ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к титансодержащей структуре и к титановым продуктам, таким как титановая пластина и титановый пруток.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] Титановые продукты представляют собой металлические материалы с превосходной коррозионной стойкостью и поэтому применяются, например, в теплообменниках, использующих морскую воду, а также разнообразных химических установках. Кроме того, поскольку они имеют более низкую плотность, чем углеродистые стали, а значит, имеют высокую удельную прочность (прочность на единицу массы), они часто используются в корпусах воздушных судов. Кроме того, применение титанового продукта в оборудовании наземного транспорта, таком как автомобили, приводит к уменьшению массы оборудования и поэтому способствует повышению экономии топлива.
[0003] Однако по сравнению со стальными продуктами титановые продукты производятся посредством сложных и многочисленных стадий. Типичные стадии включают следующие.
[0004] Стадия выплавки: стадия хлорирования оксида титана, сырья, до тетрахлорида титана, а затем его восстановление магнием или натрием с получением металлического титана в виде массивной губки (именуемый в дальнейшем титановой губкой).
Стадия плавки: стадия прессования титановой губки с образованием электрода и его плавление в вакуумно-дуговой плавильной печи с получением слитка.
Стадия ковки: стадия горячей ковки слитка с получением, например, сляба (т.е. исходного материала для горячей прокатки) или «биллета» (т.е. исходного материала, например, для горячего прессования выдавливанием или горячей прокатки).
Стадия горячей обработки давлением: стадия нагревания сляба или биллета и его горячей прокатки или горячего прессования выдавливанием с получением, например, пластины или заготовки круглого сечения.
Стадия холодной обработки давлением: стадия дополнительной холодной прокатки пластины или заготовки круглого сечения с получением, например, листа, прутка круглого сечения или проволоки.
[0005] Как описано выше, титановые продукты производятся посредством множества стадий, и поэтому они являются очень дорогими. По этой причине они редко используются в оборудовании наземного транспорта, таком как автомобили. Стимулирование применения титановых продуктов требует улучшения производительности производственного процесса. В качестве метода решения этой проблемы были предприняты попытки устранения некоторых стадий в производстве титановых продуктов.
[0006] Патентный документ 1 предлагает способ производства титанового листа, включающий формование композиции, содержащей титановый порошок, связующее, пластификатор и растворитель, в форму листа и подвергание этого листа сушке, спеканию, компактированию и повторному спеканию. Этот способ позволяет устранить обычные стадии плавки, ковки и горячей и холодной прокатки.
[0007] Патентный документ 2 предлагает способ производства заготовки круглого сечения из титанового сплава, включающий добавление порошка меди, порошка хрома или порошка железа к порошку титанового сплава, помещение их в выполненную из углеродистой стали капсулу и подвергание ее нагреванию и горячему прессованию выдавливанием. Этот способ позволяет устранить обычные стадии плавки и ковки и, следовательно, уменьшить производственные затраты.
[0008] Патентный документ 3 предлагает способ производства заготовки круглого сечения, включающий загрузку порошка титановой губки в медную капсулу, нагревание его до температуры не более, чем 700°C, и подвергание его теплому прессованию выдавливанием. Этот способ позволяет устранить обычные стадии плавки и ковки и, следовательно, уменьшить производственные затраты.
[0009] Кроме того, традиционно известная пакетная прокатка представляет собой процесс, включающий закрывание менее деформируемого основного материала, такого как материал из титанового сплава, обкладкой, выполненной из, например, углеродистой стали, которая является недорогой и хорошо обрабатываемой, и подвергание этого пакета горячей прокатке. Например, после того как на поверхности основного материала наносят разделительное средство, по меньшей мере две его поверхности – верхнюю и нижнюю, накрывают обкладками, или же обкладками накрывают еще и четыре периферийных поверхности в дополнение к верхней и нижней поверхностям, к стыкам применяют сварку для того, чтобы получить герметичную закрытую коробку, и ее внутреннее пространство откачивают и герметизируют, чтобы подвергнуть горячей прокатке.
[0010] Патентный документ 4 раскрывает способ сборки герметичной закрытой коробки; патентный документ 5 раскрывает способ производства герметичной закрытой коробки, включающий герметизацию (упаковку) обкладки при давлении вакуума не меньше чем 10-3 мм рт.ст. (приблизительно 0,133 Па); и патентный документ 6 раскрывает способ производства герметичной закрытой коробки, включающий накрывание материала углеродистой сталью (обкладкой) и его герметизацию (упаковку) сваркой с высокой плотностью энергии под вакуумом не более чем 10-2 мм рт.ст. (приблизительно 1,33 Па).
[0011] При каждой пакетной прокатке, описанной выше, основной материал, который является прокатываемым материалом, накрывают обкладкой, чтобы подвергнуть его горячей прокатке, и поэтому поверхность основного материала не входит в прямой контакт с холодной средой (такой как воздух или валок), так что уменьшение температуры в основном материале может быть минимизировано, что позволяет произвести лист даже из менее обрабатываемого основного материала.
[0012] Используемую обкладку делают из материала, отличающегося от основного материала, например из углеродистой стали, которая имеет хорошую обрабатываемость и является недорогой. Поверхность основного материала имеет нанесенное на нее разделительное средство с тем, чтобы обкладку можно было легко отделить от основного материала, потому что после горячей прокатки обкладка не нужна.
СПИСОК ДОКУМЕНТОВ УРОВНЯ ТЕХНИКИ
[0013] ПАТЕНТНЫЕ ДОКУМЕНТЫ
Патентный документ 1: JP2011-042828A
Патентный документ 2: JP2014-019945A
Патентный документ 3: JP2001-131609A
Патентный документ 4: JP63-207401A
Патентный документ 5: JP09-136102A
Патентный документ 6: JP11-057810A
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0014] В способе, раскрытом в процитированном патентном документе 1, в качестве исходного материала используется титановый порошок (имеющий средний размер частиц от 4 до 200 мкм), который является дорогим, и к нему применяется много стадий, включая спекание и компактирование, и поэтому получаемые титановые листы являются очень дорогими, а следовательно, использование таких титановых продуктов не было привлекательным.
[0015] В способе, раскрытом в процитированном патентном документе 2, в качестве исходного материала используется порошок титанового сплава, который является дорогим, и поэтому получаемые заготовки круглого сечения из титанового сплава являются дорогими, а следовательно, использование таких титановых продуктов не было привлекательным. Этот способ обладает проблемами, заключающимися, например, в том, что получаемые заготовки круглого сечения включают оксид титана в поверхностном слое и во внутренней части, потому что порошок из титановой губки окисляется при нагревании, и поэтому они имеют бесцветный внешний вид и низкие свойства на растяжение по сравнению с заготовками круглого сечения, произведенными обычным способом.
[0016] Способ, раскрытый в процитированном патентном документе 3, обладает проблемами, заключающимися, например, в том, что получаемые заготовки круглого сечения включают оксид титана в поверхностном слое и во внутренней части, потому что порошок из титановой губки окисляется при нагревании, и поэтому получаемые заготовки имеют бесцветный внешний вид и низкие свойства на растяжение по сравнению с заготовками круглого сечения, произведенными обычным способом.
[0017] В способах, раскрытых в процитированных патентных документах 4-6, обкладки нужно удалять и выбрасывать после прокатки, как и в пакетной прокатке, и поэтому производственные затраты более высоки, чем у типичного процесса, и в результате получаемые титановые продукты являются дорогими.
[0018] По этой причине титановые продукты до сих пор еще не применяли в оборудовании наземного транспорта, таком как автомобили.
[0019] Ввиду вышеизложенных обстоятельств задачей настоящего изобретения состоит в том, чтобы получать титановые продукты, такие как титановые листы и заготовки круглого сечения, с небольшими затратами.
РЕШЕНИЕ ПРОБЛЕМЫ
[0020] Авторы настоящего изобретения провели интенсивные исследования для того, чтобы решить описанные выше проблемы, и разработали титансодержащую структуру, которая позволяет устранить стадию плавки и стадию ковки.
[0021] Они сконцентрировали внимание в качестве используемого материала на титановой губке, которая является массивной и не имеет фиксированной формы, а не на порошках, таких как титановый порошок и порошок из титановой губки, которые являются дорогими. Массивная титановая губка может быть получена при относительно низких затратах, потому что она производится обычным способом. Кроме того, производство титановых продуктов непосредственно из титановой губки не создает проблем, связанных с составом, потому что главные примеси удаляются на стадии выплавки. Материалы в форме брикета, полученные путем компрессионного формования титановой губки в пресс-форме («именуемые в дальнейшем титановым брикетом»), и такие титановые материалы, как лом, которые сами по себе не могут составлять конечные продукты (именуемые в дальнейшем «титановым ломом»), могут быть получены с относительно низкими затратами. Однако непосредственно эти материалы не могут быть обработаны, потому что они не находятся в фиксированной форме.
[0022] Учитывая это, авторы настоящего изобретения разработали титансодержащую структуру, которая может быть сформирована путем загрузки наполнителя, такого как титановая губка, в контейнер (именуемый в дальнейшем «упаковкой»), образованный из технически чистого титанового материала, и герметизации этой упаковки. При использовании титанового материала такого строения возможно предотвратить появление поверхностных трещин или дефектов поверхности, таких как плена, во время горячей обработки давлением. В частности, при использовании наполнителя, имеющего тот же самый тип химического состава, что и у технически чистого титанового материала, возможно сохранить упаковку и позволить ей стать частью титанового продукта (конечного продукта) после обработки давлением, в отличие от обычной пакетной прокатки, при которой обкладку следует удалить и выбросить после прокатки. Кроме того, также было найдено, что важно уменьшение внутреннего давления упаковки в максимально возможной степени для того, чтобы предотвратить окисление наполнителя, такого как титановая губка, когда он нагревается перед горячей обработкой давлением, а также для того, чтобы способствовать уменьшению пустот в наполнителе и между упаковкой и наполнителем во время горячей обработки давлением.
[0023] Объектами настоящего изобретения являются охарактеризованные ниже титансодержащая структура и титановый продукт.
[0024] (1) Титанcодержащая структура, имеющая:
упаковку, выполненную из технически чистого титанового материала; и
наполнитель, упакованный в эту упаковку,
причем внутреннее абсолютное давление упаковки составляет 10 Па или меньше, и
при этом наполнитель представляет собой по меньшей мере одно из титановой губки, титанового брикета и титанового лома, и этот наполнитель имеет тот же самый тип химического состава, что и технически чистый титановый материал.
[0025] (2) Титанcодержащая структура в соответствии с вышеприведенным пунктом (1), в которой упаковка и наполнитель имеют химический состав, предусмотренный в Классах JIS с 1-го по 4-й.
[0026] (3) Титановый продукт, имеющий химический состав, предусмотренный в Классах JIS с 1-го по 4-й, причем доля пустот во внутренней части титанового продукта составляет больше чем 0% и 30% или меньше.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0027] Использование титансодержащей структуры по настоящему изобретению делает возможным производство титановых продуктов путем выполнения обработки давлением при исключении обычных стадий плавки и ковки. В результате количество необходимой для производства энергии (такой как электричество или газ) уменьшается. Кроме того, производственный выход в значительной степени улучшается, потому что производство достигается без удаления большого количества титанового материала резанием или обрезкой, то есть, например, удаления вырезанием дефектных частей, которые присутствуют главным образом в поверхностном слое и на нижней поверхности слитка, или удаления поверхностных трещин и плохо сформировавшихся передней и задней концевых частей (обрези) после ковки. В результате достигается значительное сокращение производственных затрат.
[0028] Кроме того, в случае обработки при подходящих условиях титансодержащая структура, произведенная с помощью настоящего изобретения, может быть превращена в титановый продукт с малым объемом пустот, который обладает свойствами на растяжение, сопоставимыми с обычными продуктами или с облегченным титановым продуктом, имеющим большое количество внутренних пустот. Обычные продукты, которые производятся посредством стадии плавки, не имеют пустот.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
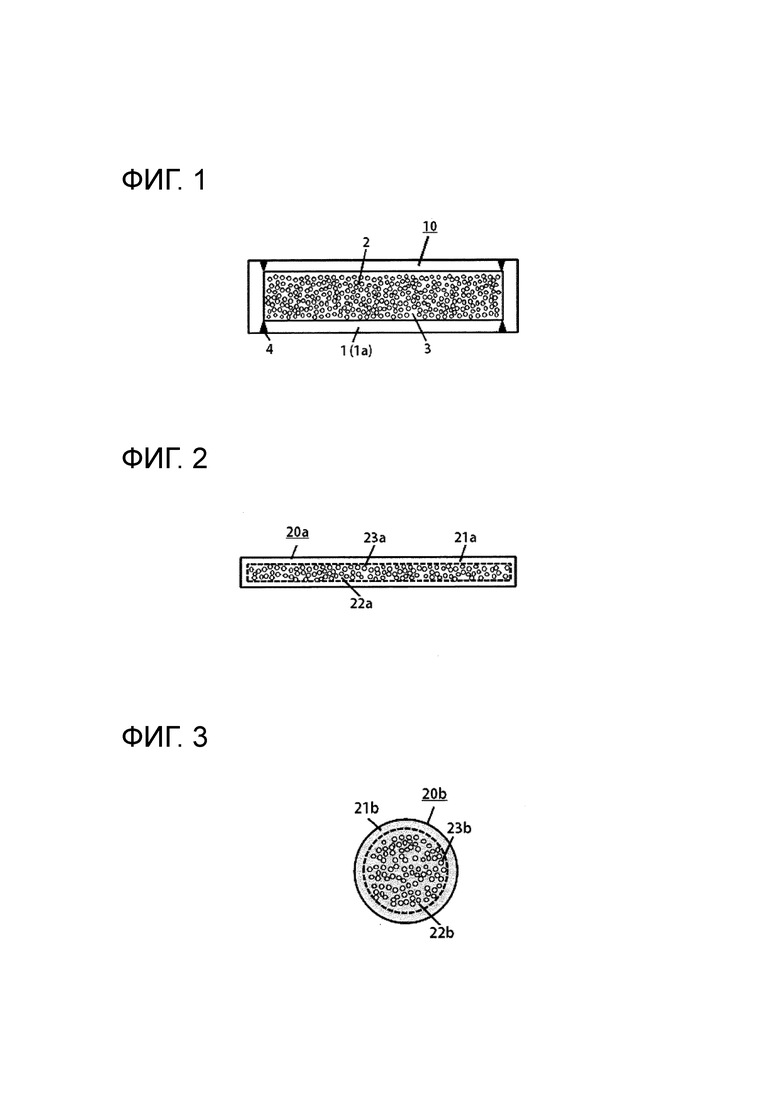
[0029] [Фиг. 1] Фиг. 1 схематично иллюстрирует строение титансодержащей структуры по настоящему изобретению.
[Фиг. 2] Фиг. 2 схематично иллюстрирует строение титанового продукта (листа) по настоящему изобретению.
[Фиг. 3] Фиг. 3 схематично иллюстрирует строение титанового продукта (прутка) по настоящему изобретению.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0030] Титанcодержащая структура и титановые продукты по настоящему изобретению будут описаны ниже в указанном порядке.
[0031] Как проиллюстрировано на Фиг. 1, титансодержащая структура 10 по настоящему изобретению является материалом для обработки давлением, выполненным из титанового материала и включающим в себя: упаковку 1, выполненную из технически чистого титанового материала 1a; и наполнитель 2, упакованный в упаковку 1. Внутреннее давление в упаковке 1 составляет не более 10 Па, наполнитель 2 включает по меньшей мере одно от титановой губки, титанового брикета и титанового лома, и наполнитель 2 имеет тот же самый тип химического состава, что и технически чистый титановый материал.
[0032] Сначала будет описан наполнитель 2.
[Размер]
[0033] Когда в качестве наполнителя 2 используется титановая губка, может использоваться титановая губка, произведенная посредством процесса выплавки, такого как в обычном процессе Кролла. Титановая губка, произведенная посредством процесса выплавки, представляет собой большую массу, весящую обычно несколько тонн, и поэтому разумно дробить ее на частицы со средним размером частицы не больше, чем 30 мм, и использовать эти частицы как в обычном процессе.
[0034] Размер частиц наполнителя 2 должен быть меньшим, чем размер внутреннего пространства упаковки 1. Наполнитель 2 может быть упакован в упаковку 1 в том виде, как он есть, но, чтобы увеличить эффективность или увеличить загружаемое количество, можно использовать формованное тело (титановый брикет), приготовленное путем предварительного компрессионного формования титановой губки в пресс-форме. В частности, когда должен быть произведен титановый продукт, имеющий низкую долю пустот, в качестве наполнителя 2 предпочтительно использовать титановый брикет и загружать его внутрь упаковки 1.
[0035] Предпочтительно, наполнитель 2 имеет средний размер частиц не менее 1 мм и не более 30 мм. Если этот размер будет меньше, чем 1 мм, понадобится лишнее время на то, чтобы выполнить дробление, а также будет создаваться и рассеиваться большое количество частиц тонкодисперсной пыли, и в результате экономическая эффективность производства уменьшится. Если средний размер частиц будет больше, чем 30 мм, то эффективность работы уменьшится из-за, например, трудностей при транспортировке и трудностей при размещении в упаковке 1.
[Компоненты]
[0036] Наполнитель 2 должен иметь тот же самый тип химического состава, что и упаковка 1, то есть должен представлять собой технически чистый титановый материал. Например, химический состав может соответствовать Классу 1 JIS, Классу 2 JIS, Классу 3 JIS или Классу 4 JIS. В настоящем документе выражение «имеет химический состав того же самого типа» означает, в частности, принадлежность к тому же самому классу японского промышленного стандарта JIS. Например, когда химический состав упаковки 1 принадлежит Классу 1 JIS, наполнитель 2 должен иметь химический состав, принадлежащий Классу 1 JIS. Таким образом, химический состав наполнителя 2 выбирается так, чтобы он был того же самого класса, что и химический состав технически чистого титанового материала, и тем самым в титановом продукте после обработки химические составы в поверхностном слое и во внутренней части являются сравнимыми друг с другом, так что титановый продукт может использоваться как промышленный технически чистый титан в том виде, как он есть.
[0037] Класс 1 JIS включает 0,15 мас.% или меньше кислорода, 0,20 мас.% или меньше железа, 0,03 мас.% или меньше азота, 0,08 мас.% или меньше углерода и 0,013 мас.% или меньше водорода; Класс 2 JIS включает 0,20 мас.% или меньше кислорода, 0,25 мас.% или меньше железа, 0,03 мас.% или меньше азота, 0,08 мас.% или меньше углерода и 0,013 мас.% или меньше водорода; Класс 3 JIS включает в себя 0,30 мас.% или меньше кислорода, 0,30 мас.% или меньше железа, 0,05 мас.% или меньше азота, 0,08 мас.% или меньше углерода и 0,013 мас.% или меньше водорода; и Класс 4 JIS включает в себя 0,40 мас.% или меньше кислорода, 0,50 мас.% или меньше железа, 0,05 мас.% или меньше азота, 0,08 мас.% или меньше углерода и 0,013 мас.% или меньше водорода.
[0038] Далее следует описание титанового лома, который может использоваться в качестве наполнителя 2.
[0039] Примеры титанового лома включают: отходы, которые образуются во время процесса производства промышленного технически чистого титанового продукта и которые сами по себе не могут составлять конечный продукт; титановую стружку, которая образуется во время резания или измельчения промышленного технически чистого титанового материала до формы конечного продукта; и промышленные технически чистые титановые продукты, которые стали ненужными после их использования в качестве конечного продукта.
[0040] Если размер титанового лома является чрезмерно большим и эффективность работы уменьшается из-за, например, трудностей с транспортировкой или трудностей с размещением в упаковке 1, предпочтительно разрезать этот лом подходящим образом.
[0041] Титановый лом может быть упакован в упаковку 1 в том виде, как он есть, или, альтернативно, эффективность загрузки и количество загрузки могут быть увеличены следующим образом. Например, в случае титановой стружки, которая имеет низкую объемную плотность, она может быть предварительно смешана с титановой губкой и подвергнута компрессионному формованию в пресс-форме, или же только титановый лом может быть подвергнут компрессионному формованию в пресс-форме для того, чтобы получить формованное тело, которое будет упаковано в упаковку 1.
[0042] Далее следует описание технически чистого титанового материала, который образует упаковку 1.
[0043] Одним примером технически чистого титанового материала является обработанный давлением титановый материал. Обработанные давлением титановые материалы включают в себя титановые листы и титановые трубы, которые формуются с помощью горячей или холодной пластической обработки, такой как прокатка, прессование выдавливанием, вытяжка или ковка. Промышленные обработанные давлением материалы из технически чистого титана, которые были подвергнуты пластической обработке, предпочтительно имеют гладкую поверхность и тонкую структуру (мелкие зерна).
[Толщина]
[0044] Когда упаковка 1 является прямоугольным параллелепипедом, толщина технически чистого титанового материала предпочтительно составляет не менее 0,5 мм и не более 50 мм в зависимости от размера получаемой упаковки 1. По мере того, как размер упаковки 1 увеличивается, необходимо увеличивать прочность и жесткость, и поэтому должен использоваться технически чистый титановый материал, имеющий большую толщину. Если толщина составляет меньше, чем 0,5 мм, упаковка 1 может деформироваться во время нагревания перед горячей обработкой давлением, или она может сломаться на начальной стадии горячей обработки давлением, и поэтому такая толщина не является предпочтительной. Если толщина составляет больше, чем 50 мм, технически чистый титановый материал составляет значительную долю в толщине титансодержащей структуры 10, а количество упакованного наполнителя 2 мало, и поэтому мало количество обрабатываемого давлением наполнителя 2, и экономическая эффективность производства является низкой. Таким образом, такая толщина не является предпочтительной.
[0045] Кроме того, толщина технически чистого титанового материала предпочтительно составляет не менее 3% толщины титансодержащей структуры 10 и не более 25% ее толщины. Если толщина технически чистого титанового материала составляет меньше, чем 3% толщины титансодержащей структуры 10, становится трудным удержать с ее помощью наполнитель 2, и в результате титансодержащая структура 10 может претерпеть большую деформацию во время нагревания перед горячей обработкой давлением, или зона сварного шва упаковки 1 может разрушиться. Если толщина технически чистого титанового материала составляет больше, чем 25% толщины титансодержащей структуры 10, хотя это и не создает никаких конкретных проблем для производства, технически чистый титановый материал составляет значительную долю в толщине титансодержащей структуры 10, а количество упакованного наполнителя 2 мало, и поэтому мало количество обрабатываемого давлением наполнителя 2, и экономическая эффективность производства является низкой. Таким образом, такая толщина не является предпочтительной.
[0046] В том случае, когда упаковка 1 является трубой, аналогично вышеописанному, толщина технически чистого титанового материала предпочтительно составляет не менее 0,5 мм и не более 50 мм в зависимости от размера получаемой упаковки 1. Кроме того, аналогично случаю прямоугольного параллелепипеда, толщина технически чистого титанового материала предпочтительно составляет не менее 3% диаметра титансодержащей структуры 10 и не более 25% ее диаметра.
[Компоненты]
[0047] Как было описано выше, упаковка 1 должна иметь тот же самый тип химического состава, что и наполнитель 2.
[Размер зерна]
[0048] Технически чистый титановый материал может иметь размер зерен, отрегулированный посредством подходящей пластической обработки и термической обработки. Средний размер зерна технически чистого титанового материала, который образует упаковку 1, должен быть не более 500 мкм в терминах диаметра эквивалентной окружности. Это предотвращает поверхностные дефекты, которые могут образовываться из-за различий в кристаллографической ориентации крупных зерен, когда титансодержащая структура 10 подвергается горячей обработке давлением. Нижний предел размера зерна конкретно не установлен, но когда в промышленном технически чистом титане должен быть получен чрезвычайно малый размер зерна, при пластической обработке требуется высокая степень обжатия, и в результате толщина технически чистого титанового материала, который может использоваться в качестве упаковки 1, будет ограниченной. Таким образом, размер зерна предпочтительно составляет не менее 10 мкм, а предпочтительнее – более 15 мкм. Рассматриваемыми здесь зернами являются зерна в α-фазе, которая составляет большую часть промышленного технически чистого титана.
[0049] Средний размер зерна вычисляется следующим образом. В частности, структуру в поперечном сечении технически чистого титанового материала наблюдают с помощью оптического микроскопа и делают ее фотографии, и по этим фотографиям структуры определяют средний размер зерна в поверхностном слое технически чистого титанового материала методом секущих в соответствии с JIS G 0551 (2005).
[0050] Далее следует описание титансодержащей структуры 10.
[Форма]
[0051] Форма титансодержащей структуры 10 не ограничивается, и она зависит от формы производимого титанового продукта. Когда необходимо произвести титановый лист или пластину, титансодержащая структура 10 должна иметь форму прямоугольного параллелепипеда (сляба). Толщина, ширина и длина титансодержащей структуры 10 зависят от толщины, ширины и длины продукта, а также, например, от производственного объема (веса).
[0052] Когда необходимо произвести титановую заготовку круглого сечения, проволоку или прессованный профиль, титансодержащая структура 10 должна иметь форму цилиндра или многогранной призмы, такой как восьмиугольная призма (биллет). Размер (диаметр и длина) зависит от размера, толщины, ширины и длины продукта, а также, например, от производственного объема (веса).
[Внутренность]
[0053] Внутри титансодержащей структуры 10 упаковывается наполнитель 2, такой как титановая губка. Наполнитель 2 представляет собой массу частиц и поэтому имеет пустоты 3 между частицами. Если в пустотах 3 будет присутствовать воздух, то наполнитель 2 будет окисляться или азотироваться при нагревании перед горячей обработкой давлением, и титановый продукт, произведенный посредством последующей обработки давлением, станет хрупким, и следовательно будет не в состоянии обеспечить необходимые свойства материала. Окисление или азотирование титановой губки могут быть подавлены продувкой инертным газом, таким как газообразный аргон (Ar). Однако газообразный аргон будет термически расширяться во время нагревания и расширять упаковку 1 наружу, что заставит титансодержащую структуру 10 деформироваться, что, в свою очередь, сделает невозможным применение к ней горячей обработки давлением.
[0054] По описанным выше причинам внутреннее давление в пустотах 3 между частицами наполнителя 2 должно быть как можно более низким. В частности, внутреннее давление должно составлять не более 10 Па. Предпочтительно, внутреннее давление составляет не более 1 Па. Если внутреннее давление упаковки 1 составляет больше, чем 10 Па, наполнитель 2 окисляется или азотируется остающимся воздухом. Никаких конкретных ограничений на нижний предел не существует, но сильное снижение внутреннего давления влечет за собой увеличение производственных затрат, например, на улучшение герметизирующих свойств оборудования или на усиление вакуумирующего оборудования, и поэтому предпочтительным является нижний предел 1×10-3 Па.
[0055] Далее следует описание того, как уменьшается внутреннее давление в упаковке 1 и как в ней поддерживается вакуум.
[0056] Упаковка 1 герметизируется после того, как в нее упакован наполнитель 2 и внутреннее давление в ней уменьшено до некоторого заданного давления или ниже. Альтернативно, куски технически чистого титанового материала могут быть частично соединены друг с другом, а затем могут быть выполнены уменьшение давления и герметизация. Герметизация предотвращает попадание в упаковку воздуха и таким образом предотвращает окисление находящегося внутри нее наполнителя 2 во время нагревания перед горячей обработкой давлением.
[0057] Процесс герметизации конкретно не ограничен, однако герметизация путем сварки кусков технически чистого титанового материала является предпочтительной. В этом случае, что касается положения сварки, свариваются все стыки между кусками технически чистого титанового материала, то есть выполняется круговая сварка. Процесс сварки технически чистого титанового материала конкретно не ограничен и может использоваться, например, дуговая сварка, такая как сварка неплавящимся электродом в среде защитного газа (TIG) и сварка плавящимся электродом в инертном газе (MIG), сварка электронным лучом (EB) или лазерная сварка.
[0058] Что касается сварочной атмосферы, то сварку выполняют в вакуумной атмосфере или в атмосфере инертного газа для того, чтобы предотвратить окисление и азотирование наполнителя 2 и внутренней поверхности упаковки 1. В том случае, когда выполняется сварка последнего стыка технически чистого титанового материала, предпочтительно, чтобы упаковка 1 помещалась внутри вакуумного сосуда (камеры), так, чтобы внутренность упаковки 1 могла поддерживаться в вакууме.
[0059] Альтернативно, в некоторой части упаковки 1 может быть заранее предусмотрена трубка с тем, чтобы через эту трубку внутреннее давление могло быть уменьшено до заданного значения, и эта трубка может быть запечатана, например путем ее расплющивания, после того, как весь периметр был заварен в атмосфере инертного газа, и тем самым внутри упаковки 1 может образоваться вакуум. В этом случае трубка предусматривается в таком месте, которое не мешает горячей обработке давлением, являющейся последующим процессом, и таким местом может быть, например, задняя торцевая поверхность.
[0060] Далее следует описание титанового продукта.
[0061] Титановый продукт по настоящему изобретению имеет химический состав, заданный в Классах JIS с 1-го по 4-й, и доля пустот во внутренней части титанового продукта составляет более 0% и 30% или меньше. В частности, он представляет собой промышленный технически чистый титан, который может быть получен путем нагревания титансодержащей структуры 10, а затем подвергания ее горячей обработке давлением и, необязательно, дополнительной холодной обработке давлением.
[0062] Титановый продукт состоит из двух структур, а именно из наружного слоя, получающегося из упаковки 1 в титансодержащей структуре 10 до обработки давлением, и внутреннего слоя, получающегося из находившегося внутри наполнителя 2. В дальнейшем внутренняя часть титанового продукта называется внутренним слоем. Химические составы упаковки 1 и наполнителя 2 имеют один и тот же класс, и поэтому в титановом продукте химический состав наружного слоя и химический состав внутреннего слоя имеют один и тот же класс. В частности, эти химические составы заданы в Классах JIS с 1-го по 4-й.
[Доля пустот]
[0063] Пустоты 3, которые присутствуют внутри титансодержащей структуры 10, уменьшаются посредством горячей обработки давлением или дополнительной холодной обработки давлением титансодержащей структуры 10, но они не устраняются полностью (доля пустот не достигает 0%), и некоторые из них остаются. Таким образом, доля пустот составляет больше чем 0%. Когда пустоты 3 присутствуют в большом количестве, титановый продукт имеет более низкую объемную плотность, а значит, является облегченным. Однако если пустоты 3 присутствуют в чрезмерно большом количестве, титановый продукт может иметь слишком сниженную прочность и пластичность, а значит, может оказаться не в состоянии проявлять желаемые свойства в случае некоторых конечных продуктов. Соответственно, верхний предел доли пустот составляет не более чем 30%, за счет чего обеспечиваются прочность и пластичность в конечных продуктах (конечных изделиях), в которых от титанового продукта требуются такие свойства. Таким образом, для того, чтобы произвести титановый продукт, обладающий достаточной прочностью и пластичностью для его использования в качестве конечного продукта и который также является облегченным, титановый продукт предпочтительно включает пустоты 3 в количестве более 0 об.% и не более чем 30 об.%.
[0064] Пропорция пустот, остающихся во внутренней части титанового продукта (доля пустот), вычисляется следующим образом. Титановый продукт режется так, чтобы можно было наблюдать поперечное сечение внутренней части титанового продукта, и подлежащая наблюдению поверхность сечения шлифуется и полируется до зеркального блеска со средней шероховатостью поверхности Ra, равной 0,2 мкм или меньше, для того, чтобы приготовить образец для наблюдения. Для полировки используется, например, суспензия алмаза или глинозема.
[0065] Для подлежащего наблюдению образца, который был зеркально отполирован, с помощью оптического микроскопа снимают 20 фотографий различных положений в центральной области. В настоящем документе центральная область относится к центру толщины пластины в том случае, когда титановый продукт представляет собой пластину, и относится к центру круглого поперечного сечения в том случае, когда титановый продукт представляет собой заготовку круглого сечения. Затем измеряют доли площади пустот, наблюдаемых на оптических микрофотографиях, и результат, получаемый путем усреднения долей пустот на 20 фотографиях, принимают за долю пустот. При фотографировании с помощью оптического микроскопа выбирают подходящее увеличение в соответствии с размером и долей пустот в титановом продукте. Например, когда доля пустот составляет не более 1%, пустоты малы, и поэтому наблюдение и фотографирование выполняются при высоком увеличении, например, 500-кратном. Когда доля пустот составляет не менее 10%, большие пустоты присутствуют в больших количествах, и поэтому предпочтительно, чтобы наблюдение и фотографирование выполнялось с низким увеличением, например, 20-кратном.
[0066] Когда доля пустот составляет не более чем 1%, то есть когда пустоты малы, предпочтительно использование дифференциального интерференционного контрастного микроскопа, который обеспечивает наблюдение в поляризованном свете, потому что он обеспечивает более четкое наблюдение, чем обычный оптический микроскоп.
[0067] Пустоты внутри титанового продукта образуются по двум причинам. Одной причиной являются пустоты, образующиеся между частицами титановой губки или между кусками титанового лома, то есть между частицами наполнителя, а также пустоты, образующиеся между наполнителем и упаковкой. Пустоты, образующиеся внутри титансодержащей структуры, становятся меньше при горячей обработке давлением и последующей холодной обработке давлением, и некоторые из них или большинство из них сжимаются и исчезают. Доля пустот в титановом продукте может быть уменьшена путем увеличения степени обжатия при горячей или холодной обработке давлением. Кроме того, доля пустот в титановом продукте может быть уменьшена путем подготовки титанового брикета предварительным компрессионным формованием титановой губки или титанового лома в пресс-форме. Однако столь мелкие пустоты, как имеющие размер в несколько сотен микрометров в терминах диаметра эквивалентной окружности, не могут легко исчезнуть, даже если степень обжатия увеличивается, и поэтому остаются в титановом продукте. Достижение полного сжатия всех пустот, то есть достижение нулевой доли пустот, требует очень большой степени обжатия, для чего нужна очень большая титансодержащая структура, и поэтому это непрактично в промышленном производстве титановых продуктов.
[0068] Другой причиной образования пустот являются хлориды, содержащиеся в титановой губке. Титановая губка, производимая с помощью процесса Кролла, который является типичным процессом производства титановой губки, содержит в качестве случайных примесей хлориды, такие как хлорид магния. Эти хлориды присутствуют в ничтожно малых количествах во внутренней части титансодержащей структуры, включающей в себя титановую губку. Когда нагревание и горячая обработка давлением применяются к такой титансодержащей структуре, ничтожно малые количества хлоридов остаются во внутренней части получаемого титанового продукта из-за его герметичной структуры. Когда описанный выше образец для наблюдения готовится для исследования доли пустот в полученном титановом продукте, хлориды устраняются или растворяются в воде и исчезают, оставляя лишь следы. При наблюдении такого образца следы хлоридов могут наблюдаться как пустоты.
[Процесс горячей обработки давлением]
[0069] Титановый продукт (конечный продукт) формируется путем подвергания титансодержащей структуры 10 горячей обработке давлением. Процесс горячей обработки давлением варьируется в зависимости от формы титанового продукта. Когда необходимо произвести титановый лист, титансодержащую структуру 10 в форме прямоугольного параллелепипеда (сляба) нагревают и подвергают горячей прокатке с образованием титанового листа. Как и в обычном процессе, холодная прокатка может быть выполнена по мере необходимости, чтобы сделать продукт тоньше после того, как удален окисленный слой, например с помощью травления.
[0070] Когда необходимо произвести титановую заготовку круглого сечения (пруток) или проволоку, титансодержащую структуру 10 в форме цилиндра или многогранной призмы нагревают и подвергают горячей ковке, горячей прокатке или горячему прессованию выдавливанием с образованием титанового прутка круглого сечения или титановой проволоки. В дополнение к этому, как и в обычном процессе, холодная прокатка, например, может быть выполнена по мере необходимости, чтобы сделать продукт тоньше после того, как удален окисленный слой, например с помощью травления. Когда необходимо произвести прессованный титановый профиль, титансодержащую структуру 10 в форме цилиндра или многогранной призмы нагревают и подвергают горячему прессованию выдавливанием с образованием титановых профилей, имеющих различные формы поперечного сечения.
[Температура нагрева]
[0071] Температура, до которой нагревают титансодержащую структуру 10 перед горячей обработкой давлением, варьируется в зависимости от ее размера и степени обжатия при горячей обработке давлением, но она находится в диапазоне не менее 600°C и не более 1200°C. При температурах менее чем 600°C титансодержащая структура 10 проявляет большую высокотемпературную прочность, и поэтому становится невозможным придать ей достаточную степень обжатия. Если температура нагрева составляет выше 1200°C, то получаемый титановый продукт приобретает грубую структуру и поэтому не сможет проявить достаточные свойства материала, а наружная поверхность титансодержащей структуры 10 будет окисляться, образуя толстый слой окалины, что приведет к утончению титансодержащей структуры 10, и в некоторых случаях вызовет образование в ней дырок. Таким образом, такие температуры нагрева не являются предпочтительными.
[Степень обжатия]
[0072] Степень обработки при горячей и холодной обработке давлением, то есть степень обжатия (коэффициент, получаемый путем деления разности между исходной площадью поперечного сечения титанового продукта и площадью поперечного сечения титанового продукта после его обработки на исходную площадь поперечного сечения титанового продукта), должна регулироваться в соответствии с необходимыми свойствами титанового продукта. Доля пустот во внутренней части титанового продукта (той части, которая получается из наполнителя 2), может регулироваться за счет степени обжатия титансодержащей структуры 10. Когда применяется высокая степень обжатия (то есть такая степень обжатия, которая значительно уменьшает площадь поперечного сечения титансодержащей структуры 10), большинство пустот исчезает, и поэтому могут быть получены свойства при растяжении, сопоставимые со свойствами титановых продуктов, произведенных посредством типичного производственного процесса. С другой стороны, низкая степень обжатия оставляет много пустот во внутренней части титанового продукта и поэтому достигается соответствующее снижение веса титанового продукта.
[0073] Когда титановый продукт должен обладать одновременно прочностью и пластичностью, степень обжатия может быть увеличена (например, до 90% или больше), чтобы вызвать достаточное сжатие в находящемся внутри наполнителе 2, тем самым уменьшив долю пустот во внутренней части титанового продукта. В том случае, когда необходим облегченный титановый продукт, степень обжатия может быть уменьшена для того, чтобы увеличить долю пустот во внутренней части титанового продукта.
ПРИМЕРЫ
[0074] Далее следует описание примеров настоящего изобретения. Условия в примерах представляют собой примерные условия, используемые для того, чтобы проверить выполнимость и эффекты настоящего изобретения, и настоящее изобретение не ограничено этими примерными условиями. Настоящее изобретение может использовать различные условия без отступлений от области настоящего изобретения при условии, что цели настоящего изобретения могут быть достигнуты.
Пример 1
[0075] Изготовили титансодержащие структуры, имеющие форму прямоугольного параллелепипеда толщиной 75 мм, шириной 100 мм и длиной 120 мм, в каждой из которых в качестве наполнителя использовали полученные в процессе Кролла титановую губку и/или титановый лом, показанные в таблице 1, а в качестве упаковки – шесть травленых пластин из технически чистого титанового материала (промышленного обработанного давлением материала из технически чистого титана), показанного в таблице 1.
[0076] Использованная титановая губка имела средний размер частиц 8 мм (размеры частиц находились в пределах от 0,25 до 19 мм) после просеивания и имела химический состав, соответствующий одному из химических составов Классов JIS с 1-го по 4-й. Использованный титановый лом представлял собой нарезанные до размера приблизительно 10 мм обрезки титанового листа Класса 1 JIS (TP270C, толщиной 0,5 мм), образующиеся в процессе производства. Использованные технически чистые титановые материалы представляли собой травленые пластины (толщиной от 5 до 10 мм) Класса 1 JIS (TP270H), Класса 2 JIS (TP340H), Класса 3 JIS (TP480H) или Класса 4 JIS (TP550H). Структуры поперечных сечений этих пластин заранее наблюдали под оптическим микроскопом и сделали их фотографии. Что касается размера зерна, то средний размер зерен α-фазы в поверхностном слое каждой пластины определяли методом секущих в соответствии с JIS G 0551 (2005). Результаты показаны в Таблице 1.
[0077] Предварительную сборку формировали из пяти кусков технически чистого титанового материала. Титановую губку упаковали в эту предварительную сборку, которую затем закрыли сверху оставшимся куском технически чистого титанового материала. В этом состоянии ее помещали в вакуумную камеру и понижали давление (вакуумировали) до некоторого заданного давления, после чего стыки упаковки сваривали по периметру электронным лучом (EB). Давление внутри камеры во время сварки составляло от 8,8×10-3 до 7,8×10-2 Па.
[0078] Для некоторых титансодержащих структур (№№ 2-4 в Таблице 1) предварительную сборку упаковки формировали следующим образом. Один кусок технически чистого титанового материала снабдили титановой трубкой с внутренним диаметром 6 мм, приваренной методом TIG-сварки к отверстию, сформированному в центре этой пластины, и этот кусок технически чистого титанового материала служил задней торцевой поверхностью при прокатке. Стыки упаковки сваривали по периметру методом TIG-сварки в атмосфере газообразного аргона. После этого внутреннее давление в упаковке понижали до заданного давления (от 1,7×10-1 до 150 Па) через титановую трубку, и после понижения давления титановую трубку расплющивали для того, чтобы сохранить это давление внутри упаковки.
[0079] Для сравнения были также произведены упакованные тела, в которых стыки упаковок сваривали по периметру методом TIG-сварки в атмосферном воздухе (воздушной атмосфере) или в атмосфере газообразного аргона (№№ 22 и 23 в Таблице 1).
[0080] Кроме того, вместо упаковки был произведен слиток титана путем плавления всей поверхности прессованного тела из титановой губки с помощью электронного луча (EB). Наблюдали сечения некоторых частей поверхностного слоя в слитке титана и обнаружили, что толщина расплава составляла 8 мм, а средний размер зерна этих частей составлял 0,85 мм (№ 24).
[0081] Описанным выше образом приготовили титансодержащие структуры. В каждой из них упаковывали титановую губку или титановый лом, а атмосфера была вакуумом (с давлением от 8,8×10-3 до 150 Па), атмосферным воздухом или газообразным аргоном.
[0082] Произведенные титансодержащие структуры нагревали до 850°C в атмосферном воздухе, а затем подвергали горячей прокатке со степенью обжатия 20-93% с получением титановых продуктов. Полученные титановые продукты отжигали при 725°C, а затем из них вырезали образцы для испытания на растяжение. В том случае, когда титановый продукт имел толщину не более 10 мм, образцы для испытания на растяжение вырезали с имеющейся толщиной, тогда как в том случае, когда толщина титанового продукта была больше, чем 10 мм, образцы для испытания на растяжение с толщиной 5 мм вырезали из центральной по толщине части титанового продукта. Приготовленные образцы для испытания на растяжение имели размер № 13 B по JIS, в котором ширина параллельного участка составляет 12,5 мм, длина составляет 60 мм, а рабочая длина составляет 50 мм. Оценивали прочность при растяжении и полное удлинение в направлении, параллельном направлению прокатки титанового материала. Таблица 1 показывает титансодержащие структуры, степени обжатия при горячей прокатке, а также прочности при растяжении и полные удлинения титановых продуктов Примера 1.
[0083] [Таблица 1]
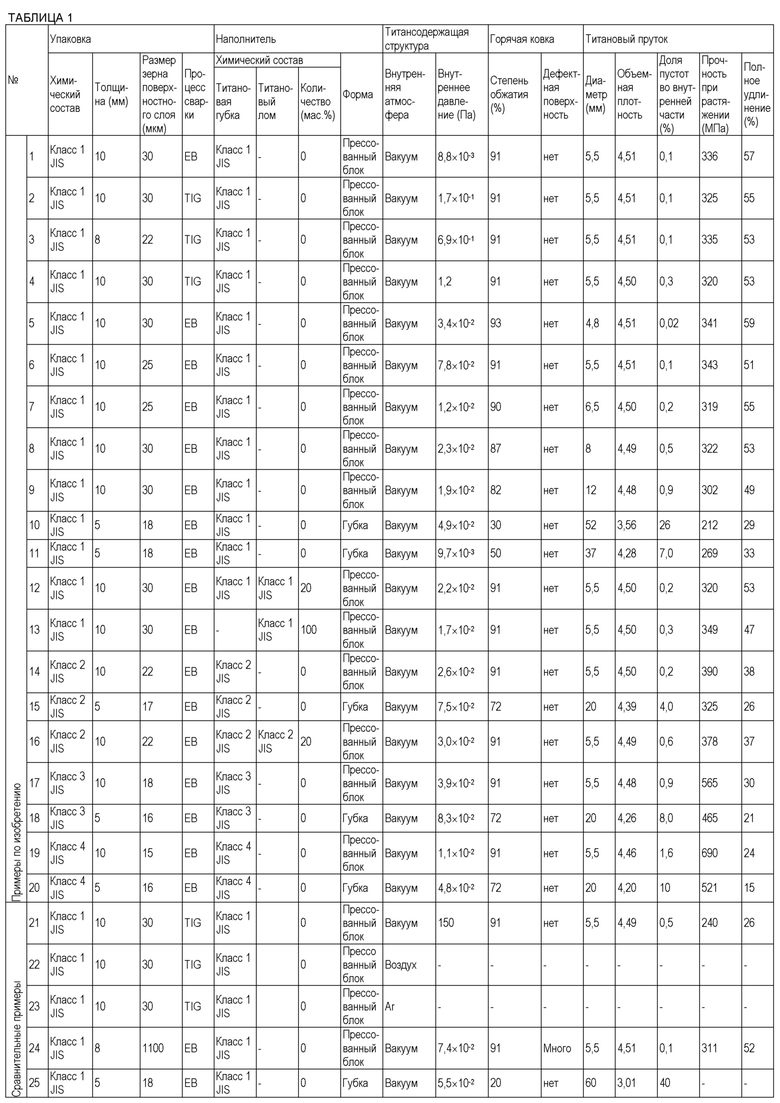
[0084] Как показано в Таблице 1, титановые продукты №№ 1-9, которые были произведены путем приготовления титансодержащей структуры, в которой давление вакуума было не более 10 Па, и ее горячей прокатки со степенью обжатия не менее 82%, имели низкую долю пустот, а именно менее 1%, и показали хорошую прочность при растяжении и хорошее полное удлинение.
[0085] В тех случаях, когда использовались низкие степени обжатия, а именно 30% и 50%, каждый титановый продукт имел увеличенные пустоты, и в результате показал более низкие прочность при растяжении и полное удлинение, чем в вышеописанных случаях, однако за счет уменьшенной объемной плотности было достигнуто снижение веса (№№ 10 и 11). Однако при степени обжатия 20% титановый продукт имел долю пустот 40% и поэтому имел уменьшенный вес, но при этом произошло расслаивание на границе между поверхностным слоем и внутренним слоем (соответствующей границе между упаковкой и наполнителем в титансодержащей структуре), и следовательно желаемый лист не был получен (№ 25).
[0086] Кроме того, в тех случаях, когда частично или полностью использовали титановый лом, горячая обработка давлением, выполненная со степенью обжатия 91%, привела к получению титановых продуктов, имеющих долю пустот менее 1% и имеющих прочность при растяжении и полное удлинение, сопоставимые с характеристиками обычных продуктов (№№ 12, 13 и 16).
[0087] Кроме того, в тех случаях, когда использовали титановую губку, имеющую химический состав, соответствующий одному из химических составов Классов JIS со 2-го по 4-й, и технически чистые титановые материалы одного из Классов JIS со 2-го по 4-й, горячая прокатка, выполненная со степенью обжатия 91%, привела к получению титановых продуктов, имеющих прочность при растяжении и полное удлинение, сопоставимые с характеристиками обычных продуктов (№№ 14, 17 и 19). В тех случаях, когда степень обжатия составляла 72%, хотя прочность при растяжении и полное удлинение немного уменьшились в результате увеличения доли пустот, но при этом за счет уменьшенной объемной плотности было достигнуто снижение веса (№№ 15, 18 и 20).
[0088] Продукт № 21, который был произведен путем приготовления титанового упакованного тела, в котором давление вакуума составляло 150 Па, и его горячей прокатки со степенью обжатия 91%, имел низкую долю пустот, сопоставимую с титановыми продуктами №№ 1-4, которые были произведены с той же самой степенью обжатия, но продукт № 21 показал более низкие прочность при растяжении и полное удлинение, чем продукты №№ 1-4. Причиной этого явилось недостаточное сжатие между кусками титановой губки, которое стало результатом окисления поверхности титановой губки, и снижение веса было невозможным, а прочность при растяжении и полное удлинение уменьшились, и поэтому данный случай не является предпочтительным. В случаях №№ 22 и 23, в которых атмосферный воздух (воздух) или газообразный аргон (Ar) присутствовал в упакованных телах, упакованные тела раздулись при нагреве и деформировались до того, как подвергнуться горячей прокатке, в результате чего их горячая прокатка оказалась невозможной.
[0089] В случае титанового слитка, полученного путем плавления поверхности, на поверхности титанового продукта после горячей прокатки образовалось много поверхностных дефектов типа плены. Поскольку поверхность слитка была расплавлена и затвердела, поверхностный слой подвергался воздействию повышенных температур, не менее чем 1000°C, что вызвало быстрый рост и огрубление зерен в поверхностном слое. Поскольку величина деформации варьируется среди зерен, имеющих различные кристаллографические ориентации, локализации крупных зерен в поверхностном слое деформировались в углубления или перекрытия на начальной стадии горячей прокатки, и по мере продолжения горячей прокатки они деформировались в дефекты поверхности типа плены. Таким образом, дефектные участки требовали отслеживания и удаления (№ 24).
[0090] Описанные выше результаты демонстрируют, что когда титановые продукты производятся путем приготовления титансодержащей структуры, в которую титановая губка упакована под давлением вакуума не более чем 10 Па, и ее последующей горячей прокатки со степенью обжатия не менее чем 90%, они проявляют полное удлинение, сопоставимое с титановыми продуктами, произведенными посредством типичного процесса, который включает стадии плавки и ковки.
Пример 2
[0091] Изготовили титансодержащие структуры, имеющие цилиндрическую форму с диаметром 150 мм и длиной 250 мм, в каждой из которых в качестве наполнителя использовали полученные в процессе Кролла титановую губку и/или титановый лом, показанные в Таблице 2, а также упаковку, показанную в Таблице 2.
[0092] Использованная титановая губка имела средний размер частиц 6 мм (размеры частиц находились в пределах от 0,25 до 12 мм) после просеивания и имела химический состав, соответствующий одному из химических составов Классов JIS с 1-го по 4-й. Использованный титановый лом представлял собой нарезанные до размера приблизительно 10 мм обрезки титанового листа Класса 1 JIS (TP270C, толщиной 0,5 мм), образующиеся в процессе производства. Использованные технически чистые титановые материалы (промышленные обработанные давлением материалы из технически чистого титана) представляли собой травленые пластины (толщиной 10 мм) Класса 1 JIS (TP270H), Класса 2 JIS (TP340H), Класса 3 JIS (TP480H), или Класса 4 JIS (TP550H). Структуры поперечных сечений этих пластин заранее наблюдали под оптическим микроскопом и сделали их фотографии. Что касается размера зерна, то средний размер зерен α-фазы в поверхностном слое каждой пластины определяли методом секущих в соответствии с JIS G 0551 (2005). Результаты показаны в Таблице 2.
[0093] Предварительную сборку формировали прокаткой одного упаковочного элемента до цилиндрической формы и сваркой двух торцевых поверхностей друг с другом с помощью электронного луча (EB), а затем присоединением к ней круглого упаковочного элемента диаметром 150 мм в качестве нижней поверхности (дна). Титановую губку, которая была предварительно спрессована в цилиндрическую форму, упаковали в эту предварительную сборку, которую затем закрыли сверху круглым титановым упаковочным элементом. Предварительную сборку упаковки помещали в вакуумную камеру и понижали давление (вакуумировали) до некоторого заданного давления, после чего стыки упаковки сваривали по периметру электронным лучом (EB). Давление внутри камеры во время сварки составляло от 9,5×10-3 до 8,8×10-2 Па.
[0094] Для сравнения слиток титана был произведен путем компрессионного формования (прессования) титановой губки в цилиндрическую форму, а затем плавления всей ее поверхности электронным лучом (EB). Наблюдали сечение поверхностного слоя в части слитка титана и обнаружили, что толщина расплава составляла 6 мм, а средний размер зерна в этой части составлял 0,85 мм (№ 13).
[0095] Полученные цилиндрические титансодержащие структуры нагревали до 950°C в воздушной атмосфере, а затем подвергали горячей ковке с получением заготовок круглого сечения (прутков), имеющих диаметры в пределах от 32 до 125 мм. Полученные заготовки круглого сечения отжигали при 725°C, а затем из их радиально центральной части вырезали образцы для испытания на растяжение, чтобы подготовить образцы № 4 для испытания по JIS (диаметром 14 мм в параллельной части и длиной 60 мм) и определить прочность при растяжении и полное удлинение. Таблица 2 показывает титансодержащие структуры, степени обжатия при горячей ковке, а также прочности при растяжении и полные удлинения титановых продуктов Примера 2.
[0096] [Таблица 2]
[0097] Как показано в Таблице 2, некоторые заготовки круглого сечения были произведены с помощью горячей ковки титансодержащей структуры со степенью обжатия не менее чем 90%. Они имели низкую долю пустот во внутренних частях, а именно менее 1%, и проявили хорошие прочности при растяжении и полные удлинения, сопоставимые с характеристиками обычных продуктов (№№ 1, 2, 6, 9 и 11).
[0098] Некоторые заготовки круглого сечения были произведены с помощью горячей ковки титансодержащей структуры со степенью обжатия 56% или 84%. Они проявили немного более низкие прочности при растяжении и полные удлинения, чем у обычных продуктов, но имели долю пустот во внутренних частях в пределах от 3% до 12%, а значит, достигли соответственно уменьшенных весов (№№ 3, 4, 7, 10 и 12).
[0099] Однако в образце № 14, в котором использовали низкую степень обжатия в 36%, произведенная титановая заготовка круглого сечения имела высокую долю пустот во внутренней части, а именно 39%, и поэтому имела уменьшенный вес, но образовалось расслаивание на границе между поверхностным слоем и внутренним слоем (соответствующей границе между упаковкой и наполнителем в титансодержащей структуре), а следовательно, производство заготовки круглого сечения не было реализовано.
[0100] Некоторые заготовки круглого сечения были произведены путем приготовления титансодержащей структуры, в которую вместо части титановой губки были включены титановые отходы (стружка), и подвергания этой структуры горячей ковке. Они имели низкую долю пустот во внутренних частях, а именно менее 1%, и показали хорошие прочности при растяжении и полные удлинения, сопоставимые с характеристиками обычных продуктов (№№ 5 и 8). Слиток титана, произведенный путем плавления поверхности, имел много поверхностных трещин, образовавшихся во время горячей ковки. Поскольку поверхность слитка была расплавлена и затвердела, поверхностный слой подвергался воздействию повышенных температур, не менее чем 1000°C, что вызвало быстрый рост и огрубление зерен в поверхностном слое. На начальной стадии горячей ковки сформировались небольшие трещины на границах крупных зерен в поверхностном слое, и по мере продолжения горячей ковки эти трещины распространялись, образуя большие поверхностные трещины. В одной части сформировалась большая трещина, глубиной 15 мм, и, следовательно, ковка до заданного размера не была реализована (№ 13).
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0101] Настоящее изобретение позволяет производить титановый продукт путем выполнения горячей обработки давлением при исключении обычных стадий плавки и ковки, и поэтому обеспечивает снижение количества энергии, необходимой для производства. Кроме того, производство достигается без удаления большого количества титанового материала путем резания или обрезки, то есть, например, удаления резанием дефектных частей, которые присутствуют, главным образом, в поверхностном слое и на нижней поверхности слитка, или удаления поверхностных трещин и плохо сформировавшихся передней и задней концевых частей (обрези) после ковки, и поэтому производственный выход значительно улучшается, и, следовательно, достигается значительное сокращение производственных затрат. Кроме того, обеспечиваются титановые продукты, имеющие свойства при растяжении, сопоставимые с обычными продуктами. Таким образом, настоящее изобретение имеет высокую промышленную применимость.
[0102] СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 – упаковка
1a – технически чистый титановый материал
2 – наполнитель
3 – пустота
4 – зона сварного шва
10 – титансодержащая структура
20a, 20b – титановый материал
21a, 21b – наружный слой
22a, 22b – внутренний слой
23a, 23b – пустота.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТИТАНОВЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И ТИТАНОВЫЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ ДАВЛЕНИЕМ | 2016 |
|
RU2724272C2 |
| ТИТАНОВЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И ТИТАНОВЫЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ | 2016 |
|
RU2676197C1 |
| ТИТАНОВЫЙ ПРОДУКТ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2017 |
|
RU2699338C1 |
| ТИТАНОВЫЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ | 2016 |
|
RU2704986C2 |
| ЛИСТ ИЗ ЧИСТОГО ТИТАНА С ОТЛИЧНЫМ БАЛАНСОМ МЕЖДУ ШТАМПУЕМОСТЬЮ И ПРОЧНОСТЬЮ | 2012 |
|
RU2487955C1 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОТИТАНОВОГО ФЕРРОСПЛАВА ЭЛЕКТРОШЛАКОВЫМ ПЛАВЛЕНИЕМ | 2005 |
|
RU2335553C2 |
| ТИТАНОВЫЙ МАТЕРИАЛ | 2010 |
|
RU2544976C2 |
| ТИТАНОВЫЙ СЛЯБ ДЛЯ ПРИМЕНЕНИЯ В ГОРЯЧЕЙ ПРОКАТКЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2566691C2 |
| ТИТАНОВЫЙ МАТЕРИАЛ И ВЫХЛОПНАЯ ТРУБА ДЛЯ ДВИГАТЕЛЯ | 2007 |
|
RU2410456C2 |
| ТИТАНОВЫЙ СЛЯБ ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ, ПРОИЗВЕДЕННЫЙ С ПОМОЩЬЮ ЭЛЕКТРОННО-ЛУЧЕВОЙ ПЛАВИЛЬНОЙ ПЕЧИ, ПРОЦЕСС ЕГО ПРОИЗВОДСТВА И ПРОЦЕСС ПРОКАТКИ ТИТАНОВОГО СЛЯБА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2552209C2 |
Изобретение относится к титановым материалам и изделиям, таким как титановая проволока или пруток. Может использоваться в теплообменниках, использующих морскую воду, химических установках, в корпусах воздушных судов, в автомобилестроении. Титанcодержащая структура из титанового материала содержит упаковку, выполненную из технически чистого титанового материала, и наполнитель, представляющий собой по меньшей мере одно из титановой губки, титанового брикета и титанового лома, и имеющий тот же тип химического состава, что и технически чистый титановый материал. Внутреннее абсолютное давление в упаковке составляет 10 Па или менее. Титансодержащий продукт, выполненный из титансодержащей структуры, содержит наружный слой, выполненный из упаковки, и внутренний слой, выполненный из наполнителя, причем доля пустот во внутреннем слоем составляет более 0 и не более 30%. Обеспечивается формирование титанового продукта без плавки и ковки, предотвращение формирования дефектов поверхности, сохранение необходимого уровня прочности и удлинения. 2 н. и 1 з.п. ф-лы, 3 ил., 2 табл., 2 пр.
1. Титановый продукт, имеющий наружный слой и внутренний слой, отличающийся тем, что он выполнен из упаковки и наполнителя, при этом
наружный слой выполнен из упаковки, которая выполнена из обработанного давлением титанового материала и имеет химический состав, предусмотренный в Классах JIS с 1-го по 4-й,
а внутренний слой выполнен из наполнителя, причем
внутренний слой имеет тот же самый тип химического состава, что и наружный слой, и
доля пустот внутреннего слоя составляет более 0% и 30% или менее.
2. Титановый материал, используемый для получения титанового продукта по п. 1 с помощью горячей обработки давлением, содержащий:
упаковку, выполненную из технически чистого титанового материала; и
наполнитель, упакованный в эту упаковку,
причем внутреннее абсолютное давление в упаковке составляет 10 Па или менее, и
при этом наполнитель содержит по меньшей мере одно из титановой губки, титанового брикета и титанового лома, и наполнитель имеет тот же самый тип химического состава, что и технически чистый титановый материал.
3. Титановый материал по п. 2, причем упаковка и наполнитель имеют химический состав, предусмотренный в Классах JIS с 1-го по 4-й.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОТИТАНОВОГО ФЕРРОСПЛАВА ЭЛЕКТРОШЛАКОВЫМ ПЛАВЛЕНИЕМ | 2005 |
|
RU2335553C2 |

