ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к стальной трубе для топливопровода высокого давления, а также к способу ее производства.
УРОВЕНЬ ТЕХНИКИ
[0002]
В качестве контрмер против исчерпания энергии в будущем импульс получило движение за экономию энергии, за повторно используемые ресурсы и за разработку технологий для достижения этих целей. В последние годы, в частности, существует высокий спрос на снижение выбросов CO2 при сжигании топлива с тем, чтобы предотвратить глобальное потепление, в результате международных усилий.
[0003]
Двигатели внутреннего сгорания с низким выбросом CO2 включают в себя дизельные двигатели, используемые в автомобилях и т.п. Однако в то время, как они выбрасывают меньшее количество CO2, дизельные двигатели страдают проблемой образования черного дыма. Черный дым образуется из-за недостатка кислорода относительно впрыскиваемого топлива. В частности, часть топлива термически разлагается, что вызывает дегидрогенизацию и генерацию прекурсора черного дыма, и этот прекурсор снова термически разлагается и агломерируется и объединяется, образуя черный дым. Черный дым, образующийся таким образом, вызывает загрязнение воздуха и вызывает беспокойство в плане его отрицательного воздействия на человеческий организм.
[0004]
Количество образующегося описанного выше черного дыма может быть уменьшено путем увеличения давления впрыска топлива в камеры сгорания дизельного двигателя. Однако для этой цели стальная труба, используемая для впрыска топлива, должна иметь высокий предел усталости. Для такого топливопровода высокого давления или стальной трубы впрыска топлива были раскрыты следующие методики.
[0005]
Патентный документ 1 раскрывает способ для производства стальной трубы, используемой для впрыска топлива в дизельном двигателе, в которой внутренняя поверхность исходного материала бесшовной стальной трубы, подвергнутого горячей прокатке, шлифуется с помощью дробеструйной обработки, и исходный материал после этого подвергается холодному волочению. Патентный документ 1 описывает, что при использовании этого способа производства возможно сделать глубины дефектов на внутренней поверхности стальной трубы (например, шероховатостей, трещин, волосных трещин и т.п.) 0,10 мм или меньше, достигая высокой прочности стальной трубы, используемой для впрыска топлива.
[0006]
Патентный документ 2 раскрывает стальную трубу для топливопровода высокого давления, имеющую прочность при растяжении 900 Н/мм2 или выше, в которой максимальный диаметр неметаллических включений, существующих до глубины 20 мкм от внутренней поверхности стальной трубы, составляет 20 мкм или меньше.
[0007]
Изобретение, описанное в Патентном документе 2, достигает прочности при растяжении 900 МПа или выше за счет производства материала стальной трубы с использованием стальных материалов, из которых грубые включения типа А, типа B и типа C удаляются посредством уменьшения количества S (серы), изобретения нового способа литья, уменьшения количества Ca (кальция) и т.п., регулировки диаметра материала стальной трубы к намеченному диаметру с помощью холодной прокатки, и после этого выполнения закалки и отпуска. В примерах достигаются критические внутренние давления от 260 до 285 МПа.
[0008]
Патентный документ 3 раскрывает стальную трубу для топливопровода высокого давления, в которой максимальный диаметр неметаллических включений, существующих до глубины 20 мкм от внутренней поверхности стальной трубы, составляет 20 мкм или меньше, и стальная труба имеет прочность при растяжении 500 МПа или выше.
СПИСОК ДОКУМЕНТОВ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0009]
Патентный документ 1: JP9-57329A
Патентный документ 2: WO 2009/008281
Патентный документ 3: WO 2007/119734
НЕПАТЕНТНЫЙ ДОКУМЕНТ
[0010]
Непатентный документ 1: Eisuke Nakayama, Mitsuo Miyahara, Kazuo Okamura, Hiroki Fujimoto, and Kiyoyuki Fukui, «Prediction of Fatigue Strength of Spot-Welded Joints Based on Local Material Strength Properties Measured by Small Specimen», J. Soc, Mat. Sci., Japan, Vol. 53, No. 10, pp.1136-1142, Oct. 2004
Непатентный документ 2: The society of Material Science, Japan, «Standard method for X-ray stress measurement» (2002 Version) - Steel Edition, Mar. 2002
Непатентный документ 3: Y. Murakami, «Kinzoku Hirou - Bishou Kekkan to Kaizaibutsu no Eikyou (in Japanese)» («Metal Fatigue - The Effect of Minute Defects and Inclusions»), First Edition (1993), Yokendo, p.18
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0011]
Стальная труба, используемая для впрыска топлива, произведенная с помощью способа, раскрытого в Патентном документе 1, имеет высокую прочность, но не может предложить усталостную стойкость, соответствующую прочности ее материала стальной трубы. Само собой разумеется, что более высокая прочность стального материала трубы позволяет прикладывать более высокое давление к внутренней части стальной трубы. Однако в случае приложения давления к внутренней части стальной трубы, предельное внутреннее давление, при котором не происходит никакого разрушения на внутренней поверхности стальной трубы из-за усталости (в дальнейшем называемое критическим внутренним давлением) зависит не только от прочности материала стальной трубы. Другими словами, даже если прочность материала стальной трубы увеличивается, не может быть получено критическое внутреннее давление более ожидаемого. Рассматривая надежность конечного продукта и т.п., чем более долгий срок службы обеспечивает усталостная стойкость, тем более это предпочтительно, но чем ниже критическое внутреннее давление, тем ниже становится усталостная стойкость, потому что в стальной трубе накапливается усталость при использовании в условиях высоких внутренних давлений.
[0012]
Стальные трубы для топливопровода высокого давления, раскрытые в Патентных документах 2 и 3, характеризуются длительным сроком службы, благодаря высокой усталостной стойкости, и высокой надежностью. Однако стальная труба, раскрытая в Патентном документе 2, имеет критическое внутреннее давление 260-285 МПа, но для получения высокого критического внутреннего давления нуждается в прочности при растяжении 900 МПа или выше. Следовательно, в процессе производства стальной трубы обычно необходимо выполнять закалку и отпуск, что приводит не только к уменьшению обрабатываемости стальной трубы, но и к увеличению издержек производства, что остается проблемой также с точки зрения экономической эффективности.
[0013]
В дополнение к этому, методика, раскрытая в Патентном документе 3, не обязательно включает закалку и отпуск, и таким образом имеет преимущество снижения издержек производства. Однако критическое внутреннее давление этой стальной трубы составляет 255 МПа или ниже, и нельзя сказать, что эта методика позволяет получить высокое критическое внутреннее давление, соизмеримое с прочностью стальной трубы при растяжении. В частности, в автомобильной промышленности новые тенденции требуют баланса сокращения затрат и увеличения внутреннего давления, что требует методики, которая увеличивала бы критическое внутреннее давление без специальной обработки для обеспечения высокой прочности при растяжении.
[0014]
Задача настоящего изобретения состоит в том, чтобы предложить стальную трубу для топливопровода высокого давления с высокой надежностью, имеющую такие высокие свойства критического внутреннего давления, что ее критическое внутреннее давление составляет 0,41 × TS ×α или выше для прочности при растяжении (TS) стальной трубы, а также предложить способ для производства такой стальной трубы для топливопровода высокого давления. Следует отметить, что α, как будет описано далее, представляет собой коэффициент для коррекции изменений в соотношении между внутренним давлением и напряжением, возникающим на внутренней поверхности трубы в соответствии с соотношением между внешним и внутренним диаметрами трубы, и имеет значение от 0,97 до 1,02, то есть приблизительно 1, когда значение D/d, представляющее собой отношение наружного диаметра D к внутреннему диаметру d трубы, находится в диапазоне от 2 до 2,2.
СРЕДСТВА ДЛЯ РЕШЕНИЯ ПРОБЛЕМ
[0015]
Настоящее изобретение создано в попытке решить вышеупомянутые проблемы, и его сутью является следующая стальная труба для топливопровода высокого давления, а также способ для производства этой стальной трубы для топливопровода высокого давления.
[0016]
(1) Стальная труба для топливопровода высокого давления, имеющая:
прочность при растяжении 500-900 МПа и отношение предела текучести к пределу прочности от 0,50 до 0,85; и
критическое внутреннее давление, удовлетворяющее следующей формуле (i), в которой
остаточное напряжение в окружном направлении на внутренней поверхности стальной трубы составляет -20 МПа или ниже после того, как стальная труба расщепляется пополам в направлении оси трубы:
IP≥0,41 × TS ×α... (i)
α=[(D/d)2-1]/[0,776 × (D/d)2]... (ii)
где в вышеприведенной формуле (i) IP обозначает критическое внутреннее давление (МПа) стальной трубы, TS обозначает прочность при растяжении (МПа) стальной трубы, а α представляет собой значение, выражаемое вышеприведенной формулой (ii), в которой D обозначает наружный диаметр (мм) стальной трубы, а d обозначает внутренний диаметр (мм) стальной трубы.
[0017]
(2) Стальная труба для топливопровода высокого давления в соответствии с вышеприведенным пунктом (1), в которой
эта стальная труба имеет следующий химический состав, содержащий в мас.%:
C: от 0,12 до 0,27
Si: от 0,05 до 0,50
Mn: от 0,3 до 2,0
Al: от 0,005 до 0,060
N: от 0,0020 до 0,0080
Ti: от 0,005 до 0,040
Nb: от 0,015 до 0,045
Cr: от 0 до 1,0
Mo: от 0 до 1,0
Cu: от 0 до 0,5
Ni: от 0 до 0,5
V: от 0 до 0,15
B: от 0 до 0,005
остаток: железо и примеси, и
содержание Ca, P, S и O в примесях составляет:
Ca: 0,001 или меньше,
P: 0,02 или меньше,
S: 0,01 или меньше, и
O: 0,0040 или меньше.
[0018]
(3) Стальная труба для топливопровода высокого давления в соответствии с вышеприведенным пунктом (2), в которой
химический состав содержит
Ti: от 0,005 мас.% до 0,015 мас.%.
[0019]
(4) Стальная труба для топливопровода высокого давления в соответствии с вышеприведенным пунктом (2) или (3), в которой
химический состав содержит
один или более элементов, выбираемых из, в мас.%:
Cr: от 0,2 до 1,0
Mo: от 0,03 до 1,0
Cu: от 0,03 до 0,5
Ni: от 0,03 до 0,5
V: от 0,02 до 0,15
B: от 0,0003 до 0,005.
[0020]
(5) Стальная труба для топливопровода высокого давления в соответствии с любым из вышеприведенных пунктов (1) - (4), в которой
наружный диаметр и внутренний диаметр стальной трубы удовлетворяют следующей формуле (iii):
D/d≥1,5... (iii)
где, в вышеприведенной формуле (iii) D обозначает наружный диаметр (мм) стальной трубы, а d обозначает внутренний диаметр (мм) стальной трубы.
[0021]
(6) Способ для производства стальной трубы для топливопровода высокого давления, которая имеет критическое внутреннее давление, удовлетворяющее следующей формуле (i), содержащий
подвергание исходного материала стальной трубы, имеющего прочность при растяжении 500-900 МПа и отношение предела текучести к пределу прочности 0,50-0,85
обработке автофретированием при внутреннем давлении, которое составляет 450 МПа или ниже и удовлетворяет следующей формуле (iv):
IP≥0,41 × TSисх ×α... (i)
α=[(D/d)2-1]/[0,776 × (D/d)2]... (ii)
PAF< 0,44 × TSисх × (1+YR)... (iv)
где в вышеприведенной формуле (i) IP обозначает критическое внутреннее давление (МПа) стальной трубы, TSисх обозначает прочность при растяжении (МПа) исходного материала стальной трубы, а α представляет собой значение, выражаемое вышеприведенной формулой (ii), в которой D обозначает наружный диаметр (мм) стальной трубы, а d обозначает внутренний диаметр (мм) стальной трубы, и где в вышеприведенной формуле (iv) PAF обозначает внутреннее давление (МПа) обработки автофретированием, TSисх обозначает прочность при растяжении (МПа) исходного материала стальной трубы, и YR обозначает отношение предела текучести к пределу прочности исходного материала стальной трубы.
[0022]
(7) Способ для производства стальной трубы для топливопровода высокого давления в соответствии с вышеприведенным пунктом (6), в котором
эта стальная труба имеет следующий химический состав, содержащий, в мас.%:
C: от 0,12 до 0,27
Si: от 0,05 до 0,50
Mn: от 0,3 до 2,0
Al: от 0,005 до 0,060
N: от 0,0020 до 0,0080
Ti: от 0,005 до 0,040
Nb: от 0,015 до 0,045
Cr: от 0 до 1,0
Mo: от 0 до 1,0
Cu: от 0 до 0,5
Ni: от 0 до 0,5
V: от 0 до 0,15
B: от 0 до 0,005
остаток: железо и примеси,
содержание Ca, P, S и O в примесях составляет:
Ca: 0,001 или меньше,
P: 0,02 или меньше,
S: 0,01 или меньше, и
O: 0,0040 или меньше.
[0023]
(8) Способ для производства стальной трубы для топливопровода высокого давления в соответствии с вышеприведенным пунктом (7), в котором
химический состав содержит
Ti: от 0,005 мас.% до 0,015 мас.%.
[0024]
(9) Способ для производства стальной трубы для топливопровода высокого давления в соответствии с вышеприведенным пунктом (7) или (8), в котором
химический состав содержит
один или более элементов, выбираемых из, в мас.%:
Cr: от 0,2 до 1,0
Mo: от 0,03 до 1,0
Cu: от 0,03 до 0,5
Ni: от 0,03 до 0,5
V: от 0,02 до 0,15
B: от 0,0003 до 0,005.
[0025]
(10) Способ для производства стальной трубы для топливопровода высокого давления в соответствии с любым из вышеприведенных пунктов (6) - (9), в котором
наружный диаметр и внутренний диаметр стальной трубы удовлетворяют следующей формуле (iii):
D/d≥1,5... (iii)
где, в вышеприведенной формуле (iii) D обозначает наружный диаметр (мм) стальной трубы, а d обозначает внутренний диаметр (мм) стальной трубы.
ПОЛЕЗНЫЕ ЭФФЕКТЫ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
[0026]
В соответствии с настоящим изобретением возможно получить стальную трубу для топливопровода высокого давления, которая проявляет высокий выгодный эффект улучшения критического внутреннего давления даже при относительно низком давлении обработки автофретированием, а также обладает превосходной обрабатываемостью и усталостной стойкостью к внутреннему давлению при низкой цене.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0027]
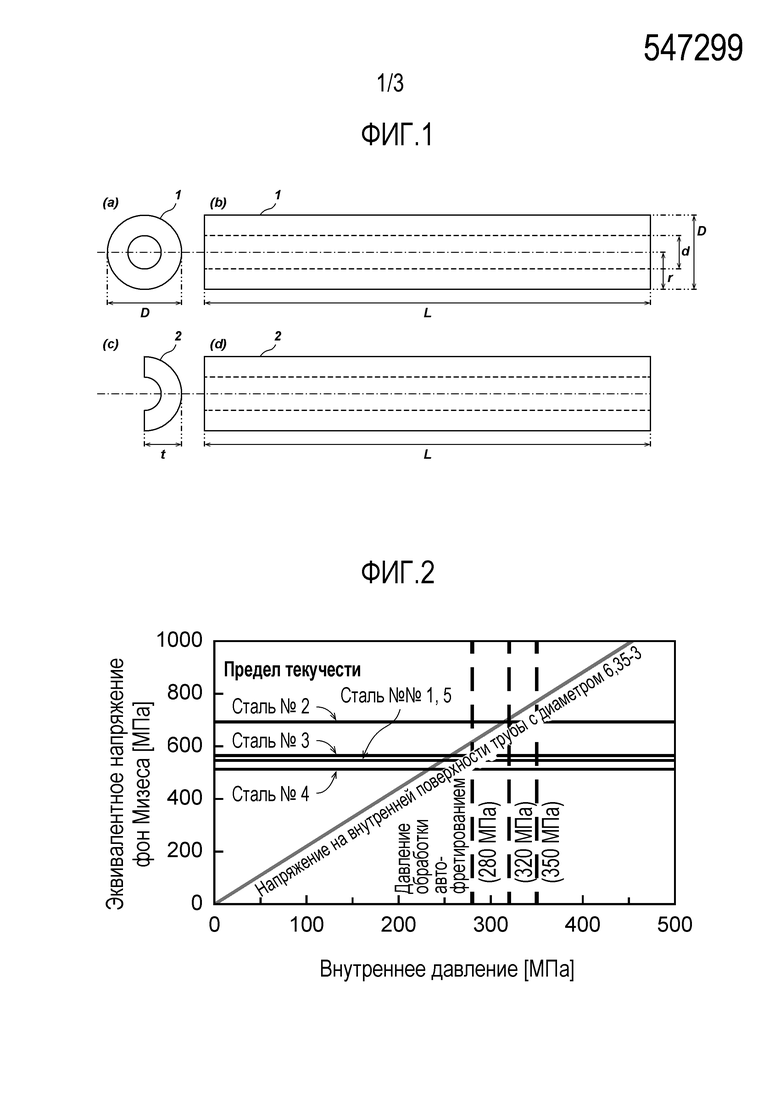
[Фиг. 1] Фиг. 1(a) и Фиг. 1(b) соответственно представляют собой вид слева и вид спереди образца стальной трубы, которая используется для измерения остаточного напряжения в окружном направлении на внутренней поверхности трубы, а Фиг. 1(c) и Фиг. 1(d) соответственно представляют собой вид слева и вид спереди образца, который расщеплен пополам.
[Фиг. 2] Фиг. 2 представляет собой график, иллюстрирующий соотношение между эквивалентным напряжением фон Мизеса и внутренним давлением на внутреннюю поверхность стальной трубы.
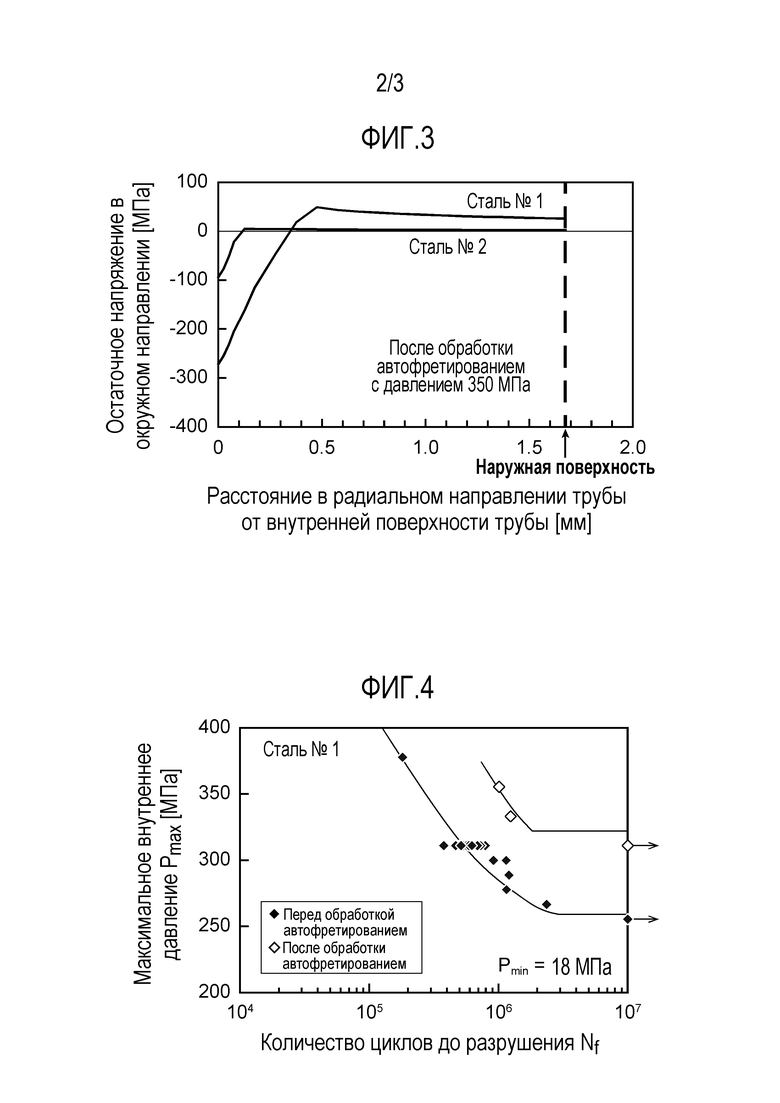
[Фиг. 3] Фиг.3 представляет собой график, иллюстрирующий распределения остаточных напряжений, задаваемых при выполнении обработки автофретированием сталей № 1 и 2 в Примере, получаемые с помощью метода конечных элементов (FE).
[Фиг. 4] Фиг. 4 представляет собой график, иллюстрирующий результаты испытания на усталостную стойкость к внутреннему давлению для стали № 1 в Примере.
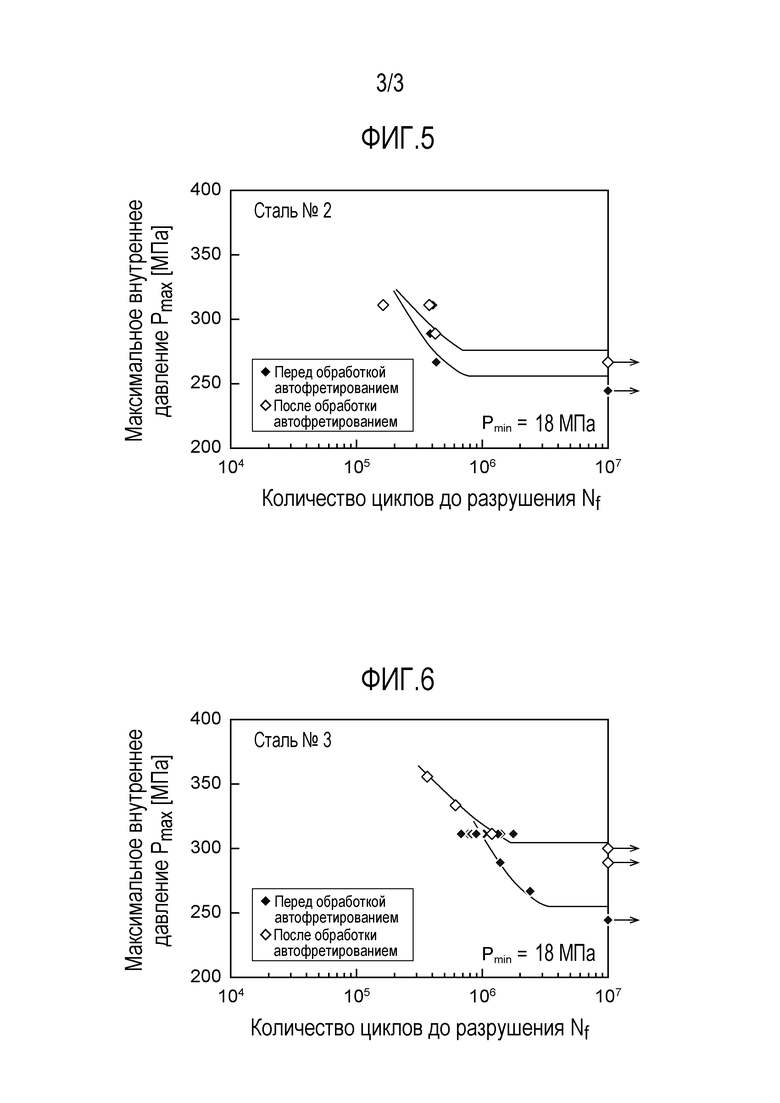
[Фиг. 5] Фиг. 5 представляет собой график, иллюстрирующий результаты испытания на усталостную стойкость к внутреннему давлению для стали № 2 в Примере.
[Фиг. 6] Фиг. 6 представляет собой график, иллюстрирующий результаты испытания на усталостную стойкость к внутреннему давлению для стали № 3 в Примере.
СПОСОБ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0028]
Авторы настоящего изобретения провели исследования способов получения стальной трубы с высоким критическим внутренним давлением при низких затратах, и получили следующие результаты.
[0029]
(a) Путем выполнения обработки автофретированием возможно увеличить критическое внутреннее давление стальной трубы без увеличения прочности при растяжении стальной трубы. Обработка автофретированием представляет собой обработку для создания сжимающего остаточного напряжения путем приложения избыточного внутреннего давления так, чтобы подвергнуть область вблизи от внутренней поверхности частичной пластической деформации.
[0030]
(b) Выполнение обработки автофретированием связано с проблемой увеличения эксплуатационных расходов, потому что высокое давление, необходимое для повышения критического внутреннего давления, налагает повышенные нагрузки на устройство обработки автофретированием. Следовательно, с точки зрения сокращения эксплуатационных расходов устройства обработки автофретированием желательно использовать материал, который позволял бы получать высокий полезный эффект улучшения критического внутреннего давления даже при низком давлении обработки автофретированием.
[0031]
(c) В случае использования в качестве материала стали, имеющей низкое отношение предела текучести к пределу прочности, внутренняя поверхность стальной трубы может давать результат даже при относительно низком давлении обработки автофретированием, что позволяет обеспечить высокое сжимающее остаточное напряжение, облегчающее получение выгодного эффекта улучшения критического внутреннего давления посредством обработки автофретированием.
[0032]
Настоящее изобретение создано на основе вышеописанных наблюдений. Далее будет подробно описано каждое из требований настоящего изобретения.
[0033]
1. Механические свойства
Стальная труба для топливопровода высокого давления в соответствии с настоящим изобретением имеет прочность при растяжении от 500 до 900 МПа, а также отношение предела текучести к пределу прочности от 0,50 до 0,85.
[0034]
Если стальная труба имеет прочность при растяжении ниже чем 500 МПа, трудно получить критическое внутреннее давление, необходимое для использования в качестве трубы впрыска топлива, даже когда сжимающее остаточное напряжение обеспечивается для внутренней поверхности стальной трубы. С другой стороны, если стальная труба имеет прочность при растяжении выше чем 900 МПа, возникает проблема уменьшения обрабатываемости. В дополнение к этому, чтобы получить прочность при растяжении выше чем 900 МПа, во многих случаях необходим процесс для увеличения прочности стальной трубы, такой как закалка, который соответственно увеличивает производственные затраты. Когда стальная труба закаляется для того, чтобы иметь структуру с чрезвычайно высокой долей мартенсита, становится довольно трудно управлять отношением предела текучести к пределу прочности так, чтобы оно составляло 0,85 или ниже. Прочность при растяжении стальной трубы предпочтительно составляет 650 МПа или выше и предпочтительно 800 МПа или ниже.
[0035]
Характеристика стойкости к разрыву стальной трубы по существу пропорциональна сумме прочности при растяжении и предела текучести стальной трубы. По этой причине, когда стальная труба имеет чрезвычайно низкое отношение предела текучести к пределу прочности, в частности меньше чем 0,50, стойкость стальной трубы к разрыву не может быть гарантирована. Между тем, чтобы обеспечить сжимающее остаточное напряжение на внутренней поверхности стальной трубы для того, чтобы получить выгодный эффект улучшения критического внутреннего давления, стальная труба должна иметь отношение предела текучести к пределу прочности 0,85 или ниже. Отношение предела текучести к пределу прочности стальной трубы предпочтительно составляет 0,55 или выше и предпочтительно 0,80 или ниже.
[0036]
В настоящем изобретении прочность при растяжении и предел текучести стальной трубы определяются путем вырезания прямой части стальной трубы, зажимания в патронах областей, простирающихся от обоих торцов прямой части трубы на некоторую длину (в дальнейшем называемых «частями захвата»), и проведения испытания на разрыв с помощью тензометра, присоединенного к параллельной части между частями захвата. Зажимание в патроне выполняется путем сжатия контактных колодок, имеющих V-образную или круглую канавку, более мелкую, чем наружный диаметр стальной трубы на части захвата, с помощью давления масла или болтов или с помощью клинообразного зажима.
[0037]
Длина частей захвата может быть определена с учетом давления сжатия и тестовой нагрузки, чтобы стальная труба не проскальзывала во время испытания. В дополнение к этому, длина параллельной части должна быть такой, чтобы мог быть присоединен тензометр, и чтобы зажимные патроны не влияли на деформацию образования шейки, возникающую непосредственно перед разрушением. Если стальная труба не имеет прямой части, имеющей достаточную длину, испытание на разрыв может быть проведено с использованием небольшого образца, имеющего форму тонкой гантели, вырезанного из стальной трубы, как описано в непатентном документе 1.
[0038]
В дополнение к этому, стальная труба для топливопровода высокого давления в соответствии с настоящим изобретением имеет критическое внутреннее давление, которое удовлетворяет следующей формуле (i):
IP≥0,41 × TS ×α... (i)
α=[(D/d)2-1]/[0,776 × (D/d)2]... (ii)
В вышеприведенной формуле (i) IP обозначает критическое внутреннее давление (МПа) стальной трубы, TS обозначает прочность при растяжении (МПа) стальной трубы, и α представляет собой значение, выражаемое вышеприведенной формулой (ii). В дополнение к этому, в вышеприведенной формуле (ii) D обозначает наружный диаметр (мм) стальной трубы, а d обозначает внутренний диаметр (мм) стальной трубы. Значение α представляет собой коэффициент для коррекции изменений соотношения между внутренним давлением и напряжением, возникающим на внутренней поверхности трубы, в соответствии с соотношением между наружным диаметром и внутренним диаметром трубы.
[0039]
Критическое внутреннее давление, удовлетворяющее вышеприведенной формуле (i), обеспечивает защиту от усталостного разрушения даже при относительно низкой прочности при растяжении. Термин «критическое внутреннее давление» в настоящем изобретении означает максимальное внутреннее давление (МПа), при котором не происходит никакого разрушения (утечки) после 107 циклов периодически повторяющихся колебаний внутреннего давления, которое синусоидально изменяется во времени в тесте на сопротивление усталости от внутреннего давления с минимальным внутренним давлением, составляющим 18 МПа. В частности, критическое внутреннее давление определяется на диаграмме S-N, на которой вертикальная ось представляет максимальное внутреннее давление, а горизонтальная ось представляет собой количество циклов до разрушения в форме среднего значения между минимальным значением максимальных внутренних давлений, в пределах которых происходит расщепление, и максимальным значением максимальных внутренних давлений, в пределах которых не происходит никакого расщепления, даже когда количество циклов достигает 107.
[0040]
Кроме того, стальная труба для топливопровода высокого давления в соответствии с настоящим изобретением имеет остаточное напряжение в окружном направлении -20 МПа или ниже на внутренней поверхности стальной трубы после того, как стальная труба расщепляется пополам в направлении оси трубы. Как было описано выше, путем обеспечения большого сжимающего остаточного напряжения на внутренней поверхности стальной трубы можно увеличить критическое внутреннее давление. Остаточное напряжение в окружном направлении предпочтительно составляет -40 МПа или ниже.
[0041]
Способ для измерения остаточного напряжения в окружном направлении в настоящем изобретении будет подробно описан со ссылкой на Фиг. 1. Фиг. 1(a) и 1(b) соответственно представляют собой вид слева и вид спереди образца 1 стальной трубы, а Фиг. 1(c) и Фиг. 1(d) соответственно представляют собой вид слева и вид спереди образца 2, полученного путем расщепления образца 1 стальной трубы пополам. Сначала подлежащий измерению образец 1 стальной трубы вырезается с использованием микрорежущего инструмента и т.п. Длина L образца 1 стальной трубы предпочтительно устанавливается в три или более раз более длинной, чем наружный диаметр D стальной трубы, и может составлять, например, приблизительно 30 мм.
[0042]
Затем образец 1 стальной трубы расщепляется пополам в направлении оси трубы. Когда тепловыделение при резании становится чрезмерным, это влияет на остаточное напряжение на внутренней поверхности трубы. Следовательно, необходимо использовать такой способ резания, который вырабатывает как можно меньше тепла, и резание предпочтительно выполняется с помощью электроэрозионного вырезания. В это время толщина t от поверхности реза до наружной поверхности расщепленного пополам образца 2 предпочтительно контролируется так, чтобы она находилась внутри диапазона ±5% от внешнего радиуса r стальной трубы.
[0043]
Затем наружный слой внутренней поверхности трубы удаляется электрополировкой в пределах 10 мкм или меньше, и после этого измеряется остаточное напряжение в окружном направлении на внутренней поверхности трубы. В качестве способа измерения используется способ sin2ψ с рентгеновской дифракцией в соответствии с непатентным документом 2.
[0044]
2. Химический состав
Нет никаких специальных ограничений на химический состав стальной трубы в соответствии с настоящим изобретением и исходного материала стальной трубы, являющегося исходным материалом для стальной трубы, при условии, что этот химический состав удовлетворяет условиям вышеупомянутых прочности при растяжении и отношения предела текучести к пределу прочности. Например, этот химический состав предпочтительно включает, в массовых процентах, C: от 0,12 мас.% до 0,27 мас.%, Si: от 0,05 мас.% до 0,50 мас.%, Mn: от 0,3 мас.% до 2,0 мас.%, Al: от 0,005 мас.% до 0,060 мас.%, N: от 0,0020 мас.% до 0,0080 мас.%, Ti: от 0,005 мас.% до 0,040 мас.%, Nb: от 0,015 мас.% до 0,045 мас.%, Cr: от 0 мас.% до 1,0 мас.%, Mo: от 0 мас.% до 1,0 мас.%, Cu: от 0 мас.% до 0,5 мас.%, Ni: от 0 мас.% до 0,5 мас.%, V: от 0 мас.% до 0,15 мас.%, B: от 0 мас.% до 0,005 мас.%, и остаток: Fe и примеси, причем содержание Ca, P, S и O в этих примесях составляет: Ca: 0,001 мас.% или меньше, P: 0,02 мас.% или меньше, S: 0,01 мас.% или меньше, и О: 0,0040 мас.% или меньше.
[0045]
Термин «примеси» в настоящем документе означает компоненты, которые примешиваются к стали при промышленном производстве стали благодаря различным факторам, включая сырье, такое как руда и лом, а также производственный процесс, и могут содержаться в стали в допустимых диапазонах концентраций, в которых они не оказывают никакого отрицательного воздействия на настоящее изобретение.
[0046]
Причины для ограничения содержания элементов описываются ниже. В следующем объяснении символ «%» для содержания каждого элемента означает «мас.%».
[0047]
C: от 0,12 мас.% до 0,27 мас.%
C (углерод) представляет собой элемент, который является эффективным для увеличения прочности стали с небольшими затратами. Для того, чтобы гарантировать желаемую прочность при растяжении, предпочтительно установить содержание C равным 0,12 мас.% или больше. Однако содержание C больше чем 0,27 мас.% может привести к уменьшению обрабатываемости. Следовательно, содержание C предпочтительно устанавливается равным от 0,12 мас.% до 0,27 мас.%. Содержание C более предпочтительно составляет 0,13 мас.% или больше, и еще более предпочтительно 0,14 мас.% или больше. В дополнение к этому, содержание C более предпочтительно составляет 0,25 мас.% или меньше, и еще более предпочтительно 0,23 мас.% или меньше.
[0048]
Si: от 0,05 мас.% до 0,50 мас.%
Si (кремний) является элементом, который имеет не только функцию раскисления, но также и функцию улучшения прочности стали. Для того, чтобы гарантировать эти эффекты, предпочтительно установить содержание Si равным 0,05 мас.% или больше. Однако содержание Si больше чем 0,50 мас.% может привести к уменьшению ударной вязкости. Следовательно, содержание Si предпочтительно устанавливается равным от 0,05 мас.% до 0,50 мас.%. Содержание Si более предпочтительно составляет 0,15 мас.% или больше, и более предпочтительно 0,35 мас.% или меньше.
[0049]
Mn: от 0,3 мас.% до 2,0 мас.%
Mn (марганец) является элементом, который не только имеет функцию раскисления, но также является эффективным для улучшения прочности и ударной вязкости стали. Однако содержание Mn менее 0,3 мас.% не может обеспечить достаточную прочность, а с другой стороны содержание Mn более 2,0 мас.% заставляет MnS укрупняться, и иногда удлиняться и расширяться при горячей прокатке, что может приводить к уменьшению ударной вязкости. По этой причине содержание Mn предпочтительно устанавливается равным от 0,3 мас.% до 2,0 мас.%. Содержание Mn более предпочтительно составляет 0,4 мас.% или больше, и еще более предпочтительно 0,5 мас.% или больше. В дополнение к этому, содержание Mn более предпочтительно составляет 1,7 мас.% или меньше, и еще более предпочтительно 1,5 мас.% или меньше.
[0050]
Al: от 0,005 мас.% до 0,060 мас.%
Al (алюминий) является элементом, который эффективен при раскислении стали и имеет функцию увеличения ударной вязкости и обрабатываемости стали. Для того, чтобы получить эти эффекты, предпочтительно установить содержание Al равным 0,005 мас.% или больше. С другой стороны, когда содержание Al становится больше, чем 0,060 мас.%, легко образуются включения, и в частности в случае стали, содержащей Ti, увеличивается риск образования сложных включений Ti-Al. Следовательно, содержание Al предпочтительно устанавливается равным от 0,005 мас.% до 0,060 мас.%. Содержание Al более предпочтительно составляет 0,008 мас.% или больше, и еще более предпочтительно 0,010 мас.% или больше. В дополнение к этому, содержание Al более предпочтительно составляет 0,050 мас.% или меньше, и еще более предпочтительно 0,040 мас.% или меньше. В настоящем изобретении содержание Al означает содержание растворимого в кислоте Al (растворимого Al).
[0051]
N: от 0,0020 мас.% до 0,0080 мас.%
N (азот) является элементом, который неизбежно содержится в стали в качестве примеси. Однако в настоящем изобретении предпочтительно сделать содержание азота равным 0,0020 мас.% или больше с целью препятствования огрублению зерен за счет скрепляющего эффекта TiN. С другой стороны, содержание N более чем 0,0080 мас.% увеличивает риск образования больших сложных включений Ti-Al. Следовательно, содержание N предпочтительно устанавливается равным от 0,0020 мас.% до 0,0080 мас.%. Содержание N более предпочтительно составляет 0,0025 мас.% или больше, и еще более предпочтительно 0,0027 мас.% или больше. В дополнение к этому, содержание N более предпочтительно составляет 0,0065 мас.% или меньше, и еще более предпочтительно 0,0050 мас.% или меньше.
[0052]
Ti: от 0,005 мас.% до 0,040 мас.%
Ti (титан) способствует предотвращению огрубления зерен путем мелкого выделения в форме TiN и т.п. Для того, чтобы получить этот эффект, предпочтительно установить содержание Ti равным 0,005 мас.% или больше. Напротив, содержание Ti больше чем 0,040 мас.% вызывает формирование включений азотсодержащих соединений в стальной трубе, что может привести к уменьшению ударной вязкости. Следовательно, содержание Ti предпочтительно устанавливается равным от 0,005 мас.% до 0,040 мас.%.
[0053]
Когда на образце выполняется тест на сопротивление усталости от внутреннего давления, усталостная трещина, имеющая высокое напряжение, появляется и распространяется от внутренней поверхности образца в качестве исходной точки, и разрушение происходит, как только усталостная трещина достигает наружной поверхности образца. В это время включения в исходной части в некоторых случаях присутствуют, и отсутствуют в других случаях.
[0054]
Когда включения в исходной части отсутствуют, наблюдается режим поверхности плоского разрушения, называемой поверхностью излома с фасетками скола. Эта поверхность формируется путем распространения трещины, инициируемой на одном зерне, на несколько зерен вокруг в режиме деформации под действием боковых сдвигов, называемом Режимом II. Когда эта поверхность излома с фасетками скола вырастает до ее критического уровня, режим ее распространения изменяется на режим разрушения раскрытием, называемый Режимом I, что приводит к разрушению. Рост поверхности излома с фасетками скола зависит от диаметра предшествующего аустенитного зерна (в дальнейшем называемого диаметром предшествующего γ-зерна) или диаметра ферритного зерна, который является размерной единицей развития первоначальной трещины, и этот рост ускоряется, когда диаметр предшествующего γ-зерна или диаметр ферритного зерна становится большим. Это означает, что большой диаметр предшествующего γ-зерна или ферритного зерна приводит к уменьшению предела усталости матричной структуры, даже когда включения не служат в качестве исходной точки.
[0055]
Как было описано выше, содержание Ti предпочтительно устанавливается равным 0,005 мас.% или больше для того, чтобы предотвратить огрубление диаметра предшествующего γ-зерна или ферритного зерна. Содержание Ti предпочтительно составляет 0,006 мас.% или больше, более предпочтительно 0,007 мас.% или больше.
[0056]
С другой стороны, когда содержание Ti является высоким, сложные включения наблюдались на поверхности разрушения стальной трубы, подвергнутой испытанию на усталостную стойкость к внутреннему давлению, включая множество включений на основе Al2O3, имеющих диаметры 20 мкм или меньше, которые соединяются тонкими слоями в форме пленки, содержащими Ti в качестве главного компонента (в дальнейшем называемых сложными включениями Ti-Al). В частности содержание Ti больше чем 0,015 мас.% может привести к риску образования больших сложных включений Ti-Al. Крупные сложные включения Ti-Al могут приводить к уменьшению времени разрушения в условиях, когда внутреннее давление является очень высоким. Следовательно, содержание Ti более предпочтительно составляет 0,015 мас.% или меньше. Содержание Ti еще более предпочтительно составляет 0,013 мас.% или меньше, и еще более предпочтительно 0,012 мас.% или меньше.
[0057]
Nb: от 0,015 мас.% до 0,045 мас.%
Nb (ниобий) мелко диспергируется в стали в виде карбида или карбонитрида, и оказывает эффект прочного скрепления границ кристаллических зерен. В дополнение к этому, тонкая дисперсия карбида Nb или карбонитрида Nb улучшает прочность и ударную вязкость стали. Для достижения вышеописанной цели предпочтительно, чтобы содержание Nb составляло 0,015 мас.% или больше. С другой стороны, содержание Nb больше чем 0,045 мас.% заставляет карбид и карбонитрид огрубляться, что может привести к уменьшению ударной вязкости. Следовательно, содержание Nb предпочтительно устанавливается равным от 0,015 мас.% до 0,045 мас.%. Содержание Nb более предпочтительно составляет 0,018 мас.% или больше, и еще более предпочтительно 0,020 мас.% или больше. В дополнение к этому, содержание Nb еще более предпочтительно составляет 0,040 мас.% или меньше, и еще более предпочтительно 0,035 мас.% или меньше.
[0058]
Cr: от 0 мас.% до 1,0 мас.%
Cr (хром) является элементом, который имеет эффект улучшения прочности и сопротивления износу. Однако содержание Cr больше чем 1,0 мас.% может привести к уменьшению ударной вязкости и обрабатываемости при холодной прокатке. Следовательно, содержание Cr предпочтительно устанавливается равным 1,0 мас.% или меньше. Содержание Cr более предпочтительно составляет 0,8 мас.% или меньше. Для того, чтобы получить вышеупомянутый эффект, содержание Cr предпочтительно устанавливается равным 0,2 мас.% или больше, более предпочтительно 0,3 мас.% или больше.
[0059]
Mo: от 0 мас.% до 1,0 мас.%
Mo (молибден) является элементом, который способствует обеспечению высокой прочности за счет его растворения и осаждения карбидов. Однако если содержание Mo составляет больше чем 1,0 мас.%, эффект Mo насыщается, что приводит к увеличению стоимости сплава. Следовательно, содержание Mo предпочтительно устанавливается равным 1,0 мас.% или меньше, и более предпочтительно 0,45 мас.% или меньше. Для того, чтобы получить вышеупомянутый эффект, содержание молибдена предпочтительно устанавливается равным 0,03 мас.% или больше, более предпочтительно 0,08 мас.% или больше.
[0060]
Cu: от 0 мас.% до 0,5 мас.%
Cu (медь) является элементом, который имеет эффект улучшения прочности и ударной вязкости стали. Однако если содержание Cu составляет больше чем 0,5 мас.%, эффект Cu насыщается, что приводит в результате к повышению стоимости сплава. Следовательно, содержание Cu предпочтительно устанавливается равным 0,5 мас.% или меньше, более предпочтительно 0,40 мас.% или меньше, и еще более предпочтительно 0,35 мас.% или меньше. Для того, чтобы получить вышеупомянутый эффект, содержание меди предпочтительно устанавливается равным 0,03 мас.% или больше, более предпочтительно 0,05 мас.% или больше.
[0061]
Ni: от 0 мас.% до 0,5 мас.%
Ni (никель) является элементом, который имеет эффект улучшения прочности и ударной вязкости стали. Однако если содержание Ni составляет больше чем 0,5 мас.%, эффект Ni насыщается, что приводит в результате к повышению стоимости сплава. Следовательно, содержание Ni предпочтительно устанавливается равным 0,5 мас.% или меньше, более предпочтительно 0,40 мас.% или меньше, и еще более предпочтительно 0,35 мас.% или меньше. Для того, чтобы получить вышеупомянутый эффект, содержание никеля предпочтительно устанавливается равным 0,03 мас.% или больше, более предпочтительно 0,08 мас.% или больше.
[0062]
V: от 0 мас.% до 0,15 мас.%
V (ванадий) является элементом, который способствует увеличению прочности и ударной вязкости стали посредством формирования карбидов или карбонитридов. Однако содержание V больше чем 0,15 мас.% может привести вместо этого к уменьшению ударной вязкости. Следовательно, содержание V предпочтительно устанавливается равным 0,15 мас.% или меньше, более предпочтительно 0,12 мас.% или меньше, и еще более предпочтительно 0,10 мас.% или меньше. Для того, чтобы получить вышеупомянутый эффект, содержание ванадия предпочтительно устанавливается равным 0,02 мас.% или больше, более предпочтительно 0,04 мас.% или больше.
[0063]
B: от 0 мас.% до 0,005 мас.%
B (бор) представляет собой упрочняющий границы зерна элемент, способствующий повышению ударной вязкости. Однако содержание B больше чем 0,005 мас.% может привести вместо этого к уменьшению ударной вязкости. Следовательно, содержание B предпочтительно устанавливается равным 0,005 мас.% или меньше, и более предпочтительно 0,002 мас.% или меньше. Функция улучшения прокаливаемости благодаря содержанию бора может быть получена при его содержании на уровне примеси, но для того, чтобы получить более заметный эффект, содержание бора предпочтительно устанавливается равным 0,0003 мас.% или больше. Следует отметить, что для того, чтобы эффективно использовать эффект бора, азот в стали предпочтительно должен быть связан титаном.
[0064]
Далее будет описано содержание в примесях Ca, P, С и O.
[0065]
Ca: 0,001 мас.% или меньше
Ca (кальций) выполняет функцию агломерирования включений на основе силикатов (Группа C в японском промышленном стандарте JIS G 0555), и содержание Ca более 0,001 мас.% может приводить к уменьшению критического внутреннего давления, потому что образуются грубые включения типа C. Следовательно, содержание Ca предпочтительно устанавливается равным 0,001 мас.% или меньше, более предпочтительно 0,0007 мас.% или меньше, и еще более предпочтительно 0,0003 мас.% или меньше. Следует отметить, что если в оборудовании, имеющем отношение к производству и улучшению стали, вообще не проводится никакой кальциевой обработки в течение длительного периода времени, загрязнение оборудования кальцием может быть устранено, и таким образом возможно сделать содержание Ca в стали по существу равным 0 мас.%.
[0066]
P: 0,02 мас.% или меньше
Фосфор является элементом, который неизбежно содержится в стали в качестве примеси. Содержание P больше чем 0,02 мас.% может не только приводить к риску уменьшения горячей обрабатываемости, но также и вызывать зернограничную сегрегацию, значительно уменьшающую ударную вязкость. Следовательно, предпочтительно устанавливать содержание P равным 0,02 мас.% или меньше. Чем ниже содержание P, тем лучше, и содержание P более предпочтительно устанавливается равным 0,015 мас.% или меньше, и еще более предпочтительно 0,012 мас.% или меньше. Однако нижний предел содержания P предпочтительно устанавливается равным 0,005 мас.%, потому что чрезмерное уменьшение содержания P приводит к увеличению производственных затрат.
[0067]
S: 0,01 мас.% или меньше
S (сера) является элементом, который, как и P, неизбежно присутствует в стали как примесь. Содержание серы более 0,01 мас.% заставляет серу сегрегировать на границы зерна и вызывает образование включений на основе сульфида, что приводит к уменьшению предела усталости. Следовательно, предпочтительно устанавливать содержание серы равным 0,01 мас.% или меньше. Чем ниже содержание серы, тем лучше, и содержание серы более предпочтительно устанавливается равным 0,005 мас.% или меньше, и еще более предпочтительно 0,0035 мас.% или меньше. Однако нижний предел содержания серы предпочтительно устанавливается равным 0,0005 мас.%, потому что чрезмерное уменьшение содержания серы приводит к увеличению производственных затрат.
[0068]
O: 0,0040 мас.% или меньше
Кислород образует грубые оксиды, которые могут вызвать уменьшение критического внутреннего давления. С этой точки зрения предпочтительно устанавливать содержание O равным 0,0040 мас.% или меньше. Чем ниже содержание O, тем лучше, и содержание O более предпочтительно устанавливается равным 0,0035 мас.% или меньше, еще более предпочтительно 0,0025 мас.% или меньше, и наиболее предпочтительно 0,0015 мас.% или меньше. Однако нижний предел содержания кислорода предпочтительно устанавливается равным 0,0005 мас.%, потому что чрезмерное уменьшение содержания кислорода приводит к увеличению производственных затрат.
[0069]
3. Микроструктура металла
Нет никаких специальных ограничений на микроструктуру металла стальной трубы для топливопровода высокого давления в соответствии с настоящим изобретением, но микроструктура металла предпочтительно состоит из одного или более видов, выбираемых из феррита, перлита и бейнита. Микроструктура металла может включать в себя мартенсит, но структура, состоящая главным образом из мартенсита, мешает устанавливать отношение предела текучести к пределу прочности исходного материала стальной трубы равным 0,85 или ниже. С другой стороны, остаточный аустенит может быть включен в структуру, потому что остаточный аустенит оказывает эффект уменьшения отношения предела текучести к пределу прочности исходного материала стальной трубы.
[0070]
4. Размер
Размеры стальной трубы для топливопровода высокого давления в соответствии с настоящим изобретением специально не ограничиваются. Однако труба для топливопровода высокого давления обычно должна иметь определенный объем для того, чтобы уменьшить колебания внутреннего давления при использовании. По этой причине желательно, чтобы стальная труба для топливопровода высокого давления имела внутренний диаметр 2,5 мм или больше, более желательно 3 мм или больше. В дополнение к этому, труба для топливопровода высокого давления должна выдерживать высокое внутреннее давление, и желательно, чтобы толщина стенки стальной трубы составляла 1,5 мм или больше, более желательно 2 мм или больше. С другой стороны, чрезмерно большой наружный диаметр стальной трубы делает ее сгибание и т.п. затруднительным. По этой причине желательно, чтобы наружный диаметр стальной трубы составлял 20 мм или меньше, более желательно 10 мм или меньше.
[0071]
Кроме того, для того, чтобы выдерживать высокое внутреннее давление, желательно делать толщину стенки больше для большего внутреннего диаметра стальной трубы. При постоянном внутреннем диаметре стальной трубы наружный диаметр стальной трубы делается больше при увеличении толщины стенки. Другими словами, для того, чтобы выдерживать высокое внутреннее давление, желательно делать наружный диаметр стальной трубы увеличивающимся с увеличением внутреннего диаметра этой стальной трубы. Для того, чтобы получить достаточное критическое внутреннее давление для стальной трубы для топливопровода высокого давления, желательно, чтобы наружный диаметр и внутренний диаметр стальной трубы удовлетворяли следующей формуле (iii):
D/d≥1,5... (iii)
где в вышеприведенной формуле (iii) D обозначает наружный диаметр (мм) стальной трубы для топливопровода высокого давления, а d обозначает внутренний диаметр (мм) стальной трубы для топливопровода высокого давления.
[0072]
Более желательно, чтобы величина D/d, которая является отношением наружного диаметра к внутреннему диаметру вышеупомянутой стальной трубы, составляла 2,0 или больше. С другой стороны, верхний предел величины D/d специально не предусматривается, но желательно, чтобы он составлял 3,0 или меньше, более желательно 2,8 или меньше, потому что чрезмерно большое значение D/d делает сгибание трубы затруднительным.
[0073]
5. Способ для производства стальной трубы для топливопровода высокого давления
Нет никаких специальных ограничений на способы для производства стальной трубы для топливопровода высокого давления в соответствии с настоящим изобретением. Например, стальная труба для топливопровода высокого давления может быть произведена путем выполнения обработки автофретированием исходного материала стальной трубы, который имеет прочность при растяжении 500-900 МПа и отношение предела текучести к пределу прочности 0,50-0,85.
[0074]
Если исходный материал стальной трубы имеет прочность при растяжении ниже чем 500 МПа, трудно получить критическое внутреннее давление, необходимое для использования в качестве трубы впрыска топлива, даже когда выполняется обработка автофретированием. С другой стороны, если стальная труба имеет прочность при растяжении выше чем 900 МПа, возникает проблема уменьшения обрабатываемости. В дополнение к этому, чтобы получить прочность при растяжении выше чем 900 МПа, во многих случаях необходим процесс для увеличения прочности стальной трубы, такой как закалка, который соответственно увеличивает производственные затраты. В дополнение к этому, когда стальная труба закаляется для того, чтобы иметь структуру с чрезвычайно высокой долей мартенсита, становится довольно трудно управлять отношением предела текучести к пределу прочности так, чтобы оно составляло 0,85 или ниже. Прочность при растяжении исходного материала стальной трубы предпочтительно составляет 650 МПа или выше и предпочтительно 800 МПа или ниже.
[0075]
Характеристика стойкости к разрыву стальной трубы по существу пропорциональна сумме прочности при растяжении и предела текучести стальной трубы. Следовательно, чрезвычайно низкое отношение предела текучести к пределу прочности может вызвать разрыв во время обработки автофретированием. В частности, когда стальная труба имеет отношение предела текучести к пределу прочности меньше чем 0,50, стойкость стальной трубы к разрыву не может быть гарантирована. В то же время для того, чтобы получить высокий выгодный эффект улучшения критического внутреннего давления даже при низком давлении обработки автофретированием, необходимо использовать исходный материал стальной трубы, имеющий низкое отношение предела текучести к пределу прочности. Следовательно, отношение предела текучести к пределу прочности исходного материала стальной трубы устанавливается равным 0,85 или ниже.
[0076]
При обработке автофретированием прочность при растяжении и предел текучести стальной трубы изменяются лишь в незначительной степени, за исключением внутренней поверхности стальной трубы. Следовательно, регулируя механические свойства исходного материала стальной трубы в вышеуказанном диапазоне, можно управлять механическими свойствами стальной трубы для топливопровода высокого давления так, чтобы они находились внутри заданного диапазона.
[0077]
В дополнение к этому, для того, чтобы уменьшить эксплуатационные расходы для устройства обработки автофретированием, давление обработки автофретированием предпочтительно делается настолько низким, насколько это возможно, чтобы не подвергать устройство нагрузке. Следовательно, в способе производства в соответствии с одним вариантом осуществления настоящего изобретения давление PAF обработки автофретированием устанавливается равным 450 МПа или ниже.
[0078]
Кроме того, как было описано выше, стойкость стальной трубы к разрыву по существу пропорциональна сумме прочности при растяжении и предела текучести стальной трубы. Для того, чтобы избежать разрыва во время обработки автофретированием, давление PAF обработки автофретированием предпочтительно должно удовлетворять следующей формуле (iv) в плане соотношения между прочностью при растяжении TSисх и отношением предела текучести к пределу прочности YR исходного материала стальной трубы:
PAF< 0,44 × TSисх × (1+YR)... (iv)
где PAF обозначает внутреннее давление при обработке автофретированием (МПа), TSисх обозначает прочность при растяжении (МПа) исходного материала стальной трубы, и YR обозначает отношение предела текучести к пределу прочности исходного материала стальной трубы.
[0079]
Хотя нет никаких специальных ограничений на нижний предел давления при обработке автофретированием, этот нижний предел предпочтительно устанавливается так, чтобы он был более высоким, чем значение нижнего предела вышеупомянутого критического внутреннего давления, 0,41 × TS ×α.
[0080]
6. Способ для производства исходного материала стальной трубы
Нет никаких специальных ограничений на способы для производства исходного материала для стальной трубы в соответствии с настоящим изобретением, и, например, в случае использования бесшовной стальной трубы для производства можно произвести стальную трубу путем подготовки слитка металла, в котором образование включений заранее подавляется с помощью следующего способа, производства трубы из этого слитка металла с помощью такой методики, как процесс Маннесмана для создания трубы, придания желаемого размера и желаемой формы этой трубе с помощью холодной прокатки, и выполнения после этого термической обработки.
[0081]
Для того, чтобы подавить образование включений, предпочтительно отрегулировать химический состав, как описано выше, а также увеличить площадь поперечного сечения сляба при отливке. Смысл этого заключается в том, что после литья большие включения всплывают вплоть до отверждения. Желательно, чтобы площадь поперечного сечения отливки при литье составляла 200000 мм2 или больше. Кроме того, возможно напрямую уменьшить количество неметаллических включений в стали путем уменьшения скорости литья для того, чтобы заставить легкие неметаллические включения всплывать в виде шлака. Например, непрерывная разливка может выполняться со скоростью литья 0,5 м/мин.
[0082]
На основе вышеописанного способа вредные крупные включения удаляются, но сложные включения Ti-Al могут сформироваться в зависимости от содержания титана в стали. Предполагается, что сложные включения Ti-Al формируются в ходе отверждения. Как было описано выше, возможно предотвратить формирование грубых сложных включений, устанавливая содержание Ti равным 0,015 мас.% или меньше.
[0083]
Из отливки, полученной таким образом, готовится заготовка для создания трубы, например с помощью такого способа, как обжатие на блюминговом стане. Затем, например, эта заготовка подвергается прошивной прокатке и растягивающей прокатке в процессе изготовления трубы на оправке Маннесмана, а также горячей прокатке для калибровки диаметра до предопределенной величины на редукционно-растяжном стане и т.п. После этого холодное волочение повторяется несколько раз для придания предопределенного размера окончательной обработки в холодном состоянии. Холодное волочение может быть легко выполнено путем выполнения отжига для снятия напряжений до или во время холодного волочения. В дополнение к этому, возможно использовать другие процессы изготовления трубы, такие как процесс изготовления трубы на автоматическом стане для прокатки труб на оправке.
[0084]
После выполнения такого окончательного холодного волочения, путем выполнения, например, термической обработки, такой как нормализация, можно гарантировать желаемую прочность при растяжении и отношение предела текучести к пределу прочности.
[0085]
При нормализации предпочтительно выполнять нагревание до диапазона температур от точки превращения Ac3 до 1200°C с последующим охлаждением. Температуры нагрева ниже, чем точка превращения Ac3, приводят к неполной аустенизации, а также к недостаточно однородной структуре и к недостаточной дисперсии карбидов и выделений, что мешает получать желаемую прочность при растяжении и отношение предела текучести к пределу прочности. С другой стороны, температуры нагрева больше чем 1200°C огрубляют аустенитные зерна, что может привести к уменьшению усталостной прочности и ударной вязкости. Для того, чтобы уменьшить отношение предела текучести к пределу прочности исходного материала стальной трубы, предпочтительно понизить температуру нагрева, и более предпочтительно понизить температуру нагрева до 1050°C или ниже.
[0086]
Способ нагрева специально не ограничивается, но нагревание при высокой температуре и в течение долгого времени, если оно только не выполняется в защитной атмосфере, вызывает образование большого количества окалины на поверхности стальной трубы, что приводит к уменьшению размерной точности и к ухудшению текстуры поверхности. Следовательно, предпочтительно делать продолжительность выдержки короткой, приблизительно от 10 до 20 мин в случае нагрева в печи с шагающим подом и т.п. С точки зрения подавления образования окалины предпочтительно использовать в качестве нагревающей атмосферы атмосферу, имеющую низкий кислородный потенциал, или восстановительную атмосферу, которая является неокисляющей.
[0087]
Если в качестве способа нагрева используется способ высокочастотного индукционного нагрева или способ непосредственного нагрева сопротивлением, тем самым достигается нагревание с выдержкой в течение короткого промежутка времени, позволяющее свести образование окалины на поверхности стальной трубы к минимуму.
[0088]
Далее настоящее изобретение объясняется более конкретно со ссылками на примеры; однако настоящее изобретение не ограничивается этими примерами.
ПРИМЕР
[0089]
<Пример 1>
С использованием конвертера и непрерывной разливки было произведено пять видов сталей № 1-5, имеющих химические составы, показанные в Таблице 1. При непрерывной разливке скорость литья была установлена равной 0,5 м/мин, а площадь поперечного сечения отливки была установлена равной 200000 мм2 или больше. Заготовка для создания трубы была произведена из описанной выше стали, подвергнута прошивке и растягивающей прокатке в процессе изготовления трубы на оправке Маннесмана, а также горячей прокатке для калибровки диаметра на редукционно-растяжном стане с тем, чтобы она имела наружный диаметр 34 мм и толщину стенки 4,5 мм. Для вытягивания этой горячей трубы сначала была выполнена предохранительная оковка на ее переднем конце, и был нанесен смазочный материал. После этого было выполнено вытягивание с использованием обжимки и прошивки, смягчающий отжиг был выполнен по мере необходимости, и диаметр трубы постепенно уменьшался для того, чтобы получить стальную трубу, имеющую наружный диаметр 6,35 мм и внутренний диаметр 3,0 мм.
[0090]
[Таблица 1]
[0091]
После этого стали №№ 1 и 3-5 были подвергнуты нормализации при условии воздушного охлаждения после выдержки при 980°C в течение 60 мин, а сталь № 2 была подвергнута отжигу для снятия напряжения при условии медленного охлаждения после выдержки при 570°C в течение 30 мин. После этого процессы удаления окалины и сглаживания были выполнены на внешней и внутренней поверхностях этих стальных труб.
[0092]
Образец для наблюдения микроструктуры металла был взят из каждой стальной трубы, и его поперечное сечение, перпендикулярное к направлению оси трубы, было подвергнуто механическому полированию. Затем этот образец был отполирован с использованием наждачной бумаги и полировального круга, микроструктура металла была проявлена с использованием ниталя, после чего было выполнено наблюдение. Затем для всех образцов было подтверждено, что микроструктура металла включает в себя бейнит, феррит и перлит.
[0093]
В дополнение к этому, образец, имеющий длину 300 мм, был вырезан из полученной стальной трубы, и области, простирающиеся от обоих концов образца на длину 100 мм, были зажаты в патроне давлением масла с контактными площадками, каждая из которых была снабжена V-образной бороздкой, вставленными между ними, и был подвергнут испытанию на разрыв с помощью тензометра, присоединенного к его параллельной части. Затем были определены прочность при растяжении и предел текучести, и было вычислено отношение предела текучести к пределу прочности. Результаты этого определения и вычисления показаны в Таблице 2.
[0094]
[Таблица 2]
* означает, что условия не удовлетворяют условиям, определяемым настоящим изобретением.
# означает, что остаточное напряжение в окружном направлении в среднем положении внутренней поверхности трубы после обработки автофретированием приводит к полурасщеплению в направлении оси трубы
[0095]
Как видно из Таблицы 2, исходные материалы стальной трубы из сталей №№ 1 и 3-5 удовлетворяли спецификациям настоящего изобретения как с точки зрения прочности при растяжении, так и с точки зрения отношения предела текучести к пределу прочности. С другой стороны, исходный материал стальной трубы из стали № 2 удовлетворил спецификациям настоящего изобретения с точки зрения прочности при растяжении, но имел высокое отношение предела текучести к пределу прочности, которое выпадало из диапазона спецификаций настоящего изобретения.
[0096]
Каждая стальная труба была обрезана до длины 200 мм, подвергнута обработке концов, и превращена во множество образцов для испытания на усталостную стойкость к внутреннему давлению. Затем приблизительно половина этих образцов для испытания были подвергнуты обработке автофретированием с приложением внутреннего давления 350 МПа для сталей № 1-3, внутреннего давления 320 МПа для стали № 4 и внутреннего давления 280 МПа для стали № 5. Следует отметить, что внутреннее давление, при котором напряжение превышает предел текучести на внутренней поверхности каждого образца, может быть оценено из Фиг. 2. Внутреннее давление составило 264 МПа для сталей № 1 и 5, имеющих одинаковый состав, 330 МПа для стали № 2, 273 МПа для стали № 3 и 249 МПа для стали № 4.
[0097]
Один из этих образцов для испытания, подвергнутых вышеупомянутой обработке автофретированием, был подвергнут измерению остаточного напряжения в окружном направлении на внутренней поверхности трубы. Сначала каждый образец для испытания был обрезан перпендикулярно оси трубы с использованием микрорежущего инструмента, в результате чего был получен образец, имеющий длину L 30 мм, как показано на Фиг. 1. После этого каждый образец был расщеплен пополам в направлении оси трубы с помощью обработки электрическим разрядом. Толщина t от поверхности реза до наружной поверхности каждого расщепленного пополам образца находилась в диапазоне 3,175 ± 0,1 мм, что составляло приблизительно±3,1% от внешнего радиуса r стальной трубы.
[0098]
Затем наружный слой внутренней поверхности трубы удаляется электрополировкой в пределах 10 мкм или меньше, и после этого измеряется остаточное напряжение в окружном направлении в среднем положении внутренней поверхности трубы. В качестве способа измерения использовался способ sin2ψ с рентгеновской дифракцией в соответствии с непатентным документом 2. Детализированные условия измерения являются следующими.
- Способ сканирования: Способ бокового наклона, способ постоянной η (способ PSPC)
- Рентгеновское устройство для измерения напряжения: PSPC-RSF производства компании Rigaku Corporation
- Характеристическое рентгеновское излучение: Crkα
- Дифракционная плоскость измерения: α-Fe211
- Входная щель: Одиночный коллиматор, диаметр 0,3 мм
- Угол падения (ψ): 0°, 12,9°, 18,5°, 22,8°, 26,6°, 30°, 33,3°, 36,3°, 39,3°
- Угол падения (ψ): флуктуация оси ψP±3°
- Способ определения угла дифракции: способ половинной ширины
- Постоянная напряжения (K): -318 МПа/°
[0099]
Результаты измерения остаточного напряжения в окружном направлении на внутренней поверхности трубы также показаны в Таблице 2.
[0100]
В дополнение к этому, сжимающее остаточное напряжение, приложенное к внутренней поверхности стальной трубы с помощью обработки автофретированием, оценивалось с использованием анализа FE. Как видно из Фиг. 3, исходный материал стальной трубы из стали № 1, который удовлетворял спецификациям настоящего изобретения, был подвергнут обработке автофретированием с внутренним давлением 350 МПа, в результате чего было создано сжимающее остаточное напряжение -270 МПа. С другой стороны, в стальной трубе из стали № 2 было создано сжимающее остаточное напряжение -90 МПа, абсолютное значение которого было меньше, чем у стали № 1. В стали № 2 внутреннее давление, при котором напряжение превышает предел текучести на внутренней поверхности, является высоким по сравнению со сталью № 1, и разность с давлением обработки автофретированием является малой. Поэтому считается, что величина пластической деформации стали № 2 была небольшой по сравнению со сталью № 1.
[0101]
Измеренные значения остаточного напряжения в окружном направлении на внутренней поверхности трубы, показанной в Таблице 2, составили -86 МПа для стали № 1 и -18 МПа для стали № 2. Абсолютные величины измеренных значений, как правило, были малыми по сравнению с оценочными значениями, полученными с помощью описанного выше анализа методом конечных элементов (FE). Однако соотношение величин между сталью № 1 и сталью № 2 было сохранено. Следовательно, было определено, что измеренное значение остаточного напряжения в окружном направлении на внутренней поверхности трубы после расщепления пополам является полезным в качестве показателя для оценки того, является ли усталостная стойкость к внутреннему давлению стальной трубы, подвергнутой обработке автофретированием, хорошей или недостаточной.
[0102]
Затем для каждого образца проводилось испытание на усталостную стойкость к внутреннему давлению с использованием образца до его подвергания обработке автофретированием и другого аналогичного образца после его подвергания обработке автофретированием. Тест на усталостную стойкость к внутреннему давлению является тестом, выполняемым путем заполнения внутренней части образца с одного его конца гидравлическим маслом в качестве носителя давления при запечатанном другом конце, и многократных колебаний внутреннего давления заполненной части в диапазоне от максимального внутреннего давления до минимума в 18 МПа таким образом, чтобы внутреннее давление изменялось по синусоидальному закону с течением времени. Частота колебаний внутреннего давления была установлена равной 8 Гц. Критическое внутреннее давление определялось как максимальное внутреннее давление, при котором никакого разрушения (утечки) еще не происходит с вероятностью 50%, даже когда количество повторений достигает 107 циклов в результате теста на усталостную стойкость к внутреннему давлению. Таким образом, критическое внутреннее давление было определено на диаграммах S-N, проиллюстрированных на Фиг. 4-6, на которых вертикальные оси представляют собой максимальное внутреннее давление, а горизонтальные оси представляют собой количество циклов до разрушения, в форме среднего значения между минимальным значением максимальных внутренних давлений, в пределах которых произошло разрушение, и максимальным значением максимальных внутренних давлений, в пределах которых не произошло никакого разрушения, даже когда количество циклов достигло 107.
[0103]
Результаты эксперимента по критическому внутреннему давлению и расчетные значения 0,41 × TS ×α также показаны в Таблице 2. Как видно из Таблицы 2, а также из Фиг. 4 и 6, для сталей № 1 и 3, которые были произведены при условиях, удовлетворяющих спецификациям настоящего изобретения, критические внутренние давления увеличились на 22% и 18%, соответственно, и стали выше, чем значение 0,41 × TS ×α, потому что стали № 1 и 3 имели низкие отношения предела текучести к пределу прочности и им было придано высокое сжимающее остаточное напряжение посредством обработки автофретированием. В дополнение к этому, сталь № 4 также имела низкое отношение предела текучести к пределу прочности, и ей было придано относительно высокое сжимающее остаточное напряжение посредством обработки автофретированием. Следовательно, критическое внутреннее давление было увеличено на 21% и стало выше, чем значение 0,41 × TS ×α.
[0104]
С другой стороны, для стали № 2 отношение предела текучести к пределу прочности исходного материала стальной трубы было высоким и не удовлетворяло спецификациям настоящего изобретения. Таким образом, даже когда обработка автофретированием выполнялась, приданное сжимающее остаточное напряжение было низким, коэффициент увеличения критического внутреннего давления составлял менее чем 10%, и критическое внутреннее давление было ниже, чем значение 0,41 × TS ×α. В дополнение к этому, для стали № 5, в то время как отношение предела текучести к пределу прочности исходного материала стальной трубы было низким из-за того же самого состава, что и у стали № 1, давление обработки автофретированием было довольно низким, всего 280 МПа. Таким образом, даже когда обработка автофретированием выполнялась, приданное сжимающее остаточное напряжение было низким, коэффициент увеличения критического внутреннего давления составлял менее чем 10%, и критическое внутреннее давление было ниже, чем значение 0,41 × TS ×α.
[0105]
<Справочный эксперимент 1>
В качестве производственного условия для уменьшения отношения предела текучести к пределу прочности исходного материала стальной трубы были проведены исследования температуры нормализации. Стали № 6 и 7, имеющие химический состав, показанный в Таблице 3, были использованы для изготовления стальных труб тем же самым способом, что и в Примере 1, и после этого для каждой стальной трубы обработка нормализации проводилась при двух различных температурных условиях, а именно при 1000°C и при 920°C.
[0106]
[Таблица 3]
[0107]
После этого образец, имеющий длину 300 мм, был вырезан из каждой стальной трубы, и области, простирающиеся от обоих концов образца на длину 100 мм, были зажаты в патроне давлением масла с контактными площадками, каждая из которых была снабжена V-образной бороздкой, вставленными между ними, и был подвергнут испытанию на разрыв с помощью тензометра, присоединенного к его параллельной части. Затем были определены прочность при растяжении, предел текучести и отношение предела текучести к пределу прочности. Результаты этого определения показаны в Таблице 4.
[0108]
[Таблица 4]
[0109]
Как видно из Таблицы 4, в том случае, когда температура нормализации была установлена равной 920°C, отношения предела текучести к пределу прочности для всех сталей уменьшились по сравнению с тем случаем, когда температура нормализации была установлена равной 1000°C. Это обусловлено выделением VC, V(C,N), VN и т.п., которые не расплавились полностью во время повышения температуры при нормализации, что уменьшило количество мелких выделений, которые повторно осаждались после этого. Из этого соображения становится понятно, что для уменьшения отношения предела текучести к пределу прочности эффективным является задание низкой температуры нормализации.
[0110]
<Справочный эксперимент 2>
Затем был проведен справочный эксперимент по исследованию влияния содержания Ti на возникновение усталостной трещины. Три вида исходных материалов A, B и C, имеющих химические составы, показанные в Таблице 5, были изготовлены с использованием конвертера и непрерывной разливки. При непрерывной разливке скорость литья была установлена равной 0,5 м/мин, а площадь поперечного сечения отливки была установлена равной 200000 мм2 или больше. Полученный сляб был подвергнут обжиму на блюминговом стане в заготовку для создания трубы, и сама труба была произведена путем подвергания заготовки прошивной прокатке и растягивающей прокатке в процессе изготовления трубы на оправке Маннесмана, а также прокатке для калибровки диаметра на редукционно-растяжном стане. Затем отжиг и холодное волочение были повторены несколько раз для того, чтобы подвергнуть трубу радиальному сжатию до предопределенного конечного размера, и после этого была выполнена нормализующая обработка. В это время нормализующая обработка выполнялась в условиях воздушного охлаждения после выдержки при температуре 980°C в течение 60 мин. Затем труба была нарезана на части предопределенной длины, их концы были обработаны, и из них были изготовлены образцы продукта инжекционной трубы введения для теста на сопротивление усталости от внутреннего давления. Прочность при растяжении стали A была равна 718 МПа, стали B - 685 МПа, и стали C - 723 МПа. Следует отметить, что цель этого справочного эксперимента заключается в исследовании связи между содержанием Ti и тем, как возникает усталостная трещина. Таким образом, обработка автофретированием специально не выполнялась, чтобы можно было эффективно проводить множество тестов.
[0111]
[Таблица 5]
[0112]
Размеры образцов были следующими: наружный диаметр 6,35 мм, внутренний диаметр 3,00 мм, и длина 200 мм. Для каждого образца в тесте на сопротивление усталости от внутреннего давления использовались 30 образцов. Условия теста на сопротивление усталости были такими, что один конец образца запечатывался, внутренняя часть образца заполнялась с другого конца гидравлической текучей средой в качестве носителя давления, и внутреннее давление заполненной части многократно колебалось внутри диапазона от максимума 300 МПа до минимума 18 МПа. Частота колебаний внутреннего давления была установлена равной 8 Гц.
[0113]
В результате теста на усталостную стойкость к внутреннему давлению с максимальным внутренним давлением 300 МПа во всех образцах возникла трещина и распространилась на внутренней поверхности прежде, чем количество повторений достигло 2×106 циклов, и разрушение произошло в результате достижения трещиной наружной поверхности и протечки.
[0114]
Для всех разрушившихся образцов поверхность разрушения, вызвавшего утечку, была вскрыта, и исходная часть той части, в которой произошла утечка, наблюдалась с использованием сканирующего электронного микроскопа, и при этом идентифицировалось присутствие/отсутствие включений, а также измерялись размеры включений. Размеры включений вычислялись в терминах квадратного корня из площади (√площадь) путем измерения посредством обработки изображения площади включений и максимальной ширины c внутренней поверхности в направлении глубины (в радиальном направлении трубы). Следует отметить, что в качестве значения (√площадь) использовалось меньшее численное значение из квадратного корня из площади и (√l0)⋅c. Это определение основано на концепции, описанной в Непатентном документе 3.
[0115]
Полученные результаты показаны в Таблице 6. В примере, использующем сталь C, имеющую высокое содержание титана, в 14 из этих 30 образцов включения непосредственно под внутренней поверхностью служили в качестве исходной точки, и большинство их размеров было 60 мкм или меньше в терминах √площадь, за исключением одного образца, в котором размер составил 111 мкм в терминах √площадь. Эти включения были сложными включениями Ti-Al. С другой стороны, в примерах, использующих стали A и B, имеющие низкое содержание титана, во всех образцах не было никаких включений в исходной точке трещины, и во всех случаях исходной точкой служила матричная структура на внутренней поверхности. В этой связи самый короткий срок службы до разрушения составил 3,78×105 циклов для образца из стали C, в котором были обнаружены максимальные включения, в то время как у других 29 образцов срок службы до разрушения составил от 4,7 до 8,0×105 циклов. С другой стороны, не было никаких значительных различий в сроке службы до разрушения между сталями A и B, который составил от 6,8 до 17,7×105 циклов, и таким образом влияние сложных включений Ti-Al на усталость от внутреннего давления является очевидной. Таким образом можно считать, что увеличение содержания титана вызывает осаждение грубых сложных включений Ti-Al, что приводит к уменьшению усталости от внутреннего давления.
[0116]
[Таблица 6]
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0117]
В соответствии с настоящим изобретением возможно получить стальную трубу для топливопровода высокого давления, которая проявляет высокий выгодный эффект улучшения критического внутреннего давления даже при относительно низком давлении обработки автофретированием, а также обладает превосходной обрабатываемостью и усталостной стойкостью к внутреннему давлению при низкой цене. Следовательно, стальная труба для топливопровода высокого давления, произведенная в соответствии с настоящим изобретением, может применяться в качестве топливопровода высокого давления для автомобилей.
Изобретение относится к области металлургии, а именно к стальной трубе, используемой для изготовления топливопровода высокого давления. Труба имеет прочность при растяжении 500-900 МПа, отношение предела текучести к пределу прочности 0,50-0,85, остаточное напряжение в окружном направлении на внутренней поверхности трубы после подвергания трубы обработке для расщепления пополам в направлении оси трубы составляет -20 МПа или менее, а также критическое внутреннее давление (IP), удовлетворяющее условию [IP≥0,41 × TS × α], (α=[(D/d)2-1]/[0,776 × (D/d)2], где TS - прочность при растяжении (МПа) стальной трубы, D - наружный диаметр стальной трубы (мм) и d - внутренний диаметр стальной трубы (мм)), α - коэффициент коррекции изменений в соотношении между внутренним давлением и напряжением, возникающим на внутренней поверхности трубы в соответствии с соотношением между наружным диаметром и внутренним диаметром трубы. Изготавливаемые трубы имеют высокие прочность и надежность. 2 н. и 10 з.п. ф-лы, 6 ил., 6 табл., 1 пр.
1. Стальная труба для топливопровода высокого давления, имеющая:
прочность при растяжении 500-900 МПа,
отношение предела текучести к пределу прочности от 0,50 до 0,85;
критическое внутреннее давление (IP), удовлетворяющее следующей формуле (i),
остаточное напряжение в окружном направлении на внутренней поверхности стальной трубы, после того как стальная труба подвергнута обработке для расщепления пополам в направлении оси трубы, составляющее -20 МПа и менее,
причем
IP ≥ 0,41 × TS × α (i),
α = [(D/d)2 - 1]/[0,776 × (D/d)2] (ii),
где в формуле (i)
IP - критическое внутреннее давление (МПа) стальной трубы,
TS - прочность при растяжении (МПа) стальной трубы,
α - коэффициент коррекции изменений в соотношении между внутренним давлением и напряжением, возникающим на внутренней поверхности трубы в соответствии с соотношением между наружным диаметром и внутренним диаметром трубы, а
в формуле (ii)
D - наружный диаметр (мм) стальной трубы,
d - внутренний диаметр (мм) стальной трубы.
2. Стальная труба для топливопровода высокого давления по п. 1, причем стальная труба имеет следующий химический состав, состоящий, мас.%:
C: от 0,12 до 0,27
Si: от 0,05 до 0,50
Mn: от 0,3 до 2,0
Al: от 0,005 до 0,060
N: от 0,0020 до 0,0080
Ti: от 0,005 до 0,040
Nb: от 0,015 до 0,045
Cr: от 0 до 1,0
Mo: от 0 до 1,0
Cu: от 0 до 0,5
Ni: от 0 до 0,5
V: от 0 до 0,15
B: от 0 до 0,005, и
остаток: железо и примеси, и
содержание Ca, P, S и O в примесях составляет:
Ca: 0,001 или меньше,
P: 0,02 или меньше,
S: 0,01 или меньше, и
O: 0,0040 или меньше.
3. Стальная труба для топливопровода высокого давления по п. 2, причем химический состав содержит Ti: от 0,005 до 0,015 мас.%.
4. Стальная труба для топливопровода высокого давления по п. 2, в которой химический состав содержит один или более элементов, выбираемых из, мас.%:
Cr: от 0,2 до 1,0
Mo: от 0,03 до 1,0
Cu: от 0,03 до 0,5
Ni: от 0,03 до 0,5
V: от 0,02 до 0,15
B: от 0,0003 до 0,005.
5. Стальная труба для топливопровода высокого давления по п. 3, в которой химический состав содержит один или более элементов, выбираемых из, мас.%:
Cr: от 0,2 до 1,0
Mo: от 0,03 до 1,0
Cu: от 0,03 до 0,5
Ni: от 0,03 до 0,5
V: от 0,02 до 0,15
B: от 0,0003 до 0,005.
6. Стальная труба для топливопровода высокого давления по любому из пп. 1-5, в которой
наружный диаметр и внутренний диаметр стальной трубы удовлетворяют следующей формуле (iii):
D/d ≥ 1,5 (iii),
где D - наружный диаметр (мм) стальной трубы, а
d - внутренний диаметр (мм) стальной трубы.
7. Способ производства стальной трубы для топливопровода высокого давления, которая имеет критическое внутреннее давление, удовлетворяющее следующей формуле (i), включающий
подвергание исходного материала стальной трубы, имеющего прочность при растяжении 500-900 МПа и отношение предела текучести к пределу прочности 0,50-0,85,
обработке автофретированием при внутреннем давлении, которое составляет 450 МПа или ниже и удовлетворяет следующей формуле (iv):
IP ≥ 0,41 × TSисх × α (i),
α = [(D/d)2-1]/[0,776 × (D/d)2], (ii)
PAF < 0,44 × TSисх × (1+YR) (iv), где
в формуле (i)
IP - критическое внутреннее давление (МПа) стальной трубы,
TSисх - прочность при растяжении (МПа) исходного материала стальной трубы,
α - коэффициент коррекции изменений в соотношении между внутренним давлением и напряжением, возникающим на внутренней поверхности трубы в соответствии с соотношением между наружным диаметром и внутренним диаметром трубы,
в формуле (ii)
D - наружный диаметр (мм) стальной трубы,
d - внутренний диаметр (мм) стальной трубы,
в формуле (iv)
PAF - внутреннее давление (МПа) обработки автофретированием,
TSисх - прочность при растяжении (МПа) исходного материала стальной трубы,
YR - отношение предела текучести к пределу прочности исходного материала стальной трубы.
8. Способ по п. 7, в котором стальная труба имеет следующий химический состав, состоящий, мас.%:
C: от 0,12 до 0,27
Si: от 0,05 до 0,50
Mn: от 0,3 до 2,0
Al: от 0,005 до 0,060
N: от 0,0020 до 0,0080
Ti: от 0,005 до 0,040
Nb: от 0,015 до 0,045
Cr: от 0 до 1,0
Mo: от 0 до 1,0
Cu: от 0 до 0,5
Ni: от 0 до 0,5
V: от 0 до 0,15
B: от 0 до 0,005
остаток: железо и примеси, и
содержание Ca, P, S и O в примесях составляет:
Ca: 0,001 или меньше,
P: 0,02 или меньше,
S: 0,01 или меньше, и
O: 0,0040 или меньше.
9. Способ по п. 8, в котором химический состав содержит Ti: от 0,005 до 0,015 мас.%.
10. Способ по п. 8, в котором химический состав содержит один или более элементов, выбираемых из, мас.%:
Cr: от 0,2 до 1,0
Mo: от 0,03 до 1,0
Cu: от 0,03 до 0,5
Ni: от 0,03 до 0,5
V: от 0,02 до 0,15
B: от 0,0003 до 0,005.
11. Способ по п. 9, в котором химический состав содержит один или более элементов, выбираемых из, мас.%:
Cr: от 0,2 до 1,0
Mo: от 0,03 до 1,0
Cu: от 0,03 до 0,5
Ni: от 0,03 до 0,5
V: от 0,02 до 0,15
B: от 0,0003 до 0,005.
12. Способ по любому из пп. 7-11, в котором
наружный диаметр и внутренний диаметр стальной трубы удовлетворяют следующей формуле (iii):
D/d ≥ 1,5 (iii),
где D - наружный диаметр (мм) стальной трубы, а
d - внутренний диаметр (мм) стальной трубы.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| СТАЛЬНАЯ ТРУБКА В КАЧЕСТВЕ ТОПЛИВОПРОВОДА ВЫСОКОГО ДАВЛЕНИЯ | 2007 |
|
RU2407819C2 |
| СТАЛЬНАЯ ТРУБКА ДЛЯ ТОПЛИВОПРОВОДА ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2008 |
|
RU2430260C1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

