сд со
N3
I Изобретение относится к прокатному про- и|зводству, а именно к валковым узлам. i Цель изобретения - повышение точнос- т|и проката путем увеличения жесткости ка- при одновременном обеспечении быст- { осменности валков.
i На фиг. 1 схематически изображен
гредлагаемый валковый узел стана попеечно-винтовой прокатки, продольный разез; на фиг. 2 - разрез А-А на фиг. 1; на
оиг. 3 - разрез Б-Б на фиг. 1.
Валковый узел клети поперечно-винтовой г рокатки содержит корпус 1 и установлен- h ый в нем одной опорой приводной вал 2, несущий валок 3, зафиксированный от про- Еорота вкладками 4. В проеме корпуса смонтирована траверса 5 с механизмом перемещения по пазу 6 в корпусе клети, состоящим из ходового винта 7 и гайки 8. айка установлена в расточке траверсы. Ходовой винт установлен в подшипниках 9 в корпусе. Приводной конец приводного вала ; становлен в корпусе одной опорой, например через подшипник 10, и в траверсе при помощи подшипников 11 и 12 и втулок 3 и 14, размещенных по обе стороны 5алка. Рабочая часть приводного вала имеет длину, обеспечивающую изменение об- эазуемого рабочими валками калибра в тре- эуемых пределах.
Валковый узел клети поперечно-винтовой прокатки работает следующим образом.
При настройке на требуемый размер ва- пок 3 перемещается траверсой 5 вдоль приводного вала 2 с помощью ходового вин
та 7 и гайки 8. Во время прокатки усилие, действующее на валок вдоль приводного вала, передается на корпус 1 через втулку 14, траверсу 5, гайку 8 и ходовой винт 7. Усилие, действующее перпендикулярно приводному валу, передается на корпус через подшипник 10, а также через втулку 13, подшипник 11 в траверсе и рабочие поверхности пазов 6. Для замены рабочего валка траверса отводится в крайнее правое положение до схода валка с приводного вала, после чего валок заменяется на новый.
Предлагаемый валковый узел клети поперечно-винтовой прокатки по сравнению с известными позволяет повысить точность получаемого проката, обеспечивая при этом быструю смену валков.
Формула изобретения
Валковый узел клети поперечно-винтовой прокатки, содержащий корпус и установленный в нем одной опорой приводной вал, несущий валок, отличающийся тем, что, с целью повыщения точности проката путем увеличения жесткости калибра при одновременном обеспечении быстросменности валков, он снабжен траверсой с механизмом ее перемещения, установленной в проеме корпуса и несущей две подшипниковые опоры приводного вала валка с втулками скольжения, установленными под подшипниками и охватывающими приводной вал с двух сторон от валка.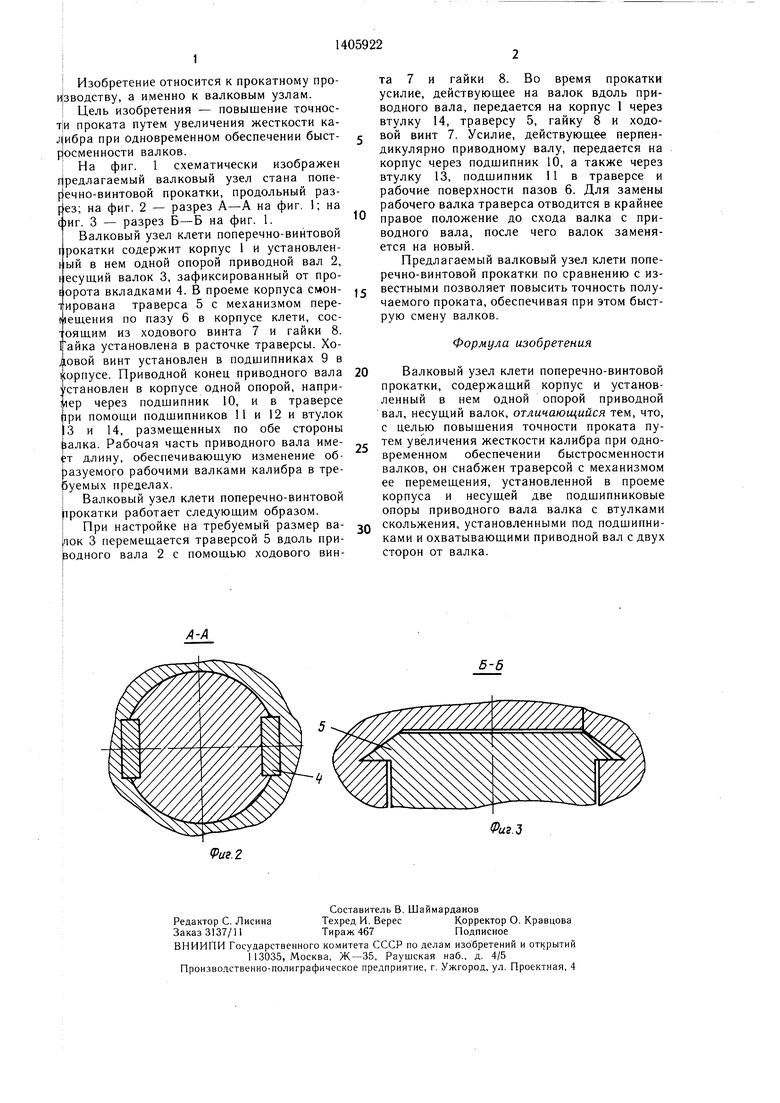
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| Клеть для продольной прокатки | 1980 |
|
SU910237A1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Валковая кассета стана холодной про-КАТКи ТРуб | 1979 |
|
SU835542A1 |
| Валок | 1988 |
|
SU1547897A1 |
| Клеть прокатного стана | 1982 |
|
SU1087220A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1988 |
|
SU1540882A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ ПРОДОЛЬНОЙ ПРОКАТКИ | 2009 |
|
RU2430801C2 |
Изобретение относится к прокатному производству, а точнее к клетям поперечно-винтовой и поперечной прокатки. Цель изобретения - повышение точности проката путем увеличения жесткости калибра при одновременном обеспечении быстросмен- ности валков. Валковый узел клети поперечно-винтовой прокатки включает корпус 1 и установленный в нем одной опорой приводной вал 2, несущий валок 3. В корпусе установлена траверса 5, перемещаемая по пазу 6 корпуса параллельно приводному валу с помощью ходового винта 7 и гайки 8. Один конец приводного вала установлен в подшипнике 10 в корпусе. Другой конец приводного вала смонтирован в траверсе посредством подшипников 11 и 12 и втулок 13 и 14 скольжения, размещенных с двух сторон валка. При настройке на требуемый размер валок перемещается траверсой вдоль приводного вала. Во время прокатки усилие, действующее на валок вдоль приводного вала, передается на корпус через втулку 14, траверсу, гайку и ходовой винт, а усилие, действующее перпендикулярно приводному валу, передается на корпус через подшипник 10, а также через втулку 13, подшипник 11 в траверсе и рабочие поверхности пазов корпуса. Для замены валка траверса отводится в крайнее правое положение до схода валка с приводного вала. На приводной вал с помощью траверсы надевается новый валок. 3 ил. (О (Л
Б-6
Фиг.З
| Потапов И | |||
| Н | |||
| и Полухин В | |||
| П | |||
| Новая технология винтовой прокатки, М.: Металлургия, 1975, с | |||
| Паровой котел с винтовым парообразователем | 1921 |
|
SU304A1 |
| ПЛАСТИНА ТЕПЛООБМЕННИКА | 2020 |
|
RU2748770C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
