Ua
&
Us
(Л
Us
ю |
О)
со
Изобретение относится к обработке материалов резанием вращающимися резцами и может применяться в мащиностроении для изготовления цилиндрических деталей.
Известен способ ротационного точения, согласно которому круглому резцу и двум одновременно обрабатываемым деталям сообщают вращательные движения вокруг своих осей, а деталям - движения подачи 1.
Недостатками известного способа являются низкое качество обработки и повыщенная мощность, необходимая на резание, так как не обеспечиваются равные условия резания резцом двух деталей. . Целью изобретения является повыщение Качества обработки путем обеспечения равных условий резания для двух деталей.
Поставленная цель достигается тем, что согласно способу ротационного точения, заключающемуся в том, что круглому резцу и двум одновременно обрабатываемым деталям сообщают вращательные движения вокруг своих осей, а деталям - движения подачи, движения подачи деталям сообщакр- во взаимно противоположных направлениях.
На чертеже показана схема ротационного точения одновременно двух деталей.
Резцу 1 сообщают вращательное движение вокруг своей оси со скоростью Vp , а деталям 2 и 3 - вращательные движения вокруг своих осей со скоростью Уд и движения подачи со скоростью Vs во взаимно противоположных направлениях. При резании съем припуска с обеих деталей осуществляется одновременно или от минимальной толщины срезаемого слоя к максимальной, или от максимальной толщины срезаемого слоя к минимальной в зависимости от направления вращения резца. Тем самым обеспечиваются одинаковые условия работы (силовая и тепловая нагрузка и т. п.) участвующих в резании деталей участков режущей кромки резца.
При чистовой обработке деталей, когда снимаемый припуск небольшой, вращение резца осуществляют против часовой стрелки, т. е. направление скорости вращения резца в его верщинеУрнаправлено противоположно скорости подачи Уздеталей. В этом случае стружка сходит в сторону обрабатываемой поверхности, не царапает обработанную поверхность, и тем самым повыщается качество обработки. Кроме того, ус.товия деформирования срезаемого слоя при схеме резания от минимальной толщины среза к максимальной способствуют формированию качественно обработанной поверхности детали. При этом из-за малости снимаемого припуска мощность, необходимая на резание, невелика.
При получистовой и черновой обработке деталей, когда значение снимаемого припуска болыйе, вращение резца осуществляют по чАсовой стрелке, т. е. направление скорости вращения резца в его верщине задают одинаковым с направлением скорости подачи Vj деталей. В этом случае резец как бы катится с проскальзыванием по поверхности детали, что способствует уменьщению осевой силы резания (при определенных условиях резания она может принимать нулевое значение) и снижению мощности процесса резания. Качество обработки в данном случае не играет существенной роли, так как деталь подлежит последующей обработке.
Пример. Исходные данные: обрабатываемый материал - сталь 50; диаметр заготовки D 100 мм; инструмент - круглый резец из быстрорежущей стали Р6М5 диаметром ,d 50 мм; передний угол заточки резца - 0°; задний угол - 12°; скорость главного движения (вращения заготовок) Уд 2,5 м/с; отнощение линейных скоростей резца и заготовки 0,2; подача Vs 0,3 мм/об; глубина резания t 1 мм.
Настраивают: частоту вращения заготовки
„ 1000 VP 1000 г.бо ...
А - -D
частоту вращения резца
п юоо№ ,5 РgrTSTd 3,W-50
3,2 об/с;
подачу Vs 0,3 мм/об; глубину резания t 1 мм.
В процессе обработки сообщают заготовке вращательные движения в противоположных направлениях с частотой 8 об/с и противоположно направленные прямоланейные движения подачи вдоль осей вращательных движений со скоростью Vs 0,3 мм/об заготовки (2,4 мм/с); резцу - вращательное движение с частотой 3,2 об/с.
Составляющие силы резания измеряют с помощью динамометра УДМ-600 конструкции и производства ВНИИ, а шероховатость обработанной поверхности детали - с помощью профилографа-профилометра мод. 252.
При обработке по предлагаемому способу при противоположных направлениях скоростей вращения резца и движения подачи деталей осевая составляющая силы резания Рл 2400 Н, а щероховатость обработанной поверхности детали Rz 18 мкм, а при одинаковых направлениях скоростей вращения резца и движения подачи деталей РХ О, Rj; 24 мкм. При обработке по известному способу осевая составляющая силы резания при любом направлении вращения резца Р 3200 Н, -а щерохо311276904
ватость обработанной поверхности однойтакже повысить качество обработки путем
детали R 22 мкм, другой R 30 мкм.обеспечения равных условий резания резцом
Таким образом, предлагаемый способрезания (температуры, давление, усилия и
по сравнению с известным позволяет умень-. т. п.) при обработке по предлагаемому
шить значения осевой составляющей силыспособу исключают вибрации и повышают
резания и тем самым мощность резания, астойкость инструмента.
двух деталей. Кроме того, равные условия
| название | год | авторы | номер документа |
|---|---|---|---|
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ ротационного течения | 1981 |
|
SU1017436A2 |
| Способ получения частиц порошка методом ротационного точения многогранными резцами | 2024 |
|
RU2830785C1 |
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| Способ токарной обработки ротационным резцом | 1990 |
|
SU1748955A1 |
| Способ ротационного точения комбинированным инструментом | 1990 |
|
SU1804947A1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| СПОСОБ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275989C1 |
| Способ токарной обработки вращающимся инструментом с прерывистой режущей кромкой со стружечными канавками | 1990 |
|
SU1773562A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 2015 |
|
RU2603417C1 |
СПОСОБ РОТАЦИОННОГО ТОЧЕНИЯ, согласно которому круглому резцу и двум одновременно обрабатываемым деталям сообщают вращательные движения вокруг своих осей, а деталям - движения подачи, отличающийся тем, что, с целью повышения качества обработки путем обеспечения равных условий резания для двух деталей, движения подачи деталям сообщают во взаимно противоположных направлениях.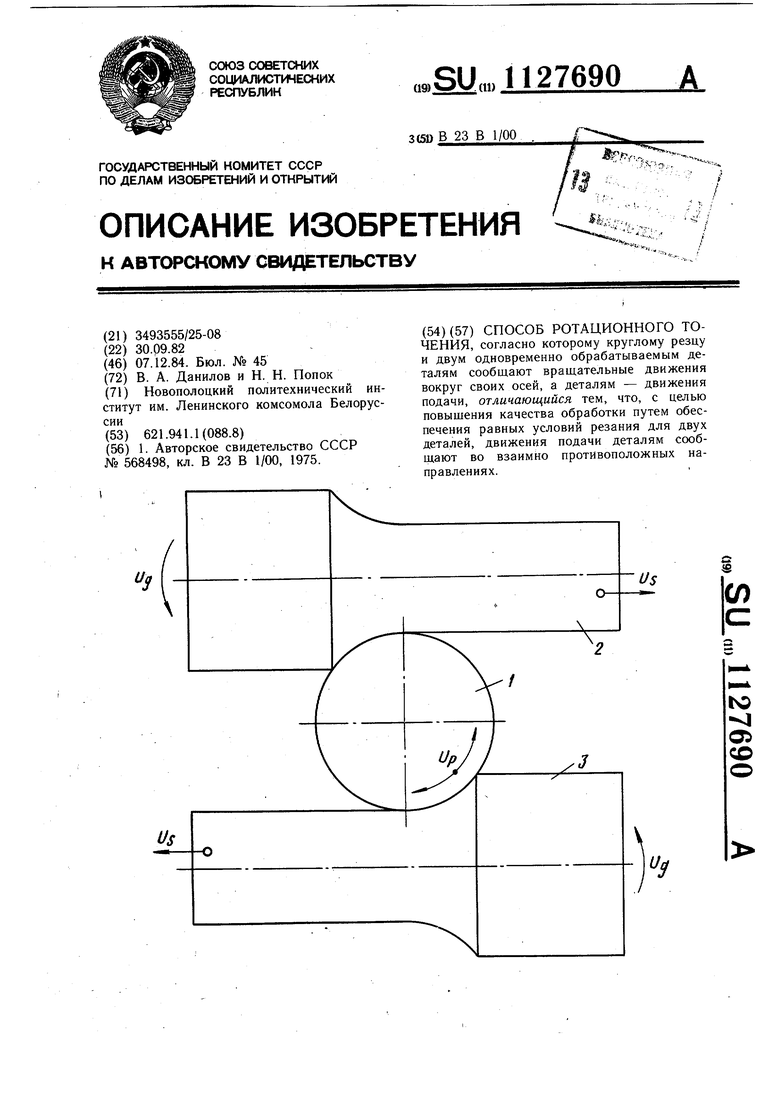
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ точения резцом с круговой режущей кромкой и станок для его осуществления | 1975 |
|
SU568498A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
