Настоящее изобретение относится к способу и устройству для термохимического упрочнения деталей, включающему в переменной последовательности
- одну или несколько стадий науглероживания, в каждом случае в углеродсодержащей газовой атмосфере с давлением менее 50 мбар, причем детали выдерживаются при температурах от 900 до 1050°С;
- при необходимости, одну или несколько стадий диффузии, в каждом случае в газовой атмосфере с давлением менее 100 мбар; и
- одну или несколько стадий азотирования, в каждом случае в азотсодержащей газовой атмосфере с давлением менее 50 мбар, причем детали выдерживаются при температурах от 800 до 1050°С.
Задачей настоящего изобретения является создание способа и устройства для термохимического упрочнения деталей посредством науглероживания и азотирования, которые имеют следующие преимущества:
- точное регулирование профиля содержания углерода и азота в поверхностной зоне детали;
- высокая производительность и гибкая загрузка; и
- сниженные потребление энергии и воздействие на окружающую среду.
Эта задача решена с помощью способа, включающего в переменной последовательности
- одну или несколько стадий науглероживания, в каждом случае в углеродсодержащей газовой атмосфере с давлением менее 50 мбар, причем детали выдерживаются при температурах от 900 до 1050°С;
- при необходимости, одну или несколько стадий диффузии, в каждом случае в газовой атмосфере с давлением менее 100 мбар; и
- одну или несколько стадий азотирования, в каждом случае в азотсодержащей газовой атмосфере с давлением менее 50 мбар, причем детали выдерживаются при температурах от 800 до 1050°С, азотсодержащая газовая атмосфера содержит молекулярный азот (N2) в качестве донорного газа и возбуждается посредством разрядной плазмы; причем
- способ выполняется таким образом, что временные интервалы между двумя следующими друг за другом технологическими стадиями являются более короткими, чем 15 минут, и детали на протяжении этих временных интервалов выдерживаются в газовой атмосфере с давлением менее 300 мбар.
Предпочтительные усовершенствования соответствующего изобретению способа характеризуются тем, что
- временные интервалы между следующими друг за другом технологическими стадиями составляют менее 10 минут, предпочтительно менее 5 минут, и, в частности, менее 1 минуты;
- детали в одном временнóм интервале между двумя следующими друг за другом технологическими стадиями выдерживаются в газовой атмосфере с давлением менее 200 мбар, предпочтительно менее 100 мбар;
- температура деталей в одном временнóм интервале между двумя следующими друг за другом технологическими стадиями составляет свыше 600°С, предпочтительно более 700°С, и, в частности, свыше 800°С;
- способ последовательно включает стадии
- науглероживания азотирования;
- науглероживания/диффундирования/азотирования;
- азотирования/науглероживания/ азотирования;
- азотирования/науглероживания/азотирования/
науглероживания; или
- азотирования/науглероживания/диффундирования/
азотирования;
- разрядная плазма действует, при необходимости при пульсирующем напряжении постоянного тока от 200 до 1000 В, величине постоянного тока от 10 до 200 А, и при непрерывной мощности от 2 до 200 кВ⋅А;
- в одной или нескольких стадиях азотирования азотсодержащая атмосфера возбуждается посредством разрядной плазмы пульсирующего постоянного тока, предпочтительно в сочетании с импульсами тока высокого напряжения;
- в одной или нескольких стадиях азотирования разрядная плазма создается с помощью активного решетчатого электрода;
- детали выдерживаются при отрицательном относительно активного решетчатого электрода электрическом потенциале (напряжении смещения), составляющем от 10 до 400 Вольт, предпочтительно от 10 до 200 В;
- детали выдерживаются при отрицательном относительно активного решетчатого электрода электрическом потенциале (напряжении смещения), причем величина отрицательного потенциала на деталях в 2-12 раз превышает значение отрицательного потенциала активного решетчатого электрода;
- в одной или нескольких стадиях азотирования используется разрядная имплантация из импульсной плазмы;
- детали во время стадий азотирования выдерживаются при температурах от 820 до 1000°С, предпочтительно от 920 до 980°С;
- детали во время стадий науглероживания выдерживаются при температурах от 940 до 1050°С;
- в стадиях азотирования азотсодержащая газовая атмосфера состоит из N2 и, при необходимости, одного или многих газов-носителей, таких как Н2 и аргон;
- в стадиях азотирования азотсодержащая газовая атмосфера состоит из N2 и одного или многих углеродсодержащих газов, таких как СО2 или СН4, а также, по обстоятельствам, одного или многих газов-носителей, таких как Н2 и аргон;
- в стадиях азотирования содержание углеродсодержащего газа, в расчете на N2, составляет от 2 до 20 об%, предпочтительно от 4 до 15 об%, и, в частности, от 4 до 10 об%;
- в стадиях азотирования давление азотсодержащей газовой атмосферы составляет менее 40 мбар, предпочтительно менее 30 мбар, и, в частности, менее 20 мбар;
- в стадиях науглероживания углеродсодержащая газовая атмосфера состоит из одного или нескольких углеродсодержащих донорных газов, таких как С2Н2, СО2 и СН4, и, при необходимости, одного или многих газов-носителей, таких как Н2 и аргон;
- в стадиях науглероживания давление углеродсодержащей газовой атмосферы составляет менее 40 мбар (4 кПа), предпочтительно менее 30 мбар (3 кПа), и, в частности, менее 20 мбар (2 кПа);
- способ включает стадию диффузии при высоком давлении в N2-атмосфере с давлением от 0,9 до 2 бар; и/или
- способ последовательно включает стадии
- азотирования/науглероживания/диффундирования при высоком давлении.
Кроме того, задачей настоящего изобретения является создание устройства, с помощью которого могут быть точно установлены профили содержания углерода и азота в поверхностной зоне деталей, и могут быть достигнуты высокая производительность и гибкая загрузка при сниженном потреблении энергии и без воздействия на окружающую среду.
Эта задача решена с помощью устройства, включающего
- «m» нагревательных камер низкого давления, с «m» = 2, 3, 4, 5, 6, 7, 8, 9, или 10;
- подключенного к нагревательным камерам низкого давления источника газоснабжения, который настроен таким образом, что нагревательные камеры низкого давления снабжаются одним или несколькими газами, выбранными из группы, включающей N2, углеродсодержащие донорные газы, такие как С2Н2, СО2 и СН4, и газы-носители, такие как Н2 и аргон;
- передаточную камеру, с которой связана каждая из нагревательных камер низкого давления, а также шлюзовая камера и закалочная камера, или бифункциональная шлюзовая-закалочная камера; или
- шлюзовую камеру и закалочную камеру, которые в каждом случае могут быть передвижными и могут быть соединены с каждой нагревательной камерой низкого давления; или
- бифункциональную шлюзовую-закалочную камеру, которая может быть передвижной и может быть присоединена к каждой нагревательной камерой низкого давления; причем
одна или многие нагревательные камеры низкого давления соединены с источником электрического энергоснабжения и отрегулированы так, чтобы в азотсодержащей газовой атмосфере с N2 в качестве донорного газа при температурах свыше 800°С и давлениях менее 100 мбар (10 кПа) создавалась разрядная плазма.
Предпочтительные усовершенствования соответствующего изобретению устройства отличаются тем, что
- источник электрического энергоснабжения рассчитан на действие разрядной плазмы с напряжением постоянного тока от 200 до 1000 В, с величиной постоянного тока от 10 до 200 А, и при непрерывной мощности от 2 до 200 кВ⋅А;
- источник электрического энергоснабжения рассчитан на работу при пульсирующем постоянном напряжении, предпочтительно в сочетании с импульсами тока высокого напряжения; и/или
- одна или несколько нагревательных камер низкого давления оснащены активным решетчатым электродом.
Соответствующий изобретению способ предпочтительно включает последовательные стадии:
- загрузки/вакуумирования/науглероживания/азотирования/
закалки/разгрузки;
- загрузки/вакуумирования/науглероживания/диффундирования/
азотирования/закалки/разгрузки;
- загрузки/вакуумирования/азотирования/науглероживания/
азотирования/закалки/разгрузки;
- загрузки/вакуумирования/азотирования/науглероживания/
азотирования/науглероживания/закалки/разгрузки;
или
- загрузки/вакуумирования/азотирования/науглероживания/
диффундирования/азотирования/закалки/разгрузки.
Вакуумирование выполняется в шлюзовой камере или в бифункциональной шлюзовой-закалочной камере. Кроме того, чтобы упростить разъяснение технологической стадии, описывается только вакуумирование в связи со шлюзовой камерой. При этом согласно изобретению всегда подразумевается включение также альтернативного варианта вакуумирования в бифункциональной шлюзовой-закалочной камере.
Обрабатываемые детали укладываются непосредственно на выполненный преимущественно в виде пластины или решетки загрузочный поддон и/или размещаются в загрузочном стеллаже, и загрузочный стеллаж, по обстоятельствам, устанавливается на загрузочный поддон. Длинномерные детали, такие как приводные валы, предпочтительно размещаются на загрузочном поддоне или загрузочном стеллаже в висячем положении.
Соответствующее изобретению устройство включает составленную из одного или нескольких модулей загрузочную транспортерную систему, причем с каждым модулем сопряжена передаточная камера и/или одна или многие шлюзовые камеры, закалочные камеры и нагревательные камеры низкого давления. Каждый модуль загрузочной транспортерной системы оборудован исполнительными механизмами, которые через электрический кабель соединены с центральной системой управления устройства, например, такой как программируемый контроллер (SPS).
Предпочтительный вариант исполнения соответствующего изобретению устройства включает стационарную бифункциональную шлюзовую-закалочную камеру, «m» размещенных вертикально друг над другом нагревательных камер низкого давления с «m» = 2, 3, 4, 5, 6, 7, 8, 9 или 10, а также передаточную камеру, причем бифункциональная шлюзовая-закалочная камера и нагревательные камеры низкого давления присоединены к передаточной камере. Каждая нагревательная камера низкого давления оснащена вакуумным затвором или вакуумной дверцей, посредством которых внутреннее пространство нагревательной камеры низкого давления может газонепроницаемо отделяться от внутреннего пространства передаточной камеры. Бифункциональная шлюзовая-закалочная камера оборудована двумя размещенными напротив друг друга вакуумными затворами или вакуумными дверцами.
Во всех соответствующих изобретению устройствах применяются по выбору вертикально или горизонтально передвижные вакуумные затворы и/или поворотные вакуумные дверцы. Вакуумные затворы и вакуумные дверцы доступны на рынке в многообразных конструктивных формах.
Дополнительный предпочтительный вариант исполнения соответствующего изобретению устройства включает стационарную шлюзовую камеру, стационарную закалочную камеру, «m» размещенных вертикально друг над другом нагревательных камер низкого давления с «m» = 2, 3, 4, 5, 6, 7, 8, 9 или 10, а также передаточную камеру, причем шлюзовая камера, закалочная камера и нагревательные камеры низкого давления присоединены к передаточной камере. Каждая из нагревательных камер низкого давления оснащена вакуумным затвором или вакуумной дверцей, посредством которых внутреннее пространство нагревательной камеры низкого давления может газонепроницаемо отделяться от внутреннего пространства передаточной камеры. Шлюзовая камера и закалочная камера в каждом случае оборудованы двумя размещенными напротив друг друга вакуумными затворами или вакуумными дверцами.
В обоих вышеуказанных устройствах загрузочная транспортерная система по существу размещена в передаточной камере и включает подъемник с вертикальным путем следования в соединении с телескопическим механизмом для подхватывания и горизонтального перемещения загрузочного поддона и/или загрузочного стеллажа с деталями.
Один дополнительный предпочтительный вариант исполнения соответствующего изобретению устройства включает стационарную шлюзовую камеру, стационарную закалочную камеру, «m» размещенных горизонтально и по окружности друг рядом с другом нагревательных камер низкого давления с «m» = 2, 3, 4, 5, 6, 7, 8, 9 или 10, а также передаточную камеру, причем шлюзовая камера, закалочная камера и нагревательные камеры низкого давления присоединены к передаточной камере. Каждая из нагревательных камер низкого давления оснащена вакуумным затвором или вакуумной дверцей, посредством которых внутреннее пространство нагревательной камеры низкого давления может газонепроницаемо отделяться от внутреннего пространства передаточной камеры. Шлюзовая камера и закалочная камера в каждом случае оборудованы двумя размещенными напротив друг друга вакуумными затворами или вакуумными дверцами. В конфигурированном таким образом устройстве размещенная в передаточной камере загрузочная транспортерная система включает ротационный диск с приводом в соединении с телескопическим механизмом для подхватывания и горизонтального перемещения загрузочного поддона и/или загрузочного стеллажа с деталями.
Нагревательные камеры низкого давления предпочтительно предусмотрены для термохимического упрочнения деталей, которые размещены на загрузочном штабеле с 1-10 горизонтальными полками, в частности, одной, двумя, тремя, четырьмя или пятью горизонтальными слоями, причем в одном горизонтальном слое в каждом случае размещены многочисленные детали, распределенные в плоскости одна рядом с другой и предпочтительно отдельно друг от друга. Соответственно этому, нагревательным камерам низкого давления приданы такие размеры, чтобы свободный объем загрузки имел ширину и независимую от нее длину в каждом случае от 400 до 1000 мм, предпочтительно от 400 до 800 мм, и высоту от 100 до 300 мм, предпочтительно от 100 до 200 мм, при просвете между объемом загрузки и внутренними стенками нагревательной камеры низкого давления, а также с нагревательными элементами, от 20 до 40 мм.
По меньшей мере одна нагревательная камера низкого давления предусматривается для азотирования посредством разрядной плазмы и соединена с источником электрического энергоснабжения. Для возможности приложения к загрузочному поддону с деталями отрицательного потенциала, нагревательная камера низкого давления предпочтительно оснащена выполненным плоским электрическим контактом. Электрический контакт соединен с электрическим проводником, который от контакта или, соответственно, из внутренней стороны нагревательной камеры низкого давления, через стенку нагревательной камеры низкого давления выведен наружу и присоединен к источнику электрического энергоснабжения.
В принципе подводить к деталям отрицательный потенциал не требуется. Более того, детали могут быть электрически изолированы от внутренней стенки нагревательной камеры низкого давления и от потенциала корпуса – соответственно могут быть под действием плавающего потенциала, самопроизвольно создаваемого самой разрядной плазмой.
Тем не менее, в рамках изобретения предусматривается приложение к деталям отрицательного потенциала. В одном предпочтительном варианте исполнения загрузочный поддон включает несущую пластину с четырьмя регулируемыми опорами. Несущая пластина и по меньшей мере одна из регулируемых опор изготовлены из электрически проводящего материала, такого как металл, металлический сплав, графит или армированный углеродными волокнами графит (CFC). Электропроводная регулируемая опора предусматривается для позиционирования на выполненном плоским электрическом контакте в нагревательной камере низкого давления.
Один альтернативный вариант исполнения соответствующего изобретению устройства включает загрузочную транспортерную систему с модулями, которые размещены в шлюзовых камерах, закалочных камерах, нагревательных камерах низкого давления и, при необходимости, в передаточной камере. Оборудованный для такого рода загрузочной транспортерной системы загрузочный поддон в своей нижней области имеет первый элемент сцепления, а также, при необходимости, ролики. Загрузочная транспортерная система и, соответственно, ее различные модули, размещенные в шлюзовых камерах, закалочных камерах, нагревательных камерах низкого давления и, при необходимости, в передаточной камере, оснащены вторыми элементами сцепления, которые выполнены сопрягаемыми с первым элементом сцепления и могут расцепляться и сцепляться с ним. Модули загрузочной транспортерной системы выполнены таким образом, что загрузочный поддон с деталями может быть переведен из одной камеры в соседнюю с нею камеру с помощью исполнительных механизмов, таких как линейные приводы. Второй элемент сцепления загрузочной транспортерной системы для предназначенной для азотирования нагревательной камеры низкого давления выполнен электрически проводящим. Например, второй элемент сцепления состоит из электропроводного материала, такого как металл, металлический сплав, графит или армированный углеродными волокнами графит (CFC). Альтернативно этому, второй элемент сцепления оснащен электрическим кабелем, а также соединенным с кабелем электрическим контактом для загрузочного поддона, или, соответственно, для находящегося на загрузочном поддоне первого элемента сцепления. Электрический контакт предпочтительно выполнен как пружинный, скользящий или щеточный контакт.
В одном целесообразном усовершенствовании соответствующего изобретению устройства предусмотренные для азотирования нагревательные камеры низкого давления оборудованы приводом поворотного механизма. Привод поворотного механизма позволяет непрерывно поворачивать загрузочный поддон с деталями во время азотирования в разрядной плазме, чтобы – усредненно по продолжительности азотирования – обеспечивать равномерную степень воздействия разрядной плазмы на детали. Вращение загрузочного поддона с деталями оказалось особенно благоприятным, когда для создания разрядной плазмы используется активный решетчатый электрод, который является протяженным только вдоль трех или двух боковых стенок и/или вдоль крышки нагревательной камеры низкого давления. Для загрузки и разгрузки нагревательной камеры низкого давления для азотирования целесообразно применение активного решетчатого электрода с одним или при необходимости двумя расположенными напротив друг друга проемами. Альтернативно этому, в рамках изобретения предусматривается передвижной или складной активный решетчатый электрод, который для загрузки и разгрузки нагревательной камеры низкого давления позиционирован или, соответственно, установлен так, чтобы избежать столкновения с загрузочным поддоном и деталями.
В первой стадии загрузки загрузочный поддон с деталями вводится в шлюзовую камеру (соответственно, в бифункциональную шлюзовую-закалочную камеру). Шлюзовая камера вакуумно-плотно закрывается, и из нее с помощью насосов откачивается воздух. После того, как давление окружающей детали газовой атмосферы снижается до значения менее 300 мбар, предпочтительно менее 200 мбар, и, в частности, менее 100 мбар, детали – в зависимости от данной конфигурации соответствующего изобретению устройства – переносятся из шлюзовой камеры в передаточную камеру, и из передаточной камеры в нагревательную камеру низкого давления, или же шлюзовая камера размещается перед уже вакуумированной нагревательной камерой низкого давления и вакуумно-плотно соединяется с нагревательной камерой низкого давления.
Чтобы вакуумно-плотно соединить передвижную шлюзовую камеру с нагревательной камерой низкого давления, шлюзовая камера и, по обстоятельствам, нагревательная камера низкого давления оснащается элементами сцепления выполненного одно- или двухкомпонентным вакуумного сопряжения. Целесообразно, чтобы вакуумное сопряжение включало два фланца с сопрягаемыми между собой уплотнительными поверхностями, причем уплотнительная поверхность одного фланца оснащена кольцеобразным уплотнением и имеет выступ, кольцеобразно охватывающий фланец, который прикрывает уплотнительные поверхности от излучения и горячего остаточного газа из нагревательной камеры низкого давления.
Как только загрузочный поддон с деталями помещается в нагревательной камере низкого давления, она вакуумно-плотно закрывается и вакуумируется до давления менее 50 мбар, менее 40 мбар, менее 30 мбар, предпочтительно менее 20 мбар. Нагревательная камера низкого давления электрически нагревается и при переносе загрузочного поддона с деталями уже имеет температуру свыше 600°С, предпочтительно более 700°С, и, в частности, более 800°С. При переносе первой загрузки в технологическом цикле нагревательная камера низкого давления также может иметь температуру менее 600°С. В зависимости от исходной температуры при переносе загрузочного поддона, к нагревательной камере низкого давления через определенный промежуток времени подводится заданное количество электрической энергии (кВт-часов), чтобы отрегулировать температуру деталей до величины от 800 до 1050°С для азотирования, до уровня от 900 до 1050°С для науглероживания, или от 800 до 1050°С для диффундирования. Каждая нагревательная камера низкого давления предпочтительно включает пирометр, болометр или термопару для измерения температуры деталей. После того, как детали достигают желательной температуры и выдерживаются в течение заданного времени пребывания, в нагревательную камеру низкого давления непрерывно в контролируемом режиме подаются один или несколько технологических газов, как N2, С2Н2, СН4, СО2, Н2, аргон, чтобы создать газовую атмосферу, пригодную для азотирования, науглероживания или диффундирования. В то же время нагревательная камера низкого давления непрерывно вакуумируется с помощью одного или нескольких вакуумных насосов, чтобы поддерживать давление на заданном уровне менее 50 мбар, менее 40 мбар, менее 30 мбар, предпочтительно менее 20 мбар. Кратковременный объемный расход технологического(-ких) газа(-ов) в нагревательной камере низкого давления составляет максимально 1500 л/час (литров в час), предпочтительно от 150 до 800 л/час. В камере для азотирования максимальный объемный расход технологического газа составляет 1000 л/час, предпочтительно от 20 до 600 л/час, от 20 до 400 л/час, и, в частности, от 20 до 300 л/час.
Продолжительность стадии азотирования, науглероживания или диффузии составляет между 5 и 150 минутами. Если предусматривается последующая стадия азотирования, науглероживания или диффузии, она может быть проведена в той же или в другой нагревательной камере низкого давления. Согласно изобретению является предпочтительным проведение стадии азотирования и науглероживания в различающихся между собой нагревательных камерах низкого давления так, чтобы одна нагревательная камера низкого давления использовалась исключительно для азотирования или исключительно для науглероживания, и, при необходимости, для диффундирования. Благодаря проведению стадий азотирования и науглероживания в отдельных нагревательных камерах низкого давления практически полностью избегаются обусловленные перекрестным загрязнением проблемы, например, такие как образование синильной кислоты (HCN). К тому же может быть предотвращено загрязнение углеродом азотирующей плазмы.
Для последующей стадии азотирования, науглероживания или диффузии в другой, предусмотренной для этой технологической стадии нагревательной камере низкого давления, загрузочный поддон с деталями переводится обратно в передаточную камеру или в передвижную шлюзовую камеру, и из нее в указанную нагревательную камеру низкого давления. Альтернативно этому, в рамках изобретения также предусматриваются устройства, в которых рядом друг с другом размещены две нагревательных камеры низкого давления, и могут быть соединены между собой через отверстие с вакуумным затвором или вакуумной дверцей. В конфигурированных таким образом устройствах первая нагревательная камера низкого давления предназначена, например, для науглероживания и/или диффундирования, и вторая нагревательная камера низкого давления предусмотрена для диффундирования и/или азотирования.
После выполнения всех стадий азотирования, науглероживания или диффузии загрузочный поддон с деталями переносится вышеописанным путем в закалочную камеру (соответственно, в бифункциональную шлюзовую-закалочную камеру), и известным путем, предпочтительно с помощью одного газа, подвергается резкому охлаждению. Альтернативно резкому охлаждению посредством газа, в рамках изобретения предусматривается также резкое охлаждение с помощью масла или полимера.
Соответствующее изобретению устройство включает две, три, четыре, пять, шесть, семь, восемь, девять или десять электрически нагреваемых нагревательных камер низкого давления, которые в каждом случае через газопроводы присоединены к отдельным источникам газоснабжения или к центральной магистрали для подачи газа. Источники газоснабжения включают многочисленные резервуары для технологических газов, выбранных из группы, включающей N2, углеродсодержащие донорные газы, такие как С2Н2, СО2 и СН4, и газы-носители, такие как Н2 и аргон. В газопроводах размещены регуляторы массового расхода потока (mass-flow-controller), которые позволяют регулировать количества газа, подводимые в нагревательные камеры низкого давления в единицу времени. Регуляторы массового расхода потока через электрический кабель связаны с центральной системой управления устройства, например, такой как программируемый контроллер (SPS). Каждая нагревательная камера низкого давления оснащена одним или многими нагревательными элементами, которые предпочтительно состоят из графита или армированного углеродными волокнами графита (CFC), и имеют электрическое питание. Каждая нагревательная камера низкого давления соединена с одним или несколькими вакуумными насосами или с централизованной системой вакуумирования.
Целесообразно, когда шлюзовые и закалочные камеры, а также нагревательные камеры низкого давления и, при необходимости, передаточная камера, в каждом случае снабжены датчиками давления, которые электрическим кабелем соединены с центральной системой управления устройства, такой как программируемый контроллер (SPS).
Каждая нагревательная камера низкого давления имеет одно или два отверстия, а также один или два вакуумных затвора или одну или две вакуумных дверцы, которые размещены на одной или двух противолежащих торцевых сторонах нагревательной камеры низкого давления.
В одном альтернативном усовершенствовании соответствующего изобретению устройства нагревательные камеры низкого давления на двух противолежащих торцевых сторонах оснащены первым и вторым отверстием и первым и вторым вакуумным затвором или первой и второй вакуумной дверцей. При этом загрузочный поддон с деталями через первое отверстие загружается в нагревательную камеру низкого давления, и по завершении стадии азотирования, науглероживания или диффузии разгружается через второе отверстие, расположенное напротив первого отверстия. Целесообразные варианты исполнения соответствующего изобретению устройства включают одну или несколько стационарных или передвижных шлюзовых камер и одну или несколько стационарных или передвижных закалочных камер, которые размещены и, соответственно, могут перемещаться на противоположных сторонах нагревательных камер низкого давления. В одном подобном устройстве загрузочный поддон с деталями перемещается только в одном пространственном направлении, то есть, от шлюзовой камеры через первое отверстие загружается в нагревательную камеру низкого давления, и после окончания стадии азотирования, науглероживания или диффузии подается из нагревательной камеры низкого давления через второе отверстие в закалочную камеру. В конфигурированном таким образом устройстве с однонаправленным перемещением материала процессы загрузки и разгрузки нагревательных камер низкого давления разъединены между собой и могут быть оптимизированы практически независимо друг от друга в отношении производительности и, соответственно, пропускной способности соответствующего изобретению способа.
Нагревательные камеры низкого давления целесообразно включают наружную и внутреннюю стенку камеры, и, соответственно, стенки, а также теплоизоляцию, размещенную между наружной и внутренней стенками. Наружная стенка камеры состоит из металлического материала, в частности, из стального листа, и при необходимости оснащена водяным охлаждением. Внутренняя стенка камеры изготовлена из термостойкого материала, такого как графит или армированный углеродными волокнами графит (CFC). Теплоизоляция предпочтительно составлена графитовым войлоком. Каждая нагревательная камера низкого давления оснащена одним или многими нагревательными элементами, которые предпочтительно состоят из графита или армированного углеродными волокнами графита (CFC), и имеют электрическое питание. Нагревательные элементы предпочтительно размещены в верхней области нагревательной камеры низкого давления вблизи стенок внутренней камеры.
При необходимости нагревательные камеры низкого давления оснащаются исполнительными механизмами, например, такими как электрические линейные приводы модульной загрузочной транспортерной системы. Во избежание перегрева исполнительных механизмов, обусловленного тепловым излучением в нагревательной камере низкого давления, исполнительные механизмы размещены внутри теплового, предпочтительно охлаждаемого водой ограждения в нижней области нагревательной камеры низкого давления. После загрузки в нагревательную камеру низкого давления пластинчатого загрузочного поддона с деталями загрузочный поддон действует как дополнительный экран. В одном предпочтительном усовершенствовании соответствующего изобретению устройства приводы загрузочной транспортерной системы размещены снаружи нагревательной камеры низкого давления, и через валы и вакуумные вводы связаны с механическими исполнительными механизмами в нагревательной камере низкого давления.
По меньшей мере одна из нагревательных камер низкого давления предусматривается для азотирования и соединена с источником электрического энергоснабжения. Источник электрического энергоснабжения включает источник постоянного напряжения, положительный полюс которого электрически соединен с электропроводной внутренней стенкой нагревательной камеры низкого давления или с размещенным внутри нагревательной камеры низкого давления анодом. Отрицательный полюс источника постоянного напряжения предпочтительно электрически соединен с предусмотренным для загрузочного поддона электрическим контактом, с размещенным внутри нагревательной камеры низкого давления активным решетчатым электродом или с делителем напряжения с двумя клеммами, с которыми активный решетчатый электрод и электрический контакт для загрузочного поддона соединены таким образом, что при подключенном источнике постоянного напряжения загрузочный поддон и детали приобретают отрицательный относительно активного решетчатого электрода потенциал.
Электрическое энергоснабжение рассчитано на работу при постоянном напряжении от 200 до 1000 В, с величиной постоянного тока от 10 до 200 А, и при непрерывной мощности от 2 до 200 кВ⋅А. Электрическое энергоснабжение предпочтительно рассчитано на генерирование пульсирующего напряжения постоянного тока с переменной регулируемой частотой импульсов в диапазоне от нескольких сотен герц до 1 мегагерца, в частности, от 200 герц до 5 килогерц, а также переменной регулируемой скважностью импульсов (tv) в диапазоне от 1,0 до 0,001. Скважность импульсов (tv) означает отношение длительности импульса (tp) к периоду, то есть, к сумме длительности импульса (tp) и длительности паузы (to), в которой постоянное напряжение отключено, согласно уравнению tv=tp/(tp+to). Длительность импульса (tp) предпочтительно является меньшей/равной 100 мксек, тогда как длительность паузы предпочтительно является большей/равной 100 мксек. В одном особенно предпочтительно варианте исполнения электрическое энергоснабжение к тому же предусматривает генератор импульсов тока высокого напряжения, который в начале серии регулярных импульсов создает импульс зажигания с высокой пиковой мощностью в несколько мегаватт и с короткой продолжительностью в несколько микросекунд. Подобные импульсы зажигания стимулируют формирование пульсирующей разрядной плазмы в нагревательной камере низкого давления. Источники электрического энергоснабжения вышеуказанного типа известны и имеются в продаже на рынке. Как правило, подобные источники электрического энергоснабжения включают электронное управление на основе микроконтроллеров, накопительных конденсаторов и скоростных высокомощных переключателей, предпочтительно IGBT (биполярных транзисторов с изолированным затвором). Кроме того, целесообразно, когда электрическое энергоснабжение включает схему защиты, которая на основании падения напряжения на разрядной плазме и силы тока распознает возникновение электрической дуги и отключает подачу мощности за короткое время, которое типично составляет от 100 микросекунд до 1 миллисекунды.
Одна или многие из предусмотренных для азотирования нагревательных камер низкого давления предпочтительно включают в себя активный решетчатый электрод, который изготовлен из электрически проводящего и устойчивого к температурам вплоть до 1200°С материала, в частности, из металла, металлического сплава, графита или армированного углеродными волокнами графита (CFC). Активный решетчатый электрод сформирован таким образом, что он в рабочем положении полностью или частично окружает загрузочный поддон с деталями. Например, активный решетчатый электрод в рабочем положении имеет форму сферической оболочки, полусферической оболочки, части поверхности или всей поверхности параллелепипеда. Активный решетчатый электрод предпочтительно выполнен в виде туннеля и имеет прямоугольный или полукруглый контур с двумя противолежащими боковыми решетками и одной соединяющей боковые решетки потолочной решеткой.
В одном дополнительном варианте исполнения соответствующего изобретению устройства, предусмотренные для азотирования нагревательные камеры низкого давления предназначены для разрядной имплантации из импульсной плазмы. Для этого азотирующие нагревательные камеры соединены с электрическим импульсным генератором, которым на детали могут подводиться отрицательные импульсы напряжения с амплитудой от 1 до 300 кВ и переменной продолжительностью импульсов. Кроме того, азотирующие нагревательные камеры соединены с генератором плазмы. Генератор плазмы действует с частотами в диапазоне от 10 до 100 МГц (в радиочастотном диапазоне), или от около 1 до 4 ГГц (в микроволновом диапазоне). Необходимая для генерирования плазмы энергия подводится в газ в азотирующей нагревательной камере емкостным, индуктивным путем или через волновод. В прототипе известны разнообразные устройства для разрядной имплантации из импульсной плазмы.
Далее изобретение дополнительно разъясняется с помощью Фигур. Как показано:
Фиг. 1 представляет устройство с размещенной в центре передаточной камерой;
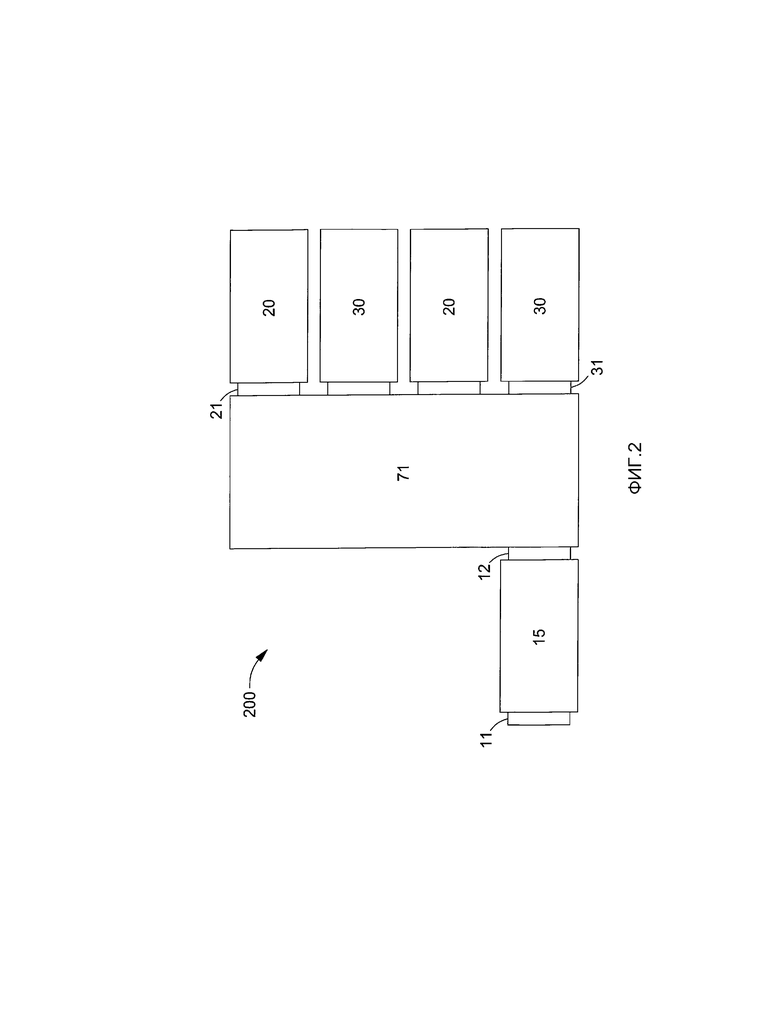
Фиг. 2 представляет устройство с размещенными вертикально друг над другом нагревательными камерами низкого давления, одной передаточной камерой и одной стационарной бифункциональной шлюзовой-закалочной камерой;
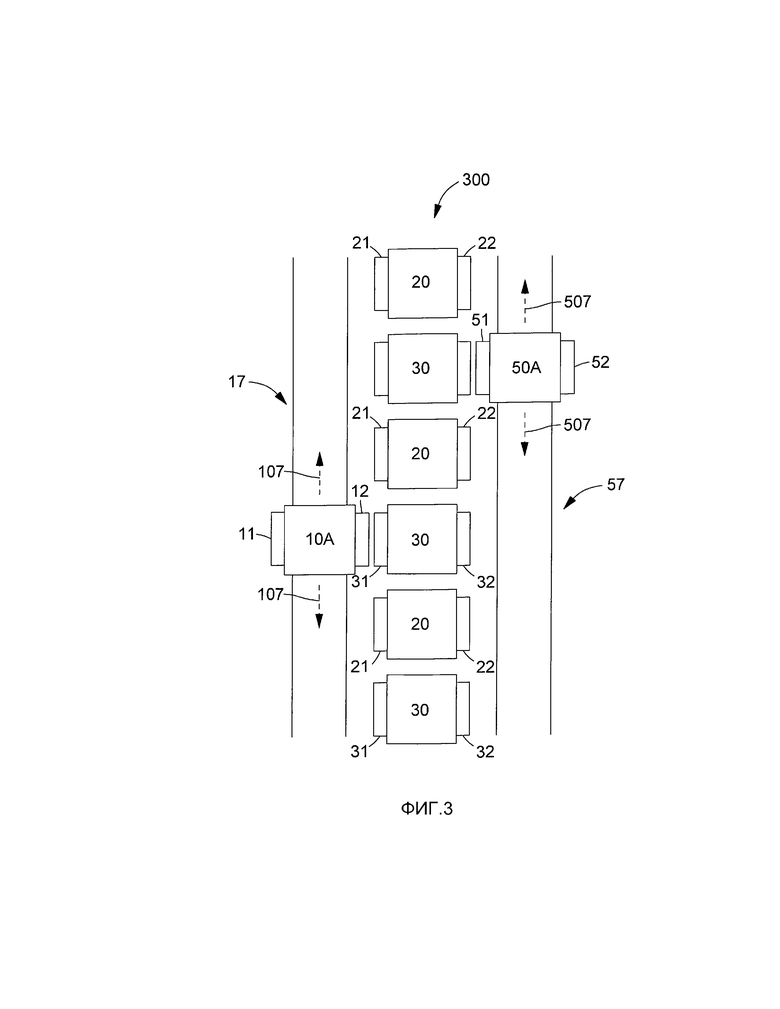
Фиг. 3 представляет устройство с размещенными горизонтально друг рядом с другом нагревательными камерами низкого давления и в каждом случае одной горизонтально передвижной шлюзовой и закалочной камерой;
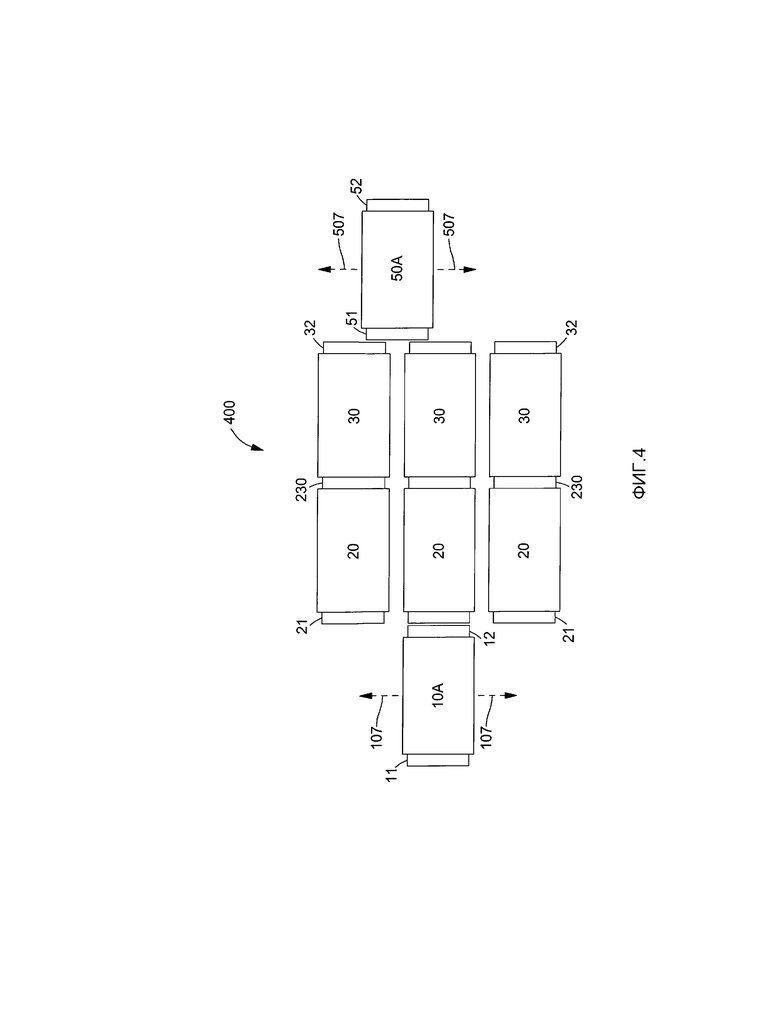
Фиг. 4 представляет устройство с соединенными попарно нагревательными камерами низкого давления и в каждом случае одной вертикально передвижной шлюзовой и закалочной камерой;
Фиг. 5 представляет вид в разрезе нагревательной камеры низкого давления для азотирования; и
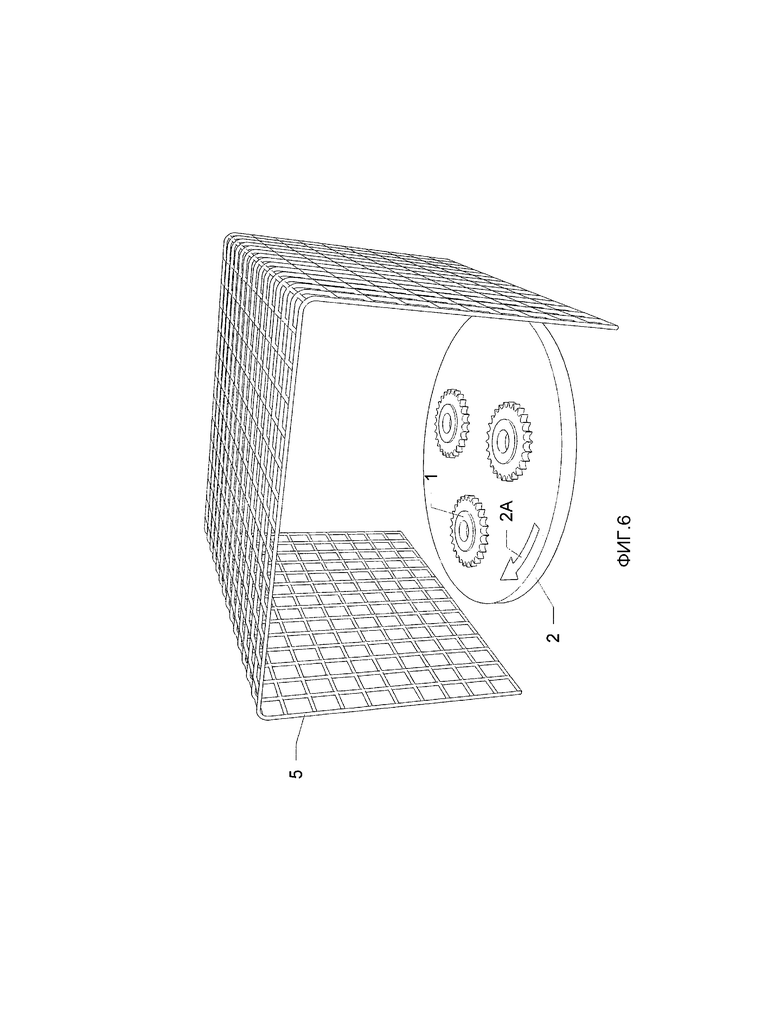
Фиг. 6 представляет вид в перспективе активного решетчатого электрода.
Фиг. 1 показывает вид сверху первого соответствующего изобретению устройства 100 с размещенной в центре передаточной камерой, шлюзовой камерой 10, двумя нагревательными камерами 20 низкого давления для науглероживания и, при необходимости, диффундирования, двумя нагревательными камерами 30 низкого давления для азотирования, а также одной закалочной камерой 50. Каждая из камер 10, 20, 30 и 50 прочно соединена с передаточной камерой 70. Внутреннее пространство камер 10, 20, 30 и 50 газонепроницаемо отделено от внутреннего пространства передаточной камеры 70 вакуумными затворами или вакуумными дверцами 12, 21, 31, соответственно 51. На противоположной относительно передаточной камеры 70 стороне шлюзовая камера 10 и закалочная камера 50 в каждом случае оснащены вакуумным затвором или вакуумной дверцей 11, 52, соответственно. При открытом вакуумном затворе или открытой вакуумной дверце 11 и закрытом вакуумном затворе или закрытой вакуумной дверце 12 в шлюзовую камеру 10 загружается загрузочный поддон с деталями, при этом без нарушения вакуума в передаточной камере 70 с давлением менее 300 мбар, менее 200 мбар, менее 100 мбар, и, в частности, менее 50 мбар. После того, как загрузочный поддон с деталями загружен в шлюзовую камеру 10, вакуумный затвор или вакуумная дверца 11 закрывается, и шлюзовая камера 10 вакуумируется до давления менее 300 мбар, менее 200 мбар, менее 100 мбар, и, в частности, менее 50 мбар. Затем открывается вакуумный затвор или вакуумная дверца 12, и загрузочный поддон с деталями с помощью загрузочной транспортерной системы передвигается в передаточную камеру 70. Вслед за этим загрузочный поддон с деталями из передаточной камеры 70 перегружается для науглероживания или азотирования в одну из нагревательных камер низкого давления 20 или 30. Вакуумные затворы или вакуумные дверцы 21 и 31 предпочтительно открыты только во время загрузки из передаточной камеры 70 в данные соответственные нагревательные камеры низкого давления 20 или 30 и разгрузки из них, или наоборот, и в остальное время закрыты, чтобы свести к минимуму загрязнение и теплопотери нагревательных камер низкого давления 20, 30, а также тепловое воздействие на передаточную камеру 70 вследствие теплового излучения из нагревательных камер низкого давления 20, 30. После выполнения в каждом случае одной или многих стадий науглероживания и азотирования, а также, по обстоятельствам, стадий диффузии, загрузочный поддон с деталями при открытом вакуумном затворе или открытой вакуумной дверце 51 переносится в закалочную камеру 50, предварительно вакуумированную до давления менее 300 мбар, менее 200 мбар, менее 100 мбар, и, в частности, менее 50 мбар. Вакуумный затвор или вакуумная дверца 51 закрывается, и детали подвергаются резкому охлаждению текучей средой, например, такой как профильтрованный и сжатый при давлении до 20 бар воздух из помещения. Кроме того, для резкого охлаждения предусматриваются такие текучие среды, как сжатые при давлении до 20 бар азот, гелий или масло. Для извлечения загрузочного поддона с деталями из устройства 100, при закрытом вакуумном затворе или закрытой вакуумной дверце 51 открывается вакуумный затвор или вакуумная дверца 52, без нарушения при этом вакуума в передаточной камере 70.
Перемещение материала и, соответственно, передвижение загрузочного поддона с деталями обозначено в Фиг. 1 с помощью показывающих движение стрелок 101.
В одном альтернативном, не показанном в Фигурах варианте исполнения соответствующего изобретению устройства 100 камера 10 сформирована как бифункциональная шлюзовая-закалочная камера, и камера 50 выполнена как нагревательная камера низкого давления для науглероживания, азотирования или, при необходимости, диффундирования. В конфигурированном таким образом устройстве детали загружаются, а также разгружаются через шлюзовую-закалочную камеру в устройстве.
Фиг. 2 схематически показывает вид сбоку дополнительного соответствующего изобретению устройства 200 в каждом случае с двумя (в целом четырьмя) размещенными вертикально друг над другом нагревательными камерами низкого давления 20 и 30 для науглероживания и, при необходимости, диффундирования, соответственно для азотирования, которые присоединены к передаточной камере 71, и их внутреннее пространство в каждом случае газонепроницаемо отделено от внутреннего пространства передаточной камеры 71 посредством вакуумного затвора или вакуумной дверцы 21, соответственно 31. Кроме того, устройство включает также присоединенную к передаточной камере 71 бифункциональную шлюзовую-закалочную камеру 15 с двумя размещенными на противолежащих торцевых сторонах вакуумными затворами или вакуумными дверцами 11 и 12. Внутреннее пространство бифункциональной шлюзовой-закалочной камеры 15 может быть газонепроницаемо отделено от внутреннего пространства передаточной камеры 71 посредством вакуумного затвора или вакуумной дверцы 12.
В передаточной камере 71 размещена не показанная в Фиг. 2 загрузочная транспортерная система, которая включает вертикально передвижной подъемник, на котором смонтирован телескопический механизм. Телескопический механизм предназначен для подхватывания и горизонтального передвижения загрузочного поддона с деталями. С помощью загрузочной транспортерной системы загрузочный поддон и/или загрузочный стеллаж с деталями могут быть передвинуты из бифункциональной шлюзовой-закалочной камеры 15 по выбору в одну из нагревательных камер низкого давления 20, 30. Кроме того, в зависимости от характера технологического процесса, загрузочный поддон и/или загрузочный стеллаж с деталями переносятся из одной из нагревательных камер низкого давления 20, 30 в другую нагревательную камеру низкого давления 20, 30.
Чтобы загрузить загрузочный поддон и/или загрузочный стеллаж с деталями в устройство 200, это производится при закрытом вакуумном затворе или закрытой вакуумной дверце 12 и открытом вакуумном затворе или открытой вакуумной дверце 11 в бифункциональной шлюзовой-закалочной камере 15. Вакуумный затвор или вакуумная дверца 11 закрывается, и внутреннее пространство бифункциональной шлюзовой-закалочной камеры 15 вакуумируется с помощью насосов. Последующие технологические стадии науглероживания, при необходимости диффундирования, и азотирования проводятся аналогично описанному выше в связи с устройством 100 в Фиг. 1 пути. Для резкого охлаждения и выгрузки загрузочного поддона и/или загрузочного стеллажа с деталями он переносится из нагревательной камеры низкого давления 20, 30 в бифункциональную шлюзовую-закалочную камеру 15.
Фиг. 3 показывает вид сверху дополнительного соответствующего изобретению устройства 300 в каждом случае с тремя размещенными горизонтально друг рядом с другом нагревательными камерами низкого давления 20 и 30 для науглероживания и, при необходимости, диффундирования, соответственно для азотирования. Каждая из нагревательных камер низкого давления 20 и 30 оснащена на первой торцевой стороне первым вакуумным затвором или первой вакуумной дверцей 21, соответственно 31, и на второй противолежащей торцевой стороне снабжена вторым вакуумным затвором или второй вакуумной дверцей 22, соответственно 32. Кроме того, устройство 300 включает шлюзовую камеру 10А, которая может горизонтально передвигаться вдоль первых торцевых сторон нагревательных камер низкого давления 20, 30, а также закалочную камеру 50А, которая может горизонтально передвигаться вдоль вторых торцевых сторон нагревательных камер низкого давления 20, 30. Для перемещения шлюзовой камеры 10А и закалочной камеры 50А предусматриваются линейные направляющие 17, соответственно 57, которые, например, выполнены в виде рельсов, а также не показанные в Фиг. 3 приводные устройства.
Перемещение шлюзовой камеры 10А и закалочной камеры 50А обозначено в Фиг. 3 указывающими движение стрелками 107, соответственно 507. Шлюзовая камера 10А и закалочная камера 50А на первой торцевой стороне оснащены первым вакуумным затвором или первой вакуумной дверцей 11, соответственно 51, и на второй противолежащей торцевой стороне снабжены вторым вакуумным затвором или второй вакуумной дверцей 12, соответственно 52. При открытом первом вакуумном затворе или открытой вакуумной дверце 11 в шлюзовую камеру 10А загружается загрузочный поддон с деталями. Вакуумные затворы или вакуумные дверцы 11 и 12 закрывается, и шлюзовая камера 10А вакуумируется до давления менее 300 мбар, менее 200 мбар, менее 100 мбар, и, в частности, менее 50 мбар, и для науглероживания или азотирования позиционируется перед одной не занятой деталями нагревательной камерой 20 низкого давления, и газонепроницаемо пристыковывается к ней. Вакуумный затвор или вакуумная дверца 12 шлюзовой камеры 10А и вакуумный затвор или вакуумная дверца 21 или 31 пристыкованной нагревательной камеры 20 низкого давления, соответственно 30, открываются, и загрузочный поддон с деталями с помощью загрузочной транспортерной системы переносится из шлюзовой камеры 10А в пристыкованную нагревательную камеру 20 низкого давления, соответственно 30. Вакуумный затвор или вакуумная дверца 21, соответственно 31, закрываются, и детали в вышеуказанной последовательности подвергаются обработке в одной или нескольких стадиях науглероживания, при необходимости в одной или нескольких стадиях диффузии, и в одной или нескольких стадиях азотирования. Например, детали сначала подвергаются науглероживанию, и при необходимости диффундированию, в одной нагревательной камере 20 низкого давления, вслед за этим с помощью шлюзовой камеры 10А переносятся в нагревательную камеру 30 низкого давления, и в ней подвергаются азотированию. После выполнения вышеуказанных стадий науглероживания, диффузии и азотирования детали подвергаются резкому охлаждению в закалочной камере 50А посредством текучей среды, например, такой как профильтрованный и сжатый при давлении до 20 бар воздух из помещения. Для этого закалочная камера 50А размещается перед соответственной нагревательной камерой низкого давления 20 или 30 и газонепроницаемо пристыковывается к ней. Затем вакуумный затвор или вакуумная дверца 22 или 32 нагревательной камеры низкого давления 20 или 30 и вакуумный затвор или вакуумная дверца 51 закалочной камеры 50А открываются, и загрузочный поддон с деталями переносится из нагревательной камеры низкого давления 20 или 30 в закалочную камеру 50А. Вакуумный затвор или вакуумная дверца 51 закрывается, и выполняется стадия закалки. Наконец, вакуумный затвор или вакуумная дверца 52 открывается, и загрузочный поддон с деталями извлекается из устройства 300.
В одном альтернативном, не показанном в Фигурах варианте исполнения соответствующего изобретению устройства 300 камера 10А выполнена как бифункциональная передвижная шлюзовая-закалочная камера, причем закалочная камера 50А не предусматривается. В конфигурированном таким образом устройстве детали загружаются, а также выгружаются через шлюзовую-закалочную камеру в устройстве.
Фиг. 4 показывает вид сбоку в разрезе дополнительного соответствующего изобретению устройства 400 со спаренными, размещенными горизонтально рядом друг с другом и соединенными между собой нагревательными камерами низкого давления 20 и 30. Две, три, четыре или больше пар по одной нагревательной камере 20 низкого давления и одной нагревательной камере 30 низкого давления размещены вертикально друг над другом. Альтернативно этому в рамках изобретения предусматривается конфигурация, в которой пары по одной нагревательной камере 20 низкого давления и одной нагревательной камере 30 низкого давления расположены горизонтально друг рядом с другом. Между парой нагревательных камер низкого давления 20 и 30 размещается вакуумный затвор или вакуумная дверца 230, который(-ая) отделяет друг от друга внутренние пространства нагревательных камер низкого давления 20 и 30 и открывается только для переноса деталей. Каждая из нагревательных камер 20 низкого давления на противоположной относительно вакуумного затвора или вакуумной дверцы 230 торцевой стороне оснащена вакуумным затвором или вакуумной дверцей 21. Аналогичным путем, каждая из нагревательных камер 30 низкого давления на противоположной относительно вакуумного затвора или вакуумной дверцы 230 торцевой стороне снабжена вакуумным затвором или вакуумной дверцей 32.
Кроме того, устройство 400 включает вертикально – или, по обстоятельствам, горизонтально – передвижную шлюзовую камеру 10А, которая может быть позиционирована перед каждой из нагревательных камер 20 низкого давления, а также вертикально – или, по обстоятельствам, горизонтально – передвижную закалочную камеру 50А, которая может быть позиционирована перед каждой из нагревательных камер 30 низкого давления. Шлюзовая камера 10А на двух противолежащих торцевых сторонах оснащена вакуумными затворами или вакуумными дверцами 11 и 12. Закалочная камера 50А также на двух противолежащих торцевых сторонах оснащена вакуумными затворами или вакуумными дверцами 11 и 12. Вертикальный – или по обстоятельствам горизонтальный – путь перемещения шлюзовой камеры 10А и закалочной камеры 50А обозначен указывающими движение стрелками 107, соответственно 507. Для перемещения шлюзовой камеры 10А и закалочной камеры 50А предусматриваются не показанные в Фиг. 4 линейные направляющие, которые, например, выполнены в виде рельсов, а также приводные устройства.
Устройство 400 действует аналогичным путем, как описано выше в связи с устройством 300 в Фиг. 3, и отличается только тем, что перенос деталей из нагревательной камеры 20 низкого давления в нагревательную камеру 30 низкого давления производится напрямую, без необходимости для этого в передвижной шлюзовой камере 20.
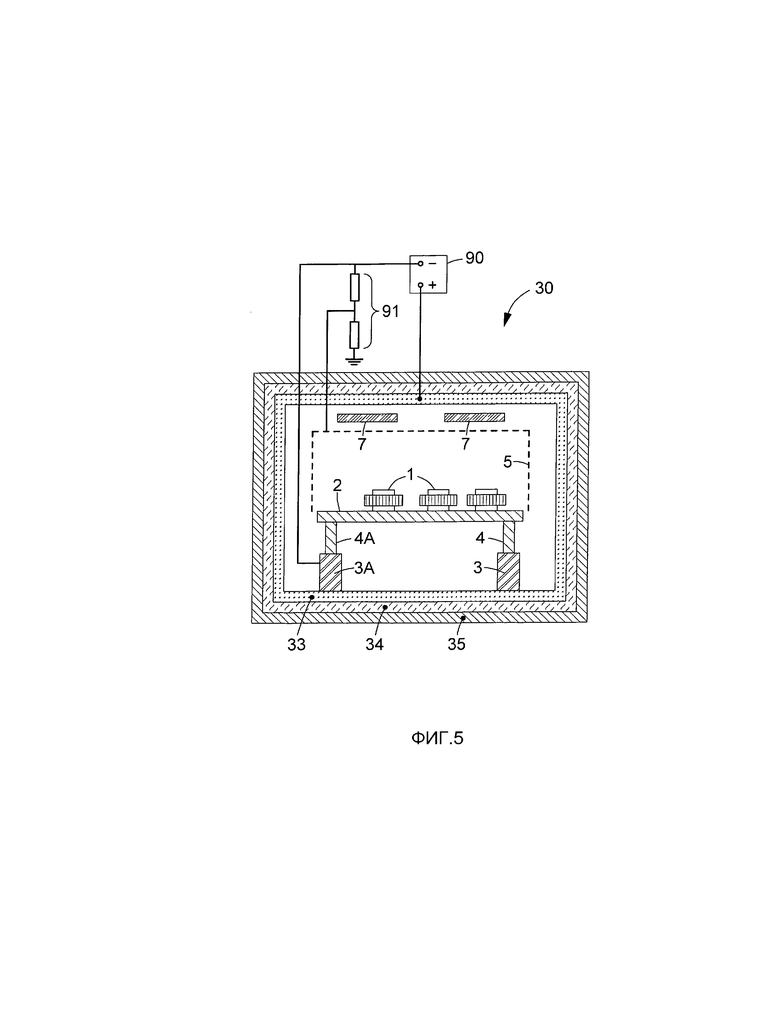
Фиг. 5 схематически показывает вид в разрезе предусмотренной для азотирования нагревательной камеры 30 низкого давления с внутренней стенкой 33 камеры, наружной стенкой 35 камеры, и размещенной между внутренней и наружной стенками 33 и 35 камеры теплоизоляцией 34, а также с одним или многими нагревательными элементами 7. Наружная стенка 35 камеры предпочтительно изготовлена из металлического материала, в частности, из стали, и, необязательно, оснащена не показанным в Фиг. 5 водяным охлаждением. Теплоизоляция 34 предпочтительно состоит из графитового войлока. Внутренняя стенка 33 камеры и нагревательные элементы 7 предпочтительно изготовлены из графита или армированного углеродными волокнами графита (CFC). Нагревательная камера 30 низкого давления предпочтительно оснащена опорами 3, 3А для загрузочного поддона, причем по меньшей мере одна опора 3А имеет электрический контакт или изготовлена из электрически проводящего материала, такого как металл, металлический сплав, графит или армированный углеродными волокнами графит (CFC).
Кроме того, в Фиг. 5 показаны загрузочный поддон 2 с обрабатываемыми деталями 1 и необязательный активный решетчатый электрод 5. Загрузочный поддон 2 предпочтительно выполнен в виде пластины или решетки, и на нижней стороне оснащен регулируемыми опорами 4, 4А, причем по меньшей мере одна из регулируемых опор является электропроводной.
Опоры 3, 3А и регулируемые опоры 4, 4А размещены согласованными между собой так, что через опору 3А и регулируемую опору 4В создается электрически проводящий контакт. Внутренняя стенка 33 камеры электрическим кабелем соединена с положительным полюсом источника 90 электрического энергоснабжения. Источник 90 электрического энергоснабжения предпочтительно выполнен как источник пульсирующего напряжения постоянного тока, и рассчитан на работу разрядной плазмы при постоянном напряжении от 200 до 1000 В, величине постоянного тока от 10 до 200 А, и при непрерывной мощности от 2 до 200 кВ⋅А. В одном особенно целесообразном варианте осуществления изобретения электрическое энергоснабжение 90 предусматривает генератор импульсов тока высокого напряжения.
Применяемые для нагревательной камеры низкого давления электрические кабели частично изготовлены из термостойкого материала, такого как вольфрам или графит. Альтернативно этому, используются медные кабели с термическим экранированием из керамического материала.
Загрузочный поддон 2 и, соответственно, опора 3А и/или необязательный активный решетчатый электрод 5 через электрический кабель соединены с отрицательным полюсом источника 90 электрического энергоснабжения и подключены в качестве катода относительно внутренней стенки 33 камеры.
При применении активного решетчатого электрода 5 может быть благоприятным приложение к деталям 1 отрицательного потенциала (так называемого напряжения смещения) относительно активного решетчатого электрода 5. Соответственно этому, предусматривается необязательный делитель 91 напряжения с двумя выходами или, соответственно, клеммами для деталей 1 и активной решетки 5.
Фиг. 6 показывает вид в перспективе рационально сформированного активного решетчатого электрода 5, а также загрузочного поддона 2 с деталями 1. Активный решетчатый электрод 5 сформирован в виде туннеля с двумя противолежащими боковыми частями и соединяющей обе боковые части потолочной частью.
В случае необходимости загрузочный поддон 2 связан с не показанным в Фиг. 6 приводом поворотного механизма. Привод поворотного механизма позволяет непрерывно поворачивать загрузочный поддон 2 с деталями, чтобы обеспечивать по возможности равномерную степень воздействия разрядной плазмы на детали 1. Вращение загрузочного поддона 2 обозначено в Фиг. 6 указывающей движение стрелкой 2А.
Список условных обозначений
1 ... деталь
2 ... загрузочный поддон
2А ... указывающая движение стрелка
3, 3А ... опора для загрузочного поддона
4, 4А ... регулируемая опора загрузочного поддона
5 ... активный решетчатый электрод
10 ... стационарная шлюзовая камера
10А ... передвижная шлюзовая камера
15 ... шлюзовая-закалочная камера
17 ... устройство для перемещения
20 ... нагревательная камера низкого давления для науглероживания
30 ... нагревательная камера низкого давления для азотирования
33 ... внутренняя стенка нагревательной камеры низкого давления
34 ... теплоизоляция нагревательной камеры низкого давления
35 ... наружная стенка нагревательной камеры низкого давления
50 ... стационарная закалочная камера
50А ... передвижная закалочная камера
57 ... устройство для перемещения
70 ... передаточная камера (горизонтальная)
71 ... передаточная камера (вертикальная)
90 ... источник электрического энергоснабжения
11, 12, 21, 22, 31, 32, 51, 52, 230 ... вакуумный затвор или вакуумная дверца
90 ... источник электрического энергоснабжения
100 ... устройство для термохимического упрочнения
200 ... устройство для термохимического упрочнения
300 ... устройство для термохимического упрочнения
400 ... устройство для термохимического упрочнения
101 ... указывающие движение стрелки
107 ... указывающие движение стрелки
507 ... указывающие движение стрелки
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ, А ТАКЖЕ УПРОЧНЕННЫЕ В СООТВЕТСТВИИ С ЭТИМ СПОСОБОМ СТАЛЬНЫЕ ДЕТАЛИ | 2010 |
|
RU2548551C2 |
| УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ ДЕТАЛЕЙ | 1983 |
|
SU1104989A1 |
| Вакуумная электропечь непрерывного действия для термообработки | 1980 |
|
SU916932A1 |
| ВАКУУМНАЯ УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2008 |
|
RU2471015C2 |
| ЛИНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1989 |
|
RU2040753C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ЖАРОПРОЧНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2022 |
|
RU2790841C1 |
| Установка для вакуумной термической и химико-термической обработки изделий и материалов и способ вакуумной закалки металлических изделий | 2024 |
|
RU2827622C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ ИЗ ЖАРОПРОЧНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2023 |
|
RU2796338C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ, В ЧАСТНОСТИ, МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2004 |
|
RU2327746C2 |
| Устройство для транспортировки деталей на поддонах | 1986 |
|
SU1420330A1 |

Изобретение относится к способу и устройству для термохимического упрочнения деталей. Упомянутый способ включает по меньшей мере одну стадию науглероживания в углеродсодержащей газовой атмосфере с давлением менее 50 мбар, причем детали выдерживают при температуре от 900 до 1050°С, и по меньшей мере одну стадию азотирования в азотсодержащей газовой атмосфере с давлением менее 50 мбар, причем детали выдерживают при температурах от 800 до 1050°С, азотсодержащая газовая атмосфера содержит молекулярный азот (N2) в качестве донорного газа и возбуждается посредством разрядной плазмы. Временные интервалы между двумя следующими друг за другом технологическими стадиями составляют менее 15 мин, и детали на протяжении этих временных интервалов выдерживают в газовой атмосфере с давлением менее 300 мбар. Упомянутое устройство содержит от 2 до 10 нагревательных камер низкого давления, подключенный к ним источник газоснабжения для снабжения указанных нагревательных камер по меньшей мере одним газом для азотирования и для науглероживания, выбранным из группы, включающей N2, углеродсодержащие донорные газы, представляющие собой С2Н2, СО2 и СН4, и газы-носители, представляющие собой Н2 и аргон, передаточную камеру, с которой соединена каждая нагревательная камера низкого давления, и шлюзовую камеру и закалочную камеру, которые соединены с передаточной камерой, или бифункциональную шлюзовую-закалочную камеру, соединенную с передаточной камерой, или шлюзовую камеру и закалочную камеру, выполненные с возможностью передвижения и соединения с каждой нагревательной камерой низкого давления, или бифункциональную шлюзовую-закалочную камеру, выполненную с возможностью передвижения и соединения с каждой нагревательной камерой низкого давления. Обеспечивается точное регулирование профиля содержания углерода и азота в поверхностной зоне детали, высокая производительность и гибкая загрузка, а также снижение потребления энергии и воздействия на окружающую среду. 2 н. и 19 з.п. ф-лы, 6 ил.
1. Способ термохимического упрочнения деталей, включающий
- по меньшей мере одну стадию науглероживания в углеродсодержащей газовой атмосфере с давлением менее 50 мбар, причем детали выдерживают при температуре от 900 до 1050°С;
- при необходимости, по меньшей мере одну стадию диффузии в газовой атмосфере с давлением менее 100 мбар, содержащей по меньшей мере один газ, выбранный из N2, C2H2, CH4, CO2, H2 и аргона,
- при необходимости, стадию диффузии, которую проводят при высоком давлении в N2-атмосфере, с давлением от 0,9 до 2 бар, и
- по меньшей мере одну стадию азотирования в азотсодержащей газовой атмосфере с давлением менее 50 мбар, причем детали выдерживают при температурах от 800 до 1050°С, азотсодержащая газовая атмосфера содержит молекулярный азот (N2) в качестве донорного газа и возбуждается посредством разрядной плазмы;
причем временные интервалы между двумя следующими друг за другом технологическими стадиями составляют менее 15 мин, и детали на протяжении этих временных интервалов выдерживают в газовой атмосфере с давлением менее 300 мбар.
2. Способ по п.1, отличающийся тем, что упомянутые временные интервалы между следующими друг за другом технологическими стадиями составляют менее 10 мин, предпочтительно менее 5 мин и, в частности, менее 1 мин.
3. Способ по п.1, отличающийся тем, что детали в одном временном интервале между двумя следующими друг за другом технологическими стадиями выдерживают в газовой атмосфере с давлением менее 200 мбар, предпочтительно менее 100 мбар.
4. Способ по п.1, отличающийся тем, что температура деталей в одном временном интервале между двумя следующими друг за другом технологическими стадиями составляет выше 600°С, предпочтительно выше 700°С и, в частности, выше 800°С.
5. Способ по п.1, отличающийся тем, что разрядную плазму возбуждают, при необходимости при пульсирующем напряжении постоянного тока от 200 до 1000 В, величине постоянного тока от 10 до 200 А и при непрерывной мощности от 2 до 200 кВ⋅А.
6. Способ по п.1, отличающийся тем, что на по меньшей мере одной стадии азотирования азотсодержащую атмосферу возбуждают посредством разрядной плазмы пульсирующего постоянного тока, предпочтительно в сочетании с импульсами тока высокого напряжения.
7. Способ по п.1, отличающийся тем, что на по меньшей мере одной стадии азотирования разрядную плазму получают с помощью активного решетчатого электрода.
8. Способ по п.7, отличающийся тем, что детали выдерживают при отрицательном относительно активного решетчатого электрода электрическом потенциале, составляющем от 10 до 400 В, предпочтительно от 10 до 200 В.
9. Способ по п.1, отличающийся тем, что на по меньшей мере стадии азотирования используют разрядную имплантацию из импульсной плазмы.
10. Способ по п.1, отличающийся тем, что стадии азотирования проводят с выдержкой при температуре от 820 до 1000°С, предпочтительно от 920 до 980°С.
11. Способ по п.1, отличающийся тем, что стадии науглероживания проводят с выдержкой при температуре от 940 до 1050°С.
12. Способ по п.1, отличающийся тем, что стадии азотирования проводят в азотсодержащей газовой атмосфере, состоящей из N2 и, при необходимости, одного или нескольких газов-носителей, представляющих собой Н2 и аргон.
13. Способ по п.1, отличающийся тем, что стадии азотирования проводят в азотсодержащей газовой атмосфере, состоящей из N2 и по меньшей мере одного углеродсодержащего газа, представляющего собой СО2 или СН4, и, при необходимости, по меньшей мере одного газа-носителя, представляющего собой Н2 и аргон.
14. Способ по п.13, отличающийся тем, что содержание углеродсодержащего газа, в расчете на N2, составляет от 2 до 20 об.%, предпочтительно от 4 до 15 об.%, в частности от 4 до 10 об.%.
15. Способ по п.1, отличающийся тем, что стадии азотирования проводят при давлении азотсодержащей газовой атмосферы, составляющем менее 40 мбар, предпочтительно менее 30 мбар, в частности менее 20 мбар.
16. Способ по п.1, отличающийся тем, что стадии науглероживания проводят в углеродсодержащей газовой атмосфере, состоящей из по меньшей мере одного углеродсодержащего донорного газа, представляющего собой С2Н2, СО2 и СН4, при необходимости по меньшей мере одного газа-носителя, представляющего собой Н2 и аргон.
17. Способ по п.1, отличающийся тем, что на стадиях науглероживания давление углеродсодержащей газовой атмосферы составляет менее 40 мбар, предпочтительно менее 30 мбар, в частности менее 20 мбар.
18. Устройство для термохимического упрочнения деталей, содержащее
- «m» нагревательных камер низкого давления, где «m» = 2, 3, 4, 5, 6, 7, 8, 9, или 10,
- подключенный к нагревательным камерам низкого давления источник газоснабжения, выполненный для снабжения нагревательных камер низкого давления по меньшей мере одним газом для азотирования в по меньшей мере одной из упомянутых нагревательных камер и для науглероживания в по меньшей мере одной из упомянутых нагревательных камер, выбранным из группы, включающей N2, углеродсодержащие донорные газы, представляющие собой С2Н2, СО2 и СН4, и газы-носители, представляющие собой Н2 и аргон,
- передаточную камеру, с которой соединена каждая нагревательная камера низкого давления, и
- шлюзовую камеру и закалочную камеру, которые соединены с передаточной камерой, или
- бифункциональную шлюзовую-закалочную камеру, которая соединена с передаточной камерой, или
- шлюзовую камеру и закалочную камеру, которые выполнены с возможностью передвижения и соединения с каждой нагревательной камерой низкого давления, или
- бифункциональную шлюзовую-закалочную камеру, которая выполнена с возможностью передвижения и соединения с каждой нагревательной камерой низкого давления,
при этом по меньшей мере одна нагревательная камера низкого давления, соединенная с источником электрического энергоснабжения, отрегулирована с возможностью создания разрядной плазмы в азотсодержащей газовой атмосфере с N2 в качестве донорного газа при температуре свыше 800°С и давлении менее 100 мбар.
19. Устройство по п.18, отличающееся тем, что источник электрического энергоснабжения выполнен с возможностью действия разрядной плазмы с напряжением постоянного тока от 200 до 1000 В, величиной постоянного тока от 10 до 200 А и при непрерывной мощности от 2 до 200 кВ⋅А.
20. Устройство по п.18, отличающееся тем, что источник электрического энергоснабжения выполнен с возможностью работы при пульсирующем постоянном напряжении, предпочтительно в сочетании с импульсами тока высокого напряжения.
21. Устройство по п.18, отличающееся тем, что по меньшей мере одна нагревательная камера низкого давления оснащена активным решетчатым электродом.
| Устройство для контроля двухступенчатого дешифратора | 1985 |
|
SU1247875A1 |
| RU 2052535 C1, 20.01.1996 | |||
| EP 0735149 A1, 02.10.1996 | |||
| DE 10118244 C1, 22.08.2002. | |||

