Изобретение относится к литейному производству и может быть использовано для изготовления отливок в разовых формах.
Цель изобретения - сокращение производственного цикла, уменьшение занимаемой площади и металлоемкости путем совмещения операций приема опок и распаровки, а также обеспечение выполнения операций с опоками различной высоты.
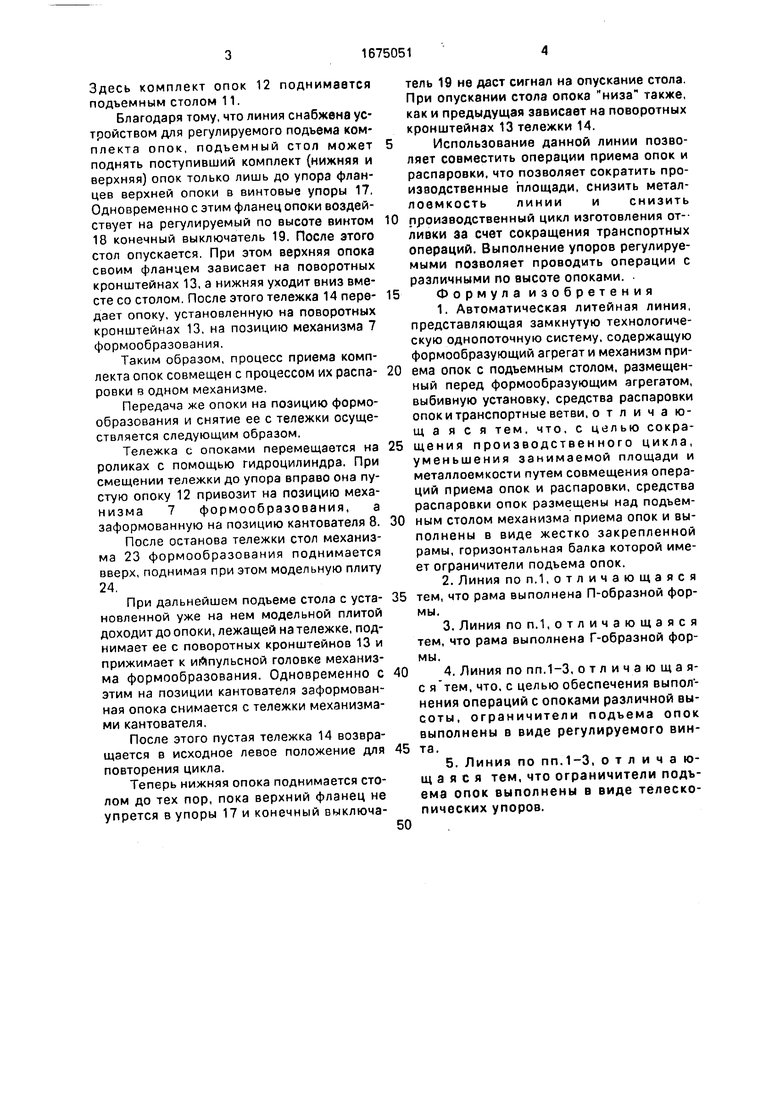
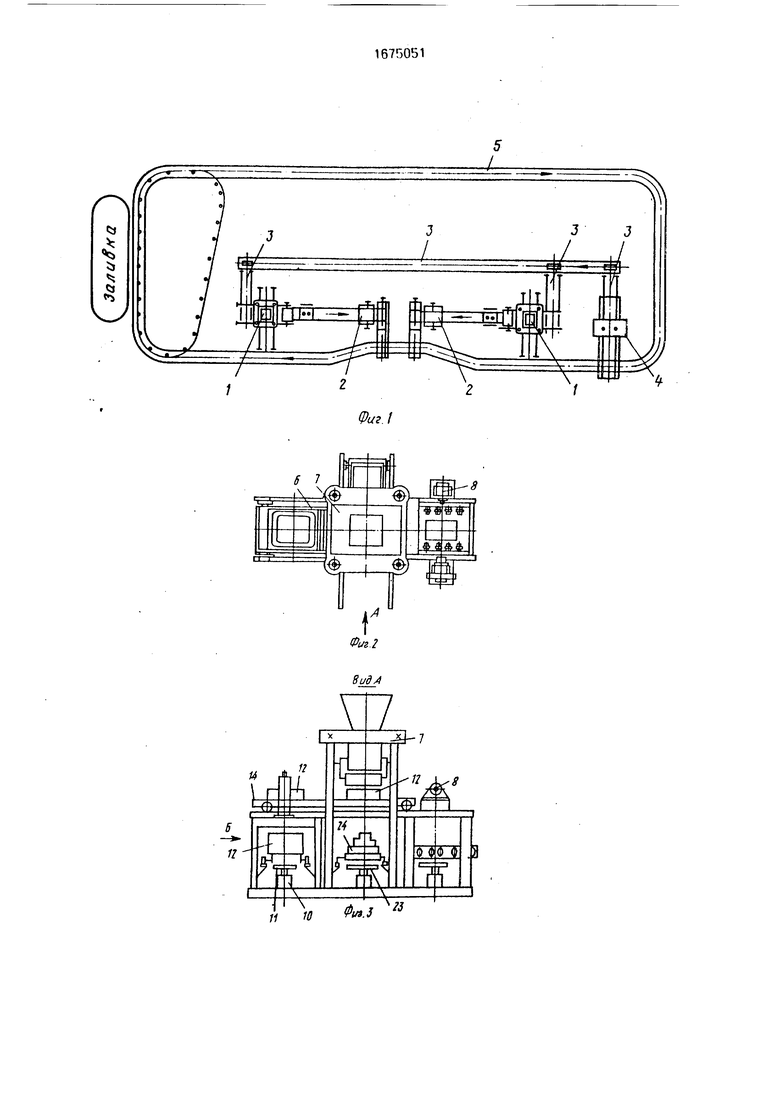
На фиг. 1 изображена литейная линия, вид в плане; на фиг. 2 - формообразующий агрегат, вид в плане; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - вид Б на фиг. 3, П-образная рама; на фиг. 5 - то же, Г-образная рама.
Автоматическая литейная линия содержит формообразующий агрегат 1, сборщик 2 форм, конвейеры 3 подачи комплектов пустых опок, агрегат 4 выбивки (выдавливания) литейных форм, тележечный ковейер 5. Формообразующий агрегат состоит из механизма 6 приема пустых опок, механизма 7 формообразования и кантователя 8. Механизм G приема пустых опок состоит из рамы
9, на которой установлены гидроцилиндр 10 С/) с подъемным столом 11, обеспечивающий ™ подъем одной из опок 12, приходя щей на эту л позицию и установку ее поворотные кронш- Ј теины 13, закрепленные на тележке 14 перемещения.
Рама выполнена П-образной, состоя- щей из вертикальных стоек 15 и горизон- О4 тальной балки 16, в которой имеются ч| винтовые упоры 17 и регулируемый по высо- (JI те винтом 18 конечный выключатель 19, или Г-образной, состоящей из вертикальной (П стойки 20 и горизонтальной балки 21, оснащенной телескопическими элементами 22. Позицией 23 обозначен подъемный стол, позицией 24 - модельная плита.
Автоматическая литейная линия работает следующим образом.
Залитые и охлажденные формы на теле- жечном конвейере 5 сталкиваются в агрегат 4 выбивки. В нем ком смеси вместе с отливкой выдавливается, а комплект пустых опок по конвейерам 3 поступает в формообразующий агрегат 1 на позицию 6 приема опок.
Здесь комплект опок 12 поднимается подъемным столом 11.
Благодаря тому, что линия снабжена устройством для регулируемого подъема комплекта опок, подъемный стол может поднять поступивший комплект (нижняя и верхняя) опок только лишь до упора фланцев верхней опоки в винтовые упоры 17, Одновременно с этим фланец опоки воздействует на регулируемый по высоте винтом 18 конечный выключатель 19. После этого стол опускается. При этом верхняя опока своим фланцем зависает на поворотных кронштейнах 13, а нижняя уходит вниз вместе со столом. После этого тележка 14 передает опоку, установленную на поворотных кронштейнах 13, на позицию механизма 7 формообразования.
Таким образом, процесс приема комплекта опок совмещен с процессом их распа- ровки в одном механизме.
Передача же опоки на позицию формообразования и снятие ее с тележки осуществляется следующим образом.
Тележка с опоками перемещается на роликах с помощью гидроцилиндра. При смещении тележки до упора вправо она пустую опоку 12 привозит на позицию механизма 7 формообразования, а заформованную на позицию кантователя 8.
После останова тележки стол механизма 23 формообразования поднимается вверх, поднимая при этом модельную плиту 24.
При дальнейшем подъеме стола с установленной уже на нем модельной плитой доходит до опоки, лежащей на тележке, поднимает ее с поворотных кронштейнов 13 и прижимает к импульсной головке механизма формообразования. Одновременно с этим на позиции кантователя заформован- ная опока снимается с тележки механизмами кантователя.
После этого пустая тележка 14 возвращается в исходное левое положение для повторения цикла.
Теперь нижняя опока поднимается столом до тех пор, пока верхний фланец не упрется в упоры 17 и конечный выключатель 19 не даст сигнал на опускание стола. При опускании стола опока низа также, как и предыдущая зависает на поворотных кронштейнах 13 тележки 14.
Использование данной линии позволяет совместить операции приема опок и распаровки, что позволяет сократить производственные площади, снизить металлоемкость линии и снизить
производственный цикл изготовления отливки за счет сокращения транспортных операций. Выполнение упоров регулируемыми позволяет проводить операции с различными по высоте опоками.
Формула изобретения
1.Автоматическая литейная линия, представляющая замкнутую технологическую однопоточную систему, содержащую формообразующий агрегат и механизм приема опок с подъемным столом, размещенный перед формообразующим агрегатом, выбивную установку, средства распаровки опок и транспортные ветви, о т л и ч a tout а я с я тем. что, с целью сокращения производственного цикла, уменьшения занимаемой площади и металлоемкости путем совмещения операций приема опок и распаровки, средства распаровки опок размещены над подъемным столом механизма приема опок и выполнены в виде жестко закрепленной рамы, горизонтальная балка которой имеет ограничители подъема опок.
2.Линия по п.1,отличающаяся тем, что рама выполнена П-образной формы.
3.Линия по п.1,отличающаяся тем, что рама выполнена Г-образной формы.
4. Линия по пп.1-3, отличающая- с я тем, что, с целью обеспечения выполнения операций с опоками различной высоты, ограничители подъема опок выполнены в виде регулируемого винта.
5. Линия по пп.1-3, отличающаяся тем, что ограничители подъема опок выполнены в виде телескопических упоров.
/
СЗ
4
5 ч
8 W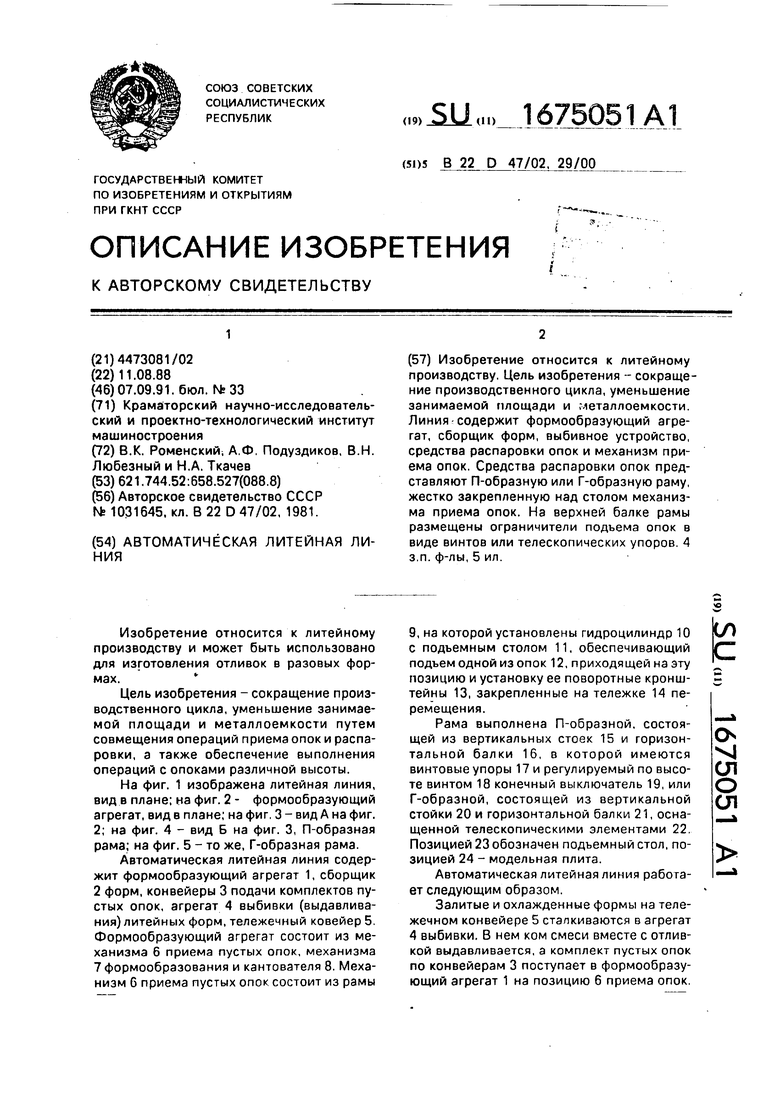
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная машина | 1978 |
|
SU740385A1 |
| Автоматическая литейная линия | 1985 |
|
SU1416269A1 |
| Формовочная машина | 1983 |
|
SU1126359A1 |
| Автоматическая формовочная линия | 1987 |
|
SU1447566A1 |
| Автоматическая формовочная линия | 1981 |
|
SU1031645A1 |
| Автоматическая литейная линия | 1987 |
|
SU1447567A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Установка для выбивки литейных форм | 1980 |
|
SU899265A1 |
| Установка для изготовления форм | 1990 |
|
SU1764778A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |

Изобретение относится к литейному производству. Цель изобретения - сокращение производственного цикла, уменьшение занимаемой площади и металлоемкости. Линия-содержит формообразующий агрегат, сборщик форм, выбивное устройство, средства распаровки опок и механизм приема опок. Средства распаровки опок представляют П-образную или Г-образную раму, жестко закрепленную над столом механизма приема опок. На верхней балке рамы размещены ограничители подъема опок в виде винтов или телескопических упоров. 4 з.п. ф-лы, 5 ил.
6 7
U
П
б 11
24
Ж
1
п
;Г Г
«щ
А
Фиг 2
11
to о in rCD
Вид 6
Фиг. 5
| Автоматическая формовочная линия | 1981 |
|
SU1031645A1 |
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
