Перекрестная ссылка на родственные заявки
По данной формуле изобретения к заявке испрашивается приоритет по заявке на предварительный патент Соединенных Штатов № 62/233.717, поданной 28 сентября 2015, и заявке на предварительный патент Соединенных Штатов № 62/378.418, поданной 23 августа 2016. Раскрытие каждой из этих заявок включено здесь в качестве ссылок во всей своей полноте во всех отношениях.
Область техники, к которой относится изобретение
Настоящее изобретение обеспечивает инновационный препрег, включающий слой пропитанных армирующих волокон, содержащих, по меньшей мере, один слой армирующих волокон, пропитанных смоляной композицией, включающей, по меньшей мере, термоотверждающуюся смолу, отвердитель и ускоритель, таким образом, что ускоритель имеет градиентную концентрацию, которая в большей степени сконцентрирована в смоляной композиции вблизи от армирующих волокон, чем вдали. В одном из вариантов осуществления смоляная композиция включает первую смоляную композицию, пропитывающую армирующие волокна, а на слое пропитанных армирующих волокон образуется поверхностный слой, содержащий вторую смоляную композицию. Кроме того, первая смоляная композиция имеет, по крайней мере, один пик на экзотермической кривой, возникающий каждый раз раньше, чем и/или при температуре ниже, чем любой пик на экзотермической кривой второй смоляной композиции, и количество теплоты, выделяемой первой смоляной композицией при экзотермическом эффекте, по крайней мере, равно количеству теплоты, выделяемой второй смоляной композицией при экзотермическом эффекте. Тепло, выделяемое первой смоляной композицией, может обеспечивать дополнительное тепло для отверждения второй смоляной композиции, когда внешние нагревательные средства используются для препрега, что приводит к сокращению длительности его цикла отверждения. Неотвержденный препрег обладает превосходной способностью к транспортировке и обработке, а также превосходными тепловыми и механическими свойствами в отвержденном состоянии.
Препрег может быть отформован в автоклаве или безавтоклавным методом, когда давление в автоклаве не достигается, таким как технология вакуумного мешка и технология "Квикстеп"; с помощью гидравлического пресса или пресса давления (иначе называемого, пресс-клав, Rapidclave®), или любыми производными методами формования с высокими скоростями нагрева, такими как индукционный нагрев, электромагнитный нагрев или резистивный нагрев, с получением изделия из беспористого композита с возможной кратчайшей длительностью цикла отверждения.
Уровень техники изобретения
Современные технологии композитов, разработанные исключительно для летательных аппаратов, позволяют использовать только маломасштабный процесс автоклавного отверждения, который одновременно и занимает много времени, и является дорогостоящим. Автоклав часто используют, чтобы отлить в форму препрег, который определяется как лист из множества армирующих волокон, пропитанных смоляной композицией по одной стороне или по обеим сторонам множества армирующих волокон. Такой препрег обеспечивает преимущества механических характеристик над другими формами усиленных волокнами смол. Высокая длительность цикла отверждения является результатом медленной скорости (линейного изменения) нагрева как автоклава, так и материала препрега, которому необходимо изотермическое отверждение в течение длительного периода времени с получением высокой степени отверждения (DoC) для достижения требуемой термической и механической характеристики. Высокие скорости линейного изменения в автоклаве иногда не нужны из-за экзотермического эффекта (количества тепла, выделяющегося во время отверждения, но неэффективно контролируемого), в особенности для композитного изделия утолщенных размеров.
Смоляная композиция может содержать термоотверждающуюся смолу и отвердитель, которые химически взаимодействуют. Однако, взаимодействия могут произойти в условиях окружающей среды, приводя к нежелательным влияниям на технологические свойства препрега, такие как драпируемость, срок хранения и время выхода (при конкретных условиях обработки). Запатентовано несколько способов улучшения технологических свойств препрега путем использования поверхностного слоя с существенно более низкой реакционной способностью (чем у смоляной композиции, используемой для пропитки армирующих волокон), нанесенного на одну или обе стороны препрега. Например, US20140057515A1 (Suzuki et al., Toho) описывает композицию препрега, содержащего армирующие волокна, пропитанные первой композицией на основе эпоксидной смолы, и поверхностный слой, содержащий вторую композицию на основе эпоксидной смолы, такие, что только одна из смоляных композиций препрега включает значительное количество отвердителя. EP1072634A1 (Steele, Hexcel) рекомендует, чтобы какая-нибудь одна из смоляных композиций препрега включала значительное количество отвердителя.
Традиционные подходы к сокращению длительности цикла отверждения состоят во введении в смоляную композицию ускорителя, катализатора или высокореакционноспособного отвердителя для повышения кинетики реакций (смотри, например, US20140309336A1, Hughes et al., Toray Industries и WO2010099029A1, Bongiovanni, Cytec). Однако ускоритель может ускорять реакции даже в условиях окружающей среды или в других подходящих условиях обработки, усложняя не только возможность транспортировки и обработки образующегося препрега, когда он не отвержден, но и ухудшая его термические и механические свойства после отверждения.
Сущность изобретения
Вариант осуществления изобретения касается препрега, включающего слой пропитанных армирующих волокон, содержащих, по меньшей мере, один слой армирующих волокон, пропитанных смоляной композицией, включающей, по меньшей мере, термоотверждающуюся смолу, отвердитель и ускоритель, таким образом, что ускоритель имеет градиентную концентрацию, которая в большей степени сконцентрирована в смоляной композиции вблизи от армирующих волокон, чем вдали (т.е., смоляная композиция имеет более высокую концентрацию ускорителя в области, близкой к армирующим волокнам, чем в области, расположенной дальше от армирующих волокон). Смоляная композиция может включать первую смоляную композицию, пропитывающую армирующие волокна, и поверхностный слой, содержащий вторую смоляную композицию, образованный на слое пропитанных армирующих волокон, где первая смоляная композиция имеет, по крайней мере, один пик на экзотермической кривой, возникающий каждый раз раньше, чем и/или при температуре ниже, чем любой пик на экзотермической кривой второй смоляной композиции, и первая смоляная композиция выделяет количество теплоты при экзотермическом эффекте, которое, по крайней мере, равно количеству теплоты, выделяемой второй смоляной композицией при экзотермическом эффекте, так что тепло, выделяемое первой смоляной композицией, способно инициировать или ускорить реакцию второй смоляной композиции, позволяя препрегу отверждаться при температуре отверждения до заданной степени отверждения за сокращенное время выдержки. Первая смоляная композиция включает термоотверждающуюся смолу, отвердитель и ускоритель, и, необязательно, термопластичную смолу, наполнитель или их комбинацию. Существует несколько вариантов второй смоляной композиции. В одном из вариантов осуществления она может включать, по крайней мере, термоотверждающуюся смолу и отвердитель. Она может дополнительно включать термопластичную смолу, наполнитель, ускоритель или их комбинацию. В другом варианте осуществления вторая смоляная композиция включает, по меньшей мере, термопластичную смолу или, по меньшей мере, термоотверждающуюся смолу, и без отвердителя, или их комбинацию. В еще одном варианте осуществления вторая смоляная композиция включает, по меньшей мере, термоотверждающуюся смолу, без отвердителя, и ускоритель, который был бы включен в первую смоляную композицию в вышеуказанных вариантах осуществления, так что либо ускоритель, отвердитель, либо оба диффундируют в другую смоляную композицию и ускоряют отверждение препрега. Кроме того, в другом варианте осуществления вышеуказанные препреги могут включать межслойный, повышающий ударную прочность, материал и/или дренажный слой, содержащий материал с большим относительным удлинением, где межслойный, повышающий ударную прочность, материал и/или материал с большим относительным удлинением локализован на поверхности слоя пропитанных армирующих волокон, на который нанесен поверхностный слой. Кроме того, в другом варианте осуществления, вышеуказанные препреги, когда изотермически отверждены при 177°C (350°F) не более чем за 60 минут, достигают степени отверждения не менее 93% и температуры стеклования не ниже 175°C.
Другой вариант осуществления изобретения касается препрега, включающего слой пропитанных армирующих волокон, содержащих, по меньшей мере, один слой армирующих волокон, пропитанных смоляной композицией, включающей по меньшей мере эпоксидную смолу, диаминодифенилсульфон, дигидразид и межслойный усилитель ударопрочности, где дигидразид имеет заданную градиентную концентрацию, которая в большей степени сконцентрирована в смоляной композиции вблизи от армирующих волокон, чем вдали, где межслойный усилитель ударопрочности локализован на поверхности слоя армирующих волокон и где препрег, когда отвержден при 177°C (350°F) не более чем за 60 минут, достигает степени отверждения не менее 93% и температуры стеклования не ниже 175°C. Варианты выбора компонентов, которые могут присутствовать во второй смоляной композиции, аналогичны тем, что обсуждались выше.
Другие варианты осуществления касаются способа изготовления вышеупомянутых препрегов и изготовления композитного изделия, включающего отверждение вышеупомянутых препрегов.
Краткое описание чертежей
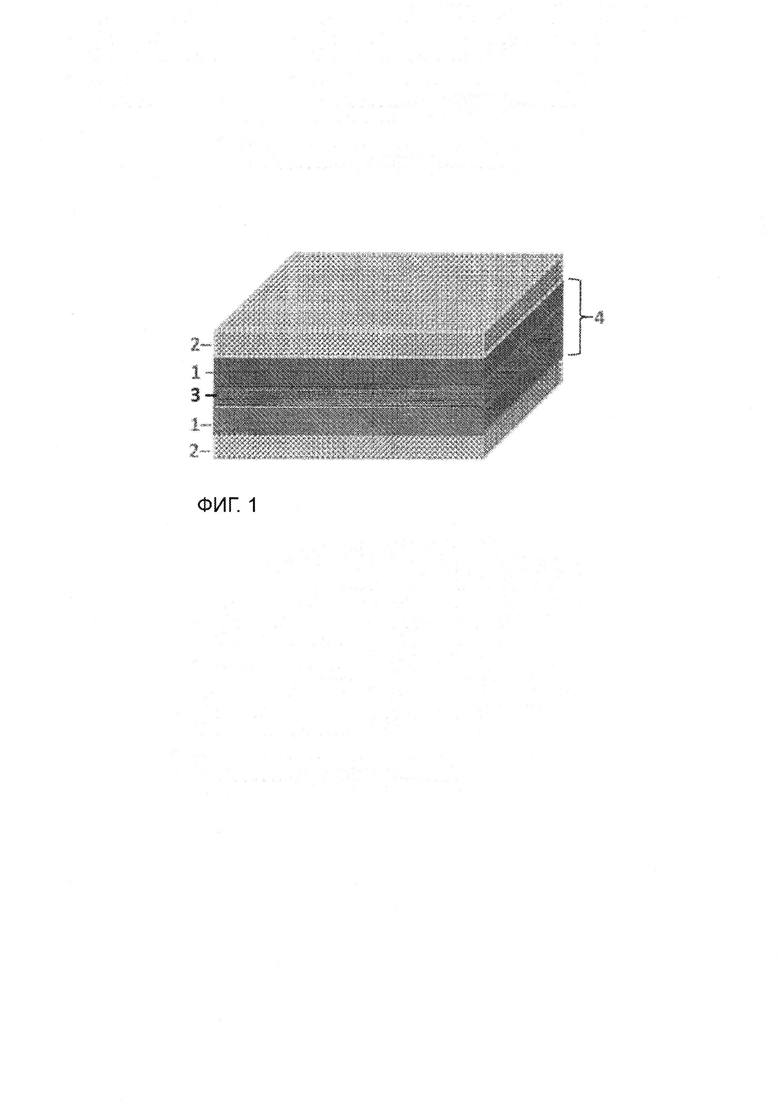
Фиг. 1 представляет собой схему конфигурации препрега в соответствии с первым вариантом осуществления настоящего изобретения, имеющего слой (4) пропитанных армирующих волокон, состоящий из слоя армирующих волокон (3), пропитанных первой смоляной композицией (1), и поверхностного слоя (2), образованного на слое (4) пропитанных армирующих волокон. Первая смоляная композиция может частично или полностью пропитывать слой армирующих волокон (3). Поверхностный слой может быть частично растворен в первой смоляной композиции или иначе частично смешан с ней, и наоборот. Поверхностный слой (2) может присутствовать на обеих сторонах слоя (4), как иллюстрируется Фиг. 1, или только на одной стороне слоя (4). Отношение толщины первой смоляной композиции (1) к толщине поверхностного слоя (2) может быть предусмотрено таким, чтобы обеспечить во время отверждения препрега оптимальную передачу тепла от воздуха к первой смоляной композиции через поверхностный слой, а также тепла, выделяемого первой смоляной композицией, к поверхностному слою. Отношение толщин может быть, например, не более 1,0, не более 1,5, не более 3,0 или даже не более 5,0.
Подробное описание изобретения
Согласно варианту осуществления настоящего изобретения препрег включает слой пропитанных армирующих волокон, содержащих, по меньшей мере, один слой армирующих волокон, пропитанных смоляной композицией, включающей по меньшей мере термоотверждающуюся смолу, отвердитель и ускоритель, таким образом, что ускоритель имеет градиентную концентрацию, которая в большей степени сконцентрирована в смоляной композиции вблизи от армирующих волокон, чем вдали. Смоляная композиция может включать первую смоляную композицию, пропитывающую армирующие волокна с обеспечением слоя пропитанных армирующих волокон; поверхностный слой, содержащий вторую смоляную композицию, может быть создан на слое пропитанных армирующих волокон. Первая смоляная композиция может иметь по крайней мере один пик на экзотермической кривой, возникающий каждый раз раньше, чем и/или при температуре ниже, чем любой пик на экзотермической кривой второй смоляной композиции, и количество теплоты, выделяемое первой смоляной композицией при экзотермическом эффекте, может быть, по крайней мере, равно количеству теплоты, выделяемой второй смоляной композицией, так что тепло, выделяемое первой смоляной композицией, способно инициировать или ускорить реакцию второй смоляной композиции, позволяя препрегу отверждаться при температуре отверждения до заданной степени отверждения за существенно сокращенное время выдержки. Первая смоляная композиция может включать термоотверждающуюся смолу, отвердитель и ускоритель.
В указанных выше вариантах не существует никаких конкретных ограничений или препятствий для выбора армирующего волокна до тех пор, пока эффект изобретения не ухудшается. Примеры включают углеродные волокна, органические волокна, такие как арамидные волокна, карбидокремниевые волокна, металлические волокна (например, алюмоксидные волокна), борные волокна, карбидовольфрамовые волокна, стеклянные волокна (напр., S-стеклянные, S-l-стеклянные, S-2-стеклянные, S-3-стеклянные, E-стеклянные, L-стеклянные от AGY) и натуральные/биоволокна. Углеродные волокна, в частности, могут быть использованы для обеспечения отвержденного препрега с исключительно высокой прочностью и жесткостью, а также малым весом. Из всех углеродных волокон предпочтительно использовать волокна с прочностью 2000 МПа или выше, удлинением 0,5% или более, и модулем 200 ГПа или выше. Примерами углеродных волокон служат волокна от Toray Industries со стандартным модулем около 200-250 ГПа (напр., Torayca® T300, T300J, T400H, T600S, T700S, T700G), промежуточным модулем около 250-300 ГПа (напр., Torayca® T800H, T800S, T1000G, M30S, M30G) или высоким модулем, более 300 ГПа (напр., Torayca® M40, M35J, M40J, M46J, M50J, M55J, M60J).
Форма и расположение слоя используемых армирующих волокон специально не ограничены. Могут быть использованы любые формы и пространственные расположения армирующих волокон, известные из уровня техники, такие как направленные длинные волокна, рубленые волокна неупорядоченной ориентации, одиночный жгут, узкий жгут, маты, трикотажные полотна и шнуры. Термин ʺдлинное волокноʺ, как используется здесь, означает одиночное волокно, которое по существу непрерывно на протяжении 10 мм или длиннее, или пучок волокон, содержащий одиночные волокна. Термин "короткие волокна", как используется здесь, означает пучок волокон, состоящий из волокон, которые разрезаны на длины короче 10 мм. В частности, для конечных применений, где требуются высокая удельная прочность и высокий удельный модуль упругости, наиболее подходящей может быть форма, где пучок армирующих волокон расположен в одном направлении. С точки зрения удобства в обращении, тканеподобная форма (тканое полотно) также подходит для настоящего изобретения. Слой пропитанных армирующих волокон может содержать один, два, три или более слоев армирующих волокон.
Термоотверждающаяся смола в первой смоляной композиции может быть определена здесь как любая смола, которая может быть отверждена с помощью отвердителя или перекрестносшивающего соединения с использованием внешнего источника энергии (напр., тепла, света, электромагнитных волн, таких как сверхвысокочастотные волны, УФ, электронного пучка или других подходящих методов), с образованием трехмерной сшитой сетки, обладающей требуемым для смолы модулем. Термоотверждающаяся смола могут быть выбрана, но не ограничиваясь этим, из эпоксидных смол, эпоксиноволачных смол, сложноэфирных смол, виниловых сложноэфирных смол, цианатных сложноэфирных смол, малеимидных смол, бисмалеимидных смол, бисмалеимидтриазиновых смол, фенольных смол, новолачных смол, резорциновых смол, ненасыщенных сложнополиэфирных смол, диаллилфталатных смол, карбамидных смол, меламиновых смол, бензоксазиновых смол, полиуретанов и их смесей, при условии, что не ухудшаются эффекты изобретения.
С точки зрения исключительного баланса прочности, деформации, модуля упругости и устойчивости к воздействиям окружающей среды может быть выгодно использование эпоксидных смол, в том числе моно-, дифункциональных и с более высокой функциональностью (или многофункциональных) эпоксидных смол, и их смесей. Предпочтительно выбирать многофункциональные эпоксидные смолы, поскольку они обеспечивают превосходную температуру стеклования (Tg), модуль и даже высокую адгезию по отношению к армирующему волокну. Эти эпоксидные смолы получают из предшественников, таких как амины (напр., эпоксидные смолы получают, используя диамины и соединения, содержащие по меньшей мере одну аминогруппу и по меньшей мере одну гидроксильную группу, такие как тетраглицидилдиаминодифенилметан, триглицидил-п-аминофенол, триглицидил-м-аминофенол, триглицидиламинокрезол и тетраглицидилксилилендиамин и их изомеры), фенолы (напр., эпоксидные смолы на основе бисфенола A, эпоксидные смолы на основе бисфенола F, эпоксидные смолы на основе бисфенола S, эпоксидные смолы на основе бисфенола R, фенолноволачные эпоксидные смолы, крезолноволачные эпоксидные смолы и резорцинэпоксидные смолы), эпоксидные смолы на основе нафталина, дициклопентадиеновые эпоксидные смолы, эпоксидные смолы с бифенильным скелетом, эпоксидные смолы на основе трис(гидроксифенол)метана (Tactix® 742 от Huntsman Advanced Materials), простой тетраглицидиловый эфир глиоксалфенолноволака, эпоксидные смолы на основе флуорена, модифицированные изоцианатом эпоксидные смолы и соединения с двойной углерод-углеродной связью (напр., алициклические эпоксидные смолы). Следует отметить, что эпоксидные смолы не ограничиваются приведенными выше примерами. Могут также быть использованы галогенированные эпоксидные смолы, полученные галогенированием этих эпоксидных смол. Кроме того в формулировании термоотверждающейся смоляной матрицы могут быть использованы смеси двух или более из этих эпоксидных смол, и соединения, содержащие одну эпоксидную группу, или моноэпоксидные соединения, такие как глицидиланилин, глицидилтолуидин или другие глицидиламины (в особенности глицидилароматические амины).
Примеры коммерчески доступных продуктов эпоксидных смол на основе бисфенола A включают jER® 825, jER® 828, jER®834, jER® 1001, jER® 1002, jER® 1003, jER® 1003F, jER® 1004, jER® 1004AF, jER® 1005F, jER® 1006FS, jER® 1007, jER® 1009, jER® 1010 (производства Mitsubishi Chemical Corporation) и EPON® 825 и EPON® 828 (от Momentive). Примеры коммерчески доступных продуктов эпоксидных смол на основе бромированного бисфенола A включают jER® 505, jER® 5050, jER® 5051, jER® 5054 и jER® 5057 (производства Mitsubishi Chemical Corporation). Примеры коммерчески доступных продуктов эпоксидных смол на основе гидрогенизированного бисфенола A включают ST5080, ST4000D, ST4100D и ST5100 (производства Nippon Steel Chemical Co., Ltd.).
Примеры коммерчески доступных продуктов эпоксидных смол на основе бисфенола F включают jER® 806, jER® 807, jER® 4002P, jER® 4004P, jER® 4007P, jER® 4009P и jER® 4010P (производства Mitsubishi Chemical Corporation) и Epotohto® YDF2001, Epotohto® YDF2004 (производства Nippon Steel Chemical Co., Ltd.), и Epiclon® 830 (от Dainippon Ink and Chemicals, Inc.). Примером коммерчески доступного продукта эпоксидной смолы на основе тетраметилбисфенола F является YSLV-80XY (производства Nippon Steel Chemical Co., Ltd.).
Примером эпоксидной смолы на основе бисфенола S является Epiclon® EXA-154 (производства DIC Corporation).
Примеры коммерчески доступных продуктов смол на основе тетраглицидилдиаминодифенилметана включают Sumiepoxy® ELM434 (производства Sumitomo Chemical Co., Ltd.), YH434L (производства Nippon Steel Chemical Co., Ltd.), jER® 604 (производства Mitsubishi Chemical Corporation) и Araldite® MY720, MY721 и MY722 (производства Huntsman Advanced Materials). Примеры коммерчески доступных продуктов смол на основе триглицидиламинофенола или триглицидиламинокрезола включают Sumiepoxy® ELM100 (производства Sumitomo Chemical Co., Ltd.), Araldite® MY0500, MY0510 и MY0600, MY0610 (производства Huntsman Advanced Materials) и jER® 630 (производства Mitsubishi Chemical Corporation). Примеры коммерчески доступных продуктов на основе тетраглицидилксилилендиамина и его гидрогенизированных продуктов включают TETRAD-X и TETRAD-C (производства Mitsubishi Gas Chemical Company, Inc.).
Примеры коммерчески доступных продуктов фенолноволачных эпоксидных смол включают jER® 152 и jER® 154 (производства Mitsubishi Chemical Corporation) и Epiclon® N-740, N-770 и N-775 (производства DIC Corporation).
Примеры коммерчески доступных продуктов крезолноволачных эпоксидных смол включают Epiclon® N-660, N-665, N-670, N-673 и N-695 (производства DIC Corporation), и EOCN-1020, EOCN-102S и EOCN-104S (производства Nippon Kayaku Co., Ltd.).
Примером коммерчески доступного продукта эпоксидной смолы на основе резорцина является Denacol® EX-201 (производства Nagase ChemteX Corporation).
Примеры коммерчески доступных продуктов эпоксидных смол на основе нафталина включают HP-4032, HP4032D, HP-4700, HP-4710, HP-4770, HP-5000, EXA-4701, EXA-4750 и EXA-7240 (производства DIC Corporation) и MY0816 (производства Huntsman Advanced Materials).
Примеры коммерчески доступных продуктов дициклопентадиеновых эпоксидных смол включают Epiclon® HP7200, HP7200L, HP7200H и HP7200HH (производства DIC Corporation), Tactix® 558 (производства Huntsman Advanced Materials) и XD-1000-1L и XD-1000-2L (производства Nippon Kayaku Co., Ltd.).
Примеры коммерчески доступных продуктов эпоксидных смол с бифенильным скелетом включают jER® YX4000H, YX4000 и YL6616 производства Mitsubishi Chemical Corporation) и NC-3000 (производства Nippon Kayaku Co., Ltd.).
Примеры коммерчески доступных продуктов модифицированных изоцианатом эпоксидных смол включают AER4152 (производства Asahi Kasei Epoxy Co., Ltd.) и ACR1348 (производства ADEKA Corporation), каждый из которых содержит оксазолидоновый цикл.
Отвердитель в первой смоляной композиции носит также название перекрестносшивающего соединения. Не существует никаких конкретных ограничений или препятствий для выбора соединения в качестве отвердителя, до тех пор, пока он содержит, по меньшей мере, одну активную группу, которая взаимодействует с термоотверждающейся смолой. Для вышеуказанных эпоксидных смол примеры подходящих отвердителей включают, но не ограничиваясь этим, полиамиды, дициандиамид [DICY], амидоамины (напр., ароматические амидоамины, такие как аминобензамиды, аминобензанилиды, и аминобензолсульфонамиды), ароматические диамины (напр., диаминодифенилметан, диаминодифенилсульфон [DOS], такие как Aradur® 9664-1 и Aradur® 9719-1 от Huntsman Advanced Materials), аминобензоаты (напр., триметиленгликольди-п-аминобензоат и неопентилгликольди-п-аминобензоат), алифатические амины (напр., триэтилентетрамин, изофорондиамин), циклоалифатические амины (напр., изофорондиамин), производные имидазола, гуанидины, такие как тетраметилгуанидин, ангидриды (напр., метилгексагидрофталевый ангидрид), гидразиды (напр., дигидразиды адипиновой кислоты [ADH], изофталевые дигидразиды [IDH], дигидразиды себациновой кислоты [SDH], дигидразиды валина [VDH), карбодигидразиды [CDH], дигидразиды эйкозандикарбоновой кислоты, фталевый дигидразид, дигидразид терефталевой кислоты, тригидразид 1,2,3-бензолтрикарбоной кислоты, гидразид бензойной кислоты, алифатические моногидразиды, алифатические тригидразиды, алифатические тетрагидразиды и ароматические моногидразиды, ароматические дигидразиды, ароматические тригидразиды, ароматические тетрагидразиды, п-толуолсульфонилгидразид, гидразид бензолсульфиновой кислоты, бензолсульфонилгидразид, сульфурилгидразид и тригидразид фосфорной кислоты, гидразид 2-аминобензойной кислоты или гидразид 4-аминобензойной кислоты), гидразины (напр., фенилгидразин, нафталингидразин, 1-гексилгидразин, п-фениленбис(гидразин), 1,6-гексаметилендигидразин и 1,2-дифенилгидразин), фенолноволачные смолы и крезолноволачные смолы, амиды карбоновых кислот, полифенольные соединения, полисульфиды и меркаптаны, и кислоты и основания Льюиса (напр., трифторид бора-этиламин, трис(диэтиламинометил)фенол).
Подходящий отвердитель или подходящая комбинация отвердителей могут быть выбраны из приведенного выше списка в зависимости от требуемых свойств отвержденного препрега. Например, если используется дициандиамид, то он обычно обеспечит продукт с хорошими свойствами при повышенных температурах, хорошей стойкостью к химическому воздействию и хорошим сочетанием прочности при растяжении и на отдир. С другой стороны, ароматические диамины обычно обеспечивают высокую теплостойкость и стойкость к химическому воздействию, и высокий модуль. Аминобензоаты как правило, обеспечивает превосходную прочность при растяжении удлинением, хотя они часто дают худшую теплостойкость по сравнению с ароматическими диаминами. Ангидриды кислот, как правило, обеспечивают смоляную матрицу с низкой вязкостью и превосходную способность к обработке и, в дальнейшем, высокую теплостойкость после отверждения. Фенолноволачные смолы и крезолноволачные смолы обеспечивают влагостойкость за счет образования простых эфирных связей, которые обладают превосходной устойчивостью к гидролизу. Следует отметить, что может быть использована смесь двух или более из вышеуказанных отвердителей. Например, при использовании DDS вместе с DICY в качестве ускорителя отверждения, армирующее волокно и смоляная композиция могут сцепляться более прочно, и в частности, теплостойкость, механические свойства, такие как прочность при сжатии и устойчивость к воздействию окружающей среды полученного отвержденного препрега, могут быть заметно повышены. В другом примере, при сочетании DDS с ароматическим амидоамином (напр., 3-аминобензамидом) может быть достигнут превосходный баланс тепловых и механических свойств. В другом примере, при сочетании DDS с дигидразидом (напр., изофталевым дигидразидом, дигидразидом адипиновой кислоты или дигидразидом валина) ускоряется отверждение без ухудшения тепловых и механических свойств.
В качестве отвердителя для эпоксидной смолы может быть использована бензоксазиновая смола. Примеры подходящих бензоксазиновых смол включают, но не ограничиваясь этим, многофункциональные н-фенилбензоксазиновые смолы, такие как бензоксазины на основе фенолфталеина, на основе тиодифенила, на основе бисфенола A, на основе бисфенола F и/или на основе дициклопентадиена. Когда используют эпоксидную смолу или смесь эпоксидных смол с различными функциональностями вместе с бензоксазиновой смолой или смесью бензоксазиновых смол разных видов, массовое отношение эпоксидной смолы (смол) к бензоксазиновой смоле (смолам) может быть от 0,01 до 100. Сочетание обычно улучшает способность бензоксазиновой смолы к обработке и обеспечивает, благодаря бензоксазиновой смоле, исключительные модуль упругости смолы, теплостойкость и свойства при высоких температурах-влажности.
Отвердитель может быть использован в количестве приблизительно до 75 массовых частей на 100 массовых частей термоотверждающейся смолы в целом (75 м.ч. на 100 м.ч. смолы). Отвердитель может также быть использован в количестве, отличном от стехиометрического соотношения между эквивалентной массой термоотверждающейся смолы и эквивалентной массой отвердителя, для получения заданного модуля смолы или температуры стеклования и/или того и другого. В таких случаях эквивалентная масса отвердителя зависит от числа реакционных центров или активных атомов водорода и рассчитывается путем деления его молекулярной массы на число активных атомов водорода. Например, эквивалентная масса амина 2-аминобензамида (молекулярная масса 136} может быть 68 при функциональности 2, 45,3 при функциональности 3, 34 при функциональности 4 и 27,2 при функциональности 5.
Ускоритель в первой смоляной композиции используется для создания комплементарной пары, ускоряющей реакцию первой смоляной композиции. Ускоритель, при использовании с отвердителем, в первой смоляной композиции может привести к более чем одному экзотермическому пику, как определено ниже, при этом по меньшей мере один из пиков на экзотермической кривой возникает каждый раз раньше, чем и/или при температуре ниже, чем любой пик на экзотермической кривой второй смоляной композиции. Во время изготовления и/или отверждения препрега ускоритель, до некоторой степени, может диффундировать во вторую смоляную композицию, включающую, по меньшей мере, термоотверждающуюся смолу (т.е., с созданием градиентной концентрации ускорителя в препреге) и, следовательно, ускорять ее реакции при повышенной температуре (тогда как препрег при этом сохраняет превосходное время выхода и липкость при температуре окружающей среды), с экзотермическим пиком, возникающим позднее, чем хотя бы один из экзотермических пиков первой смоляной композиции. Ускоритель может быть использован в количестве не более 15 м.ч. на 100 м.ч. смолы, не более 10 м.ч. на 100 м.ч. смолы, не более 5 м.ч. на 100 м.ч. смолы или даже не более 3 м.ч. на 100 м.ч. смолы. Более высокие количества могут привести к более быстрой скорости отверждения, но в то же время могут ухудшить тепловые и механические свойства. Поэтому оптимальное количество ускорителя обычно определяется для каждой смоляной композиции по изобретению.
Не существует никаких конкретных ограничений или препятствий для выбора соединения или комбинации соединений в качестве ускорителя для каждой смоляной композиции до тех пор, пока они могут ускорять реакции между термоотверждающейся смолой и отвердителем и не ухудшают эффекты изобретения. В некоторых случаях ускоритель может также упоминаться как соотвердитель. Примеры включают, без ограничения, соединения мочевины, сульфонатные соединения, трифторид бора-пиперидин, п-трет-бутилкатехин, сульфонатные соединения, третичные амины или их соли, имидазолы и их соли, фосфорные ускорители отверждения, карбоксилаты металлов и кислоты Льюиса или Брэнстеда или их соли. Примеры подходящих соединений мочевины включают N,N-диметил-N'-(3,4-дихлорфенил)мочевину, толуолбис(диметилмочевину), 4,4'-метиленбис(фенилдиметилмочевину) и 3-фенил-l,l-диметилмочевину. Коммерческие примеры таких соединений включают карбамид DCMU99 (производства Hodogaya Chemical Co., Ltd.) и Omicure® 24, 52 и 94 (все прроизводства CVC Specialty Chemicals, Inc.). Коммерческие продукты на основе имидазольных соединений или их производных включают 2MZ, 2PZ и 2E4MZ (все прроизводства Shikoku Chemicals Corporation). Примеры подходящих катализаторов на основе кислот Льюиса включают комплексы тригалогенида бора и основания, такие как комплекс трифторид бора-пиперидин, комплекс трифторид бора-моноэтиламин, комплекс трифторид бора-триэтаноламин и комплекс трихлорид бора-октиламин. Примеры сульфонатных соединений включают метил-п-толуолсульфонат, этил-п-толуолсульфонат и изопропил-п-толуолсульфонат.
Отвердитель и/или ускоритель для каждой смоляной композиции могут быть инкапсулированы веществом или веществами, которые сдерживают их реакционную способность до того момента, пока при постепенном повышении не будет достигнута требуемая температура запуска. Температура запуска может быть не менее 80°С, не менее 100°С или даже не менее 120°С. Более длительная задержка для сочетания отвердитель/ускоритель приводит к исключительному времени выхода в условиях окружающей среды или условиях обработки.
Не существует никаких конкретных ограничений или препятствий для выбора термоотверждающейся смолы, отвердителя и ускорителя в первой смоляной композиции до тех пор, пока не ухудшаются эффекты изобретения. Первая смоляная композиция имеет не менее одного пика на экзотермической кривой, возникающего каждый раз раньше, чем и/или при температуре ниже, чем хотя бы один из пиков на экзотермической кривой второй смоляной композиции, и общее тепло, выделяемое первой смоляной композицией во время экзотермического эффекта первой смоляной композиции, по меньшей мере равно общему теплу, выделяемому второй смоляной композицией во время экзотермического эффекта второй смоляной композиции. В результате, более раннее тепловыделение от первой смоляной композиции может быть использовано для инициирования или ускорения реакции второй смоляной композиции, сокращения времени выдержки препрега при температуре отверждения с достижением требуемой степени отверждения (DoC). Кроме того, поскольку некоторое количество тепла от первой смоляной композиции высвобождается раньше, чем тепло от второй смоляной композиции, общее тепловыделение этого препрега при достижении выдержки времени может быть значительно меньше, чем препрега, в котором обе смоляные композиции выделяют тепло в одно и то же время. Это было бы выгодно для толстых композитных изделий, обычно дающих неконтролируемые большие экзотермические эффекты. Кроме того, более низкая температура пика на экзотермической кривой общей теплоты препрега может дать возможность установления более высокой температуры воздуха при отверждении без приближения температуры пика на экзотермической кривой к предельно-допустимой температуре, при которой отверждаемый композит может разлагаться, т.е. более широкого диапазона длительность обработки-температура.
Время (температуру) пика на экзотермической кривой можно определить из термограммы, полученной методом динамической сканирующей калориметрии (DSC) неотвержденной смолы, подвергаемой динамическому сканированию при скорости нагрева 10°C/мин от -50°C до конечной температуры, при которой экзотермическая реакция завершается и выше которой может произойти термическое разложение. Для эпоксидной смолы конечная температура может быть не более 400°C или не более 350°C, или даже не более 300°C. Разница во времени (или температуре) пиков на экзотермической кривой между двумя пиками на экзотермической кривой может быть спроектирована соответствующим образом через выбор компонентов в первой смоляной композиции и второй смоляной композиции, чтобы она была как можно короче или не более 5 мин, не более 10 мин, не более 15 мин, не более 30 мин, не более 60 минут или даже не более 90 мин. Разница во времени пиков на экзотермической кривой может быть не менее 0,5 мин, не менее 1 мин, не менее 2 мин или даже не менее 10 мин. Разница в температуре пиков на экзотермической кривой может быть не менее 5°C, не менее 10°C, не менее 20°C или даже не менее 50°C. Общее выделяемое тепло (т.е. количество выделяемой теплоты) первой смоляной композицией может быть определено по площади (площадям) экзотермического пика (пиков) на вышеописанной термограмме. Разница в выделяемой теплоте между двумя смоляными композициями может быть спроектирована соответствующим образом через выбор компонентов в первой смоляной композиции и второй смоляной композиции для дополнительного сокращения, насколько возможно, времени выдержки препрега при температуре отверждения. Общее тепло, выделяемое первой смоляной композицией, может быть, например, не менее чем на 10%, не менее чем на 25% или даже не менее чем на 50% выше общего тепла, выделяемого второй смоляной композицией.
Процентное отверждение или степень отверждения (или DoC) препрега можно определить с помощью дифференциального сканирующего калориметра (DSC) (Q200 с RCS (механической холодильной системой охлаждения), производства TA Instruments). Процентное отверждение определяют, сопоставляя площадь пика экзотермической реакции неотвержденного препрега (ΔHUC) с площадью пика остаточной экзотермической реакции отвержденного препрега (ΔHR), используя скорость линейного изменения 10°C/мин. При этом DC рассчитывают как [(ΔHUC - ΔHR) /ΔHUC x 100]. Вместо этого может быть использован модулированный режим DSC (MDSC). В этом случае условием может быть скорость нагрева 3°C/мин, модуляция 60 секунд и амплитуда 1°C. Для расчета DC могут быть использованы нереверсивные теплоты. Если используется MDSC, Tg может быть получена из данных по реверсивным теплотам. Для большинства смоляных систем существует корреляция между Tg и DoC, т.е., знание одного позволяет узнать другое через соотношение. Важно установить это соотношение. Поскольку Tg не зависит от количества отвержденной смолы в пробе, отобранной из отвержденного композитного изделия для DSC-измерений, в то время как для остаточного тепловыделения это не так, то, по возможности, более предпочтителен обратный расчет DC с использованием установленного соотношения.
Не существует никаких конкретных ограничений или препятствий для выбора компонентов в поверхностном слое, включающем вторую смоляную композицию, как описано в примерах ниже, но не ограничивается этими примерами, до тех пор, пока не ухудшают эффекты изобретения. Поверхностный слой наносят в качестве барьерного слоя (на одну или, предпочтительно, обе стороны слоя пропитанных армирующих волокон), чтобы воспрепятствовать реакциям первой смоляной композиции в условиях окружающей среды или обработки и, следовательно, одновременному продлению времени выхода и драпирования препрега, что могло бы стать результатом в случае отсутствия поверхностного слоя. Если поверхностный слой присутствует с обеих сторон слоя пропитанных армирующих волокон, то два поверхностных слоя могут быть одинаковыми или отличаться друг от друга, при условии, что по крайней мере один из поверхностных слоев (и, предпочтительно, оба поверхностных слоя) отвечают указанным здесь критериям.
В одном из вариантов осуществления вторая смоляная композиция включает термоотверждающуюся смолу и отвердитель. Не существует никаких конкретных ограничений или препятствий для выбора термоотверждающейся смолы и отвердителя до тех пор, пока не ухудшают эффекты изобретения. Примеры термоотверждающихся смол и отвердителей рассмотрены выше в связи с первой смоляной композицией.
В приведенном выше варианте осуществления вторая смоляная композиция может также включать межслойный, повышающий ударную прочность, материал (также называемый межслойным усилителем ударопрочности). Межслойный, повышающий ударную прочность, материал может быть локализован на поверхности (поверхностях) слоя армирующих волокон (это означает, что незначительное количество межслойного, повышающего ударную прочность, материала присутствует, или совсем не присутствует, в слое армирующих волокон, при отверждении препрега) или локализован в межслойной области между двумя слоями армирующих волокон препрега (далее именуемой промежуточным слоем). Межслойный, повышающий ударную прочность, материал рассчитан на обеспечение значительной ударной прочности и совместимости по отношению к отвержденному препрегу по сравнению с контрольной композицией без межслойного, повышающего ударную прочность, материала. Одним из ключевых измеряемых свойств является сопротивление разрушению типа II (по режиму сдвига) или GIIC. Для более высокого GIIC важно поддерживать распространение трещин в промежуточном, повышающем ударную прочность, слое. Еще одним ключевым свойством является сжатие после удара (CAI). В большинстве случаев CAI соотносится с GIIC так, что более высокое GIIC приводит к более высокому CAI. В некоторых случаях межслойный усилитель ударопрочности способен увеличивать сопротивление разрушению типа I (по режиму раскрытия).
Межслойный усилитель ударопрочности может представлять собой один или более термопластов, один или более эластомеров, или комбинации одного или более эластомеров и одного или более термопластов, или комбинации эластомера и неорганических материалов, таких как стекло, или множества нановолокон или микроволокон. Межслойный усилитель ударопрочности может быть в форме частиц или листа с заданной толщиной (напр., пленка, мат, тканый или нетканый материал/вуаль). В некоторых случаях листовая форма предпочтительна для удобства изготовления препрега. Если межслойный усилитель ударопрочности находится в форме частиц, средний размер частиц межслойного усилителя ударопрочности может быть не более 100 мкм или даже 5-50 мкм, для удержания частиц межслойного усилителя ударопрочности в промежуточном слое после отверждения с обеспечением максимального сопротивления разрушению и улучшениями CAI. Такие частицы обычно используют в количествах приблизительно до 30 массовых % или до 15 массовых % (в расчете общее содержание смолы по массе в составе композиции). Полученная толщина промежуточного слоя может быть не более 200 мкм, не более 100 мкм или даже не более 50 мкм. Количество межслойного усилителя ударопрочности и/или толщина промежуточного слоя зависят от требуемых механических свойств в сопоставлении с массой препрега. Например, более высокое количество межслойного усилителя ударопрочности может быть потребоваться для увеличения GIIC и CAI, но в ущерб свойствам под сжимающей нагрузкой, таким как сжатие со сквозным отверстием. Примеры подходящих термопластичных материалов включают полиамиды. Известные полиамидные частицы включают SP-500 производства Toray Industries, Inc., ʺOrgasol®ʺ производства Arkema и Grilamid® TR-55 производства EMS-Grivory, найлон-6, найлон-12, найлон 6/12, найлон 6/6 и Trogamid® CX от Evonik.
В одном из вариантов осуществления вторая смоляная композиция включает термоотверждающуюся смолу и отвердитель, и, необязательно, ускоритель. Не существует никаких конкретных ограничений или препятствий для выбора термоотверждающихся смол, отвердителей и ускорителей до тех пор, пока не ухудшаются эффекты изобретения. Примеры подходящих термоотверждающихся смол отвердителей и ускорителей рассмотрены выше в связи с первой смоляной композицией.
В другом варианте осуществления вторая смоляная композиция включает, как минимум, термоотверждающуюся смолу и не содержит отвердитель. Не существует никаких конкретных ограничений или препятствий для выбора термоотверждающихся смол в поверхностный слое, включающем вторую смоляную композицию, до тех пор, пока не ухудшаются эффекты изобретения. Примеры термоотверждающихся смол рассмотрены выше. Одна или более термоотверждающихся смол пригодны для второй смоляной композиции до тех пор, пока их вязкость и липкость подходят для создания поверхностного слоя препрега. Вторая смоляная композиция может дополнительно включать межслойный, повышающий ударную прочность, материал, как описан выше.
В еще одном варианте осуществления вторая смоляная композиция включает, по крайней мере, комбинацию термопластичной смолы, термоотверждающейся смолы и не содержит отвердителя. Не существует никаких конкретных ограничений или препятствий для выбора термопластичных и термоотверждающихся смол в поверхностном слое, содержащем вторую смоляную композицию, до тех пор, пока не ухудшаются эффекты изобретения. В этом случае вторая смоляная композиция может иметь вязкость и липкость, которые подходят для создания поверхностного слоя препрега. Примеры термоотверждающихся смол рассмотрены выше, и примеры термопластичных смол рассмотрены ниже. Кроме того термопластичная смола может включать межслойный, повышающий ударную прочность, материал. При наличии термоотверждающейся смолы межслойный, повышающий ударную прочность, материал, как описан выше, может быть также включен во вторую смоляную композицию.
В другом варианте осуществления вторая смоляная композиция включает, по меньшей мере, термопластичную смолу, без термоотверждающейся смолы, и отвердитель. В этом случае отсутствует экзотермический эффект или реакция второй смоляной композиции (и, следовательно, нет тепла, выделяемого второй смоляной композицией). Таким образом, в этом варианте осуществления поверхностный слой, содержащий вторую смоляную композицию, просто действует как барьер, сдерживающий реакционную способность первой смоляной композиции при хранении или технологических условиях. Реакция первой смоляной композиции активируется на повышенной температуре, позволяя препрегу отверждаться при температуре отверждения за сокращенное время выдержки с получением требуемой степени отверждения. Примеры термопластичных смол рассматриваются ниже. Кроме того, термопластичная смола может включать межслойный, повышающий ударную прочность, материал.
В еще одном варианте осуществления первая смоляная композиция включает, по крайней мере, термоотверждающуюся смолу и отвердитель, тогда как вторая смоляная композиция включает, по меньшей мере, термоотверждающуюся смолу и ускоритель, который дополняет отвердитель в первой смоляной композиции. В процессе отверждения препрега отвердитель и ускоритель могут диффундировать в каждую из смоляных композиций и, следовательно, ускорять отверждение обеих смоляных композиций, где первая смоляная композиция имеет, по крайней мере, один пик на экзотермической кривой, возникающий каждый раз раньше, чем и/или при температуре ниже, чем любой пик на экзотермической кривой, характеризующей вторую смоляную композицию.
Термопластичную смолу, если, необязательно, используют с термоотверждающейся смолой, присутствующей либо в первой, либо во второй смоляной композиции в вышеуказанных вариантах осуществления, обычно выбирают для модификации вязкости в целях обработки и/или усиления прочности. Термопластичная смола, когда присутствует, может быть использована в любом количестве до 50 м.ч. на 100 м.ч. смолы или даже до 35 м.ч. на 100 м.ч. смолы для удобства обработки. Можно использовать, но не ограничиваясь этим, следующие термопластичные смолы: поливинилформали, полиамиды, поликарбонаты, полиацетали, полифениленоксиды, полифениленсульфиды, полиарилаты, сложные полиэфиры, полиамидимиды, полиимиды, простые полиэфиримиды, полиимиды с фенилтриметилиндановой структурой, полисульфоны, простые полиэфирсульфоны (напр., Sumikaexcel PES5003P от Sumitomo Chemical Co., Ltd., Virantage® VW-10700RP от Solvay), простые полиэфиркетоны, простые полиэфирэфиркетоны, полиарамиды, простые полиэфирнитрилы, полибензимидазолы, их производные и их смеси. Можно использовать ароматическую термопластичную смолу, которая не ухудшает высокую термостойкость и высокий модуль упругости смоляной композиции. Выбранные термопластичные смолы могут быть растворимы в термоотверждающейся смоле в высокой степени с образованием гомогенной смеси. Термопластичные смолы могут представлять собой соединения (полимеры) с ароматическими скелетами, которые выбирают из группы, состоящей из полисульфонов, простых полиэфирсульфонов, полиамидов, полиамидимидов, полиимидов, простых полиэфиримидов, простых полиэфиркетонов и простых полиэфирэфиркетонов, их производных, подобных или аналогичных полимеров и смесей. Простые полиэфирсульфоны, полиимиды, простые полиэфиримиды и их смеси могут представлять интерес по причине их высокой теплостойкости и прочности. Подходящие простые полиэфирсульфоны могут, например, иметь среднечисловую молекулярную массу приблизительно от 10.000 до 75.000 г/моль. Следует отметить, что вышеупомянутые термопластичные смолы могут применяться только в одной из вышеуказанных смоляных композиций при условии, что эффекты изобретения не ухудшаются.
Кроме того, все смоляные композиции, включающие термоотверждающуюся смолу, как указано выше, могут содержать наполнитель, включающий проводящий материал и/или непроводящий материал для дальнейшего улучшения механических свойств, таких как ударная прочность или прочность, или физические/термические свойства отвержденного препрега при условии, что эффекты настоящего изобретения не ухудшаются. Если наполнитель предназначен для повышения ударной прочности термоотверждающейся смолы внутри слоя армирующих волокон (здесь далее именуемый внутрислойный усилитель ударопрочности), то его наибольший размер может быть не более 1 мкм. Если наибольший размер будет больше 1 мкм, это может привести к тому, что проникающее действие в этих частицах может быть сосредоточено вне слоя армирующих волокон. Можно использовать один или более полимерных и/или неорганических усилителей ударопрочности. Внутрислойный усилитель ударопрочности может быть проводящим материалом или непроводящим материалом. Внутрислойный усилитель ударопрочности может быть равномерно распределен в форме частиц в отвержденном препреге для максимального увеличения его воздействия на целевое назначение (назначения). Такие внутрислойные усилители ударопрочности включают, но не ограничиваясь этим, эластомеры, разветвленные полимеры, гиперразветвленные полимеры, дендримеры, каучукоподобные полимеры, каучукоподобные сополимеры, блоксополимеры, частицы со структурой ядро-оболочка, оксиды или неорганические материалы, такие как глина, полиэдральные олигомерные силсесквиоксаны (POSS), углеродистые материалы (напр., углеродная сажа, углеродные нанотрубки, углеродные нановолокна, фуллерены), керамика и карбиды кремния, с поверхностной модификацией и функционализацией или без них. Примеры блоксополимеров включают сополимеры, состав которых описан в US 6894113 (Court et al., Atofina, 2005), и включают ʺNanostrength®ʺ SBM (полистирол-полибутадиен-полиметакрилат) и AMA (полиметакрилат-полибутилакрилат-полиметакрилат), оба производства Arkema. Другие подходящие блоксополимеры включают Fortegra® и амфифильные блоксополимеры, описанные в US 7820760B2, переданном Dow Chemical. Примеры известных частиц со структурой ядро-оболочка включают частицы ядро-оболочка (дендример), составы которых описаны в US20100280151A1 (Nguyen et al., Toray Industries, Inc., 2010) как разветвленный аминополимер, в качестве оболочки, привитый на полимер ядра, полученный полимеризацией полимеризуемых мономеров, содержащих ненасыщенные углерод-углеродные связи, частицы каучука со структурой ядро-оболочка, составы которых описаны в EP 1632533A1 и EP 2123711A1, Kaneka Corporation, и линейка продукции ʺKane Ace MXʺ от Kaneka Corporation, смесей таких частиц/эпоксидных смол, где частицы имеют полимерное ядро, полученное полимеризацией полимеризуемых мономеров, таких как бутадиен, стирол, другой ненасыщенный мономер(ы) с углерод-углеродной связью, или их комбинации, и полимерную оболочку, совместимую с эпоксидной смолой, как правило, полиметилметакрилат, полиглицидилметакрилат, полиакрилонитрил или тому подобные полимеры. Также подходят в качестве блоксополимеров по настоящему изобретению серии ʺJSR SXʺ карбоксилированного полистирола/полидивинилбензолов, производимые JSR Corporation; ʺKureha Paraloidʺ EXL-2655 (производимый Kureha Chemical Industry Co., Ltd.), который представляет собой сополимер бутадиен-алкилметакрилат-стирол; ʺStafiloidʺ AC-3355 и TR-2122 (оба производимые Takeda Chemical Industries, Ltd.), каждый из которых представляет собой сополимеры акрилат-метакрилат; и ʺPARALOIDʺ EXL-2611 и EXL-3387 (оба производимые Rohm & Haas), каждый из которых представляет собой сополимер бутилакрилат-метилметакрилат. Примеры подходящих оксидных частиц включают Nanopox®, производимый Nanoresins AG. Это маточная смесь функционализированных частиц нанокремнезема и эпоксидной смолы.
В одном из вариантов осуществления препрег дополнительно содержит дренажный слой, содержащий материал с большим относительным удлинением, где материал с большим относительным удлинением локализован на поверхности слоя армирующих волокон и при этом дренажный слой способен обеспечивать сеть воздушных каналов в препреге, через которые захваченные в препрег воздушные пузыри и летучие вещества диффундируют под вакуумом в процессе отверждения препрега. Дренажный слой выполнен, чтобы обеспечить возможность, по крайней мере, части материала с большим относительным удлинением проникать через слои армирующих волокон. Сеть воздушных каналов может быть сформирована из материала с большим относительным удлинением, который не разрушается или не растворяется во время отверждения препрега и может иметь полую структуру, перфорированную структуру или их комбинацию. Поверхность материала с большим относительным удлинением может быть химически модифицирована функциональной группой так, что смоляная композиция будет частично смачивать или не смачивать материал с большим относительным удлинением во время отверждения препрега. Поверхность может также быть покрыта веществом, которое расширяется и улетучивается в процессе отверждения препрега. Такие вещества носят также название порообразующие вещества. Материал с большим относительным удлинением, содержащий нановолокно или пластинчатый наноматериал, может быть проводящим материалом или непроводящим материалом. В контексте настоящего изобретения ʺбольшое относительное удлинениеʺ означает, что отношение одного размера (т.е. ширины, длины) к другому размеру (толщине, диаметру) больше 1, а ʺпластинчатый" означает наличие общей формы пластины, имеющей два больших размера (длину и ширину) и один малый размер (толщину). Примеры пластинчатого материала включают, но не ограничиваются этим, глину, графеновые нанопластинки или другие материалы толщиной менее 10 нм, менее 100 нм или даже менее чем 1000 нм. Нановолокно имеет характеристическое отношение длины к диаметру больше единицы и диаметр не более 1000 нм, не более 500 н, или даже не более 100 нм. Поскольку нановолокно предназначено для локализации, по существу, на поверхности слоя армирующих волокон, один из его размеров, например его длина, может быть не менее 0,5 мкм, не менее 1 мкм, не менее 3 мкм или даже не менее 10 мкм. Примеры нановолокон включают углеродные нанотрубки (иногда называемые CNT), углеродные нановолокна, оксидные нановолокна (напр. алюмоксидные, кремнеземные или стеклянные), керамические нановолокна, металлические нановолокна (напр., никелевые нити), галлуазитовые нановолокна, другие подходящие типы органических или неорганических нановолокон или их комбинации. Дренажный слой может иметь толщину не более 100%, не более 50% или даже не более 25% от толщины промежуточного, повышающего ударную прочность, слоя, и/или нагрузка по материалу с большим относительным удлинением (напр., нановолокну) в дренажном слое может составлять не более 100 мас.%, не более 50 мас.%, не более 25 мас.% или даже не более 10 мас.% от массы дренажного слоя при условии, что порог проникновения соблюдается, напр. формируется сеть взаимосвязанных нановолокон. Чем тоньше и легче дренажный слой, тем больше вероятность того, что будут достигнуты необходимые требования к массе препрега. Чем толще дренажный слой, тем больше вероятность того, что трещина будет ограниченной и распространится в дренажный слой, что будет нежелательно для механических характеристик отвержденного препрега.
Дренажный слой может содержать предварительно сформированную сборку нановолокон и/или пластинчатых наноматериалов. Сборка нановолокон может иметь значительное количество нановолокон, выровненных в направлении, или хаотичной ориентации. Сборка может иметь толщину не менее 10 нм, не менее 100 нм, не менее 1 мкм или даже не менее 10 мкм и/или массу единицы площади не менее 0,01 г/м2, не менее 0,1 г/м2 или даже не менее 1 г/м2. Сборка может быть дополнительно пропитана адгезионной композицией, содержащей компоненты, подобные компонентам, входящим в первую или вторую смоляную композицию, или отличные от них. Такой пропитанный слой нановолокна называют препрегом на основе нановолокна. На поверхность сухих армирующих волокон или на поверхность слоя пропитанных армирующих волокон, пропитанных первой смоляной композицией, может быть помещена либо сухая сборка нановолокон, либо препрег на основе нановолокна.
В другом варианте осуществления вышеуказанные препреги, изотермически отвержденные при 177°C (350°F) не более чем за 60 минут, достигают степени отверждения не менее 93% и температуры стеклования (Tg) не ниже 175°C или не ниже 185°C, или даже не ниже 190°C. Более высокая Tg может обеспечить для отвержденного композитного изделия более широкий диапазон температур эксплуатации ниже Tg. Предпочтительно Tg может быть измерена вышеуказанным методом модулированной дифференциальной сканирующей калориметрии (MDSC) и, необязательно, методом динамического механического анализа (DMA) при скорости нагрева 10°C/мин.
В некоторой степени ускоритель в первой смоляной композиции может диффундировать во вторую смоляную композицию, т.е. создавать градиентную концентрацию во время изготовления препрега и/или во время отверждения. В условиях окружающей среды или других условиях обработки вторая смоляная композиция служит барьерным слоем, препятствующим теплопередаче от воздуха через вторую смоляную композицию к первой смоляной композиции, таким образом, ускоритель в первой смоляной композиции поддерживается инактивированным. В более жестких условиях процесса, такого как отверждение, ускоритель при достаточной температуре активируется и ускоряет реакции между термоотверждающейся смолой и отвердителем быстрее, чем реакции между термоотверждающейся смолой и отвердителем во второй смоляной композиции, при необходимости. Таким образом, тепло, выделяемое первой смоляной композицией, может быть рассчитано на инициацию или ускорение реакции второй смоляной композиции, все вместе дает возможность изотермического отверждения препрега при температуре 177°C не более чем за 60 минут, с достижением степени отверждения не менее 93% или даже не менее 95%. Могут быть использованы другие профили отверждения с температурой отверждения выше или ниже 177°C при оптимальном времени выдержки короче или длиннее, чем 60 минут, и высоких скоростях нагрева, не менее 1,7°C/мин, до температуры отверждения, с достижением степени отверждения не менее 90%, не менее 93% или даже не менее 95%, при условии, что эффекты изобретения не ухудшаются. В одном из вариантов осуществления, например, препрег может быть изотермически отвержден при температуре 177°C не более чем за 30 минут, с достижением степени отверждения не менее 90%, не менее 93% или даже не менее 95%, с достижением Tg не ниже 175°C или даже не ниже 190°C. Отвержденные композитные изделия со степенью отверждения ниже 93% могут нуждаться в постотверждении с достижением степени отверждения не менее 93% для обеспечения стабильно высоких тепловых и механических свойств.
Согласно второму варианту осуществления изобретения препрег, содержащий слой пропитанных армирующих волокон, содержит, по меньшей мере, один слой армирующих волокон, пропитанных смоляной композицией, включающей, по меньшей мере, эпоксидную смолу, диаминодифенилсульфон, дигидразид и межслойный усилитель ударопрочности, где дигидразид имеет заданную градиентную концентрацию, которая в большей степени сконцентрирована в смоляной композиции вблизи от армирующих волокон, чем вдали, причем межслойный усилитель ударопрочности локализован на поверхности армирующих волокон, и при этом препрег, отвержденный при 177°C (350°F) не более чем за 60 минут достигает степени отверждения не менее 93% и температуру стеклования не ниже 175°C.
В вышеуказанном варианте осуществления не существует никаких конкретных ограничений или препятствий для выбора эпоксидной смолы, диаминодифенилсульфонового усилителя ударопрочности и дигидразидного ускорителя/соотвердителя в первой смоляной композиции до тех пор, пока не ухудшаются эффекты изобретения. Смоляная композиция может содержать первую смоляную композицию, включающую эпоксидную смолу, диаминодифенилсульфон, такой как 4,4-диаминодифенилсульфон или 3,3-диаминодифенилсульфон, и дигидразидный ускоритель, такой как дигидразид адипиновой кислоты, изофталевый дигидразид, дигидразид себациновой кислоты, дигидразид валина, карбодигидразид или дигидразид эйкозандикарбоновой кислоты, при условии, что не ухудшаются эффекты изобретения. Первая смоляная композиция может дополнительно включать термопластичную смолу и/или наполнитель. Примеры этих компонентов рассмотрены выше. Вторая смоляная композиция может представлять собой одну из вышеупомянутых вторых смоляных композиций.
Не существует никаких конкретных ограничений или препятствий для выбора способа изготовления препрега, содержащего первую смоляную композицию и вторую смоляную композицию, как рассмотрены выше, при условии, что не ухудшаются эффекты настоящего изобретения.
Один из вариантов осуществления настоящего изобретения касается способа изготовления препрега, включающего метод нанесения расплава, при котором первую смоляную композицию нагревают для снижения ее вязкости и непосредственно наносят на армирующее волокно с получением пропитанного смолой препрега; или, альтернативно, в качестве другого метода, первую смоляную композицию наносят на прокладочную бумагу с получением тонкой пленки. Пленку закрепляют на обеих поверхностях слоя армирующих волокон с применением нагрева и давления. Затем на поверхности слоя пропитанных армирующих волокон наносят поверхностный слой методом нанесения расплава, как упомянуто ранее, или другими подходящими методами.
В других вариантах осуществления вышеупомянутые препреги могут быть отверждены методом формования путем одностадийного отверждения до конечной температуры отверждения или многоступенчатого отверждения, по которому препрег находится (выдерживается) при некоторой температуре выдержки в течение определенного промежутка времени выдержки, что обеспечивает хорошее растекание смолы по поверхностям армирующих волокон и удаление захваченных воздушных пузырей и летучих веществ, и линейно нагревается и отверждается при конечной температуре отверждения за необходимый период времени. Скорость линейного нагрева может быть не менее 0,5°С/мин, не менее 5°С/мин, не менее 20°С/мин или даже не менее 50°С/мин. Окончательная температура отверждения может быть около 220°C или ниже, или около 190°C или ниже. Препреги могут быть выдержаны при конечной температуре отверждения до достижения степени отверждения не менее 80%. Во время отверждения к препрегу могут быть приложены вакуум и/или внешнее давление. Примеры способов формования включают, но не ограничиваясь этим, автоклавный метод, технологию вакуумного мешка, Квикстеп, метод давления-прессования (т.е., с одной стороны отверждаемое изделие контактирует с нагретой поверхностью инструмента, а с другой стороны находится под давлением сжатого воздуха, содержащего или не содержащего теплоноситель), компрессионное формование или аналогичный метод. Следует отметить, что могут быть применены другие методы отверждения, использующие источник энергии, отличный от теплового, например, метод проводимости, микроволновая печь или плазменная высокочастотная печь, или комбинация таких методов.
Например, для получения композитного изделия из препрега один или более слоев наносят на поверхность инструмента или дорн. Этот процесс часто называют намоткой ленты. Нагрев и давление необходимы, чтобы нарастить слои, как описано выше. После отверждения инструмент складывается или удаляется.
Примеры
Далее некоторые варианты осуществления изобретения подробно иллюстрируются приведенными ниже примерами с использованием следующих компонентов:
Примеры сравнения 1-2 и примеры 1-2
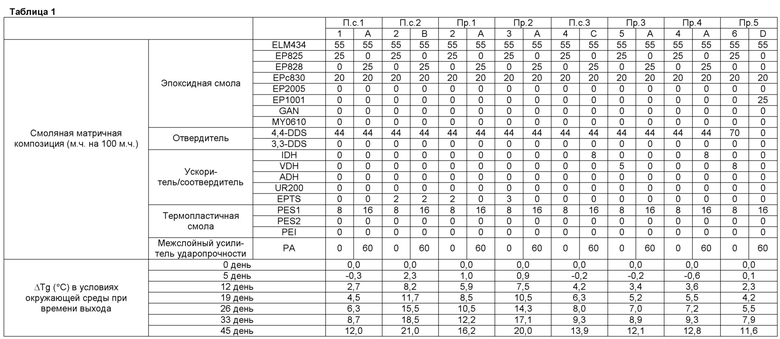
Для этих примеров используют отвердитель 4,4-диаминодифенилсульфон (4,4-DDS) и ускоритель этил-п-толуолсульфонат (EPTS). Пример сравнения 1 не содержит EPTS ни в одной из первой смоляной композиции или второй смоляной композиции, пример сравнения 2 включает 2 м.ч. EPTS на 100 м.ч. в обеих смоляных композициях, тогда как примеры 1 и 2 включают 2 м.ч. EPTS на 100 м.ч. смолы и 3 м.ч. EPTS на 100 м.ч. смолы в первой смоляной композиции, соответственно.
Соответствующие количества каждого компонента смоляной композиции, как указаны в таблице 1, за исключением отвердителя, загружают в смеситель, предварительно нагретый при 100°С. После загрузки температуру увеличивают до 160°С, при этом перемешивая смесь, и выдерживают в течение 1 ч. Затем смесь охлаждают до 100°С, и загружают отвердитель и перемешивают. Загружают, при необходимости, ускоритель и перемешивают в течение 30 мин. Окончательную смоляную смесь выгружают и порцию хранят в морозильной камере для последующего использования.
Для изготовления препрега, например, в примере сравнения 1, горячую первую смоляную композицию (1 в таблице 1) и горячую вторую смоляную композицию ((A в таблице 1) отливают в тонкую пленку, используя ножевое устройство для нанесения покрытий, на прокладочную бумагу, получая пленку №1 и пленку №2. Пленку №1 закрепляют на слое волокон, по обеим сторонам, с применением нагрева и давления прессования, с последующим закреплением и пленки №2. Получают однонаправленный (UD) препрег, имеющий массу единицы площади углеродных волокон около 190 г/м2 и содержание смолы около 35 массовых %.
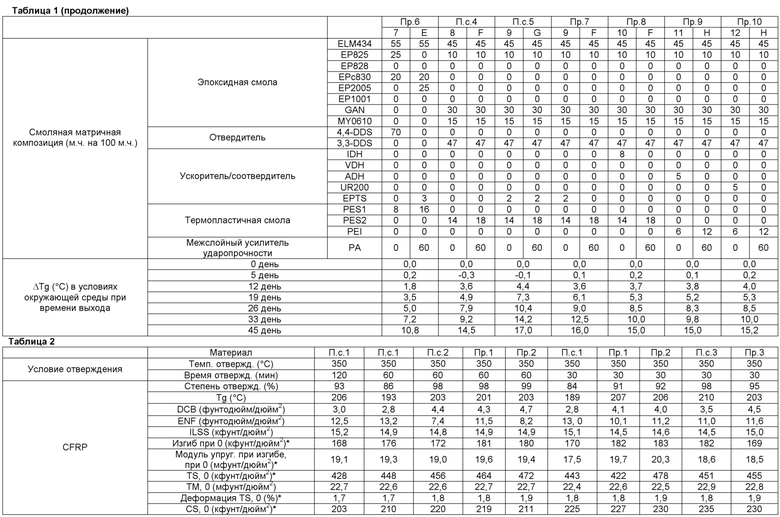
Препреги размещают на поверхности в условиях окружающей среды (70°F, 50% RH) для кондиционирования. Документируют время выхода, измеряя изменение Tg (ΔTg), с помощью DSC, на интересующий день в сравнении с днем 0. Как показано в таблице 2 для примера сравнения 1, ΔTg возрастает с течением времени из-за медленных реакций между эпоксидными смолами и 4,4-DDS. При добавлении EPTS к обеим смолам, как в примере сравнения 2, наблюдается более высокое нарастание ΔTg приблизительно от 2°С через 5 дней и до 9°С через 45 дней. Нарастание обусловлено более быстрыми реакциями. Удивительно, но когда EPTS добавляют только к первой смоляной композиции, как в примерах 1-2, ΔTg также возрастает по сравнению с контролем (пример 1), но примерно на 1-5°С меньше, чем наблюдается в примере сравнения 2. Более высокое ΔTg в этих примерах может привести к более низкой липкости, но это не рассматривается в данном исследовании.
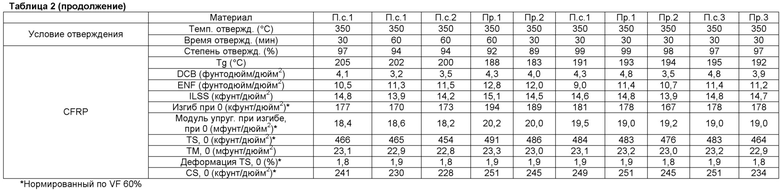
Препреги нарезают и формуют вручную в последовательности, перечисленной в таблице 2, для каждого типа механического испытания по ASTM, как показано в таблице 3. Панели отверждают в автоклаве при 177°C в течение 120, 60 или 30 мин в соответствии с таблицей 2 при скорость линейного изменения 1,7°C/мин и давлении 0,59 МПа.
Как правило, чтобы достигнуть наиболее высоких стабильных тепловых и механических свойств для применений в авиации и космонавтике, необходимо отверждение в течение 120 мин при 177°C, как показано в примере сравнения 1, чтобы обеспечить DC 93% и Tg 206°C. Такие высокие DC и Tg требуются для снижения способности к разрушению, когда образец композита кондиционируют и испытывают в горячих-влажных условиях по сравнению с условиями окружающей среды, например, кондиционируют при 70°C и 85% RH в течение двух недель, а затем испытывают при 72°C. Когда время выдержки при 177°C сокращают со 120 мин до 60 мин, и DoC, и Tg снижаются до 86% (против 93%) и 193°C (против 206°C), соответственно, как показано в примере сравнения 1. Тем не менее, когда вводят EPTS, после отверждения при 177°C в течение 60 мин получают DC не менее 95% и Tg не ниже 200°C, и после отверждения при 177°C в течение 30 мин получают DC не менее 90% и Tg не ниже 200°C. Следовательно, подобные механические характеристики являются контролируемым результатом.
Поскольку более низкое ΔTg более предпочтительно для улучшения возможности обработки и сокращенного времени выдержки, приводящего к сокращению периода цикла отверждения, системы препрегов, такие как иллюстрируются в примерах 1-2, более привлекательны и выгодны для ряда производителей.
Примеры сравнения 1, 3 и примеры 3-4
Для этих примеров используют отвердитель 4,4-DDS и ускоритель/соотвердитель, либо VDH, либо IDH. Пример сравнения 1 не содержит ускоритель/соотвердитель ни в одной из первой смоляной композиции или второй смоляной композиции, пример сравнения 3 содержит IDH в обеих смоляных композициях, тогда как примеры 3 и 4 содержат либо VDH, либо IDH в первой смоляной композиции, соответственно.
Препреги изготавливают аналогично приведенным выше примерам. Изучение как времени выхода, так и характеристик, осуществляют, как описано выше. Удивительно, что ΔTg незначительно возрастает, примерно на 1-2°C, по сравнению с контролем (пример сравнения 1) для всех систем с добавленным VDH или IDH, по сравнению с EPTS. Кроме того, когда либо VDH, либо IDH вводят только в первую смоляную композицию, как показано в примерах 3 и 4, соответственно, ΔTg возрастает примерно на 1°C по сравнению с контролем. Дополнительные преимущества этих систем состоят в том, что они могут быть отверждены при 177°C за 30 мин и достигать DC не менее 95% и Tg не ниже 200°C, что приводит к механическим характеристикам, схожим с контролем, отверждаемым при той же температуре в течение 120 мин.
Пример сравнения 1 и примеры 5-6
Для этих примеров используют отвердитель 4,4-DDS и ускоритель/соотвердитель, или VDH, или IDH. Пример сравнения 1 не содержит ускоритель/соотвердитель ни в одной из первой смоляной композиции или второй смоляной композиции, тогда как пример 5 отражает вариант осуществления, в котором первая смоляная композиция содержит 4,4-DDS/VDH, а вторая смоляная композиция не содержит отверждающий материал; и пример 6 отражает другой вариант осуществления, в котором первая смоляная композиция содержит 4,4-DDS, а вторая смоляная композиция содержит EPTS. Эти примеры показывают, что если существует взаимная диффузия отвердителя и/или ускорителя от одной смоляной композиции к другой смоле, во время отверждения смолы, наблюдается ускорение реакций в дополнение к улучшенному времени выхода. Это обусловлено тем, что вторая смоляная композиция не содержит соответствующий отверждающий материал; поэтому реакция будет очень медленной в условиях окружающей среды.
Препреги изготавливают аналогично приведенным выше примерам. Изучение как времени выхода, так и характеристик, осуществляют, согласно описанному выше. Удивительно, что ΔTg незначительно уменьшается (примерно на 1°C) по сравнению с контролем (пример сравнения 1) для всех систем с добавленным VDH или EPTS. Дополнительные преимущества по сравнению с этими системами состоят в том, что они могут быть отверждены при 177°C за 60 мин и достигать DC не менее 93% и Tg не ниже 200°C, что приводит к механическим характеристикам, схожим с контролем, отверждаемым при той же температуре в течение 120 мин.
Примеры сравнения 4, 5 и примеры 7-10
Для этих примеров используют отвердитель 3,3-диаминодифенилсульфон (3,3-DDS) и в примерах 7-8 используют ускоритель/соотвердитель, либо EPTS, либо IDH, чтобы пронаблюдать за временем выхода и эффективностью 3,3-DDS в сравнении с 4,4-DDS. Пример сравнения 4 не содержит ускоритель/соотвердитель ни в одной из первой смоляной композиции или второй смоляной композиции, пример сравнения 5 содержит EPTS в обеих смоляных композициях, тогда как примеры 7 и 8 содержат либо EPTS, либо IDH в первой смоляной композиции, соответственно. Кроме того, дополнительные ускоритель/соотвердители, такие как ADH и UR200, рассмотрены в примере 9 и примере 10, соответственно.
Препреги изготавливают аналогично приведенным выше примерам. Изучение как времени выхода, так и характеристик, осуществляют, согласно описанному выше. При переходе к 3,3-DDS и отверждении при 177°C за 30 мин смоляная композиция в примере сравнения 4 достигает DC около 89% и Tg около 183°C против примерно 84% DC и примерно 189°C в примере сравнения 1 с 4,4-DDS. Это отражает более высокую реакционную способность 3,3-DDS, но более низкую термостойкость, чем 4,4-DDS. Однако с добавленным ускорителем достигаются DC больше 90% и Tg выше 190°C.
Приведенное выше описание представлено, чтобы позволить специалисту в данной области техники воспользоваться и применить изобретение, и осуществить в контексте конкретного приложения и его требований. Различные изменения в предпочтительных вариантах осуществления будут совершенно очевидны для специалистов в этой области, и общие принципы, определенные настоящим документом, могут применяться к другим вариантам осуществления и областям применения без отступления от сущности и объема настоящего изобретения. Таким образом, это изобретение не должно ограничиваться показанными вариантами осуществления, а должно соблюдаться в самых широких рамках в соответствии с принципами и особенностями, раскрытыми здесь.
Эта заявка раскрывает некоторые ограничения диапазонов числовых значений. Диапазоны числовых значений, раскрытые по своей сути, поддерживают любой диапазон в пределах раскрытых диапазонов числовых значений, хотя точное ограничение диапазона не указано дословно в описании, потому что это изобретение может быть применено во всех раскрытых диапазонах числовых значений. Наконец, все патенты и публикации, упомянутые в настоящей заявке, полностью включены здесь в качестве ссылок.
Изобретение относится к различным вариантам препрегов, способам его получения и способам изготовления композитного изделия на основе этих препрегов. Препрег содержит слой пропитанных армирующих волокон и содержит по меньшей мере один слой армирующих волокон, пропитанных смоляной композицией, включающей, по меньшей мере, термоотверждающуюся смолу, отвердитель и ускоритель. При этом ускоритель имеет градиентную концентрацию, которая в большей степени сконцентрирована в смоляной композиции вблизи от армирующих волокон, чем вдали. При этом смоляная композиция включает первую смоляную композицию, пропитывающую армирующие волокна, обеспечивая слой пропитанных армирующих волокон, и поверхностный слой. Поверхностный слой содержит вторую смоляную композицию и образуется на слое пропитанных армирующих волокон. При этом первая смоляная композиция имеет по крайней мере один пик на экзотермической кривой, возникающий раньше и/или при температуре ниже, чем любой пик на экзотермической кривой второй смоляной композиции. Тепловыделение первой смоляной композиции рассчитано на инициацию или ускорение реакции второй смоляной композиции, приводя к значительному сокращению периода цикла отверждения препрега. Вторая смоляная композиция включает, по меньшей мере, термоотверждающуюся смолу и отвердитель. Термоотверждающаяся смола второй смоляной композиции является такой же или отличной от смолы первой смоляной композиции. Препрег включает межслойный усилитель ударопрочности. Препрег изготавливают пропиткой множества армирующих волокон с одной стороны или обеих сорон первой и второй смоляными композициями. Изобретение обеспечивает превосходную способность к транспортировке и обработке неотвержденного препрега, а также превосходные тепловые и механические свойства в отвержденном состоянии. 8 н. и 7 з.п. ф-лы, 3 табл., 10 пр., 1 ил.
1. Препрег, содержащий слой пропитанных армирующих волокон, содержащий по меньшей мере один слой армирующих волокон, пропитанных смоляной композицией, включающей, по меньшей мере, термоотверждающуюся смолу, отвердитель и ускоритель, таким образом, что ускоритель имеет градиентную концентрацию, которая в большей степени сконцентрирована в смоляной композиции вблизи от армирующих волокон, чем вдали, при этом смоляная композиция включает первую смоляную композицию, пропитывающую армирующие волокна, и поверхностный слой, содержащий вторую смоляную композицию, образованный на слое пропитанных армирующих волокон, где первая смоляная композиция имеет по меньшей мере один пик на экзотермической кривой, возникающий раньше и/или при температуре ниже, чем любой пик на экзотермической кривой второй смоляной композиции, и первая смоляная композиция выделяет количество теплоты при экзотермическом эффекте, которое, по меньшей мере, равно количеству теплоты, выделяемой второй смоляной композицией при экзотермическом эффекте, так что тепло, выделяемое первой смоляной композицией, способно инициировать или ускорить реакцию второй смоляной композиции, позволяя препрегу отверждаться при температуре отверждения до заданной степени отверждения за сокращенное время выдержки, при этом первая смоляная композиция включает термоотверждающуюся смолу, отвердитель и ускоритель, а вторая смоляная композиция включает по меньшей мере термоотверждающуюся смолу и отвердитель, и при этом термоотверждающаяся смола второй смоляной композиции является такой же или отличной от термоотверждающейся смолы первой смоляной композиции и отвердитель второй смоляной композиции является таким же или отличным от отвердителя первой смоляной композиции, при этом препрег дополнительно включает межслойный усилитель ударопрочности, локализованный на поверхности пропитанных армирующих волокон, на которую нанесен поверхностный слой, и дренажный слой, включающий материал с большим относительным удлинением, при этом материал с большим относительным удлинением локализован на поверхности слоя армирующих волокон и при этом дренажный слой способен обеспечивать сеть воздушных каналов в препреге, через которые захваченные в препрег воздушные пузыри и летучие вещества диффундируют под вакуумом в процессе отверждения препрега.
2. Препрег по п. 1, где первая смоляная композиция дополнительно включает термопластичную смолу, наполнитель или их комбинацию.
3. Препрег по п. 1, где вторая смоляная композиция дополнительно включает термопластичную смолу, наполнитель или их комбинацию.
4. Препрег по п. 1, где вторая смоляная композиция дополнительно включает ускоритель, который является таким же или отличным от ускорителя, присутствующего в первой смоляной композиции.
5. Препрег по п. 1, где дренажный слой выполнен так, чтобы обеспечить возможность по меньшей мере части материала с большим относительным удлинением проникать через слой армирующих волокон.
6. Препрег по п. 1, где препрег, когда изотермически отвержден при 177°C (350°F) не более чем за 60 минут, достигает степени отверждения не менее 93% и температуры стеклования не ниже 175°C.
7. Препрег по п. 6, где препрег, когда изотермически отвержден при 177°C (350°F) не более чем за 60 минут, достигает степени отверждения не менее 93% и температуры стеклования не ниже 190°C.
8. Препрег по п. 7, где препрег, когда изотермически отвержден при 177°C (350°F) не более чем за 30 минут, достигает степени отверждения не менее 90% и температуры стеклования не ниже 190°C.
9. Препрег, содержащий слой пропитанных армирующих волокон, содержащий по меньшей мере один слой армирующих волокон, пропитанных смоляной композицией, включающей, по меньшей мере, термоотверждающуюся смолу, отвердитель и ускоритель, таким образом, что ускоритель имеет градиентную концентрацию, которая в большей степени сконцентрирована в смоляной композиции вблизи от армирующих волокон, чем вдали, при этом смоляная композиция включает первую смоляную композицию, пропитывающую армирующие волокна, и поверхностный слой, содержащий вторую смоляную композицию, образованный на слое пропитанных армирующих волокон, где первая смоляная композиция имеет по меньшей мере один пик на экзотермической кривой, возникающий раньше и/или при температуре ниже, чем любой пик на экзотермической кривой второй смоляной композиции, и первая смоляная композиция выделяет количество теплоты при экзотермическом эффекте, которое, по меньшей мере, равно количеству теплоты, выделяемой второй смоляной композицией при экзотермическом эффекте, так что тепло, выделяемое первой смоляной композицией, способно инициировать или ускорить реакцию второй смоляной композиции, позволяя препрегу отверждаться при температуре отверждения до заданной степени отверждения за сокращенное время выдержки, при этом первая смоляная композиция включает термоотверждающуюся смолу и отвердитель и не содержит ускоритель, а вторая смоляная композиция включает по меньшей мере термоотверждающуюся смолу, ускоритель и не содержит отвердитель, при этом термоотверждающаяся смола второй смоляной композиции является такой же или отличной от термоотверждающейся смолы первой смоляной композиции, причем ускоритель, отвердитель или оба диффундируют в другую смоляную композицию при нагревании препрега и ускоряют отверждение препрега, при этом препрег дополнительно включает межслойный усилитель ударопрочности, локализованный на поверхности пропитанных армирующих волокон, на которую нанесен поверхностный слой, и дренажный слой, включающий материал с большим относительным удлинением, при этом материал с большим относительным удлинением локализован на поверхности слоя армирующих волокон и при этом дренажный слой способен обеспечивать сеть воздушных каналов в препреге, через которые захваченные в препрег воздушные пузыри и летучие вещества диффундируют под вакуумом в процессе отверждения препрега.
10. Препрег, включающий слой пропитанных армирующих волокон, содержащих по меньшей мере один слой армирующих волокон, пропитанных смоляной композицией, включающей по меньшей мере эпоксидную смолу, диаминодифенилсульфон, дигидразид и межслойный усилитель ударопрочности, где дигидразид имеет заданную градиентную концентрацию, которая в большей степени сконцентрирована в смоляной композиции вблизи от армирующих волокон, чем вдали, где межслойный усилитель ударопрочности локализован на поверхности слоя армирующих волокон и где препрег, когда отвержден при 177°C (350°F) не более чем за 60 минут, достигает степени отверждения не менее 93% и температуры стеклования не ниже 175°C.
11. Способ изготовления препрега по п. 1, включающий (1) пропитку первой смоляной композицией множества армирующих волокон с одной стороны или обеих сторон с получением пропитанного множества армирующих волокон, (2) нанесение второй смоляной композиции с одной стороны или обеих сторон пропитанного множества армирующих волокон, где первая смоляная композиция включает, по меньшей мере, термоотверждающуюся смолу, отвердитель и ускоритель, а вторая смоляная композиция включает, по меньшей мере, термоотверждающуюся смолу и отвердитель, причем термоотверждающаяся смола, присутствующая во второй смоляной композиции, является такой же или отличной от термоотверждающейся смолы, присутствующей в первой смоляной композиции, и отвердитель, присутствующий во второй смоляной композиции, является таким же или отличным от отвердителя, присутствующего в первой смоляной композиции.
12. Способ изготовления препрега по п. 9, включающий (1) пропитку первой смоляной композицией множества армирующих волокон с одной стороны или обеих сторон с получением пропитанного множества армирующих волокон, (2) нанесение второй смоляной композиции с одной стороны или обеих сторон пропитанного множества армирующих волокон.
13. Способ изготовления композитного изделия, включающий отверждение препрега по п. 1.
14. Способ изготовления композитного изделия, включающий отверждение препрега по п. 9.
15. Способ изготовления композитного изделия, включающий отверждение препрега по п. 10.
| US 2013130584 A1, 23.05.2013 | |||
| JPWO 2012011387 A1, 09.09.2013 | |||
| ПРЕПРЕГ, АРМИРОВАННЫЙ ВОЛОКНАМИ КОМПОЗИТНЫЙ МАТЕРИАЛ И СПОСОБ ПРОИЗВОДСТВА ПРЕПРЕГА | 2011 |
|
RU2509651C1 |
| КОМПОЗИЦИЯ ЭПОКСИДНОЙ СМОЛЫ, ПРЕПРЕГ И АРМИРОВАННЫЙ ВОЛОКНАМИ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2009 |
|
RU2513626C2 |

