Изобретение относится к производству крупногабаритных пружин из стали.
Из сети Интернет (http://belfingroup.eu/robotization/gotovyie-texnologii-pod-klyuch/3d-rezka-torczov-pruzhin.html) известен способ обработки опорных витков пружин методом плазменной резки, выбранный в качестве прототипа, включающий обработку методом плазменной резки первого опорного витка пружины, переворот пружины, обработку методом плазменной резки второго опорного витка пружины. При этом обработка опорных витков пружин производятся с использованием компьютеризированной системы управления.
Недостатком известного способа является низкое качество готовой продукции, поскольку в процессе обработки опорных витков пружин методом плазменной резки не исключено попадание на поверхность пружины продуктов данного процесса (металла нагретого до температуры более 1000 гр. С) с последующим образованием трещин в результате локального нагрева.
Другим недостатком известного способа является недостаточная производительность в виду использования ручного труда. В частности, переворот пружины производится вручную и для обеспечения безопасности пружину после обработки первого опорного витка вынуждены отводить из зоны действия режущего инструмента, а затем вводить повторно для обработки второго опорного витка, что приводит к повышенным затратам времени на обработку.
Из сети Интернет (http://belfingroup.eu/robotization/gotovyie-texnologii-pod-klyuch/3d-rezka-torczov-pruzhin.html) известен роботизированный комплекс, выбранный в качестве прототипа, содержащий плазмотрон, робота-манипулятора. При этом, плазмотрон и робот-манипулятор связаны с компьютеризированной системой управления.
Недостатком известного комплекса является низкое качество готовой продукции, поскольку в процессе обработки опорных витков пружин методом плазменной резки не исключено попадание на поверхность пружин неизбежно возникающих продуктов данного процесса (металла нагретого до температуры более 1000 гр. С) с последующим образованием трещин в результате локального нагрева.
Другим недостатком известного комплекса является недостаточная производительность. В конструкции известного комплекса для перемещения пружины между позицией загрузки/выгрузки и позицией обработки использован поворотный стол, на котором пружины зафиксирована в заданном положении. Режущий инструмент (горелка плазмотрона) размещен на роботе-манипуляторе, действующем согласно заданному алгоритму. Для обработки обоих опорных витков пружины на известном комплексе ее требуется перевернуть на 180 градусов. Пружина переворачивается вручную. Для этого пружина после обработки первого опорного витка перемещается поворотным столом из позиции обработки в позицию загрузки/отгрузки, а после переворота обратно. Это влечет излишнее расходование времени и снижает производительность.
Заявленное изобретение направлено на достижение технического эффекта, заключающегося в повышении качества пружин, а также в повышении производительности.
Технический результат достигается в способе обработки опорных витков пружин методом плазменной резки, включающем поочередную обработку опорных витков пружины методом плазменной резки, отличающемся от прототипа тем, что во время обработки опорных витков пружины производится подача сжатого воздуха по меньшей мере одной струей вдоль оси пружины в направлении обрабатываемого опорного витка.
Для повышения производительности подача опорных витков пружины в зону действия режущего инструмента производится роботом-манипулятором.
Дополнительно, для повышения производительности, подача опорных витков пружины в зону действия режущего инструмента, обработка опорных витков пружины, подача сжатого воздуха, производятся с использованием компьютеризированной системы управления.
Дополнительно, для повышения производительности, перед подачей опорных витков пружины в зону действия режущего инструмента, определяют геометрические характеристики пружины и ее положение в пространстве с использованием лазерной измерительной головки, связанной с компьютеризированной системой управления.
Дополнительно, для повышения производительности, транспортировка пружин в позицию захвата роботом-манипулятором, отгрузка отходов обработки опорных витков пружин, отгрузка обработанных пружин производится с использованием системы конвейеров, связанной с компьютеризированной системой управления.
Технический результат достигается в роботизированном комплексе для обработки опорных витков пружин, содержащем плазмотрон, робота-манипулятора, отличающемся от прототипа тем, что содержит систему подачи сжатого воздуха, соединенную с распылителем.
При этом, для повышения производительности, роботизированный комплекс содержит поворотный лоток с приводом и механизмом фиксации, а робот-манипулятор оснащен механизмом захвата.
Дополнительно, для повышения производительности, привод лотка, механизм фиксации, робот-манипулятор, плазмотрон, система подачи сжатого воздуха связаны с компьютеризированной системой управления.
Дополнительно, для повышения производительности, роботизированный комплекс содержит лазерную измерительную головку, связанную с компьютеризированной системой управления.
Дополнительно, для повышения производительности, роботизированный комплекс содержит систему конвейеров, связанную с компьютеризированной системой управления.
Дополнительно, для повышения безопасности, роботизированный комплекс содержит систему отвода продуктов горения.
Технический результат достигается в линии для обработки опорных витков пружин, включающей роботизированный комплекс, содержащий плазмотрон, робота-манипулятора, отличающейся от прототипа тем, что роботизированный комплекс включает распылитель, соединенный с системой подачи сжатого воздуха, а линия включает два роботизированных комплекса, между которыми размещен узел перезагрузки.
При этом, робот-манипулятор оснащен механизмом захвата.
Дополнительно, для повышения производительности, роботы-манипуляторы, плазмотрон, система подачи сжатого воздуха, связаны с компьютеризированной системой управления.
Дополнительно, для повышения производительности, линия содержит лазерную измерительную головку, связанную с компьютеризированной системой управления.
Дополнительно, для повышения производительности, линия содержит систему конвейеров, связанную с компьютеризированной системой управления.
Дополнительно, для повышения безопасности, линия содержит систему отвода продуктов горения.
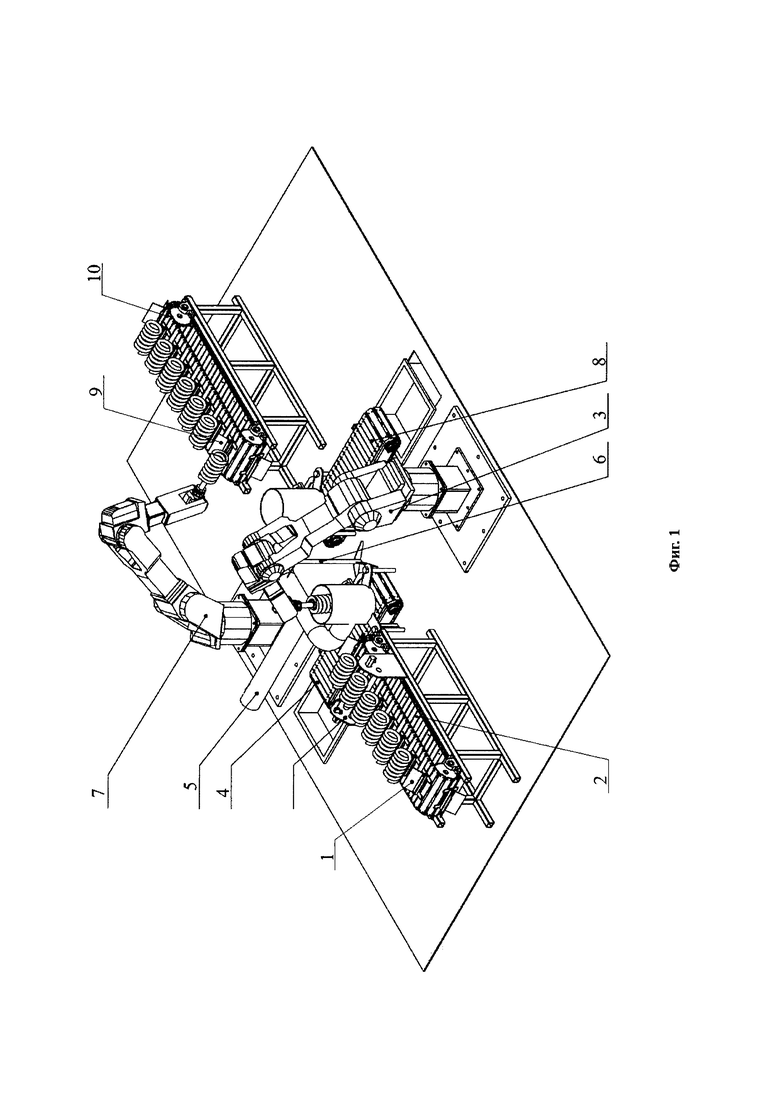
Изобретение иллюстрируется чертежом (Фиг. 1) где изображена линия для обработки опорных витков пружин.
Изобретение может быть реализовано в способе обработки опорных витков пружин методом плазменной резки. Все ниже перечисленные действия выполняются с использованием компьютеризированной системы управления. Пружины транспортируют в лотках 1 к месту загрузки с помощью конвейера 2. Транспортировка пружин осуществляется на заданный шаг, равный расстоянию между осями соседних пружин. Последней позицией точки останова конвейера 2 является позиция захвата пружины роботом-манипулятором 3 первого роботизированного комплекса (далее - первый комплекс). Предпоследней позицией является позиция измерения, где с помощью лазерной измерительной головки (на пример ZX2-LD100 фирмы Omron) производят измерение геометрических характеристик пружины и ее положение в пространстве (для расчета параметров процесса обработки). Пружина, захваченная роботом-манипулятором 3, подается в зону действия плазмотрона первого комплекса. Включается плазмотрон и система подачи сжатого воздуха, направляющая воздух через распылитель первого роботизированного комплекса по меньшей мере одной струей параллельно оси пружины в направлении обрабатываемого витка. Робот-манипулятор 3 поворачивает пружину вокруг ее оси, обеспечивая обработку опорного витка. Образующиеся в процессе обработки отходы сдуваются сжатым воздухом и падают на конвейер 4. Образующийся в процессе обработки дым удаляется через систему удаления продуктов горения 5. По окончании обработки опорного витка пружины плазмотрон первого комплекса и система подачи сжатого воздуха выключаются, робот-манипулятор 3 загружает пружину в узел перезагрузки 6.
По первому варианту узел перезагрузки 6 выполнен в виде поворотного лотка с приводом и для повышения надежности может быть оснащен фиксатором пружины. После загрузки пружины в узел перезагрузки 6, последний выполняет поворот на 180 градусов. Далее пружина захватывается роботом-манипулятором 3 со стороны обработанного опорного витка и подается в зону действия плазмотрона первого комплекса. Включается плазмотрон и система подачи сжатого воздуха, направляющая воздух через распылитель первого роботизированного комплекса по меньшей мере одной струей параллельно оси пружины в направлении обрабатываемого витка. Робот-манипулятор 3 поворачивает пружину вокруг ее оси, обеспечивая обработку опорного витка. Образующиеся в процессе обработки отходы сдуваются сжатым воздухом и падают на конвейер 4. Образующийся в процессе обработки дым удаляется через систему удаления продуктов горения 5. По окончании обработки опорного витка пружины плазмотрон первого комплекса и система подачи сжатого воздуха выключаются, робот-манипулятор 3 отгружает полностью обработанную пружину в лоток 9 конвейера 10.
По второму варианту узел перезагрузки 6 является позицией захвата роботом-манипулятором 7 второго роботизированного комплекса (далее - второй комплекс). Одновременно с этим пружина, находящаяся в позиции измерения, перемещается в позицию захвата роботом-манипулятором 3. Пружина, захваченная роботом-манипулятором 7 со стороны обработанного витка, подается в зону действия плазмотрона второго комплекса. Одновременно с этим пружина, находящаяся в позиции захвата роботом-манипулятором 3 захватывается и подается им в зону действия плазмотрона первого комплекса. Включаются плазмотроны первого и второго комплексов и система подачи сжатого воздуха, направляющая воздух по меньшей мере одной струей через распылители параллельно оси пружины в направлении обрабатываемого витка. Роботы-манипуляторы 3, 7 поворачивают пружины, обеспечивая обработку опорных витков пружин. Образующиеся в процессе обработки отходы сдуваются сжатым воздухом и падают соответственно на конвейер 4 и 8. Образующийся в процессе обработки дым удаляется через систему удаления продуктов горения 5. По окончании обработки робот-манипулятор 7 отгружает полностью обработанную пружину в лоток 9 конвейера 10, а робот-манипулятор 3 загружает пружину с одним обработанным опорным витком в узел перезагрузки 6.
Изобретение может быть реализовано в роботизированном комплексе для обработки опорных витков пружин (далее - комплекс). Комплекс содержит связанные с компьютеризированной системой управления систему конвейеров 2, 4, 10, робота-манипулятора 3, оснащенного механизмом захвата, выполненного в виде трех кулачков, связанных с пневмоцилиндром, плазмотрон, систему подачи сжатого воздуха, соединенную с распылителем, поворотный лоток (на Фиг. 1 показан как узел перезагрузки 6) с приводом и механизмом фиксации, систему отвода продуктов горения 5.
Комплекс работает следующим образом. Пружины транспортируют в лотках 1 к месту загрузки с помощью конвейера 2. Транспортировка пружин осуществляется на заданный шаг, равный расстоянию между осями соседних пружин. Последней позицией точки останова конвейера 2 является позиция захвата пружины роботом-манипулятором 3. Предпоследней позицией является позиция измерения, где с помощью лазерной измерительной головки (на пример ZX2-LD100 фирмы Omron) производят измерение геометрических характеристик пружины и ее положение в пространстве (для расчета параметров процесса обработки). Пружина, захваченная роботом-манипулятором 3, подается в зону действия плазмотрона. Включается плазмотрон и система подачи сжатого воздуха, направляющая воздух по меньшей мере одной струей через распылитель первого роботизированного комплекса параллельно оси пружины в направлении обрабатываемого витка. Робот-манипулятор 3 поворачивает пружину вокруг ее оси, обеспечивая обработку опорного витка. Образующиеся в процессе обработки отходы сдуваются сжатым воздухом и падают на конвейер 4. Образующийся в процессе обработки дым удаляется через систему удаления продуктов горения 5. По окончании обработки опорного витка пружины плазмотрон и система подачи сжатого воздуха выключаются, робот-манипулятор 3 загружает пружину в поворотный лоток, где она фиксируется механизмом фиксации. Под действием привода поворотный лоток поворачивается на 180 градусов. Робот-манипулятор 3 захватывает пружину со стороны обработанного опорного витка и подает в зону действия плазмотрона. Включается плазмотрон и система подачи сжатого воздуха, направляющая воздух по меньшей мере одной струей через распылитель первого роботизированного комплекса параллельно оси пружины в направлении обрабатываемого витка. Робот-манипулятор 3 поворачивает пружину вокруг ее оси, обеспечивая обработку опорного витка. Образующиеся в процессе обработки отходы сдуваются сжатым воздухом и падают на конвейер 4. Образующийся в процессе обработки дым удаляется через систему удаления продуктов горения 5. По окончании обработки робот-манипулятор 3 отгружает полностью обработанную пружину в лоток 8 конвейера 9. И так далее.
Изобретение может быть реализовано в линии для обработки опорных витков пружин (далее - линия).
Линия включает в себя связанные с компьютеризированной системой управления систему конвейеров 2, 4, 8, 10, первый и второй роботизированные комплексы (далее - первый и второй комплексы) между которыми размещен узел перезагрузки 6, систему подачи сжатого воздуха, систему удаления продуктов горения 5, лазерную измерительную головку. Первый комплекс содержит робота-манипулятора 3, оснащенного механизмом захвата, выполненного в виде трех кулачков, плазмотрон, распылитель, соединенный с системой подачи сжатого воздуха. Второй комплекс содержит робота-манипулятора 6, оснащенного механизмом захвата, выполненного в виде трех кулачков, плазмотрон, распылитель, соединенный с системой подачи сжатого воздуха. Линия работает следующим образом.
Пружины транспортируют в лотках 1 к месту загрузки с помощью конвейера 2. Транспортировка пружин осуществляется на заданный шаг, равный расстоянию между осями соседних пружин. Последней позицией точки останова конвейера 2 является позиция захвата пружины роботом-манипулятором 3 первого роботизированного комплекса (далее - первый комплекс). Предпоследней позицией является позиция измерения, где с помощью лазерной измерительной головки (на пример ZX2-LD100 фирмы Omron) производят измерение геометрических характеристик пружины и ее положение в пространстве (для расчета параметров процесса обработки). Пружина, захваченная роботом-манипулятором 3, подается в зону действия плазмотрона первого комплекса. Включается плазмотрон и система подачи сжатого воздуха, направляющая воздух по меньшей мере одной струей через распылитель первого роботизированного комплекса параллельно оси пружины в направлении обрабатываемого витка. Робот-манипулятор 3 поворачивает пружину вокруг ее оси, обеспечивая обработку опорного витка. Образующиеся в процессе обработки отходы сдуваются сжатым воздухом и падают на конвейер 4. Образующийся в процессе обработки дым удаляется через систему удаления продуктов горения 5. По окончании обработки опорного витка пружины плазмотрон первого комплекса и система подачи сжатого воздуха выключаются, робот-манипулятор 3 загружает пружину в узел перезагрузки 6, являющийся позицией захвата роботом-манипулятором 7 второго роботизированного комплекса (далее - второй комплекс). Одновременно с этим пружина, находящаяся в позиции измерения, перемещается в позицию захвата роботом-манипулятором 3. Пружина, захваченная роботом-манипулятором 7 со стороны обработанного витка, подается в зону действия плазмотрона второго комплекса. Одновременно с этим пружина, находящаяся в позиции захвата роботом-манипулятором 3 захватывается и подается им в зону действия плазмотрона первого комплекса. Включаются плазмотроны первого и второго комплексов и система подачи сжатого воздуха, направляющая воздух по меньшей мере одной струей через распылители параллельно оси пружины в направлении обрабатываемого витка. Роботы-манипуляторы 3, 7 поворачивают пружины, обеспечивая обработку опорных витков пружин. Образующиеся в процессе обработки отходы сдуваются сжатым воздухом и падают соответственно на конвейер 4 и 8. Образующийся в процессе обработки дым удаляется через систему удаления продуктов горения 5. По окончании обработки робот-манипулятор 7 отгружает полностью обработанную пружину в лоток 9 конвейера 10, а робот-манипулятор 3 загружает пружину с одним обработанным опорным витком в узел перезагрузки 6. И так далее.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки опорных витков пружин и роботизированный комплекс для его осуществления | 2016 |
|
RU2647965C2 |
| КОМПЛЕКС ПЕРЕРАБОТКИ ТВЁРДЫХ КОММУНАЛЬНЫХ ОТХОДОВ С АВТОМАТИЗИРОВАННОЙ СОРТИРОВКОЙ НЕОРГАНИЧЕСКОЙ ЧАСТИ И ПЛАЗМЕННОЙ ГАЗИФИКАЦИЕЙ ОРГАНИЧЕСКОГО ОСТАТКА | 2019 |
|
RU2731729C1 |
| РОБОТИЗИРОВАННАЯ УСТАНОВКА ПО УКЛАДКЕ НА ПОДДОНЫ | 2023 |
|
RU2813504C1 |
| Роботизированный комплекс для формирования наноструктурированных хромовых покрытий | 2022 |
|
RU2786270C1 |
| СИСТЕМА И СПОСОБ СБОРКИ И СОБИРАНИЯ НЕЗАПОЛНЕННЫХ ПАКЕТОВ С ВЫЛИВНЫМИ НОСИКАМИ | 2013 |
|
RU2628915C2 |
| РОБОТИЗИРОВАННЫЙ МАНИПУЛЯТОР | 2003 |
|
RU2243881C2 |
| Роботизированный комплекс для нанесения полимерных и лекарственных покрытий на импланты | 2018 |
|
RU2699356C1 |
| МОДУЛЬНЫЙ РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ПАЛЛЕТИРОВАНИЯ ШТУЧНЫХ ГРУЗОВ | 2021 |
|
RU2783555C1 |
| РОБОТИЗИРОВАННЫЙ АВТОМАТИЧЕСКИЙ КОМПЛЕКС ПО СОРТИРОВКЕ ТВЁРДЫХ КОММУНАЛЬНЫХ ОТХОДОВ НА ОСНОВЕ НЕЙРОННЫХ СЕТЕЙ | 2019 |
|
RU2731052C1 |
| Способ сортировки отходов | 2022 |
|
RU2806224C1 |
Изобретение относится к линии для обработки топорных витков пружин из стали. Линия содержит роботизированный комплекс с плазмотроном и роботом-манипулятором, второй роботизированный комплекс и узел перезагрузки. Второй роботизированный комплекс включает плазмотрон и робот-манипулятор, а каждый из упомянутых роботизированных комплексов снабжен распылителем, соединенным с системой подачи сжатого воздуха, выполненной с возможностью подачи по меньшей мере одной струи вдоль оси пружины в направлении обрабатываемого опорного витка. Узел перезагрузки размещен между роботизированными комплексами. 2 н. и 12 з.п. ф-лы, 1 ил.
1. Линия для обработки опорных витков пружин, содержащая роботизированный комплекс с плазмотроном и роботом-манипулятором, отличающаяся тем, что она снабжена вторым роботизированным комплексом и узлом перезагрузки, при этом второй роботизированный комплекс включает плазмотрон и робот-манипулятор, а каждый из упомянутых роботизированных комплексов снабжен распылителем, соединенным с системой подачи сжатого воздуха, выполненной с возможностью подачи по меньшей мере одной струи вдоль оси пружины в направлении обрабатываемого опорного витка, при этом узел перезагрузки размещен между роботизированными комплексами.
2. Линия по п. 1, отличающаяся тем, что узел перезагрузки является позицией захвата роботом-манипулятором второго роботизированного комплекса.
3. Линия по п. 1, отличающаяся тем, что робот-манипулятор оснащен механизмом захвата.
4. Линия по п. 1, отличающаяся тем, что роботы-манипуляторы, плазмотрон и система подачи сжатого воздуха связаны с компьютеризированной системой управления.
5. Линия по п. 1, отличающаяся тем, что она содержит лазерную измерительную головку, связанную с компьютеризированной системой управления.
6. Линия по п. 1, отличающаяся тем, что она содержит систему конвейеров, связанную с компьютеризированной системой управления.
7. Линия по п. 1, отличающаяся тем, что она содержит систему отвода продуктов горения.
8. Линия для обработки опорных витков пружин, содержащая роботизированный комплекс с плазмотроном и роботом-манипулятором, отличающаяся тем, что она снабжена вторым роботизированным комплексом, который включает плазмотрон и робот-манипулятор, а каждый из упомянутых роботизированных комплексов снабжен распылителем, соединенным с системой подачи сжатого воздуха, выполненной с возможностью подачи по меньшей мере одной струи вдоль оси пружины в направлении обрабатываемого опорного витка, при этом робот-манипулятор второго роботизированного комплекса выполнен с возможностью захвата пружины со стороны обработанного витка и подачи ее в зону обработки плазмотрона второго комплекса.
9. Линия по п. 8, отличающаяся тем, что узел перезагрузки является позицией захвата роботом-манипулятором второго роботизированного комплекса.
10. Линия по п. 8, отличающаяся тем, что робот-манипулятор оснащен механизмом захвата.
11. Линия по п. 8, отличающаяся тем, что роботы-манипуляторы, плазмотрон, система подачи сжатого воздуха связаны с компьютеризированной системой управления.
12. Линия по п. 8, отличающаяся тем, что она содержит лазерную измерительную головку, связанную с компьютеризированной системой управления.
13. Линия по п. 8, отличающаяся тем, что она содержит систему конвейеров, связанную компьютеризированной системой управления.
14. Линия по п. 8, отличающаяся тем, что она содержит систему отвода продуктов горения.
| Способ обработки опорных витков пружин и роботизированный комплекс для его осуществления | 2016 |
|
RU2647965C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ МОКРОГО ШЛИФОВАНИЯ ТОПЛИВНЫХ ТАБЛЕТОК | 2003 |
|
RU2261491C2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ РАЗМЕРОВ ДЕТАЛЕЙ | 1999 |
|
RU2158416C1 |
| Измельчающее устройство | 1947 |
|
SU77199A1 |
| СТОЛ ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 2006 |
|
RU2325251C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИН И ЛИНИЯ ДЛЯ ИХ ПРОИЗВОДСТВА | 2011 |
|
RU2478015C1 |
| ПРУЖИНОНАВИВОЧНЫЙ АВТОМАТ, ЕГО МЕХАНИЗМЫ РУБКИ, ОБРАЗОВАНИЯ УЗЛА, ПЕРЕМЕЩЕНИЯ ЗАГОТОВОК (ВАРИАНТЫ), ИХ УСТРОЙСТВА ЗАХВАТОВ, ПОДВИЖКИ, ОРИЕНТАЦИИ, ЗАЖИМА, КУЛАЧКОВЫЕ СРЕДСТВА | 2002 |
|
RU2199412C1 |
| С.А.КУРКИН и др."Технология,механизация и автоматизация производства сварных конструкций", Атлас, М., Машиностроение, 1989, с.110-111. | |||

