Изобретение относится, с одной стороны, к правильной машине для правки удлиненных заготовок, имеющей правильные роликовые элементы; линию рольганга, образующую участок транспортировки; устройство в виде станины, которое удерживает правильные роликовые элементы относительно участка транспортировки и содержит половину станины на приводной стороне и половину станины на обслуживаемой стороне, выполненную с возможностью перемещения относительно половины станины на приводной стороне; устройство для замены правильных роликовых элементов и контур замены, вдоль которого обеспечено перемещение правильных роликовых элементов для их замены, причем перемещение правильных роликовых элементов возможно, с одной стороны, посредством половины станины на обслуживаемой стороне вдоль первого сегмента контура замены, проходящего в горизонтальной плоскости перемещения и, с другой стороны, посредством устройства для замены вдоль второго сегмента контура замены, проходящего в горизонтальной плоскости замены.
Также изобретение относится к способу замены правильных роликовых элементов правильной машины для правки удлиненной заготовки, транспортируемой вдоль участка транспортировки линии рольганга правильной машины, при котором правильные роликовые элементы перемещают посредством половины станины на обслуживаемой стороне устройства в виде станины, удерживающего правильные роликовые элементы относительно участка транспортировки, вдоль горизонтальной плоскости перемещения в боковом направлении, из линии рольганга или в линию рольганга, и причем правильные роликовые элементы для замены обеспечивают в положении передачи, находящемся сбоку от линии рольганга рядом с ней.
Правильные машины, в частности, указанные выше правильные машины для правки удлиненных заготовок или аналогичных элементов, достаточно хорошо известны из уровня техники. Такие правильные машины содержат инструменты, а именно правильные роликовые элементы, которые в виде комплектов помещены, или удерживаются, в устройстве в виде станины правильной машины. Это устройство станины содержит две половины станины - половину станины на приводной стороне, которая по существу неразъемным образом присоединена к приводу правильных роликовых элементов, и половину станины на обслуживаемой стороне, которая выполнена с возможностью перемещения относительно половиной станины на приводной стороне в радиальном, по отношению к линии рольганга правильной машины, направлении, для открывания устройства станины.
Посредством правильных роликовых элементов удлиненной заготовке придают направление, транспортируя ее в осевом направлении вдоль горизонтального участка транспортировки, или горизонтального участка правки линии рольганга правильной машины. Однако правильные роликовые элементы постепенно изнашиваются вследствие контакта с удлиненной заготовкой в процессе правки, и поэтому время от времени необходимо заменять их новыми правильными роликовыми элементами. Кроме того, замена правильных роликовых элементов нужна при смене продукта, если требуется править удлиненную заготовку другого типа.
Для замены правильных роликовых элементов устройство станины открывают, перемещая половину станины на обслуживаемой стороне относительно половины станины на приводной стороне в радиальном направлении в сторону, к обслуживаемой стороне.
При этом правильные роликовые элементы посредством половины станины на обслуживаемой стороне перемещают в сторону вдоль горизонтальной плоскости правки, по существу в направлении горизонтальной плоскости перемещения участка правки линии рольганга.
После этого правильные роликовые элементы захватывают зажимом манипулятора механизма замены правильной машины, поднимают из горизонтальной плоскости перемещения вверх, в горизонтальную плоскость замены, находящуюся на большей вертикальной высоте, чем горизонтальная плоскость правки или, соответственно, горизонтальная плоскость перемещения, и таким образом удаляют ее из половины станины на обслуживаемой стороне, а также отводят в горизонтальной плоскости замены в сторону над половиной станины на обслуживаемой стороне в направлении обслуживаемой стороны. Затем новые правильные роликовые элементы вставляют в устройство станины в обратном направлении, и правильная машина может начинать свою работу с новыми правильными роликовыми элементами.
Хотя замена правильных роликовых элементов у правильных машин, в частности, посредством известных механизмов замены, производится без проблем, однако опыт показывает, что процедура замены при помощи этих механизм замены сопряжена с существенными затратами.
В частности, недостатком является большая разница по вертикальной высоте между собственно горизонтальной плоскостью правки, или горизонтальной плоскостью перемещения, и расположенной значительно выше горизонтальной плоскости замены, поскольку в результате этим задается контур (траектория) замены, проходящий очень высоко в направлении вверх и в сторону через половину станины на обслуживаемой стороне. Поэтому контур замены, который охватывает очень обширное пространство, невыгоден, так что соответствующие правильные машины в большинстве случаев могут находить применение только в относительно высоких помещениях или зданиях. В основе изобретения лежит задача усовершенствовать обычные правильные машины для обеспечения возможности по меньшей мере преодолеть вышеуказанные недостатки.
Задача изобретения решена правильной машиной для правки удлиненных заготовок, имеющей правильные роликовые элементы, линию рольганга, образующую участок транспортировки, устройство в виде станины, которое удерживает правильные роликовые элементы относительно участка транспортировки и содержит половину станины на приводной стороне и половину станины на обслуживаемой стороне, выполненную с возможностью перемещения относительно половины станины на приводной стороне, устройство для замены правильных роликовых элементов и контур замены, вдоль которого обеспечено перемещение правильных роликовых элементов для их замены, причем обеспечена возможность перемещения правильных роликовых элементов, с одной стороны, посредством половины станины на обслуживаемой стороне вдоль первого сегмента контура замены, проходящего в горизонтальной плоскости перемещения, и, с другой стороны, посредством устройства для замены вдоль второго сегмента контура замены, проходящего в горизонтальной плоскости замены, причем правильная машина отличается тем, что горизонтальная плоскость замены расположена в пределах физической вертикальной протяженности половины станины на обслуживаемой стороне.
Вследствие того, что горизонтальная плоскость замены расположена в пределах физической вертикальной протяженности половины станины на обслуживаемой стороне, конструкция устройства для замены, в частности, значительно более компактна, чем ранее.
Другими словами, горизонтальная плоскость замены находится в области вертикальной протяженности половины станины на обслуживаемой стороне.
В этом смысле половина станины на обслуживаемой стороне физически проходит сквозь горизонтальную плоскость замены.
Здесь следует упомянуть, что горизонтальная плоскость перемещения и горизонтальная плоскость замены не обязательно должны иметь одну и ту же координату высоты относительно вертикальной высоты.
В результате этого, в частности, для второго сегмента контура замены достигают того, что он больше не проходит, как ранее, над половиной станины на обслуживаемой стороне, так что конструкция устройства для замены имеет значительно меньшую монтажную высоту, чем это обычно было ранее.
В результате этого имеется возможность устанавливать правильную машину даже в более низких помещениях, высота которых делала их непригодными для устройств для замены с механизмами замены обычной конструкции.
Понятие "контур замены" в контексте изобретения описывает путь между рабочим положением правильных роликовых элементов, находящимся на линии рольганга, и положением их подачи, находящимся вне устройства станины.
При этом первый сегмент контура замены расположен между указанным рабочим положением и положением передачи, находящимся в пределах устройства станины, но вне линии рольганга.
Второй же сегмент контура замены, напротив, расположен между этим положением передачи и положением подачи, которое находится вне правильной машины.
Подразумевается, что обмениваемые правильные роликовые элементы могут быть выполнены по-разному. Как правило, правильный роликовый элемент предпочтительно состоит из правильных роликов, относящейся к ним монтажной втулки и прочих прилагаемых элементов.
Это означает, что правильные ролики предварительно смонтированы, или установлены, на монтажных втулках. При этом правильные ролики представляют собой собственно инструменты правильной машины, которые взаимодействуют с удлиненными заготовками или аналогичными деталями.
Понятия "плоскость перемещения" и "плоскость замены" в контексте изобретения описывают горизонтальные уровни, которые проходят по существу горизонтально.
Понятие "вертикальная протяженность" в данном случае описывает физическую монтажную высоту устройства станины, в частности, половины станины на обслуживаемой стороне устройства станины, проходящую по существу перпендикулярно горизонтальной плоскости.
Чтобы контур замены проходил как можно более плоско по отношению к горизонтали, контур замены предпочтительно полностью расположен в пределах вертикальной протяженности половины станины на обслуживаемой стороне.
Другими словами, это означает, что горизонтальная плоскость замены не находится выше половины станины на обслуживаемой стороне.
В этой связи целесообразно расположение данной горизонтальной плоскости замены по существу на той же самой вертикальной высоте, что и горизонтальная плоскость перемещения, на которой находится, например, горизонтальный участок транспортировки линии рольганга, или горизонтальная плоскость правки.
В этом отношении предпочтительно расположение горизонтальной плоскости перемещения и горизонтальной плоскости замены на одной и той же вертикальной высоте.
Подразумевается, что возможно также расположение горизонтальной плоскости перемещения и горизонтальной плоскости замены со смещением, до некоторых пределов, по отношению друг к другу в вертикальном направлении. В качестве допускаемой меры для этого может быть указано расположение горизонтальной плоскости перемещения и горизонтальной плоскости замены друг от друга на таком расстоянии по вертикали, которое составляет величину, меньшую, чем диаметр одного из правильных роликовых элементов. Как правило, при этом расстояние по вертикали составляет в этом случае, например, меньше чем 100 мм.
Кроме того, устройство для замены предпочтительно содержит стойки для замены, посредством которых обеспечена подача правильных роликовых элементов в виде комплекта роликов вдоль горизонтальной плоскости замены в устройстве станины. Посредством этих стоек для замены возможна предпочтительная замена правильных роликовых элементов в компактной форме, по существу в горизонтальном направлении.
Понятие "стойка для замены" в контексте изобретения описывает какое-либо устройство, на которое могут укладываться с целью транспортировки один или предпочтительно несколько, в виде комплекта роликов, правильных роликовых элементов. Часто такие стойки для замены в сочетании с правильными машинами обозначают также термином "кассеты".
Предпочтительный вариант исполнения предусматривает, что устройство для замены содержит по меньшей мере один механизм продольной подачи с продольным опорным участком, проходящим параллельно участку транспортировки правильной машины, причем механизм продольной подачи по меньшей мере частично расположен между половиной станины на приводной стороне и половиной станины на обслуживаемой стороне. В результате этого обеспечивается прохождение механизма продольной подачи, по меньшей мере в области устройства станины, преимущественно в направлении участка транспортировки.
В результате этого возможно, в частности, исключительно простое взаимодействие стоек для замены, относящихся к устройству для замены, с устройством станины, так как это позволяет конструктивно очень простым образом передавать правильные роликовые элементы с половины станины на обслуживаемой стороне на соответствующую стойку для замены, или наоборот.
Под указанным механизмом продольной подачи в этом отношении подразумевается механизм продольной подачи стоек для замены, или продольной подачи правильных роликовых элементов, или комплектов роликов.
Выражение "механизм продольной подачи" в контексте изобретения обозначает устройство, в котором основное направление транспортировки предпочтительно проходит по существу параллельно участку транспортировки линии рольганга.
Передачу правильных роликов между стойкой для замены и половиной станины на обслуживаемой стороне можно конструктивно упростить еще больше, если продольный опорный участок находится на такой же или на приблизительно такой же вертикальной высоте, что и горизонтальная плоскость замены.
В данном случае допустимы незначительные различия по вертикальной высоте, чтобы считать издержки производства в отношении устройства для замены незначительными, так что продольный опорный участок предпочтительно находится приблизительно на той же самой вертикальной высоте, что и горизонтальная плоскость замены. Например, без проблем возможна разность вертикальных высот, составляющая примерно 100 мм или меньше.
Подразумевается, что продольный опорный участок должен до вхождения в устройство станины проходить только с единственной стороны для того, чтобы расположить соответствующую стойку для замены в положении передачи между половиной станины на приводной стороне и половиной станины на обслуживаемой стороне.
Особенно целесообразно расположение продольного опорного участка, проходящего сквозь устройство станины, так как в результате этого механизм продольной подачи может располагаться с двух сторон от устройства станины.
В этом отношении предпочтительно присоединение продольного опорного участка к устройству станины с обеих сторон.
В результате этого, во-первых, возможно, например, выполнение на стороне вхождения такого продольного опорного участка, посредством которого стойка для замены, оснащенная новыми правильными роликовыми элементами, имеет возможность входить горизонтально в область между половиной станины на приводной стороне и половиной станины на обслуживаемой стороне. Во-вторых, возможен также продольный опорный участок на стороне выхода, посредством которого стойка для замены, загруженная отработавшими правильными роликовыми элементами, может выводиться по горизонтали из устройства станины.
Альтернативный вариант исполнения предусматривает, что устройство для замены содержит механизм поперечной подачи с поперечным участком транспортировки, посредством которого обеспечена доставка правильных роликовых элементов к механизму продольной подачи устройства для замены. В результате этого возможно обслуживание устройства станины со стойками для замены, производимое только с одной стороны, вследствие чего соответствующим образом выполненное устройство имеет еще более компактную конструкцию, в частности, в направлении длины.
Механизм поперечной подачи предпочтительно имеет кинематическую связь с устройством станины посредством механизма продольной подачи, так что возможна беспрепятственная передача стоек для замены между механизмом поперечной подачи и устройством станины.
Если поперечный опорный участок находится на уровне горизонтальной плоскости замены, то контур замены, который в области механизма поперечной подачи дополнительно расширен в поперечном направлении к линии рольганга правильной машины, может и далее быть выполнен плоским.
В этом отношении продольный опорный участок и поперечный опорный участок предпочтительно проходят вдоль одной горизонтальной плоскости, а именно предпочтительно вдоль горизонтальной плоскости замены. В результате этого возможно перемещение стоек для замены преимущественно вдоль горизонтальной плоскости, что позволяет полностью избежать приподнимания правильных роликовых элементов по высоте на уровень над устройством станины.
В другом варианте исполнения предусмотрено, что устройство станины, в частности, половина станины на обслуживаемой стороне, имеет приемное устройство, принимающее стойку для замены, так что обеспечена возможность помещения стойки для замены вдоль первого сегмента контура замены в плоскости перемещения в стороне от линии рольганга. Это позволяет предоставлять стойку для замены, по меньшей мере в этом отношении, уже без механизма продольной подачи, так что возможно более быстрое укладывание отработавших правильных роликовых элементов с половины станины на обслуживаемой стороне на стойку для замены.
Приемное устройство встраивается в правильную машину особенно компактным образом, если приемное устройство выполнено с возможностью его размещения в линии рольганга ниже участка транспортировки.
Задача изобретения решена также способом замены правильных роликовых элементов правильной машины для правки удлиненной заготовки, транспортируемой вдоль участка транспортировки линии рольганга правильной машины, при котором правильные роликовые элементы перемещают посредством половины станины на обслуживаемой стороне устройства в виде станины, удерживающего правильные роликовые элементы относительно участка транспортировки, вдоль горизонтальной плоскости перемещения в боковом направлении, из линии рольганга или в линию рольганга, причем правильные роликовые элементы для замены обеспечивают в положении передачи, находящемся сбоку от линии рольганга рядом с ней, причем способ отличается, в частности, тем, что в указанном положении передачи правильные роликовые элементы передают с половины станины на обслуживаемой стороне на стойку для замены или в обратном направлении, причем стойку для замены перемещают в положение передачи или из положения передачи вдоль горизонтальной плоскости замены.
Вследствие того, что стойку для замены перемещают в положение передачи или из положения передачи вдоль горизонтальной плоскости замены, осуществление настоящего способа возможно при значительно меньшей вертикальной протяженности, чем оно было возможно до сих пор, благодаря чему существенно повышается разнообразие потенциальных мест применения, в которых возможна установка и эксплуатация правильной машины.
В особенно предпочтительном варианте стойку для замены перемещают вдоль горизонтальной плоскости замены в область между половиной станины на обслуживаемой стороне и половиной станины на приводной стороне, противолежащей половине станины на обслуживаемой стороне устройства станины. Благодаря этому возможно особенно простое в конструктивном отношении перемещение соответствующей стойки для замены по горизонтали до введения в правильную машину или при выведении из правильной машины.
Особенно целесообразно перемещение стойки для замены в положение передачи или из положения передачи соосно с направлением участка транспортировки, так как в результате этого возможно также перемещение стойки для замены параллельно продольному направлению устройства станины.
Если правильные роликовые элементы заменяют в положении передачи комплектами посредством стойки для замены в виде комплекта роликов, то возможна особенно быстрая замена правильных роликов.
Особенно предпочтительный вариант способа предусматривает, что стойки для замены при открытом устройстве станины перемещают в область между половиной станины на приводной стороне и половиной станины на обслуживаемой стороне, затем стойку для замены посредством половины станины на обслуживаемой стороне перемещают в линию рольганга и помещают под участком транспортировки во время осуществления правки удлиненной заготовки посредством правильной машины.
Во время технологического процесса стойка для замены остается в правильной машине между обеими половинами станины, а при замене правильных роликов ее вместе с стороной станины на обслуживаемой стороне смещают из линии рольганга и затем перемещают из правильной машины параллельно направлению подачи правильной машины вместе с отработавшими правильными роликовыми элементами. После этого уже подготовленную стойку для замены с новыми правильными роликовыми элементами вводят в правильную машину и перемещают вместе со стороной станины на обслуживаемой стороне в линию рольганга, где стойка для замены снова остается во время производства. В результате этого возможно особенно быстрое обеспечение стойки для замены в правильной машине, для размещения отработавших правильных роликовых элементов. В этой связи особенно предпочтительно укладывание правильных роликовых элементов на стойку для замены уже тогда, когда стойку для замены вместе с половиной станины на обслуживаемой стороне перемещают в сторону от линии рольганга. Это позволяет значительно упростить конструкцию правильной машины. Кроме того, достигается дополнительная экономия времени, благодаря чему правильную машину быстрее подготавливают к повторному применению.
Подразумевается, что применительно к этому варианту способа также возможно присоединение устройства станины к механизму продольной подачи с двух сторон или только с одной стороны.
Предполагаемые конкретные варианты, которые возможны согласно изобретению, могли бы выглядеть, как указано ниже:
Относительно первого варианта концепции замены с перемещаемыми стойками для замены, на ходовых рельсах рельсового участка механизма продольной подачи стоят наготове, с одной стороны, соответствующим образом подготовленная стойка для замены с новыми правильными роликовыми элементами, или с монтажными втулками/правильными роликами, а также, с другой стороны, пустая стойка для замены, предназначенная для приема правильных роликовых элементов, пока еще находящихся в употреблении, параллельно линии рольганга правильной машины в области вхождения, то есть на стороне впуска, и в области выхода, то есть на стороне выпуска, правильной машины, или ее устройства станины. Половина станины на обслуживаемой стороне устройства станины выезжает в радиальном направлении до тех пор, пока правильные роликовые элементы не будут находиться на одной линии с подготовленными стойками для замены. Теперь пустая стойка для замены, с воздушным зазором достаточно большого размера между нижними направляющими стержнями и транспортными кольцами нижних монтажных втулок правильных роликовых элементов, въезжает в открытое устройство станины правильной машины. Дополнительные вспомогательные элементы для установки в устройстве станины в области вхождения или в области выхода позволяют, в частности, направлять верхние направляющие стержни на верхнюю опору транспортных колец нижних монтажных втулок. При этом расстояние от верхних направляющих стержней до нижних опор в незаполненном состоянии стойки для замены приблизительно соответствует расстоянию от верхних до нижних опорных поверхностей с учетом воздушного зазора (свободного хода) стойки для замены. После вхождения стойки для замены в устройство станины возможно удаление вспомогательных элементов для установки, например, вручную. Теперь имеется возможность приподнять стойку для замены над ходовыми рельсами. Верхние направляющие стержни предпочтительно остаются лежать на верхней стороне транспортных колец нижних монтажных втулок. Сейчас еще возможно опускание монтажных элементов с верхними монтажными втулками, до тех пор, пока верхние транспортные кольца не лягут на верхние направляющие стержни. Механизм захвата крепежных элементов, удерживающих монтажные втулки на половине станины на обслуживаемой стороне, может быть разъединен (расцеплен), и половина станины на обслуживаемой стороне поднимается дальше вверх до тех пор, пока центрирующее устройство для направляющих валиков не выведено полностью из монтажной втулки. Затем стойку для замены снова опускают вплоть до ходовых рельсов. Стойка для замены, нагруженная отработавшими правильными роликовыми элементами, теперь выезжает из открытого устройства станины правильной машины назад, вплоть до своего исходного положения. Затем подготовленная стойка для замены с новыми правильными роликовыми элементами въезжает в устройство станины правильной машины, которое все еще открыто. Стойку для замены приподнимают. Половина станины на обслуживаемой стороне продолжает подъезжать до тех пор, пока направляющие валики не установятся в центрованном положении в новых монтажных втулках новых правильных роликовых элементов. Механизм захвата захватывает монтажные втулки и притягивает их к половине станины на обслуживаемой стороне. Опустевшую стойку для замены опускают вплоть до ходовых рельсов. Верхние монтажные элементы приподнимают, так что контакт между транспортными кольцами верхних монтажных втулок и верхними направляющими стержнями разрывается. Направляющие стержни лежат только лишь на нижних транспортных кольцах. Теперь пустая стойка для замены может возвращаться обратно из открытого устройства станины в свое первоначальное исходное положение. Теперь устройство станины снова полностью закрывается, когда половина станины на обслуживаемой стороне подъезжает к половине станины на приводной стороне. Механизм захвата для удержания монтажных втулок относительно половины станины на обслуживаемой стороне снова разъединяется. Таким образом, правильная машина снова готова к эксплуатации.
При этом первом варианте допустимы две возможности осуществления.
В зависимости от имеющегося монтажного пространства возможно расположение в области вхождения и выхода правильной машины пустой стойки для замены, предназначенной для приема заменяемых правильных роликовых элементов, и стойки, уже подготовленной к монтажу новых правильных роликовых элементов, которые в этом случае только въезжают в открытое устройство станины правильной машины и снова выезжают из него наружу на одном и том же продольном опорном участке, в противоположных направлениях параллельно линии рольганга.
В альтернативном варианте также допускается, что стойки для замены въезжают в открытое устройство станины правильной машины только с одной стороны, то есть либо из области вхождения, либо из области выхода, а затем их еще дополнительно перемещают на общей для них опорной конструкции, или платформе в поперечном направлении к линии рольганга, чтобы позиционировать необходимую стойку для замены соответствующим образом.
Имеется еще один, отличающийся от этого первого варианта, вариант с альтернативной концепцией замены, со стационарно, по меньшей мере временно, неподвижной стойкой для замены, с возможностью оставлять стойку для замены во время технологического процесса в пределах устройства станины, то есть внутри правильной машины ниже правильных роликовых элементов. Тогда при замене правильных роликов эти правильные роликовые элементы соскальзывают вниз уже на стойку для замены, когда половина станины на обслуживаемой стороне поднимается вверх. При этом стойку для замены вместе с половиной станины на обслуживаемой стороне перемещают в поперечном направлении (сочленение, например, посредством захватов) и затем, аналогично описанному выше первому варианту, выводят из открытого устройства станины правильной машины параллельно линии рольганга. Таким образом, по сравнению с первым вариантом, закрепление монтажной втулки в половине станины на обслуживаемой стороне не обязательно, благодаря чему конструкция упрощается.
Дальнейшие признаки, воздействия и преимущества настоящего изобретения разъясняются посредством прилагаемого чертежа и нижеследующего описания, в которых в качестве примера изображена и описана правильная машина, имеющая горизонтальную плоскость замены, которая находится в пределах вертикальной протяженности половины станины на обслуживаемой стороне устройства станины.
При этом компоненты, которые на отдельных фигурах по меньшей мере по существу совпадают по своим функциям, могут быть снабжены одними и теми же обозначениями, причем компоненты не обязательно пронумерованы и разъяснены на всех фигурах.
На чертежах показаны:
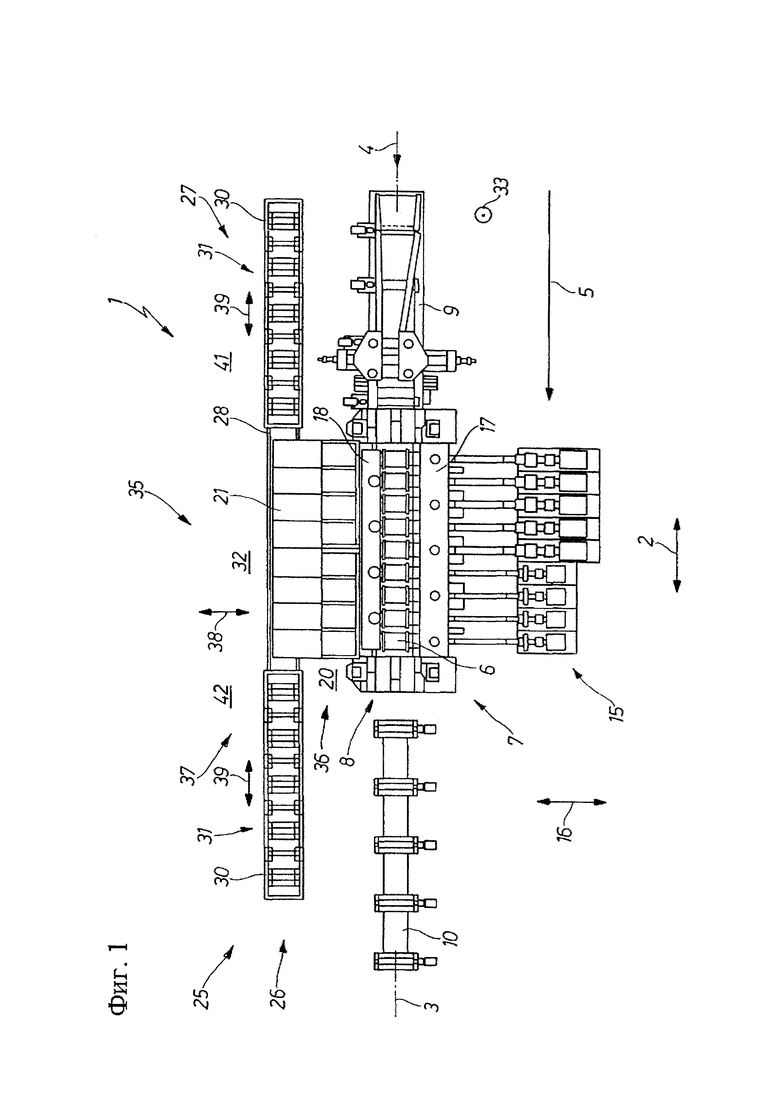
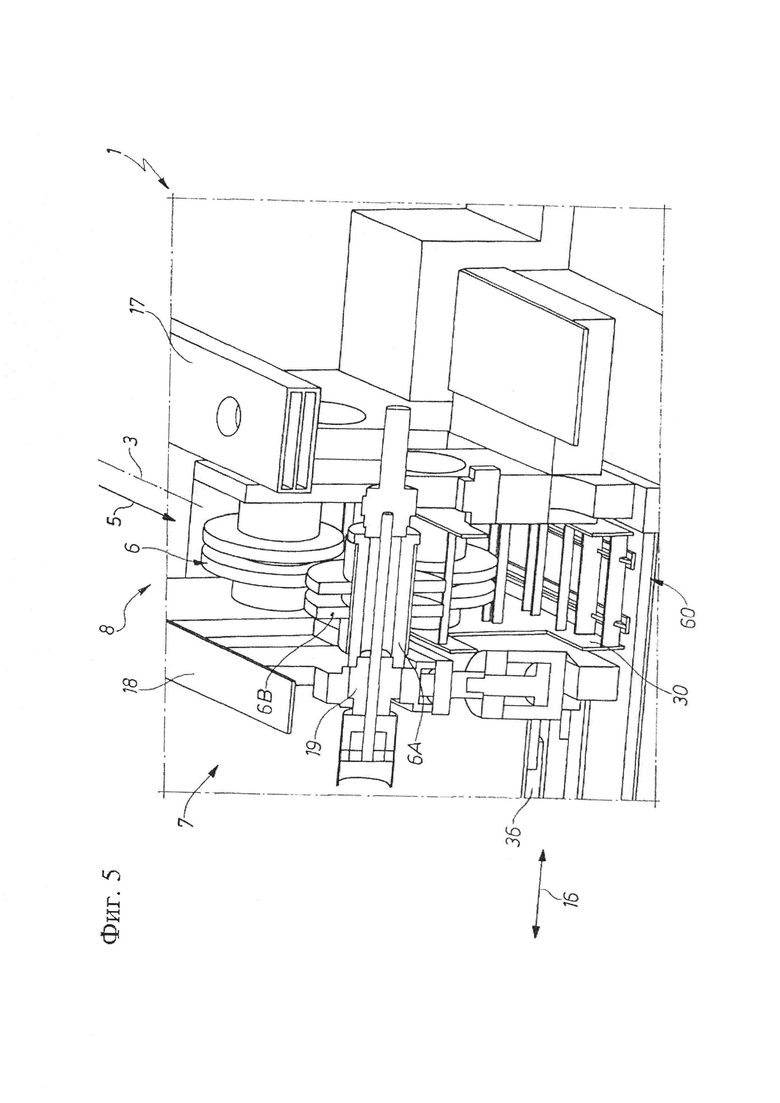
фигура 1 - схематичный вид сверху первой правильной машины, в которой устройство для замены правильных роликовых элементов имеет механизм продольной подачи с продольным опорным участком или, соответственно, участком продольной транспортировки, проходящим параллельно участку транспортировки правильной машины и доходящим до устройства станины, служащего для удержания правильных роликовых элементов;
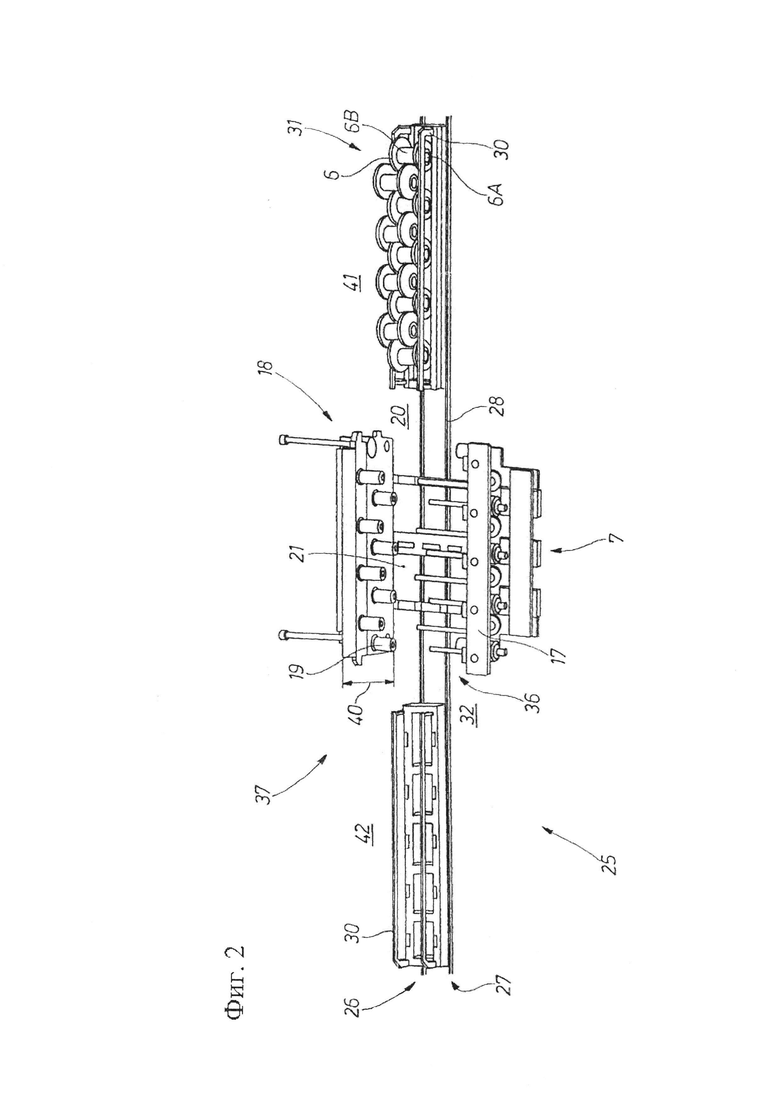
фигура 2 - схематичное аксонометрическое изображение устройства для замены в области устройства станины правильной машины с фигуры 1;
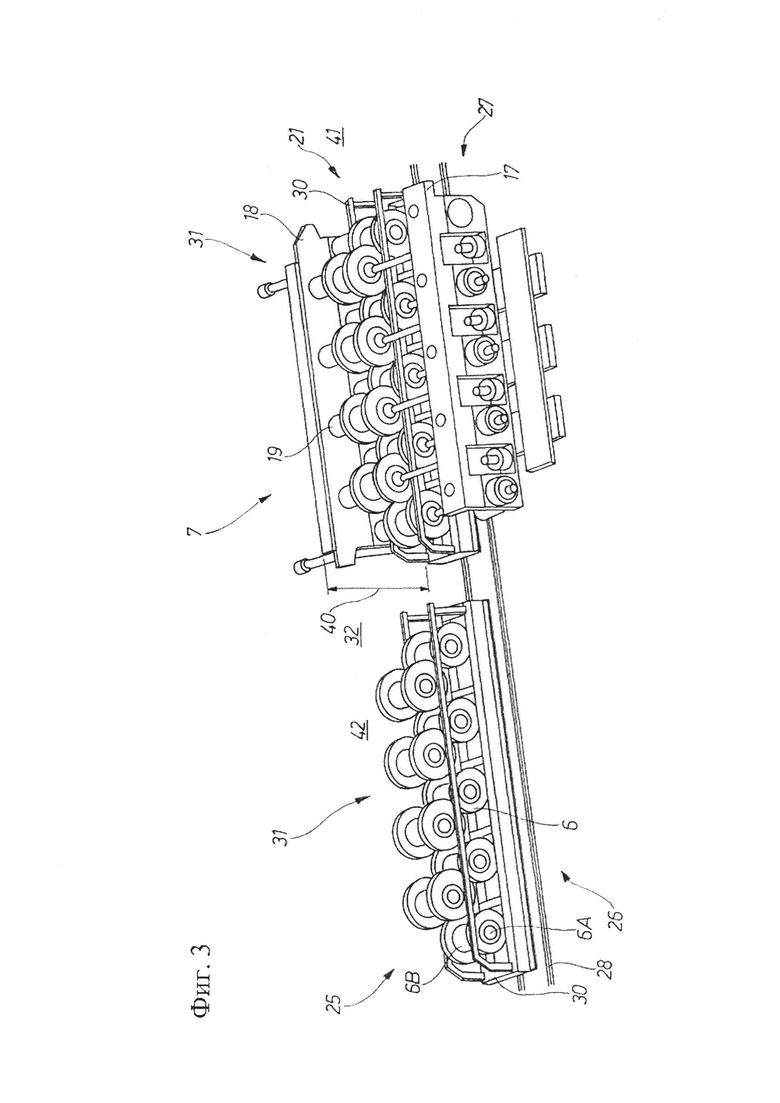
фигура 3 - еще одно схематичное аксонометрическое изображение устройства для замены, показанного на фигуре 2, с комплектом отработавших правильных роликовых элементов и со следующим комплектом новых правильных роликовых элементов;
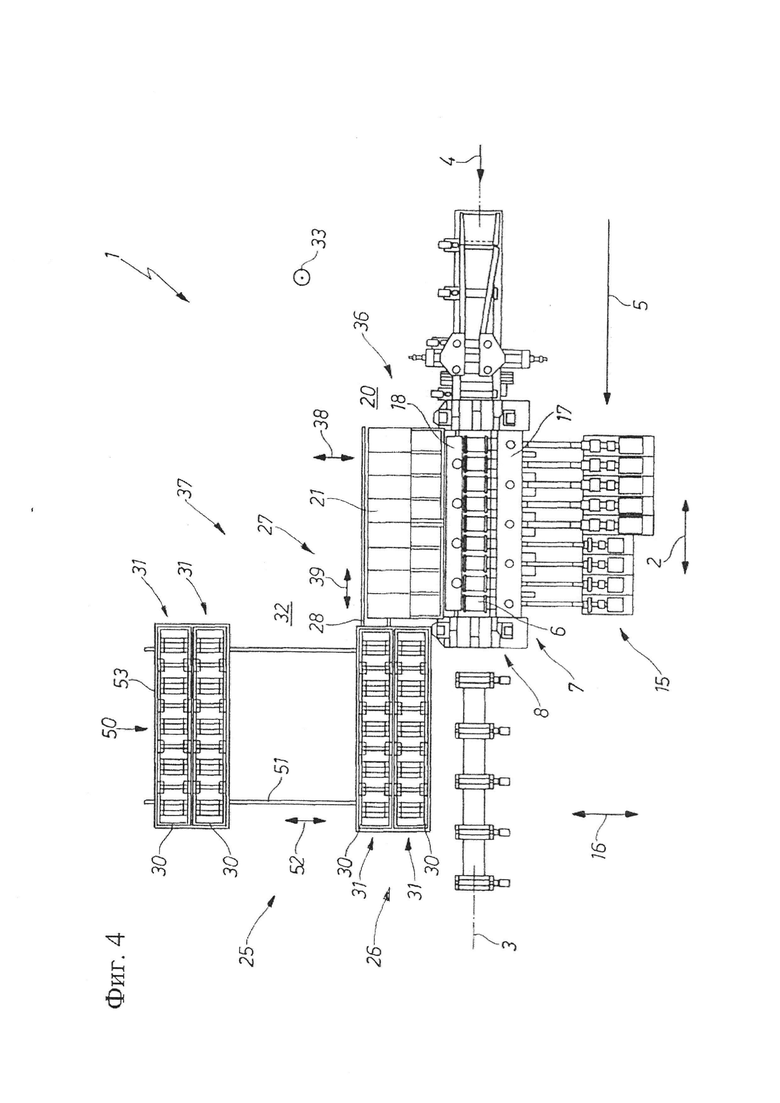
фигура 4 - еще один схематичный вид сверху правильной машины с фигуры 1, с альтернативным устройством для замены, имеющим механизм продольной подачи, а также дополнительный механизм поперечной подачи; и
фигура 5 - схематичный вид с частичным вырезом правильной машины с фигур 1 или 4, модифицированной таким образом, что по меньшей мере одна стойка для замены неподвижно установлена ниже участка транспортировки линии рольганга правильной машины.
Правильная машина 1, показанная на фигуре 1 в качестве первого варианта осуществления, служит для правки удлиненной заготовки (не показана), например, длинных профилированных деталей, несущих элементов, например, рельсов для высокоскоростных железных дорог, и т.п. В частности, под правильной машиной 1, показанной на фигуре 1, подразумевается конкретно горизонтальная роликовая правильная машина (отдельно не обозначена) типа CRS® (Compact Roller Straightener).
Правильная машина 1 содержит проходящую в направлении 2 продольной протяженности правильной машины 1 линию 3 рольганга, образующую участок 4 транспортировки правильной машины 1, вдоль которого сквозь правильную машину 1 транспортируют согласно осевому направлению 5 подачи удлиненную заготовку.
Правильная машина 1 содержит множество правильных роликовых элементов 6 (пронумерованы только в качестве примера).
Указанные правильные роликовые элементы 6 удерживаются по существу известным способом в устройстве 7 в виде станины правильной машины 1 в рабочем положении 8 на линии 3 рольганга таким образом, что удлиненная заготовка при прохождении через правильную машину 1 подвергается правке желаемым образом.
Правильные роликовые элементы 6 состоят, по меньшей мере в этом варианте осуществления, из приемных втулок 6А и собственно правильных роликов 6B (см. только фигуры 2 и 3), причем правильные ролики 6B вступают во взаимодействие непосредственно с удлиненной заготовкой и поэтому подвергаются износу. В этом отношении существует необходимость заменять эти правильные роликовые элементы 6 в правильной машине 1 в зависимости от их износа. Замена правильных роликовых элементов 6 может происходить по мере накопления износа или, в альтернативном случае, также в зависимости от типа удлиненной заготовки, подвергаемой правке, например, если необходимо переоборудовать правильную машину 1 для обработки другой удлиненной заготовки.
Таким образом, линия 3 рольганга определяется, с одной стороны, правильными роликовыми элементами 6, последовательно расположенными в устройстве 7 станины и удерживаемыми там, и, с другой стороны, входным рольгангом 9, который расположен - при рассмотрении в осевом направлении 5 подачи - перед устройством 7 станины, а также выходным рольгангом 10, который помещен - при рассмотрении в осевом направлении 5 подачи - за устройством 7 станины.
Кроме того, правильная машина 1 содержит привод 15 для приведения в движение отдельных правильных роликовых элементов 6, расположенный на расстоянии от устройства 7 станины в радиальном направлении, то есть в направлении 16, и, таким образом, находится рядом с устройством 7 станины сбоку от него.
Поскольку привод 15, присоединенный к отдельным правильным роликовым элементам, достаточно хорошо известен из уровня техники, его дальнейшее описание опускается.
Устройство 7 в виде станины имеет половину 17 станины на приводной стороне и половину 18 станины на обслуживаемой стороне.
При этом половина 17 станины на приводной стороне расположена по существу неподвижно по отношению к линии 3 рольганга.
Половина 18 станины на обслуживаемой стороне, напротив, расположена с возможностью ее перемещения в радиальном направлении относительно линии 3 рольганга и тем самым также относительно половины 17 станины на приводной стороне, так что возможно открывание устройства 7 станины в радиальном направлении 16, то есть в направлении, поперечном относительно участка 5 транспортировки, чтобы обеспечить более благоприятную возможность замены правильных роликовых элементов 6 (ср. фигуры 2 и 3).
В этом отношении правильные роликовые элементы 6, удерживаемые или опираемые в половине 18 станины на обслуживаемой стороне на крепежных элементах 19 (пронумерованы только в качестве примера, см. фигуры 2 и 3), выполнены с возможностью их перемещения посредством этой половины 18 станины на обслуживаемой стороне вдоль горизонтальной плоскости 20 перемещения в радиальном направлении из линии 3 рольганга к участку 4 транспортировки и помещения в положение 21 передачи, находящееся в радиальном направлении рядом с линией 3 рольганга.
Кроме того, правильная машина 3 содержит устройство 25 для замены правильных роликовых элементов 6.
Это устройство 25 для замены имеет по меньшей мере один механизм 26 продольной подачи, который в этом варианте осуществления проходит точно параллельно участку 4 транспортировки правильной машины 1.
Указанный механизм 26 продольной подачи имеет продольный опорный участок 27, проходящий параллельно участку 4 транспортировки правильной машины 1, который проходит сквозь устройства 7 станины, по меньшей мере при открытом устройстве 7 станины (ср. фигуры 2 и 3). Для этого механизм 26 продольной подачи по меньшей мере частично расположен между половиной 17 станины на приводной стороне и половиной 18 станины на обслуживаемой стороне, по меньшей мере в то время, когда устройство 7 станины соответствующим образом открыто, так что возможно осуществление замены правильных роликовых элементов 6 в соответствии с изобретением.
Продольный опорный участок 27 в этом варианте осуществления выполнен в виде рельсового участка 28.
Далее, правильная машина 1 содержит стойки 30 для замены, на которых укладывают правильные роликовые элементы 6 в виде комплектов 31 роликов (пронумеровано только в качестве примера).
Посредством механизма 26 продольной подачи возможно предпочтительное размещение указанных стоек 30 для замены вдоль горизонтальной плоскости 32 замены между половиной 17 станины на приводной стороне и половиной 18 станины на обслуживаемой стороне параллельно участку 4 транспортировки или линии 3 рольганга.
Согласование между устройством 7 станины и стойками 30 для замены осуществляется конструктивно легко благодаря тому, что проходящая горизонтально плоскость 20 перемещения и проходящая горизонтально плоскость 32 замены находятся по существу на одной и той же вертикальной высоте 33, причем вертикальная высота 33 измерена перпендикулярно плоскости чертежа согласно изображению с фигуры 1.
Для этого настоящая правильная машина 1 отличается наличием контура 35 замены, который имеет проходящий в горизонтальной плоскости 20 перемещения первый сегмент 36, и по меньшей мере один следующий сегмент 37, проходящий в горизонтальной плоскости 32 замены.
При этом первый сегмент 36 контура 35 замены проходит между рабочим положением 8 правильной машины 1 и положением 21 передачи правильной машины 1 и выполнен в виде радиального пути 38 перемещения половины 18 станины на обслуживаемой стороне. При этом следующий сегмент 37 контура 35 замены проходит между положением 21 передачи правильной машины 1 и другим положением предоставления (здесь не показано) вне правильной машины 1 и выполнен в виде другого, осевого пути 39 перемещения устройства 25 для замены или, соответственно, его механизма 26 продольной подачи. При этом контур 35 замены, точнее говоря, по меньшей мере оба сегмента 36 и 37 указанного контура 35 замены, проходит вдоль горизонтальной плоскости (отдельно не пронумерована), предпочтительно вдоль горизонтальной плоскости 32 замены, которые обе приблизительно совпадают с плоскостью чертежа.
На основе этого, проходящего плоско по горизонтали, контура 35 замены устройство 25 для замены - в противоположность известным механизмам замены (не показано) обычных правильных машин - имеет исключительно плоскую конструкцию, так что оборудованные им правильные машины 1 могут быть установлены даже в низких производственных зданиях.
Устройство 25 для замены при этом может иметь достаточно плоское исполнение, если горизонтальная плоскость 32 замены проходит в пределах вертикальной протяженности 40 половины 18 станины на обслуживаемой стороне, так как в результате этого возможно перемещение правильных роликовых элементов 6 через устройство 7 станины, в частности, параллельно участку 4 транспортировки правильной машины 1.
Как видно, в частности, из фигур 2 и 3, продольный опорный участок 27 полностью проходит насквозь через открытое устройство 7 станины и между половиной 17 станины на приводной стороне и половиной 18 станины на обслуживаемой стороне, так что продольный опорный участок 27 расположен с обеих сторон устройства 7 станины.
Согласно изображению на фигуре 2, на стороне 41 входа относительно положения 21 передачи, в осевом направлении перед устройством 7 станины, помещена стойка 30 для замены с новым комплектом 31 роликов, которая может въезжать между половиной 17 станины на приводной стороне и половиной 18 станины на обслуживаемой стороне параллельно участку 4 транспортировки. Со стороны выхода 42 относительно положения 21 передачи, в осевом направлении за устройством 7 станины, в качестве примера, показана неподвижная пустая стойка 30 для замены, посредством которой возможно, например, выведение использованного комплекта 31 отработавших правильных роликовых элементов 6 из устройства 7 станины. Согласно изображению с фигуры 3 стойка 30 для замены с новым комплектом 31 роликов, состоящим из правильных роликовых элементов 6, расположена между половиной 17 станины на приводной стороне и половиной 18 станины на обслуживаемой стороне. Таким образом, свежий комплект 31 роликов расположен в положении 21 передачи, которое может быть использовано для правильной машины 1. Со стороны 42 выхода от этого положения 21 передачи показана в качестве примера еще находящаяся там стойка 30 для замены с использованным комплектом 31 отработавших правильных роликовых элементов 6.
При этом первом возможном варианте осуществления стойки 30 для замены вводят в правильную машину 1 только во время замены правильных роликов, причем рядом со входом и с выходом, 9 или 10, рольганга правильной машины 1 перемещают параллельно осевому направлению 5 подачи по одной стойке 30 для замены.
Для замены правильных роликов половина 18 станины на обслуживаемой стороне вместе с правильными роликовыми элементами 6, подлежащими замене, выезжает из линии 3 рольганга в направлении, поперечном по отношению к осевому направлению 5 подачи. Затем пустая стойка 30 для замены въезжает параллельно линии 3 рольганга в правильную машину 1, приподнятую относительно устройства 7 станины, принимает отработавшие правильные ролики 6B с монтажными втулками 6А и снова отъезжает назад в исходное положение на стороне 42 выхода от положения 21 передачи. После этого вторая стойка 30 для замены с правильными роликами 6B, уже предварительно помещенными на монтажных втулках 6А, имеет возможность въехать в правильную машину 1 с другой стороны, то есть со стороны 41 входа, и передать новые правильные роликовые элементы 6 на половину 18 станины на обслуживаемой стороне. Затем эта вторая стойка 30 для замены также снова возвращается в свое предыдущее исходное положение, то есть на сторону 41 входа. В заключение половина 18 станины на обслуживаемой стороне вместе с монтажными втулками 6А / правильными роликами 6B снова едет назад в линию 3 рольганга, или в рабочее положение 8.
Таким образом, замена правильных роликовых элементов 6 проведена очень просто с конструктивной и технологической точки зрения.
Таким образом, правильные роликовые элементы 6 были переданы в положении 21 передачи с половины 18 станины на обслуживаемой стороне на стойку 30 для замены или обратно, причем стойку 30 для замены перемещали в положение 32 передачи или из положения 32 передачи вдоль горизонтальной плоскости 32 замены.
При следующем варианте осуществления, показанном на фигуре 4, устройство 25 для замены правильной машины 1 в качестве альтернативы оснащено еще также механизмом 50 поперечной подачи.
Механизм 50 поперечной подачи содержит поперечный опорный участок 51, который присоединяется к продольному опорному участку 27 механизма 26 продольной подачи.
Таким образом, механизм 50 поперечной подачи имеет кинематическую связь с устройством 7 станины правильной машины 1 посредством механизма 26 продольной подачи.
При механизме 50 поперечной подачи поперечный опорный участок 51 также находится на уровне 33 горизонтальной плоскости 32 замены, так что возможна беспрепятственная передача стойки 30 для замены от механизма 50 поперечной подачи к механизму 26 продольной подачи или обратно.
Обслуживание устройства 7 станины посредством механизма 50 поперечной подачи возможно только с единственной стороны.
При этом следующем варианте осуществления, показанном на фигуре 4, стойки 30 для замены также ввозят в правильную машину 1 только во время собственно операции замены правильных роликов, при этом, однако, две стойки 30 для замены помещают либо на стороне 41 входа, либо на стороне 42 выхода (ср. фигуру 1) на общей платформе 53, перемещаемой в поперечном направлении 52 относительно продольного опорного участка 27, чтобы после передачи в механизм 26 продольной подачи дополнительно перемещать их параллельно участку 4 транспортировки.
Замену правильных роликов производят по существу аналогично первому варианту осуществления, показанному на фигурах 1-3, при этом, однако, при следующем варианте осуществления, показанном на фигуре 4, стойки 30 для замены размещены либо только на стороне 41 входа (смотри, в частности, фигуру 1), либо только на стороне 42 выхода (смотри, в частности, фигуру 1), чтобы иметь возможность реализовать данную концепцию замены даже в условиях существенного недостатка места.
При следующем варианте осуществления, показанном на фигуре 5, данная правильная машина 1 модифицирована еще и в том отношении, что под участком 4 транспортировки, или ниже рабочего положения 8, имеется приемное устройство 60, предназначенное для стойки 30 для замены. Указанная стойка 30 для замены во время технологического процесса остается в правильной машине 1 между обеими половинами 17 и 18 станины, а во время замены правильных роликов ее выводят из линии 3 рольганга вместе с половиной 18 станины на обслуживаемой стороне и затем вместе с отработавшими правильными роликовыми элементами 6, или отработавшими монтажными втулками 6А / правильными роликами 6B, выводят из правильной машины 1 в направлении, параллельном движению материала удлиненной заготовки. Затем стойку 30 для замены, уже предварительно оснащенную новыми правильными роликовыми элементами 6, ввозят в правильную машину 1 и вместе со станиной 18 на обслуживаемой стороне перемещают в линию 3 рольганга, где во время технологического процесса стойка 30 для замены также снова остается стационарно внутри устройства 7 станины. Благодаря этому в правильной машине 1 возможно особенно быстрое предоставление стойки 30 для замены для размещения отработавших правильных роликовых элементов 6. При этом возможно по меньшей мере частичное укладывание правильных роликовых элементов 6 на стойку 30 для замены уже в то время, когда стойку 30 для замены вместе с половиной 18 станины на обслуживаемой стороне отводят в сторону от линии 3 рольганга.
Здесь необходимо явным образом указать на то, что признаки решений, описанных выше или в пунктах формулы и/или на фигурах, при необходимости могут также комбинироваться для достижения и использования суммарного эффекта от раскрытых признаков, получаемых результатов и преимуществ соответствующим образом.
Подразумевается, что при поясненных выше вариантах осуществления имеются в виду лишь начальные возможности осуществления правильной машины 1, заявленной согласно изобретению. Таким образом, осуществление изобретения не ограничивается этими вариантами осуществления.
Все признаки, раскрытые в материалах заявки, заявляются как существенные для изобретения, поскольку они по отдельности или в сочетаниях являются новыми по отношению к уровню техники.
Перечень обозначений:
1 правильная машина
2 продольная протяженность
3 линия рольганга
4 участок транспортировки
5 осевое направление подачи
6 правильные роликовые элементы
6А приемная втулка
6B правильные ролики
7 устройство в виде станины
8 рабочее положение
9 входной рольганг
10 выходной рольганг
15 привод
16 радиальное направление
17 половина станины на приводной стороне
18 половина станины на обслуживаемой стороне
19 крепежные элементы
20 горизонтальная плоскость перемещения
21 положение передачи
25 устройство для замены
26 механизм продольной подачи
27 продольный опорный участок
28 рельсовый участок
30 стойка для замены
32 горизонтальная плоскость замены
33 вертикальная высота
35 контур замены
36 первый сегмент
37 второй сегмент
38 радиальный путь перемещения
39 осевой путь перемещения
40 вертикальная протяженность
41 сторона входа
42 сторона выхода
50 механизм поперечной подачи
51 поперечный опорный участок
52 поперечное направление
53 платформа
60 приемное устройство.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРАВИЛЬНЫЙ КОМПЛЕКС ПРАВКИ КРУГЛОГО ПРОКАТА | 2004 |
|
RU2257972C1 |
| ПРАВИЛЬНАЯ МАШИНА | 1993 |
|
RU2112617C1 |
| Роликовая правильная машина | 2017 |
|
RU2690391C1 |
| ПРАВИЛЬНАЯ МАШИНА, В ЧАСТНОСТИ ДЛЯ ПРАВКИ ЛИСТОВ И ПОЛОС | 1994 |
|
RU2118920C1 |
| Правильная машина | 1976 |
|
SU651665A3 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2002 |
|
RU2228231C2 |
| Станок для правки пластин | 1989 |
|
SU1706761A1 |
| ГИБОЧНО-ПРАВИЛЬНЫЙ РОЛИКОВЫЙ ПРЕСС | 2004 |
|
RU2261768C1 |
| ПРАВИЛЬНО-РАСТЯЖНАЯ МАШИНА ДЛЯ ПРАВКИ ПОЛОС ИЗ ЛИСТОВОГО МЕТАЛЛА | 2022 |
|
RU2808318C1 |
| ПРАВИЛЬНАЯ МАШИНА | 2002 |
|
RU2242312C2 |
Изобретения группы относятся к области обработки металлов давлением и могут быть использованы при правке удлиненной заготовки. Правильная машина содержит устройство в виде двух половин станин для удержания правильных роликовых элементов, одна из которых расположена на приводной стороне, а другая выполнена с возможностью перемещения относительно первой половины – на обслуживаемой стороне. Имеется также устройство для замены правильных роликовых элементов и контур замены, вдоль которого возможно перемещение правильных роликовых элементов для их замены. Причем перемещение правильных роликовых элементов возможно посредством половины станины на обслуживаемой стороне вдоль первого сегмента контура замены, проходящего в горизонтальной плоскости перемещения и посредством устройства для замены - вдоль второго сегмента контура замены, проходящего в горизонтальной плоскости замены. При этом горизонтальная плоскость замены расположена в пределах высоты половины станины на обслуживаемой стороне. Расширяются технологические возможности правильной машины за счет обеспечения правки удлиненной заготовки. 2 н. и 16 з.п. ф-лы, 5 ил.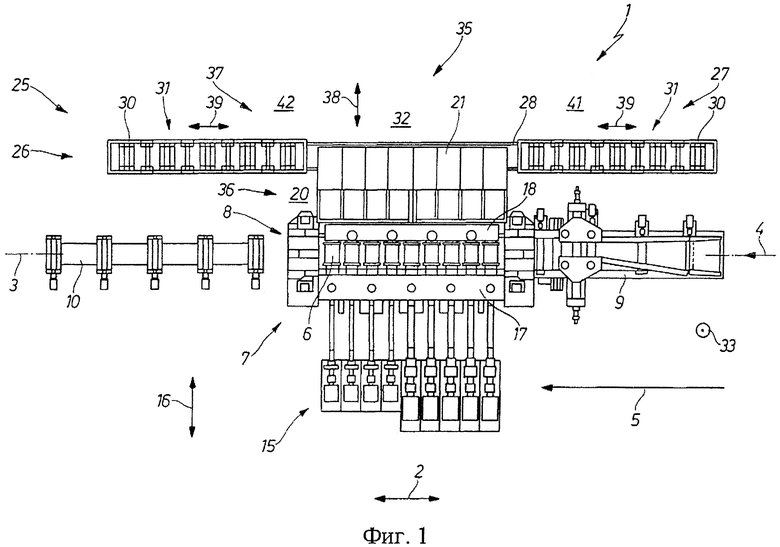
1. Правильная машина (1) для правки удлиненной заготовки, содержащая
правильные роликовые элементы (6),
линию (3) рольганга, содержащую участок (4) транспортировки,
устройство (7) в виде станины для удерживания правильных роликовых элементов (6) относительно участка (4) транспортировки, состоящее из половины (17) станины, расположенной на приводной стороне, и половины (18) станины, расположенной на обслуживаемой стороне, выполненной с возможностью поперечного перемещения в пределах участка (4) транспортировки и относительно половины (17) станины на приводной стороне для открытия устройства (7),
устройство (25) для замены правильных роликовых элементов (6), содержащее стойки (30) для замены, и
контур (35) замены, вдоль которого обеспечено перемещение правильных роликовых элементов (6) для их замены, выполненный в виде проходящего в горизонтальной плоскости (20) перемещения первого сегмента (36) и второго сегмента (37),
причем правильные роликовые элементы (6) выполнены с возможностью перемещения посредством половины (18) станины на обслуживаемой стороне вдоль первого сегмента (36) и посредством устройства (25) для замены вдоль второго сегмента (37), проходящего в горизонтальной плоскости (32) замены, отличающаяся тем, что
указанная горизонтальная плоскость (32) замены расположена в пределах вертикальной протяженности (40) перемещения половины (18) станины на обслуживаемой стороне.
2. Правильная машина (1) по п. 1, отличающаяся тем, что горизонтальная плоскость (20) перемещения и горизонтальная плоскость (32) замены находятся на одной и той же вертикальной высоте (33), или по меньшей мере на приблизительно одинаковой вертикальной высоте (33) с разностью вертикальных высот, составляющей менее 100 мм.
3. Правильная машина по п. 1 или 2, отличающаяся тем, что стойки (30) для замены устройства (25) для замены выполнены с возможностью осуществления подачи правильных роликовых элементов (6) в виде комплекта (31) роликов в устройстве (7) вдоль горизонтальной плоскости (32) замены.
4. Правильная машина (1) по любому из пп. 1-3, отличающаяся тем, что устройство (25) для замены содержит по меньшей мере один механизм (26) продольной подачи, имеющий продольный опорный участок (27), проходящий параллельно участку (4) транспортировки правильной машины (1), причем механизм (26) продольной подачи по меньшей мере частично расположен между половиной (17) станины на приводной стороне и половиной (18) станины на обслуживаемой стороне.
5. Правильная машина (1) по п. 4, отличающаяся тем, что продольный опорный участок (27) расположен на такой же или на приблизительно такой же вертикальной высоте (33), что и горизонтальная плоскость (32) замены.
6. Правильная машина (1) по п. 4 или 5, отличающаяся тем, что продольный опорный участок (27) присоединен к устройству (7) с обеих сторон.
7. Правильная машина (1) по любому из пп. 1-6, отличающаяся тем, что устройство (25) для замены содержит по меньшей мере один механизм (50) поперечной подачи с поперечным опорным участком (51), предназначенным для обеспечения доставки правильных роликовых элементов (6) к механизму (26) продольной подачи устройства (25) для замены.
8. Правильная машина (1) по п. 7, отличающаяся тем, что механизм (50) поперечной подачи кинематически связан с устройством (7) посредством механизма (26) продольной подачи.
9. Правильная машина (1) по п. 7 или 8, отличающаяся тем, что поперечный опорный участок (51) расположен на той же вертикальной высоте (33), что и горизонтальная плоскость (32) замены.
10. Правильная машина (1) по любому из пп. 7-9, отличающаяся тем, что продольный опорный участок (27) и поперечный опорный участок (51) расположены вдоль горизонтальной плоскости, а именно предпочтительно вдоль плоскости (32) замены.
11. Правильная машина (1) по любому из пп. 1-10, отличающаяся тем, что
половина (18) устройства (7) на обслуживаемой стороне имеет приемное устройство (60) для приема стойки (30) для замены с обеспечением возможности перемещения стойки (30) для замены вдоль первого сегмента (36) контура (35) замены в плоскости (20) перемещения в стороне от линии (3) рольганга.
12. Правильная машина (1) по п. 11, отличающаяся тем, что приемное устройство (60) выполнено с возможностью его размещения в линии (3) рольганга под участком (4) транспортировки.
13. Способ замены правильных роликовых элементов (6) правильной машины (1) для правки удлиненной заготовки по любому из пп. 1-12, включающий перемещение правильных роликовых элементов (6) посредством половины (18) станины на обслуживаемой стороне устройства (7) в виде станины для удерживания правильных роликовых элементов (6) относительно участка (4) транспортировки вдоль горизонтальной плоскости (20) перемещения в боковом направлении из линии (3) рольганга или в линию (3) рольганга,
обеспечение правильных роликовых элементов (6) для замены в положение (21) передачи, находящееся сбоку от линии (3) рольганга рядом с ней, при этом
в указанном положении (21) передачи правильные роликовые элементы (6) передают с половины (18) станины на обслуживаемой стороне на стойку (30) для замены или в обратном направлении,
при этом стойку (30) для замены перемещают в положение (21) передачи или из положения (21) передачи вдоль горизонтальной плоскости (32) замены, причем
указанная горизонтальная плоскость (32) замены расположена в пределах вертикальной протяженности (40) перемещения половины (18) станины на обслуживаемой стороне.
14. Способ по п. 13, отличающийся тем, что
стойку (30) для замены перемещают вдоль горизонтальной плоскости (32) замены в область между половиной (18) станины на обслуживаемой стороне и половиной (17) станины на приводной стороне, противолежащей половине (18) станины на обслуживаемой стороне устройства (7).
15. Способ по п. 13 или 14, отличающийся тем, что стойку (30) для замены перемещают в положение (21) передачи или из положения (21) передачи соосно с направлением участка (4) транспортировки.
16. Способ по любому из пп. 13-15, отличающийся тем, что в положении (21) передачи правильные роликовые элементы (6) заменяют посредством стоек (30) комплектами (31) роликов.
17. Способ по любому из пп. 13-16, отличающийся тем, что
стойки (30) для замены при открытом устройстве (7) перемещают в область между половиной (17) станины на приводной стороне и половиной (18) станины на обслуживаемой стороне,
затем стойку (30) для замены посредством половины (18) станины на обслуживаемой стороне перемещают в линию (3) рольганга и помещают под участком (4) транспортировки во время осуществления правки удлиненной заготовки посредством правильной машины (1).
18. Способ по любому из пп. 13-17, отличающийся тем, что правильные роликовые элементы (6) укладывают на стойку (30) для замены при перемещении стойки (30) для замены вместе с половиной (18) станины на обслуживаемой стороне в сторону из линии (3) рольганга.
| ПРАВИЛЬНАЯ МАШИНА, В ЧАСТНОСТИ ДЛЯ ПРАВКИ ЛИСТОВ И ПОЛОС | 1994 |
|
RU2118920C1 |
| РОЛИКОВАЯ МАШИНА ДЛЯ ПРАВКИ ПОЛОСОВОГО ПРОКАТА | 1981 |
|
SU1080295A1 |
| УСТРОЙСТВО ДЛЯ ЗАМЕНЫ РОЛИКОВ ПРАВИЛЬНОЙ МАШИНЫ | 2007 |
|
RU2368442C2 |

