поступавшие на завод каким-либо видом транспорта материалы, составляющие бетонные смеси (цемент, песок щебень и т.д.), разгружаются в бункера приемного устройства 7, а оттуда трактом 5 подаются в емкости склада 4 для создания требуемого технологического запаса. Из склада 4 посредством транспортных линий 5 и б упомянутые материалы подаются В расходные бункера бетоносмесительной установки 8. Приготовленные из этих материалов бетонные смеси трактами 39 п подаются к постам 18 и 26 технологических линий 1 и 2.
Изготовление железобетонных изделий на технологических линиях предлагаемого технологического комплекса осуществляется следующим образом.
Изделия из легкого бетона в формах 15 и из тяжелого бетона в пакетах форм 16 из 36 и 38 выравнивания характеристик после окончания тепловой обработки поступают на подготовительные потоки 10 и 12, на которых производятся подготовительные операции по распалубка, съему изделий, чистке, смазке и сборке форм.
По окончании подготовительных операций формы 15 и 16 передаточным устройством 13 подаются на формовочные потоки 9 и 11 технологических линий 1 и 2, где производится армирование, формование изделий и их отделка.
Для выравнивания циклов формования изделий из легкого и тяжелого, бетонов с циклом загрузки в камеры тепловой обработки и выгрузки из них на технологических линиях 2 по изготовлению изделий из тяжелого :бетона предусмотрены посты 28 пакетирования форм 16 на формовочных по токах 11 и их распакетирования 29 н подготовительных потоках 12. Отформованные на формовочных потоках 9 и 11 изделия из легкого бет на в формах 15 и изделия из тяжелог бетона в пакетах форм 16 поступают соответственно в камеры 35 и 37, гд производится выравнивание характери тик легкого и тяжелого бетонов перед совместной тепловой обработкой. Из камер 36 и 37 изделия в форма 15 и в пакетах форм 16 поступают в кольцевую камеру 3 совместной тепловой обработки изделий. Пройдя цикл совместной тепловой обработки в процессе перемещения по кольцевому туннелю 34, с помощью транспортного устройства 33 изделия в формах 15 и в пакетах из форм 16 поступают в камеры 36 и 38, где производится вьфавнивание характеристик легкого и тяжелого бетонов перед выдачей их в цех, Иэ камер 36 и 38 изделия в формах 15 и в пакетах из форм 16 поступают на подготовительные потоки 10 и 12, и далее цикл изготовления изделий повторяется. Тепловая обработка изделий из лег кого и тяжелого бетонов на предлагае мом технологическом комплексе предусмотрена по следующим режимам (см. фиг, 6), В камере 35 2 ч (зона I) осуществляется предварительная тепловая обработка изделий из легкого бетона в среде с температурой tд 60 С, относительной влажностью WA 60% и ско ростью движения V 2 м/с, В камерах 37-24 осуществляется предварительная тепловая обработка изделий из тяжелого бетона (зона I) При этом в течение 1-ого часа -издеЛИЯ перемещаются в среде с температурой t,- 40°С, а в течение 2-ого часа, в среде с температурой tf,возт растающей от 60°С, Относительная влажность W среды за период предварительной тепловой обработки в, камерах 37 70-80%, а скорость движения ее V 1 м/с, Пройдя зону I, изделия из легкого и тяжелого бетонов поступают в камеру 3, в которой осуществляется их .совместная тепловая обработка по мер ,-- , - прохождения по зонам II и III. В зоне II в течение 1-скго часа производится подъем температуры t до 80-90с И относительной влажности W/s., W-J- среды до 100%, В зоне III в течение 6-ти часов производится изотермический прогрев изделий при температуре t., tT 8090°С и относительной влажности среды W, WT-,. близкой к 100%, В камере 3 (зоны II и III) скорость движения среды V, порядка 00,2 м/с. По окончании изотермического прогрева в конце зоны III камера 3 переходит в камеры 36 и 38, где в зоне IY производится выравнивание характеристик легкого и тяжелого бетонов перед выходом изделий в цех на подготовительные потоки технологических линий, в камере 36 производится окончательная тепловая обработка (охлаждение) изделий из легкого бетона в течение 2-х часов с понижением температуры среды tA со скоростью 20°С/ч и .относительной влажности среды Wд со скоростью 30%/ч, Скорость движения среды Уд в этой камере 2 м/с, В камерах 38 производится окончательная тепловая обработка (охлаждение) изделий из тяжелого бетона с понижением температуры среды t-|- со скоростью 20°С/ч, Относительная влажность среды Wy и скорость ее движения VT в этойкамере соответственно 95-100% и 1 м/с. Описанный режим позволяет производить качественную тепловую обработку изделий из легкого и тяжело.го бетонов без увеличения ее цикла по сравнению с раздельной тепловой обработкой таких изделий. Оборудование каждой из поточных линий камерами выравнивания характеристик бетонов изделий, занимающими относительно небольшую площадь, (эбеспечивает возможность совместной тепловой обработки в одной камере изделий из различных бетонов, что, в свою очередь, обеспечивает возможность использовать кольцевую камеру и упростить управление процессами тепловой обработки, одновременно уменьшив количество оборудования обслуживающего тепловые агрегаты по сравнению с известной линией. Наличие кольцевой технологической схемы производства, обусловленной кольцевой камерой совместной тепловой обработки, исключает необходимость снабжения поточных линий дополнительными транспортными линиями возврата форм большой длины. Кроме того, использование кольцевой камеры дает возможность более компактно разместить оборудование вспомогательных операций, а именно разместить в пространстве, ограниченном кольцевой камерой склад составляющих бетоны материалов, включая и его транспортные линии, а также максимально сблизить склад и бетоносмесительную установку. Сосредоточенность камер тепловой обработки, формовочных и полготовительных потоков технологических линий предлагаемого технологического комплекса, т.е. его компактность, значительно повышает технологичность производства, позволяет более радионально использовать подъемно-транспортное оборудование и производственные площади, а также значительно сократить эти площади. Вынос камер тепловой обработки за пределы основного производства позволяет значитель но улучшить санитарно-гигиенические условия в этих цехах. Формула изобретения 1, Технологический комплекс по производству железобетонных изделий, содержащий склад составляющих бетон компонентов с устройствами для их приема и выдачи, установки для приготовления бетона с устройствами для транспортирования бетонной смеси и Технологические линии для изготовлени железобетон ных изделий, каждая из которых состоит из конвейеров для перемещения форм, передаточных устройств связывающих эти конвейеры; оборудования, установленного в технологической последовательности и предназначенного Для подготовки форм, зарядки их арма турой, заполнения бетоном форм с пос ледующим уплотнением и отделкой, и камеры для термообработки отформованных изделий, отличающийся тем, что, с целью возможности компактного размещения оборудования, повышения технологичности производства и производительности, камеры термообработки отформованных изделий выполнены в виде единой кольцевой камеры, которая соединена с конвейерами технологических линий посредством щелевых камер, причем щелевые камеры, в которые поступают отформованные изделия, предназначены для предварительной их термообработки, а в которые поступают из изделия из кольцевой термокамеры для их охлаждения. 2.Комплекс по п. 1, отличающийся тем, что склад составляющих бетон копонентов расположен в пространстве ограниченном кольцевой камерой. 3.Комплекс по п. 1, отличающийся тем, что установки для приготовления бетонной смеси расположены над щелевыми камерами, соединяющими кольцевую камеру с технологическими линиями. Источники информации, принятые во внимание при экспертизе 1. Хитров В.Г. Технология железобетонных изделий. М., Высщая школа,1978,с.67 и 87,рис.7 Ш и 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический комплекс по производству железобетонных изделий | 1981 |
|
SU996191A2 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Технологический комплекс по производству железобетонных изделий | 1987 |
|
SU1445974A1 |
| ЗАВОД ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2121920C1 |
| Конвейерная линия для изготовления плоских строительных изделий | 1987 |
|
SU1537541A1 |
| Технологическая линия для изготовления железобетонных изделий | 1989 |
|
SU1733242A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU893538A1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950534A1 |
| Роторный конвейер для изготовления бетонных и железобетонных изделий | 1980 |
|
SU948667A1 |
. В
ffi
ISL.
3
III I /
Lk
IIII
;;-: ; ;
I .. gf i /////////////////W////////////////7/////7/////////////////7/
28 7 П . 25 PuiU
