(54) СТАН ДЛЯ ПРОКАТКИ ПОЛОСЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2001 |
|
RU2203747C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НЕПРЕРЫВНОЛИТЫХ СЛЯБОВ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСОВОМ СТАНЕ И НЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2386492C2 |
| Устройство для регулирования температуры полосы в процессе прокатки | 1981 |
|
SU986531A1 |
| Устройство управления скоростными режимами | 1976 |
|
SU655445A1 |
| Способ прокатки и транспортировки тонких полос по отводящему рольгангу широкополосного стана | 2020 |
|
RU2743386C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА | 2008 |
|
RU2398641C2 |
| 3/4-НЕПРЕРЫВНЫЙ ШИРОКОПОЛОСНЫЙ СТАН С БЕСКОНЕЧНОЙ ГОРЯЧЕЙ ПРОКАТКОЙ ТОНКИХ ПОЛОС НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2012 |
|
RU2483815C1 |
| СПОСОБ ТРАНСПОРТИРОВАНИЯ ПОЛОСЫ ПО ОТВОДЯЩЕМУ РОЛЬГАНГУ ШИРОКОПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2189288C2 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ ОТВОДЯЩЕГО РОЛЬГАНГА ШИРОКОПОЛОСНОГО СТАНА | 1999 |
|
RU2147950C1 |
Изобретение относится к области прокатного производства и может быть использовано в решении проблем оптимального расположения оборудования стана для горячей прокатки полосы повышенной производительности.
Известен стан для прокатки полосы, содержаш,ий последовательно установленные рабочие клети, транспортирующий рольганг с охлаждающим устройством и моталки.
Недостатками известного стана являются потери производительности во время прохождения пе(реднего конца полосы на заправочной скорости и, как следствие, пониженное качество переднего участка полосы.
С целью повышения производительности и качества переднего участка полосы предлагаемый стан снабжен накопителем полосы, остановленным в линии транспортирующего рольганга перед охлаждающим устройством и выполненным в виде петлевой ямы, перед и за которой установлены трайбалпараты.
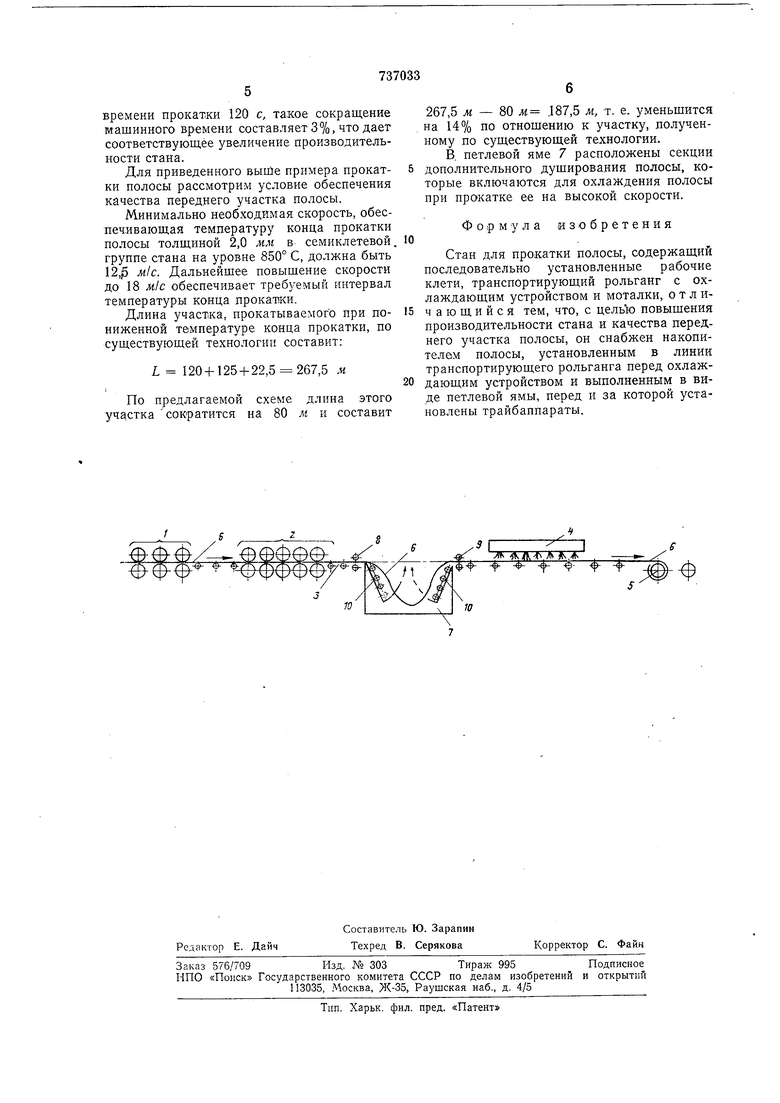
На чертеже изоб|ражен один из вариантов расположения оборудования на предлагаемом стане.
Стан содержит черновую / и чистовую 2 группы рабочих клетей, транспортирующий рольганг 3 с охлаждающим устройством 4 и моталки 5 для намотки полосы 6.
В линии транспортирующего рольганга 3 непосредственно .за чистовыми клетями выполнена петлевая яма 7, перед и за которой установлены трайбаппараты 8 и 9 соответственно. В петлевой яме смонтирован убирающийся рольганг 10, служащий для свободного прохождения над петлевой ямой переднего конца полосы до момента захвата трайбаппаратом 9.
10
Конструкция и состав оборудования черновой и чистовой групп клетей может быть любым. Они могут содержать в своем составе как реверсивные клети, та« и неревер.сивные с последовательным расположением клетей, которые могут быть объединены в
15 непрерывные группы. Транспортирующий рольганг служит для передачи полосы от станка к :моталкам, его длина и конструкция могут не отличаться от известных. Назначение охлаждающего устройства 4 со20стоит в ускоренном охлаждении полосы от температуры конца прокатки до темпе1ратуры смотки. Устройство 4 выполнено из отдельных секций охлаждения, включение
25 и выключение которых может производиться оператором или автоматически при изменении скорости прокатки или изменении профиля прокатываемых полос.
Петлевая яма 7 с трайбаппаратами 8 и
30 9 служит для приема избытка полосы при
разгоне стана раньше захвата ее переднего конца моталками 5.
Технология прокатки на предлагаемом стане горячей прокатки полосы реализуется следующим образом.
Нагретый сляб прокатывают в последовательно расположенных черновых и чистовых рабочих клетях на полосу 6, причем начинают прокатку на заправочной скорости не более 10 м/с. После прохождения полосы 6 по участку транспортирующего рольганга через трайбаппарат 8 и захвата ее переднего конца трайбаппаратом 9 чистовая группа 2 стана с трайбаппаратом 8 начинает разгоняться с металлом в валках с максимальным (до 2 м1с) ускорением до выхода на рабочую скорость.
В то же время трайбаппарат 9 не изменяет первоначальной скорости транспортировки иередней части полосы, равной заправочной скорости последней «лети чистовой группы. При этом .между трайбаппаратами 8 и 9 начинает образовываться петля. С образованием петли поддерживающий рольганг 10 опускается и избыток металла полосы поступает в петлевую яму 7, образуя петлю. Передний конец полосы продолжает транспортироваться трайбаппаратом 9 и рольгангом со скоростью не более W м/с. После захвата полосы моталкой 5 скорость трайбаппарата 9 вместе с транспортирующим (рольгангом увеличивается синхронно со скоростью моталки 5 до величины, боль1,ке,й скорости прокатки. При этом величина петли металла в петлевой яме 7 начинает уменьшаться. После выбора этой петли скорости стана, трайбапларатов, рольганга и моталки синхронизируются и в дальнейшем ускорение всех этих элементов стана ведется согласованно.
Одновременно с выбором петля поднимается и поддерживающий рольганг 10, после чего технология прокатки на стане не отличается от обычного режима прокатки полос с ускорением.
В качестве примера рассмотрен режим прокатки передней части полосы размером 2xl5Q() мм из сляба размером 180х1500х X 10 000 на стане с длиной отводящего рольганга 120 м. Расположение петлевой ямы длиной 30 м принято на расстоянии 10 м от стана. Заправочная скорость стана 10 м/с, разгон до вы.чода на (рабочую скорость 18 м/с ведется с ускорением 1 м/с. Вторая ступень ускорения в пределах 0,02-0,04 м/с, используемая для ликвидации температурного перепада по длине полосы, вводится после разгона последней клети стана до 18 м/с. .
По применяемой до настоящего времени схеме прО|Катки первая ступень ускорения вводится после захвата переднего конца полосы Б моталку. Участок полосы, прокатываемой на пониженной скорости прокатки, будет равен
(1)
L L, +L, +L,,
где LI, - расстояние до моталки;
L п - приведенная длина полосы, находящейся в чистовых клетях стана:
i.-i,.
(2)
где / - расстояние межл,у клетями чистовой группы, м;
8 - толщина готовой полосы, мм; k - число клетей в чистовой группе; п - порядковый номер клети; Л„ - толщина раската л-ой клети, мм.
Для рассматриваемого случая приведенная длина равна 125 м.
Ь„ - длина полосы, Р1еобходимая для разгона от заправочной скорости до рабочей.
(3)
L.nn - ср f
где Уср - средняя скорость прокатки на 30участке разгона;
,
1/ср- 2
(-i)
где 1/р - рабочая скорость прокатки, м1с; УЗ- заправочная скорость прокатки
в последней клети стана; tp- время разгона до рабочей скорости, с;
Р- 3
(5)
/Р
а
где а - ускорение, м1с.
Расчеты по формуле (1) показывают, что для стана семиклетевой группой по существующей схеме прокатки длина участка полосы, прокатываемого на пониженной скорости прокатки, составляет
L 1:20 4-125-Ы12 357 м.
Предлагаемый стан для прокатки полосы позволяет сократить участок полосы, прокатываемый на пониженной скорости, на расстояние от трайбапнарата 9 до моталки, т. е. на 80 м, так как ускорение стаira начинается не после захвата в моталку, а после захвата в трайбаппарат 9.
Это позволит уменьшить машинное вре80 80
мя прокатки каждой полосы на
V.
УЗ Р,
Т. е. на 3,6 с. Даже для максимального применяемого в настоящее время машинного времени прокатки 120 с, такое сокращение машинного времени составляет 3%, что дает соответствующее увеличение производительности стана. Для приведенного выШе примера прокатки полосы рассмотрим условие обеспечения качества переднего участка полосы. Минимально необходимая скорость, обеспечивающая температуру конца прокатки полосы толщиной 2,0 мм в семиклетевой. группе стана на уровне 850° С, должна быть 12,j5 м1с. Дальнейшее повышение скорости до 18 м/с обеспечивает требуемый интервал температуры конца прокапки. Длина участка, прокатываемого при пониженной температуре конца прокатки, по существующей технологии составит: L 120 +125-Ь 22,5 267,5 м По предлагаемой схеме длина этого участка сократится на 80 м и составит 267,5 м - 8Q м .187,5 м, т. е. уменьшится на 14% по отношению к участку, полученному по существующей технологии. В петлевой яме 7 расположены секции дополнительного душирования полосы, которые включаются для охлаждения полосы при прокатке ее на высокой скорости. Формула изобретения Стан для прокатки полосы, содержащий последовательно установленные рабочие клети, транспортирующий рольганг с охлаждающим устройством и моталки, отличающийся тем, что, с целью повышения производительности стана и качества переднего участка полосы, он снабжен накопителем полосы, установленным в линии транспортирующего рольганга перед охлаждающим устройством и выполненным в виде петлевой ямы, перед и за которой установлены трайбаппараты.
