Область техники
Настоящее изобретение относится к армированному волокнами композитному материалу, приемлемому для использования в относящихся к спорту вариантах применения и в общепромышленных целях; препрегу, соответствующим образом используемому для производства армированного волокнами композитного материала; и к способу производства препрега.
Более конкретно, настоящее изобретение относится к армированному волокнами композитному материалу, который может быть соответствующим образом использован в качестве различных каркасов, труб, рукояток, колес и криволинейных дисков для таких изделий в самолетах, судах, автомобилях, велосипедах и т.д., и в промышленных механизмах, таких как насосы и мотокосы; в качестве трубчатых изделий, таких как рукоятки клюшек для гольфа, рыболовные удилища, лыжные палки, ракетки для бадминтона и шесты для палаток; в качестве различных спортивных товаров и товаров для отдыха, таких как лыжи, сноуборды, головки клюшек для гольфа, обода велосипедных колес; и в качестве инженерных и конструкционных материалов гражданского строительства, а также для ремонта и упрочнения таких товаров; к препрегу, соответствующим образом используемому для производства армированного волокнами композитного материала; а также к способу производства препрега.
Уровень техники
Армированные волокнами композитные материалы, произведенные с использованием углеродных волокон или арамидных волокон в качестве армирующих волокон, имеют высокие удельные прочности и высокие удельные модули упругости, и поэтому широко используются в качестве конструкционных материалов для самолетов, автомобилей и др.; и для относящихся к спорту вариантов применения и общепромышленных целей, включая теннисные ракетки, рукоятки клюшек для гольфа, рыболовные удилища и велосипеды.
В современных клюшках для игры в гольф большую часть головок изготавливают из металлов, и они становятся длиннее, и, следовательно, вибрации и ощущение жесткости, передаваемое рукам при ударе мячей, повышены. Таким образом, возрастает запрос на улучшение характеристики демпфирования колебаний и восприятия удара мяча.
Патентный документ 1 описывает рукоятки клюшек для гольфа, в которых демпфирующий колебания слой, содержащий тканую металлическую оплетку, создан в продольном направлении, по меньшей мере, на части рукоятки, содержащей армированную волокнами смолу. Однако в этом случае, хотя характеристика демпфирования колебаний и улучшена, масса рукоятки повышается, так как используют металлическое волокно, имеющее более высокий удельный вес, чем углеродное волокно, которое обычно используют в рукоятках клюшек для гольфа.
Патентный документ 2 раскрывает рукоятку клюшки для гольфа, в которой, по меньшей мере, один слой полиэфирной пленки размещен между слоями армированной волокнами смолы или внутри самого дальнего внутреннего слоя из слоев армированной волокнами смолы. В этом случае, хотя характеристика демпфирования колебаний и улучшена, прочность на изгиб и прочность при кручении рукоятки падают, так как полиэфир имеет более низкий модуль упругости по сравнению с модулем упругости эпоксидной смолы, которую обычно используют в качестве матричной смолы в армированной волокнами смоле для рукояток клюшек для гольфа.
В теннисных ракетках с целью снижения веса и улучшения силы отталкивания и управляемости, успешно используют углеродно-волоконные композитные материалы, в которых в качестве матрицы использована эпоксидная смола. Импульс, генерируемый при ударе мячей с использованием ракетки, передается телу в форме колебаний через ракетку. Известно, что при повторном приеме колебаний, в локте накапливается усталость, и поэтому колебания приводят к так называемому «теннисному локтю» (заболеванию, связанному с болью в локте). Следовательно, колебания желательно снижать.
Патентный документ 3 раскрывает теннисную ракетку, изготовленную из армированного волокнами композитного материала, в котором в качестве матричной смолы используют композицию эпоксидной смолы, содержащую определенную эпоксидную смолу, каучуковые частицы, несовместимые с эпоксидной смолой, и поливинилформаль. В этом случае каучуковые частицы, несовместимые с эпоксидной смолой, проникают внутрь пучков армирующего волокна, и одновременно некоторое количество каучуковых микрочастиц просачивается через армирующие волокна, и, следовательно, большее количество каучукового компонента находится на поверхности препрега по сравнению с количеством каучукового компонента внутри препрега. Таким образом, большее количество каучукового компонента может находиться между слоями препрега после ламинирования слоев. В результате становится возможным создание ракетки, имеющей превосходную характеристику демпфирования колебаний, а также имеющей превосходное восприятие удара мяча в сравнении со случаем, в котором используют каучуковые микрочастицы, совместимые с эпоксидной смолой, а каучуковый компонент равномерно присутствует в препреге. Однако, так как каучуковые частицы, имеющие более низкий модуль упругости, чем модуль упругости эпоксидной смолы, проникают равномерно вовнутрь пучков армирующих волокон, модуль упругости матричной смолы в пучках армирующих волокон падает, приводя к ухудшению жесткости и прочности ракетки.
Между тем, препреги, каждый из которых произведен путем сборки в одно целое армирующего волокна с волокном термопластичной смолы, раскрыты в патентных документах 4 и 5. В патентном документе 4 используют полиамид 12, полиэфиримид или подобные материалы. В этом случае, хотя стойкость к ударным нагрузкам и усталостные характеристики армированного волокнами композитного материала и улучшены, характеристика демпфирования колебаний при температуре, близкой к комнатной температуре, недостаточна. В патентном документе 5 используют длинное волокно, изготовленное из термопластичной смолы. Методика использования длинного волокна является предпочтительной, так как проникновение компонента термопластичной смолы в пучки армирующего волокна может быть предотвращено. В патентном документе 5 используют длинные волокна Nylon 6, Nylon 66 и подобные волокна. Таким образом, хотя сопротивление ударным нагрузкам и усталостные характеристики армированного волокнами композитного материала и улучшены, характеристика демпфирования колебаний при температуре, близкой к комнатной температуре, недостаточна.
Патентный документ 6 раскрывает рыболовное удилище, имеющее улучшенную характеристику демпфирования колебаний с целью передачи слабой поклевки рыбы с высокой восприимчивостью. В этом документе полотно уретанового эластомера размещают между слоями армированной волокнами смолы. Полотно уретанового эластомера может сильно улучшать характеристику демпфирования колебаний армированного волокнами композитного материала, но может сильно ухудшать жесткость и прочность армированного волокнами композитного материала.
Документы предшествующего уровня техники
Патентные документы
Патентный документ 1: Выложенная патентная публикация Японии № 2009-261473.
Патентный документ 2: Выложенная патентная публикация Японии № 2008-237373.
Патентный документ 3: Выложенная патентная публикация Японии № 2003-012889.
Патентный документ 4: Выложенная патентная публикация Японии № 4-292909.
Патентный документ 5: Выложенная патентная публикация Японии № 7-252372.
Патентный документ 6: Выложенная патентная публикация Японии № 4-207139.
Суть изобретения
Задачи, решаемые изобретением
Цель настоящего изобретения состоит в разработке армированного волокнами композитного материала, имеющего прекрасную жесткость, прочность и характеристику демпфирования колебаний; препрега, который может быть соответствующим образом использован для производства армированного волокнами композитного материала; и способа производства препрега.
Средства решения задач
Заявители настоящего изобретения провели интенсивные и широкие исследования с целью решения упомянутых выше задач. В результате было установлено, что армированный волокнами композитный материал, который имеет определенный состав, и препрег, который может быть использован для производства армированного волокнами композитного материала, могут решить упомянутые выше задачи. Это открытие приводит к осуществлению настоящего изобретения. Основные положения настоящего изобретения представлены ниже.
(1) Препрег, содержащий компоненты (А)-(С), названные ниже, где компонент (А) размещен на одной поверхности или на обеих поверхностях слоя, содержащего компоненты (В) и (С):
(А) нетканый материал, содержащий термопластичный эластомер и/или полиолефин, который имеет значение tan δ 0,06 или больше при 10°С, измеренное при измерении вязкоэластичности, и является несовместимым с компонентом (В);
(В) первая композиция эпоксидной смолы; и
(С) армирующее волокно.
(2) Способ производства препрега, представленного выше, включающий стадии: пропитки компонента (С) компонентом (В) с получением предшественника препрега; и прикрепления компонента (А) на предшественник препрега.
(3) Армированный волокнами композитный материал, содержащий компоненты (Е)-(G), названные ниже, где большое число слоев, каждый из которых содержит компоненты (F) и (G), ламинированы вместе, и компонент (Е) размещен между слоями, каждый из которых содержит компоненты (F) и (G):
(Е) - нетканый материал, содержащий термопластичный эластомер и/или полиолефин, который имеет значение tan δ 0,06 или больше при 10°С, измеренное при измерении вязкоэластичности, и является несовместимым с третьей композицией эпоксидной смолы;
(F) - отвержденный продукт третьей композиции эпоксидной смолы; и
(G) - армирующее волокно.
Эффекты изобретения
В соответствии с настоящим изобретением можно получить: армированный волокнами композитный материал, имеющий прекрасную жесткость, прочность и характеристику демпфирования колебаний; препрега, который может быть соответствующим образом использован для производства армированного волокнами композитного материала. То есть в соответствии с армированным волокнами композитным материалом и препрегом настоящего изобретения можно улучшить характеристику демпфирования колебаний армированного волокнами композитного материала без ухудшения его жесткости и прочности путем размещения нетканого материала, содержащего термопластичный эластомер и/или полиолефин, каждый из которых имеет высокую характеристику демпфирования колебаний, между слоями армированного волокнами композитного материала. Настоящее изобретение может быть использовано для улучшения восприятия удара мяча рукояткой клюшки для гольфа, улучшения характеристики амортизации удара теннисной ракетки, улучшения чувствительности к поклевке рыбы рыболовного удилища и т.д.
Краткое описание чертежей
Фиг. 1 показывает вид поперечного сечения препрега, содержащего компоненты (А)-(С), где компонент (А) размещен на одной поверхности слоя, содержащего компоненты (В) и (С).
Фиг. 2 показывает вид поперечного сечения препрега, содержащего компоненты (А)-(С), где компонент (А) размещен на обеих поверхностях слоя, содержащего компоненты (В) и (С).
Фиг. 3 показывает вид поперечного сечения препрега, содержащего компоненты (А)-(D), где компонент (А) размещен на одной поверхности слоя, содержащего компоненты (В) и (С), в таком состоянии, что компонент (А) находится в компоненте (D).
Фиг. 4 показывает вид поперечного сечения препрега, содержащего компоненты (А)-(D), где компонент (А) размещен на обеих поверхностях слоя, содержащего компоненты (В) и (С), в таком состоянии, что компонента (А) находится в компоненте (D).
Фиг. 5 показывает вид поперечного сечения армированного волокнами композитного материала, содержащего компоненты (Е)-(G), где компонент (Е) размещен между двумя соседними слоями, каждый из которых содержит компоненты (F) и (G), в ламинате, содержащем слои.
Фиг. 6 показывает вид поперечного сечения армированного волокнами композитного материала, содержащего компоненты (Е)-(Н), где компонент (Е) размещен между двумя соседними слоями, каждый из которых содержит компоненты (F) и (G), в ламинате, содержащем слои, в таком состоянии, что компонент (Е) находится в компоненте (Н).
Фиг. 7 показывает вид поперечного сечения ламината препрега, содержащего компоненты (Е)-(G), где 20 отдельных слоев слоя, содержащего компоненты (F) и (G), ламинированы вместе, и 19 отдельных слоев слоя, содержащего компонент (Е), соответственно размещены между каждыми двумя соседними слоями из 20 слоев.
Фиг. 8 показывает вид поперечного сечения ламината препрега, содержащего компоненты (Е)-(Н), где 20 отдельных слоев слоя, содержащего компоненты (F) и (G), ламинированы вместе, и 19 отдельных слоев слоя, содержащего компоненты (Е) и (Н), соответственно размещены между каждыми двумя соседними слоями из 20 слоев.
Фиг. 9 показывает вид поперечного сечения ламината препрега, содержащего компоненты (Е)-(G), где 20 отдельных слоев слоя, содержащего компоненты (F) и (G), ламинированы вместе, и 9 отдельных слоев слоя, содержащего компонент (Е), соответственно размещены между любыми двумя соседними слоями из 20 слоев.
Фиг. 10 показывает вид поперечного сечения ламината препрега, содержащего компоненты (Е)-(Н), где 20 отдельных слоев слоя, содержащего компоненты (F) и (G), ламинированы вместе, и 9 отдельных слоев слоя, содержащего компоненты (Е) и (Н), соответственно размещены между любыми двумя соседними слоями из 20 слоев.
Фиг. 11 показывает вид поперечного сечения ламината препрега, содержащего компоненты (Е)-(G), где 20 отдельных слоев слоя, содержащего компоненты (F) и (G), ламинированы вместе, и 4 отдельных слоя, содержащего компонент (Е), соответственно размещены между любыми двумя соседними слоями из 20 слоев.
Фиг. 12 показывает вид поперечного сечения ламината препрега, содержащего компоненты (Е)-(Н), где 20 отдельных слоев слоя, содержащего компоненты (F) и (G), ламинированы вместе, и 4 отдельных слоя, содержащего компоненты (Е) и (Н), соответственно размещены между любыми двумя соседними слоями из 20 слоев.
Фиг. 13 показывает вид поперечного сечения ламината препрега, содержащего компоненты (Е)-(G), где 20 отдельных слоев слоя, содержащего компоненты (F) и (G), ламинированы вместе, и один отдельный слой слоя, содержащего компонент (Е), размещен в центре 20 слоев.
Фиг. 14 показывает вид поперечного сечения ламината препрега, содержащего компоненты (Е)-(Н), где 20 отдельных слоев слоя, содержащего компоненты (F) и (G), ламинированы вместе, и один отдельный слой слоя, содержащего компоненты (Е) и (Н), размещен в центре 20 слоев.
Фиг. 15 показывает вид поперечного сечения армированного волокнами композитного материала, содержащего компоненты (Е)-(G), где частицы полиамидного эластомера (J) присутствуют между слоями, каждый из которых содержит компоненты (F) и (G), в ламинате, содержащем слои.
Способы осуществления изобретения
Настоящее изобретение описано ниже более детально.
Препрег в соответствии с настоящим изобретением содержит следующие компоненты (А)-(С):
(А) нетканый материал, содержащий термопластичный эластомер и/или полиолефин, который имеет значение tan δ 0,06 или больше при 10°С, измеренное при измерении вязкоэластичности, и является несовместимым с компонентом (В);
(В) первую композицию эпоксидной смолы; и
(С) армирующее волокно.
Виды поперечного сечения предпочтительных аспектов препрега в соответствии с настоящим изобретением проиллюстрированы на Фиг. 1-4. Как показано на Фиг. 1-4, компонент (С) пропитывают компонентом (В) с образованием слоя, и компонент (А) размещают на одной поверхности или на обеих поверхностях слоя, содержащего компоненты (В) и (С).
Компонент (А), который используют в настоящем изобретении, как требуется, имеет значение tan δ 0,06 или больше, предпочтительно 0,07 или больше, более предпочтительно 0,09 или больше при измерении вязкоэластичности. Если значение tan δ меньше чем 0,06, характеристика демпфирования колебаний является неудовлетворительной. Значение tan δ при 10°С может быть определено путем измерения динамической вязкоэластичности пластиноподобной отливки, которую производят путем введения компонента (А) в пресс-форму из нержавеющей стали и затем проведения операции прессового формования компонента (А).
Компонент (А), как также требуется, содержит термопластичный эластомер и/или полиолефин. Определение «термопластичный эластомер» относится к блок-сополимеру, содержащему мягкий сегмент и жесткий сегмент, представляющий собой полимер, который проявляет эластичность каучука при обычной температуре и может быть размягчен, будучи нагретым, для проявления пластичности. Обычный эластомер, такой как вулканизированный каучук, не может проявлять текучесть, будучи нагретым, и, следовательно, не может быть использован для производства нетканого материала. Что касается термопластичного эластомера, то можно использовать термопластичный эластомер на основе полистирола, термопластичный эластомер на основе полиолефина, термопластичный эластомер на основе поливинилхлорида, термопластичный эластомер на основе полиуретана, термопластичный эластомер на основе сложного полиэфира, термопластичный эластомер на основе полиамида, термопластичный эластомер на основе иономера, фторсодержащий термопластичный эластомер и т.д. Из них с точки зрения адгезии к эпоксидной смоле предпочтительными являются термопластичный эластомер на основе полиамида, имеющий полиамидную структуру и структуру простого полиэфира, или термопластичный эластомер на основе сложного полиэфира, имеющий структуру сложного полиэфира и структуру простого полиэфира. Примеры коммерчески доступных продуктов термопластичного эластомера на основе полиамида, имеющего полиамидную структуру и структуру простого полиэфира, включают «UBESTA XPA» (зарегистрированный товарный знак) (производства Ube Industries, Ltd.), «PEBAX» (зарегистрированный товарный знак) (производства Arkema) и «NOVAMID» (зарегистрированный товарный знак) (производства DSM Japan Engineering Plastics K.K.). Примеры коммерчески доступных продуктов термопластичного эластомера на основе сложного полиэфира, имеющего структуру сложного полиэфира и структуру простого полиэфира, включают «Hytrel» (зарегистрированный товарный знак) (производства Du Pont-Toray Co., Ltd.) и «Pelprene» (зарегистрированный товарный знак) (производства Toyobo Co., Ltd.).
Определение «полиолефин» относится к полимеру, произведенному гомополимеризацией или сополимеризацией алкена или алкина. Примеры полиолефина включают: полиолефины, произведенные гомополимеризацией, такие как полиэтилен, полипропилен и полибутилен; и полиолефины, произведенные сополимеризацией, такие как сополимер полипропилен-полиэтилен и сополимер полибутилен-полипропилен. Из таких компонентов с точки зрения характеристики демпфирования колебаний, удельного веса и стоимости предпочтительным является полипропилен или полипропиленовый сополимер. Примеры полипропиленового сополимера включают полипропилен-этиленовый статистический сополимер, полипропилен-1-бутеновый статистический сополимер, полипропилен-этилен-1-бутеновый статистический сополимер и полипропилен-этилен-этилен-полипропиленовый каучуковый блок-сополимер. Полиолефин, имеющий полярную группу, введенную в его молекулу, используют более предпочтительно с точки зрения адгезии к компоненту (В). Примеры полиолефина, имеющего полярную группу, введенную в его молекулу, включают хлорированный полиолефин, модифицированный кислотой полиолефин и модифицированный амидом полиолефин. Примеры коммерчески доступных продуктов полиолефина включают «Suntec-HD» (зарегистрированный товарный знак) (производства Asahi Kasei Chemicals Corporation), «Novatec HD» (зарегистрированный товарный знак) (производства Japan Polyethylene Corporation), «Miperon» (зарегистрированный товарный знак) (производства Mitsui Chemicals, Inc.) и «Sumikathene» (зарегистрированный товарный знак) (производства Sumitomo Chemical Co., Ltd.); и примерами коммерчески доступных продуктов полипропилена являются «Sumistran» (зарегистрированный товарный знак) (производства Sumitomo Chemical Co., Ltd.) и «Daicel PP» (зарегистрированный товарный знак) (производства Daicel Polymers, Ltd.). Примеры коммерчески доступных продуктов полипропиленового сополимера включают «Primepolypro» (зарегистрированный товарный знак) J226E, J226T, J227T, J229E, BJS-MU, J704LB и J715M (производства Prime Polymer Co., Ltd.). Примеры коммерчески доступных продуктов полиолефина, имеющего полярную группу, введенную в его молекулу, включают «Admer» (зарегистрированный товарный знак) (производства Mitsui Chemicals, Inc.), «Modic» (зарегистрированный товарный знак) и «Linklon» (зарегистрированный товарный знак) (которые производит Mitsubishi Chemical Corporation), «Arrowbase» (зарегистрированный товарный знак) (производства Unitika Co., Ltd.), «Hardlen» (зарегистрированный товарный знак) (производства Toyobo Co., Ltd.) и «Adtex» (зарегистрированный товарный знак) (производства Japan Polyethylene Corporation).
Компонент (А), как также требуется, имеет форму нетканого материала. Определение «нетканый материал» относится к похожему на ткань материалу, произведенному путем связывания волокон вместе в форме тонкослойной волоконной сборки (холста) химическим или механическим способом (например, адгезией, плавлением, спутыванием) без прядения, ткачества или вязания волокон. Когда компонент (А) используют в форме нетканого материала, становится возможным получение армированного волокнами композитного материала, имеющего прекрасную жесткость, прочность и характеристику демпфирования колебаний. Когда вместо нетканого материала используют пленку, хотя характеристика демпфирования колебаний армированного волокнами композитного материала и улучшается, жесткость термопластичного эластомера и/или полиолефина падает по сравнению с жесткостью матричной смолы в армирующих волокнах, и поэтому жесткость и прочность полученного армированного волокнами композитного материала сильно падает. Когда нетканый материал используют в качестве компонента (А), слой нетканого материала пропитывают первой композицией эпоксидной смолы, которая представляет собой компонент (В), подробно описанный ниже; и, следовательно, жесткость слоя нетканого материала повышается, в результате чего характеристика демпфирования колебаний армированного волокнами композитного материала может быть улучшена, наряду с предупреждением снижения жесткости и прочности армированного волокнами композитного материала. Если пленка прикреплена вместо нетканого материала на слой, содержащий компоненты (В) и (С), то пленка покрывает поверхность полученного препрега полностью, и, следовательно, липкость препрега теряется. Если вместо нетканого материала используют частицы, хотя характеристику демпфирования колебаний полученного армированного волокнами композитного материала и улучшают, частицы, которые имеют более низкую жесткость по сравнению с жесткостью матричной смолы в армирующих волокнах, проникают вовнутрь пучков армирующих волокон, что может привести к ухудшению жесткости или прочности армированного волокнами композитного материала. Когда компонент (А) имеет форму нетканого материала, проникновение компонента (А) вовнутрь пучков армирующих волокон может быть предупреждено, и также может быть предотвращено снижение жесткости и прочности армированного волокнами композитного материала. Если частицы добавляют к композиции эпоксидной смолы, вязкость смоляной композиции повышается, и, следовательно, количество добавленных частиц ограничено. Если количество добавленных частиц ограничено небольшим количеством, часто трудно достигнуть высокой характеристики демпфирования колебаний.
Примеры компонента (А) включают: нетканый материал, содержащий термопластичный эластомер, такой как «Straflex» (зарегистрированный товарный знак) (производства Idemitsu Unitech Co., Ltd.) и «Kuraflex» (зарегистрированный товарный знак) (производства Kuraray Co., Ltd.); и полиолефиновый нетканый материал, такой как «Stratec» (зарегистрированный товарный знак) RN2020 и RN2050 (производства Idemitsu Unitech Co., Ltd.), «Toraymicron» (зарегистрированный товарный знак) EM02010 и EM05010 (производства Toray Industries Inc.) и «Straflex» (зарегистрированный товарный знак) (производства Idemitsu Unitech Co., Ltd.).
Также необходимо, чтобы термопластичный эластомер и/или полиолефин компонента (А) и первая композиция эпоксидной смолы компонента (В) были несовместимы друг с другом. Если термопластичный эластомер и/или полиолефин компонента (А) и первая композиция эпоксидной смолы компонента (В) совместимы друг с другом, жесткость, прочность и температура стеклования полученного армированного волокнами композитного материала падают, и эффект улучшения характеристики демпфирования колебаний также снижается.
Тот факт, что компоненты (А) и (В) несовместимы друг с другом, может быть подтвержден температурой стеклования, которую получают из кривой динамического модуля упругости при измерении динамической вязкоэластичности отвержденного продукта смоляной композиции, содержащей компоненты (А) и (В). То есть температуры стеклования отверженного продукта смоляной композиции, содержащей компоненты (А) и (В), пластиноподобной отливки, содержащей только компонент (А), и отвержденной смолы, полученной отверждением только компонента (В), измеряют путем измерения динамической вязкоэластичности. Когда компоненты (А) и (В) несовместимы друг с другом, температуру стеклования отвержденного продукта смоляной композиции, содержащей компоненты (А) и (В), наблюдают при той же температуре, что и температуры стеклования пластиноподобной отливки, содержащей только компонент (А), и отвержденной смолы, произведенной отверждением только компонента (В). Определение «та же температура», используемое в данном случае, означает, что разность между температурами стеклования попадает в пределы интервала от -3 до 3°С.
Получение отвержденного продукта смоляной композиции, содержащей компоненты (А) и (В), проводят следующим образом. Компонент (А) гранулируют путем измельчения замораживанием, измельченный компонент (А) замешивают с компонентом (В) с получением смоляной композиции, и затем смоляную композицию обеспечивают в вакууме. Далее смоляную композицию вводят в форму, которая отрегулирована так, чтобы производить формованное изделие толщиной 2 мм, с помощью распорной детали толщиной 2 мм, изготовленной из «Teflon» (зарегистрированный товарный знак) и помещенной в форму, и затем отверждают при условиях, обеспечивающих возможность полного отверждения компонента (В); в результате получают пластиноподобное отвержденное изделие, не имеющее сформировавшихся в нем пустот. Выражение «условия, которые обеспечивают возможность полного отверждения компонента (В)», используемое в данном случае, означает, что не наблюдают выделения остаточного тепла, когда отвержденную смолу, произведенную отверждением компонента (В), подвергают дифференциальному сканирующему калориметрическому измерению в температурном интервале от комнатной температуры до температуры 250°С.
Пластиноподобная отливка, содержащая только компонент (А), может быть изготовлена путем введения компонента (А) в пресс-форму из нержавеющей стали толщиной 2 мм и проведения прессового формования при давлении 50 кг/см2 в течение 5 минут.
Получение отвержденной смолы из компонента (В) проводят следующим образом. Компонент (В) обеспенивают в вакууме, и затем полученный продукт отверждают в форме, которая отрегулирована так, чтобы получать формованный продукт, имеющий толщину 2 мм, с помощью распорной детали толщиной 2 мм, изготовленной из «Teflon» (зарегистрированный товарный знак) и помещенной в форме, при условиях, при которых компонент (В) отверждается полностью. Таким способом может быть получена пластиноподобная отливка, не имеющая сформировавшихся в ней пустот.
Компонент (А) предпочтительно имеет вес материала от 5 до 100 г/м2, более предпочтительно от 10 до 50 г/м2. Если вес материала компонента (А) составляет меньше чем 5 г/м2, хотя жесткость и прочность полученного армированного волокнами композитного материала являются прекрасными, характеристика демпфирования армированного волокнами композитного материала имеет тенденцию улучшаться незначительно. Кроме того, если вес материала компонента (А) составляет меньше чем 5 г/м2, часто встречается деформация или разрыв препрега под действием силы растяжения, прикладываемой во время обработки, и, следовательно, с препрегом трудно работать. С другой стороны, если вес материала компонента (А) превышает 100 г/м2, трудно пропитать внутреннюю часть нетканого материала матричной смолой, и, следовательно, часто образуются пустоты в армированном волокнами композитном материале. Таким образом, хотя характеристика демпфирования колебаний полученного армированного волокнами композитного материала является прекрасной, жесткость и прочность полученного армированного волокнами композитного материала имеет тенденцию ухудшаться. Кроме того, если вес материала компонента (А) превышает 100 г/м2, волокна расположены плотно, и, следовательно, жесткость слоя, содержащего компонент (А), падает. В результате жесткость и прочность полученного армированного волокнами композитного материала имеют тенденцию снижаться. Вес материала компонента (А) может быть измерен способом, описанным в публикации JIS L1906 (2005).
Предпочтительно, чтобы температура стеклования термопластичного эластомера, используемого для компонента (А), не подпадала в интервал от -10 до 100°С включительно. Если температура стеклования попадает в этот температурный интервал, когда армированный волокнами композитный материал применяют для рукоятки клюшки для гольфа, теннисной ракетки, рыболовного удилища, лыж и т.д., прочность таких изделий может меняться в зависимости от окружающей среды, в которой такие изделия используют, что является нежелательным.
Полиолефин, составляющий компонент (А), предпочтительно имеет удельный вес 0,95 или меньше. Если удельный вес больше чем 0,95, масса армированного волокнами композитного материала часто повышается, что не желательно. Удельный вес представляет собой величину, которую измеряют в соответствии с методом вытеснения воды, описанным в публикации JIS K7112 (2005).
Первая композиция эпоксидной смолы компонента (В) особенно не ограничена и содержит эпоксидную смолу и отверждающий агент и необязательно может содержать катализатор отверждения и подобные компоненты.
Примеры эпоксидной смолы, используемой в компоненте (В), включают эпоксидную смолу бисфенольного типа, эпоксидную смолу аминного типа, эпоксидную смолу фенол-новолачного типа, эпоксидную смолу крезол-новолачного типа, эпоксидную смолу резоцинового типа, эпоксидную смолу фенол-аралкильного типа, эпоксидную смолу циклопентандиенового типа, эпоксидную смолу, имеющую бифенильную структуру, модифицированную изоциататом эпоксидную смолу и модифицированную уретаном эпоксидную смолу. Может быть использован, по меньшей мере, мере один компонент, выбранный их таких компонентов.
Определение «эпоксидная смола бисфенольного типа», используемое в данном случае, относится к эпоксидной смоле, произведенной путем глицидилирования двух фенольных гидрокси-групп в бисфенольном соединении, и включает эпоксидную смолу типа бисфенола А, эпоксидную смолу типа бисфенола F, эпоксидную смолу типа бисфенола AD, эпоксидную смолу типа бисфенола S или их галоген-замещенный продукт, алкил-замещенный продукт или гидрированный продукт. Помимо мономера также подходящим образом может быть использовано полимерное вещество, имеющее множество повторяющихся звеньев.
Примерами коммерчески доступных продуктов эпоксидной смолы типа бисфенола А являются «jER» (зарегистрированный товарный знак) 825, «jER» (зарегистрированный товарный знак) 828, «jER» (зарегистрированный товарный знак) 834, «jER» (зарегистрированный товарный знак) 1001, «jER» (зарегистрированный товарный знак) 1002, «jER» (зарегистрированный товарный знак) 1003, «jER» (зарегистрированный товарный знак) 1003F, «jER» (зарегистрированный товарный знак) 1004, «jER» (зарегистрированный товарный знак) 1004AF, «jER» (зарегистрированный товарный знак) 1005F, «jER» (зарегистрированный товарный знак) 1006FS, «jER» (зарегистрированный товарный знак) 1007, «jER» (зарегистрированный товарный знак) 1009 и «jER» (зарегистрированный товарный знак) 1010 (которые производит Mitsubishi Chemical Corporation). Примерами коммерчески доступных продуктов эпоксидной смолы типа бромированного бисфенола А являются «jER» (зарегистрированный товарный знак) 505, «jER» (зарегистрированный товарный знак) 5050, «jER» (зарегистрированный товарный знак) 5051, «jER» (зарегистрированный товарный знак) 5054 и «jER» (зарегистрированный товарный знак) 5057 (которые производит Mitsubishi Chemical Corporation). Примерами коммерчески доступных продуктов эпоксидной смолы типа гидрированного бисфенола А являются ST5080, ST4000D, ST4100D и ST5100 (которые производит Nippon Steel Chemical Co., Ltd).
Примерами коммерчески доступных продуктов эпоксидной смолы типа бисфенола F являются «jER» (зарегистрированный товарный знак) 806, «jER» (зарегистрированный товарный знак) 807, «jER» (зарегистрированный товарный знак) 4002Р, «jER» (зарегистрированный товарный знак) 4004Р, «jER» (зарегистрированный товарный знак) 4007Р, «jER» (зарегистрированный товарный знак) 4009Р, «jER» (зарегистрированный товарный знак) 4010Р (которые производит Mitsubishi Chemical Corporation), и «Epotohto» (зарегистрированный товарный знак) YDF2001 и «Epotohto» (зарегистрированный товарный знак) YDF2004 (которые производит Nippon Steel Chemical Co., Ltd.). Примером коммерчески доступного продукта эпоксидной смолы типа тетраметилбисфенола F является YSLV-80XY (производства Nippon Steel Chemical Co., Ltd.).
Примером эпоксидной смолы типа бисфенола S является «Epiclon» (зарегистрированный товарный знак) ЕХА-154 (производства DIC Corporation).
Из таких соединений предпочтительна эпоксидная смола типа бисфенола А или эпоксидная смола типа бисфенола F, так как может быть достигнут хороший баланс между модулем упругости, ударной вязкостью и теплостойкостью.
Примерами эпоксидной смолы аминного типа являются тетраглицидилдиаминодифенилметан, триглицидиламинофенол, триглицидиламинокрезол, тетраглицидилксилилендиамин и их галоген-замещенные продукты, алкинол-замещенные продукты, гидрированные продукты и т.д.
Примерами коммерчески доступных продуктов тетраглицидил-диаминодифенилметана являются «Sumiepoxy» (зарегистрированный товарный знак) ELM434 (производства Sumitomo Chemical Co., Ltd.), YH434L (производства Nippon Steel Chemical Co., Ltd.), «jER» (зарегистрированный товарный знак) 604 (производства Mitsubishi Chemical Corporation) и «Araldite» (зарегистрированный товарный знак) MY720 и MY721 (которые производит Huntsman Advanced Materials). Примеры коммерчески доступных продуктов триглицидиламинофенола или триглицидил-аминокрезола включают «Sumiepoxy» (зарегистрированный товарный знак) ELM100 (производства Sumitomo Chemical Co., Ltd.), «Araldite» (зарегистрированный товарный знак) MY0500, MY0510 и MY0600 (которые производит Huntsman Advanced Materials) и «jER» (зарегистрированный товарный знак) 630 (производства Mitsubishi Chemical Corporation). Примеры коммерчески доступных продуктов тетраглицидилксилилендиамина и его гидрированных продуктов включают TETRAD-X и TETRAD-С (которые производит Mitsubishi Gas Chemical Company, Inc.).
Примерами коммерчески доступных продуктов эпоксидной смолы фенол-новолачного типа являются «jER» (зарегистрированный товарный знак) 152 и «jER» (зарегистрированный товарный знак) 154 (которые производит Mitsubishi Chemical Corporation), и «Epiclon» (зарегистрированный товарный знак) N-740, N-770 и N-775 (которые производит DIC Corporation).
Примерами коммерчески доступных продуктов эпоксидной смолы крезол-новолачного типа являются «Epiclon» (зарегистрированный товарный знак) N-660, N-665, N-670, N-673 и N-695 (которые производит DIC Corporation), и EOCN-1020, EOCN-102S и EOCN-104S (которые производит Nippon Kayaku Co., Ltd.).
Примером коммерчески доступного продукта эпоксидной смолы резорцинового типа является «Denacol» (зарегистрированный товарный знак) ЕХ-201 (производства Nagase chemteX Corporation).
Примерами коммерчески доступных продуктов эпоксидной смолы дициклопентадиенового типа являются «Epiclon» (зарегистрированный товарный знак) НР7200, HP7200L, НР7200Н и НР7200НН (которые производит DIC Corporation), «Tactix» (зарегистрированный товарный знак) 558 (производства Huntsman Advanced Material) и XD-1000-1L и XD-1000-2L (которые производит Nippon Kayaku Co., Ltd.).
Примеры коммерчески доступных продуктов эпоксидной смолы, имеющей бифенильную структуру, включают «jER» (зарегистрированный товарный знак) YX4000H, YX4000 и YL6616 (которые производит Mitsubishi Chemical Corporation), и NC-3000 (производства Nippon Kayaku Co., Ltd.).
Примеры коммерчески доступных продуктов изоцианат- и уретан-модифицированных эпоксидных смол включают AER4152 (производства Asahi Kasei Epoxy Co., Ltd.) и ACR1348 (производства ADEKA Corporation), каждая из которых имеет оксазолидоновое кольцо.
Предпочтительно используют эпоксидную смолу, имеющую эпоксидный эквивалент от 800 до 5500, так как адгезия между компонентом (А) и нетканым материалом может быть повышена и может быть придана прекрасная характеристика демпфирования колебаний. Более предпочтительно эпоксидная смола имеет эпоксидный эквивалент от 800 до 2500. Если эпоксидный эквивалент составляет меньше чем 800, эффект улучшения адгезии часто ухудшается. Если эпоксидный эквивалент больше чем 5500, вязкость полученной композиции эпоксидной смолы растет, и, следовательно, часто трудно получить препрег. Эпоксидная смола бисфенольного типа, имеющая эпоксидный эквивалент от 800 до 5500, также предпочтительна с точки зрения баланса между характеристикой демпфирования колебаний и жесткостью. Эпоксидная смола типа бисфенола А и эпоксидная смола типа бисфенола F, каждая из которых имеет эпоксидный эквивалент от 800 до 5500, являются более предпочтительными.
Отверждающий агент, используемый в компоненте (В), представляет собой соединение, способное отверждать эпоксидную смолу. Отверждающий агент особенно не ограничен, и соединение, выбранное из дициандиамида и его производных и диаминодифенилсульфона, используют предпочтительно, так как такие соединения имеют хорошую стабильность при хранении. Кроме того, амины, такие как ароматические амины и алициклические амины, ангидриды кислот, полиаминоамиды, гидразиды органических кислот и изоцианаты, также могут быть использованы.
Примеры коммерчески доступных продуктов дициандиамида включают DICY-7 и DICY-15 (которые производит Mitsubishi Chemical Corporation).
Общее количество отверждающего агента предпочтительно является таким количеством, что количество группы активного водорода составляет от 0,6 до 1,2 эквивалента, более предпочтительно от 0,7 до 1,0 эквивалента, из расчета на 1 эквивалент эпоксидной группы во всем компоненте эпоксидной смолы. Определение «группа активного водорода», используемое в данном случае, относится к функциональной группе, которая может реагировать с эпоксидной группой. Если количество группы активного водорода составляет меньше чем 0,6 эквивалента, скорость реакции, теплостойкость и модуль упругости отвержденной смолы часто падают, приводя к снижению температуры стеклования и прочности полученного армированного волокнами композитного материала. Когда количество группы активного водорода превышает 1,2 эквивалента, хотя скорость реакции, температура стеклования и модуль упругости отвержденного продукта удовлетворительны, способность к пластической деформации часто ухудшается, что приводит к снижению ударной прочности полученного армированного волокнами композитного материала.
В качестве одного составляющего компонента, который находится в компоненте (В), также может быть использован катализатор отверждения. Примерами катализатора отверждения являются мочевинное соединение, третичный амин или его соли, имидазол или его соли, и кислота Льюиса или кислота Бренстеда или ее соли. Из этих соединений предпочтительно используют мочевинное соединение с точки зрения баланса между стабильностью при хранении и каталитической активностью.
Примерами мочевинного соединения являются N,N-диметил-N'-(3,4-дихлорфенил)мочевина, толуол-бис(диметилмочевина), 4,4'-метилен-бис(фенилдиметилмочевина) и 3-фенил-1,1-диметил-мочевина. Примерами коммерчески доступных продуктов мочевинного соединения являются DCMU99 (производства Hodogaya Chemical Co., Ltd.) и Omicure24, Omicure52 и Omicure94 (которые производит Emerald Performance Materials, LLC).
Количество добавленного мочевинного соединения предпочтительно составляет от 1 до 4 массовых частей, более предпочтительно от 1,5 до 3 массовых частей из расчета на 100 массовых частей общего количества компонентов эпоксидной смолы. Если количество добавленного мочевинного соединения меньше чем 1 массовая часть, реакция не может протекать удовлетворительно, и модуль упругости и теплостойкость отвержденной смолы часто неудовлетворительны. Если количество добавленного мочевинного соединения превышает 4 массовые части, реакция само-полимеризации эпоксидной смолы ингибирует реакцию между эпоксидной смолой и отверждающим агентом, приводя к ухудшению ударной вязкости отвержденной смолы или к снижению модуля упругости отвержденной смолы.
В компонент (В) любая термопластичная смола, отличная от компонента (А), может быть добавлена, пока это не ухудшает эффект настоящего изобретения. Примерами термопластичной смолы являются термопластичная смола, которая растворима в эпоксидной смоле, и органические частицы, такие как каучуковые частицы и частицы термопластичной смолы. В качестве термопластичной смолы, которая растворима в эпоксидной смоле, предпочтительно может быть использована термопластичная смола, имеющая водород-связывающую функциональную группу, что, как ожидают, оказывает влияние на улучшение адгезии между смолой и армирующим волокном. Примерами термопластичной смолы, которая растворима в эпоксидной смоле и имеет водород-связывающую функциональную группу, являются термопластичная смола, содержащая спиртовую гидроксильную группу, термопластичная смола, имеющая амидную связь, и термопластичная смола, содержащая сульфонильную группу.
Примерами термопластичной смолы, имеющей спиртовую гидроксильную группу, являются поливинилацетальная смола, такая как поливинилформаль и поливинилбутираль, поливиниловый спирт и фенокси-смола. Примерами термопластичной смолы, имеющей амидную связь, являются полиамид, полиимид и поливинилпирролидон. Примером термопластичной смолы, имеющей сульфонильную группу, является полисульфон. Полиамид, полиимид и полисульфон могут иметь функциональную группу, такую как простая эфирная связь и карбонильная группа, в их главной цепочке. Полиамид может иметь заместитель на атоме азота в амидной группе.
Примеры коммерчески доступных продуктов термопластичной смолы, растворимой в эпоксидной смоле и имеющей водород-связывающую функциональную группу, включают: «Denkabutyral» и «Denkaformal» (зарегистрированные торговые знаки) (производства Denki Kagaku Kogyo Kabushiki Kaisha) и «Vinylec» (зарегистрированный товарный знак) (производства JNC Corporation), которые представляют собой поливинилацетальные смолы; «UCAR» (зарегистрированный товарный знак) PKHP (производства Union Carbide Corporation), которая представляет собой фенокси-смолу; «Macromelt» (зарегистрированный товарный знак) (производства Henkel-Hakusui Corporation) и «Amilan» (зарегистрированный товарный знак) СМ4000 (производства Toray Industries Inc.), которые представляют собой полиамидные смолы; «Ultem» (зарегистрированный товарный знак) (производства General Electric Co., Ltd.) и «Matrimid» (зарегистрированный товарный знак) 5218 (производства Ciba Inc.), которые представляют собой полиимиды; «Sumikaexcel» (зарегистрированный товарный знак) (производства Sumitomo Chemical Co., Ltd.) и «UDEL» (зарегистрированный товарный знак) (производства Solvay Advanced Polymers Kabushiki Kaisha), которые представляют собой полисульфоны; и «Luviskol» (зарегистрированный товарный знак) (производства BASF Japan Ltd.), которая представляет собой поливинилпирролидон.
Акриловая смола имеет высокую несовместимость с эпоксидной смолой, и, следовательно, может быть соответствующим образом использована для регулирования вязкоэластичности. Примерами коммерчески доступных продуктов акриловой смолы являются «Dianal» (зарегистрированный товарный знак) BR серии (производства Mitsubishi Rayon Co., Ltd.), «Matsumoto Microsphere» (зарегистрированный товарный знак) M, M100 и М500 (производства Matsumoto Yushi-Seiyaku Co., Ltd.) и «Nanostrength» (зарегистрированный товарный знак) E40F, M22N и M52N (производства Arkema).
Также можно добавлять каучуковые частицы. Что касается каучуковых частиц, то с точки зрения эксплуатационных характеристик и др. предпочтительно используют сшитые каучуковые частицы и каучуковые частицы «сердцевина-оболочка», произведенные графт-полимеризацией различных полимеров на поверхностях сшитых каучуковых частиц.
Примеры коммерчески доступных продуктов сшитых каучуковых частиц включают FX501P (производства Japan Synthetic Rubber Corporation), которые содержат сшитый продукт карбоксил-модифицированного бутадиен-акрилонитрильного сополимера, и серии CX-MN (производства Nippon Shokubai Co., Ltd.) и серии YR-500 (Nippon Steel Chemical Co., Ltd.), каждый из которых содержит микрочастицы акрилового каучука.
Примеры коммерчески доступных продуктов каучуковых частиц «сердцевина-оболочка» включают «Paraloid» (зарегистрированный товарный знак) EXL-2655 (производства Kureha Corporation), которые содержат сополимер бутадиен-алкилметакрилат-стирол, «Staphyloid» (зарегистрированный товарный знак) AC-3355 и TR-2122 (производства Takeda Pharmaceutical Co., Ltd.), каждый содержащий сополимер эфира акриловой кислоты и эфира метакриловой кислоты, «PARALOID» (зарегистрированный товарный знак) EXL-2611 и EXL-3387 (производства Rohm and Haas), каждый из которых содержащий бутилакрилат-метилметакрилатный сополимер, и «Kane Ace» (зарегистрированный товарный знак) серий MX (производства Kaneka Corporation).
Что касается частиц термопластичной смолы, то предпочтительно используют полиамидные частицы и полиимидные частицы. Примерами коммерчески доступных продуктов полиамидных частиц являются SP-500 (производства Toray Industries Inc.) и «Orgasol» (зарегистрированный товарный знак) (производства Arkema).
В качестве компонента (С) используют армирующее волокно. Армирующее волокно особенно не ограничено, и могут быть использованы стекловолокно, углеродное волокно, арамидное волокно, борное волокно, алюминийоксидное волокно, кремнийкарбидное волокно или подобные волокна. Можно использовать, по меньшей мере, два из этих волокон в смешанной форме. Из этих волокон предпочтительно использовать углеродное волокно, так как может быть произведен армированный волокнами композитный материал, имеющий легкий вес и высокую жесткость.
Из углеродных волокон предпочтительным является углеродное волокно, имеющее модуль упругости при растяжении от 230 до 550 ГПа, так как может быть произведен армированный волокнами композитный материал, имеющий более легкий вес и более высокую жесткость и также имеющий прекрасную характеристику демпфирования колебаний. Если модуль упругости при растяжении составляет меньше чем 230 ГПа, жесткость и характеристика демпфирования колебаний полученного армированного волокнами композитного материала может иметь тенденцию к снижению. Если модуль упругости при растяжении превышает 550 ГПа, адгезия между углеродным волокном и эпоксидной смолой имеет тенденцию понижаться. Когда адгезия между углеродным волокном и эпоксидной смолой падает, хотя характеристика демпфирования колебаний полученного армированного волокнами композитного материала может быть улучшена за счет преобразования энергии, обусловленной теплотой трения, генерируемой между углеродным волокном и эпоксидной смолой, прочность полученного армированного волокнами композитного материала может быть понижена, что нежелательно. С точки зрения баланса между механическими свойствами и характеристикой демпфирования колебаний полученного армированного волокнами композитного материала более предпочтительно используют углеродное волокно, имеющее модуль упругости при растяжении от 230 до 300 ГПа.
Форма армирующего волокна особенно не ограничена. Например, может быть использовано длинное волокно, которое вытянуто и размещено в одном направлении, жгут, ткань, рогожа, трикотаж, тесьма, и короткое волокно, которое разрезано на длины менее чем 10 мм. Определение «длинное волокно», используемое в данном случае, относится, по существу, к бесконечным элементарным волокнам или пучкам волокон, которые имеют в длину 10 мм или больше. Определение «короткие волокна», используемое в данном случае, относится к пучку волокон, содержащему волокна, которые нарезаны на длины короче, чем 10 мм. В частности, в вариантах применения, для которых требуется высокая удельная прочность и высокий удельный модуль упругости, такая форма, когда пучок армирующего волокна вытянут и расположен в одном направлении, является наиболее подходящей. С точки зрения простоты работы подобная полотну (подобная ткани) форма также приемлема для настоящего изобретения.
Препрег в соответствии с настоящим изобретением может дополнительно содержать компонент (D), как показано на Фиг. 3 или Фиг. 4. Компонент (D) представляет собой вторую композицию эпоксидной смолы, которая несовместима с компонентом (А). В этом аспекте предпочтительно, чтобы компонент (А) был размещен на одной поверхности или на обеих поверхностях слоя, содержащего компоненты (В) и (С), и компонент (А) был размещен в таком состоянии, что компонент (А) находится в компоненте (D). Когда компонент (А) находится в состоянии, при котором компонент (А) находится в компоненте (D), образование пустот, которые образуются во время ламинирования и отверждения препрега для производства армированного волокнами композитного материала, может быть предотвращено. Компонент (D) особенно не ограничен, и может быть использована любая композиция эпоксидной смолы. Компонент (D) содержит эпоксидную смолу и отверждающий агент, и может содержать катализатор отверждения или подобный компонент, если это необходимо. Что касается эпоксидной смолы, отверждающего агента, катализатора отверждения и т.д. в компоненте (D), то могут быть использованы те компоненты, которые приведены в качестве примеров для компонента (В). Компонент (D) (вторая композиция эпоксидной смолы) может отличаться от компонента (В) (первая композиция эпоксидной смолы), но предпочтительно является такой же, что и компонент (В). Определение «такая же», используемое в данном случае, означает, что типы эпоксидной смолы, отвержающий агент и катализатор отверждения являются такими же, что и эпоксидная смола, отверждающий агент и катализатор отверждения, составляющие компонент (В), и различие в содержании каждого из компонентов находится в пределах 5% масс.
Предпочтительно, чтобы масса компонента (D), которой пропитана единица площади компонента (А), составляла от 95 до 130% от значения d, которое определяют в соответствии с формулой (1), показанной ниже. В этом аспекте полученный армированный волокнами композитный материал включает слой, содержащий отвержденный продукт компонентов (А) и (D) и размещенный между слоями, каждый из которых содержит отвержденный продукт компонентов (В) и (С), в ламинате, содержащем слой. В формуле (1) выражение «β/3» означает толщину компонента (А) в полученном армированном волокнами композитном материале. Нетканый материал, который соответствует компоненту (А), прессуют во время формования, и, следовательно, толщина нетканого материала в армированном волокнами композитном материале составляет приблизительно 1/3 от толщины нетканого материала в препреге. В формуле (1) выражение «А/α» означает толщину, соответствующую части, которую волокно, составляющее нетканый материал, занимает в нетканом материале. То есть выражение «β/3-А/α» означает толщину, соответствующую части, занимаемой пространством между волокнами нетканого материала в полученном армированном волокнами композитном материале. Следовательно, понятие «d» в формуле (1) означает массу на единицу площади компонента (D), требуемую для плотного заполнения пространства между волокнами компонента (А) отвержденным продуктом компонента (D) в полученном армированном волокнами композитном материале. Таким образом, заявители настоящего изобретения установили, что может быть произведен прекрасный армированный волокнами композитный материал путем определения массы компонента (D), которой пропитана единица площади компонента (А), в соответствии с формулой (1) при получении препрега.
Если масса компонента (D), которым пропитана единица площади компонента (А), составляет меньше чем 95% «d», в полученном армированном волокнами композитном материале образуются пустоты, и, следовательно, жесткость и прочность армированного волокнами композитного материала имеют тенденцию падать. Если масса компонента (D), которым пропитана единица площади компонента (А), превышает 130% «d», характеристика демпфирования колебаний полученного армированного волокнами композитного материала имеет тенденцию падать.
d=(β/3-А/α).γ
А - вес материала компонента (А) (г/м2);
α - удельный вес смолы, составляющей компонент (А) (г/см3);
β - толщина компонента (А) (мкм);
γ - удельный вес отвержденного продукта компонента (D) (г/см3).
Толщина компонента (А) представляет собой значение, определенное способом, описанным в публикации JIS L1906 (2005). Вес материала компонента (А) представляет собой значение, определенное методом, описанным в публикации JIS L1906 (2005). Удельный вес смолы, составляющей компонент (А), и удельный вес отвержденного продукта компонента (D) представляют собой значения, определенные методом вытеснения воды, который описан в публикации JIS K7112 (2005). Толщина компонента (А) представляет собой значение, определенное методом, описанным в JIS L1906 (2005).
Предпочтительно, чтобы температура стеклования отвержденной смолы, произведенной путем отверждения компонента (В), составляла 100°С или была выше. Если температура стеклования отвержденной смолы ниже, чем 100°С, может иметь место перекос или механическое напряжение армированного волокнами композитного материала во время его формования, и также может встречаться деформация армированного волокнами композитного материала при его применении в высокотемпературных средах. Отверждение компонента (В) может быть проведено, например, путем нагревания при 130°C в течение 90 минут.
Также предпочтительно, чтобы температура стеклования отвержденной смолы, произведенной путем отверждения компонента (D), составляла 100°С или была выше. Если температура стеклования отвержденного продукта ниже, чем 100°С, могут иметь место перекос или механическое напряжение армированного волокнами композитного материала во время его формования, и также может иметь место деформация армированного волокнами композитного материала при его применении в высокотемпературных средах. Отверждение компонента (D) может быть проведено, например, путем нагревания при 130°С в течение 90 минут. Температура стеклования отвержденной смолы компонента (D) может быть определена тем же способом, как и при определении температуры стеклования отвержденной смолы компонента (В). То есть температура стеклования может быть определена путем обеспенивания компонента (D) в вакууме, и затем измерением динамической вязкоэластичности отвержденной смолы, произведенной отверждением обеспененного продукта в форме, которая отрегулирована так, чтобы производить формованное изделие толщиной 2 мм, с помощью распорной детали толщиной 2 мм, изготовленной из «Teflon» (зарегистрированный товарный знак) и размещенной в форме.
Способ производства препрега в соответствии с настоящим изобретением особенно не ограничен, и препрег может быть произведен подходящим образом способами (1) и (2), приведенными ниже.
(1) Способ производства препрега, включающий стадии: пропитки компонента (С) компонентом (В) для производства предшественника препрега; и прикрепления компонента (А) на предшественник препрега.
(2) Способ производства препрега, включающий следующие стадии (I)-(III):
(I) пропитки компонента (А) компонентом (D) для производства полотна нетканого материала;
(II) пропитки компонента (С) компонентом (В) для производства предшественника препрега; и
(III) прикрепления полотна нетканого материала, произведенного на стадии (I), на предшественник препрега, произведенный на стадии (II).
Примеры способа пропитки компонента (С) компонентом (В) включают мокрый способ, в котором композицию эпоксидной смолы растворяют в растворителе, таком как метилэтилкетон или метанол, для снижения вязкости композиции эпоксидной смолы, и затем проводят пропитку; и способ горячего расплава (сухой способ), в котором вязкость композиции эпоксидной смолы уменьшают за счет нагревания, и затем проводят пропитку.
Примером мокрого способа является способ, в котором армирующее волокно погружают в раствор композиции эпоксидной смолы и затем вытягивают из раствора и растворитель испаряют из армирующего волокна с использованием печи или подобного оборудования. Примером способа горячего расплава является способ, в котором волоконную основу, состоящую из армирующего волокна, напрямую пропитывают композицией эпоксидной смолы, вязкость которой была понижена нагреванием; или способ, в котором производят пленку путем нанесения покрытия на прокладочную бумагу или подобный материал из композиции эпоксидной смолы, пленку накладывают на обе поверхности или на одну поверхность волоконной основы, состоящей из армирующего волокна, и затем полученный ламинат обжимают при нагревании, в результате пропитывая смолой волоконную основу, состоящую из армирующего волокна. Предпочтительным является способ горячего расплава, так как в препреге, по существу, не остается растворителя.
Предпочтительно, чтобы предшественник препрега, произведенный пропиткой компонента (С) компонентом (В), имел содержание армирующего волокна на единицу площади от 50 до 200 г/м2. Если содержание армирующего волокна составляет меньше чем 50 г/м2, требуется увеличение числа одиночных слоев, которые должны быть ламинированы, для достижения желаемой толщины при формировании армированного волокнами композитного материала, и, следовательно, технологическая операция становится более сложной. С другой стороны, если содержание армирующего волокна превышает 200 г/м2, драпируемость препрега имеет тенденцию ухудшаться. Массовое содержание волокна предпочтительно попадает в интервал от 50 до 90% масс., более предпочтительно от 55 до 85% масс., еще более предпочтительно от 60 до 80% масс. Определение «массовое содержание волокна», используемое в данном случае, означает отношение массы армирующего волокна в компоненте (С) к общей массе предшественника препрега. Если массовое содержание волокна составляет меньше чем 50% масс., количество добавленной смолы является слишком большим, и, следовательно, становится невозможным достижение преимуществ армированного волокнами композитного материала, имеющего прекрасную удельную прочность и прекрасный удельный модуль упругости, или количество теплоты, выделяемой при отверждении, становится слишком высоким во время производства армированного волокнами композитного материала. Если массовое содержание волокна превышает 90% масс., пропитка смолой часто не имеет успеха и, следовательно, могут быть сформированы пустоты в полученном армированном волокнами композитном материале.
В качестве способа пропитки компонента (А) компонентом (D) может быть использован тот же способ, что и способ, используемый для пропитки компонента (С) компонентом (В). Когда для пропитки используют мокрый способ, предпочтительно использовать растворитель, в котором компонент (А) не может быть растворен, чтобы сохранить конфигурацию компонента (А). Когда для пропитки используют способ горячего расплава, предпочтительно пропитывать компонент (А) при температуре равной или ниже, чем температура плавления компонента (А), чтобы сохранить конфигурацию компонента (А).
Ниже описан армированный волокнами композитный материал в соответствии с настоящим изобретением. Армированный волокнами композитный материал в соответствии с настоящим изобретением содержит компоненты (Е)-(G), названные ниже, где множество отдельных слоев слоя, содержащего компоненты (F) и (G), ламинированы вместе, и компонент (Е) размещен между каждыми двумя соседними слоями множества отдельных слоев слоя, содержащего компоненты (F) и (G). Виды поперечного сечения предпочтительных аспектов армированного волокнами композитного материала представлены на Фиг. 5 и 6. Определение «между каждыми двумя соседними слоями отдельных слоев» относится к областям, которые расположены между каждыми двумя соседними слоями множества отдельных слоев слоя, содержащего компоненты (F) и (G), и не содержат компонент (G):
(Е) нетканый материал, содержащий термопластичный эластомер и/или полиолефин, который имеет значение tan δ 0,06 или больше при 10°С при измерении вязкоэластичности, и несовместим с третьей композицией эпоксидной смолы;
(F) отвержденная смола третьей композиции эпоксидной смолы; и
(G) армирующее волокно.
Компонент (Е), как требуется, имеет значение tan δ при 10°С 0,06 или больше, предпочтительно 0,07 или больше, еще более предпочтительно 0,09 или больше, при измерении вязкоэластичности. Если значение tan δ меньше, чем 0,06, характеристика демпфирования колебаний является неудовлетворительной. Значение tan δ при 10°С может быть определено тем же способом, что и при измерении значения tan δ при 10°С компонента (А). То есть значение tan δ при 10°С может быть определено путем измерения динамической вязкоэластичности пластиноподобной отливки, произведенной путем помещения компонента (Е) в пресс-форму, изготовленную из нержавеющей стали, и затем путем прессового формования компонента (Е) в пресс-форме.
Компонент (Е), используемый в настоящем изобретении, как требуется, имеет форму нетканого материала. Когда компонент (Е) используют в форме нетканого материала, может быть произведен армированный волокнами композитный материал, имеющий прекрасную жесткость, прочность и характеристику демпфирования колебаний. Если компонент (Е) используют в форме пленки вместо нетканого материала, хотя характеристика демпфирования колебаний и улучшается, жесткость термопластичного эластомера и/или полиолефина ниже, чем жесткость матричной смолы в армирующем волокне, и, следовательно, жесткость и прочность армированного волокнами композитного материала сильно падают. Когда нетканый материал используют в качестве компонента (Е), слой нетканого материала может быть пропитан описанной ниже третьей композицией эпоксидной смолы, которая представляет собой компонент (F), чтобы улучшить жесткость слоя нетканого материала. Таким образом, становится возможным улучшать характеристику демпфирования колебаний армированного волокнами композитного материала, предупреждая при этом снижение жесткости и прочности армированного волокнами композитного материала. Если вместо нетканого материала используют частицы, хотя характеристика демпфирования колебаний армированного волокнами композитного материала и улучшается, частицы, которые имеют более низкую жесткость по сравнению с жесткостью матричной смолы в армирующем волокне, проникают равномерно вовнутрь пучка армирующего волокна, и, следовательно, жесткость или прочность армированного волокнами композитного материала могут понижаться. Когда компонент (Е) используют в форме нетканого материала, проникновение компонента (Е) вовнутрь пучка армирующего волокна может быть предотвращено, и, следовательно, снижение жесткости и прочности армированного волокнами композитного материала также может быть предотвращено. Кроме того, если частицы добавляют к композиции эпоксидной смолы при использовании, вязкость смоляной композиции повышается, и, следовательно, количество добавленных частиц ограничено. Если количество добавленных частиц ограничено небольшим количеством, трудно достигнуть высокой характеристики демпфирования колебаний армированного волокнами композитного материала.
Кроме того, термопластичный эластомер и/или полиолефин, используемые в качестве компонента (Е), как требуется, также несовместимы с третьей композицией эпоксидной смолы. Если термопластичный эластомер совместим с третьей композицией эпоксидной смолы, жесткость, прочность и температура стеклования армированного волокнами композитного материала снижаются, а эффект характеристики демпфирования колебаний армированного волокнами композитного материала является неудовлетворительным.
Несовместимость между компонентом (Е) и третьей композицией эпоксидной смолы может быть подтверждена по температуре стеклования, определенной из кривой динамического модуля упругости, которую получают путем проведения измерения динамической вязкоэластичности отвержденного продукта смоляной композиции, содержащей компонент (Е) и третью композицию эпоксидной смолы. То есть с помощью измерения динамической вязкоэластичности измеряют температуры стеклования отвержденного продукта смоляной композиции, содержащей компонент (Е) и третью композицию эпоксидной смолы, пластиноподобной отливки, содержащей только компонент (Е), и компонента (F). Когда компонент (Е) и третья композиция эпоксидной смолы несовместимы друг с другом (то есть компонент (Е) и третья композиция эпоксидной смолы не растворяются друг в друге), температуру стеклования отвержденного продукта смоляной композиции, содержащей компонент (Е) и третью композицию эпоксидной смолы, наблюдают при той же температуре, что и температура стеклования пластиноподобной отливки, содержащей только компонент (Е), и температура стеклования компонента (F). Определение «та же температура», используемое в данном случае, означает, что разность между температурами стеклования попадает в пределы интервала от -3 до 3°С. Отвержденный продукт может быть произведен тем же способом, что и способ, используемый для производства отвержденного продукта компонентов (А) и (В).
Отвержденный продукт смоляной композиции, содержащей компонент (Е) и третью композицию эпоксидной смолы, пластиноподобная отливка, содержащая компонент (Е), и компонент (F) могут быть произведены теми же способами, что и способы, используемые для производства отвержденного продукта смоляной композиции, содержащей компоненты (А) и (В), пластиноподобной отливки, содержащей только компонент (А), и отвержденного продукта, произведенного отверждением только компонента (В). Температуры стеклования могут быть определены путем проведения измерения упомянутым выше способом динамической вязкоэластичности пластиноподобного отвержденного изделия и пластиноподобной отливки, которые произведены упомянутыми выше способами.
Предпочтительно, чтобы в армированном волокнами композитном материале компонент (Е) присутствовал в количестве от 2 до 20% масс., более предпочтительно от 4 до 10% масс. Если количество составляет меньше чем 2% масс., хотя жесткость и прочность армированного волокнами композитного материала являются прекрасными, характеристика демпфирования колебаний армированного волокнами композитного материала имеет тенденцию падать. С другой стороны, если количество превышает 20% масс., хотя характеристика демпфирования колебаний полученного армированного волокнами композитного материала является прекрасной, жесткость и прочность полученного армированного волокнами композитного материала имеют тенденцию падать.
В качестве компонента (Е) могут быть использованы те материалы, которые приведены в качестве примеров в случае компонента (А).
Компонент (F) представляет собой отвержденный продукт третьей композиции эпоксидной смолы. Третья композиция эпоксидной смолы содержит эпоксидную смолу и отверждающий агент, и может дополнительно содержать катализатор отверждения и т.д., если необходимо. В качестве эпоксидной смолы, отверждающего агента и катализатора отверждения и т.д. могут быть использованы те соединения, которые приведены в качестве примеров в случае компонента (В).
В качестве компонента (G) используют армирующее волокно. Армирующее волокно особенно не ограничено, и могут быть использованы те материалы, которые приведены в качестве примеров в случае компонента (С).
Армированный волокнами композитный материал в соответствии с настоящим изобретением дополнительно может содержать компонент (Н), как показано на Фиг. 6. Компонент (Н) представляет собой отвержденный продукт четвертой композиции эпоксидной смолы, которая несовместима с компонентом (Е). В этом аспекте предпочтительно, чтобы компонент (Е) находился в компоненте (Н). Когда компонент (Е) находится в состоянии, находясь в компоненте (Н), образование пустот может быть предотвращено во время производства армированного волокнами композитного материала посредством ламинирования и отверждения.
Четвертая композиция эпоксидной смолы содержит эпоксидную смолу и отверждающий агент, и может дополнительно содержать катализатор отверждения и т.д., если необходимо. В качестве эпоксидной смолы, отверждающего агента, катализатора отверждения и т.д. в компоненте (Н) могут быть использованы те соединения, которые приведены в качестве примеров в случае компонента (В).
Способ производства армированного волокнами композитного материала в соответствии с настоящим изобретением особенно не ограничен, и армированный волокнами композитный материал может быть произведен способом формования ламината препрега, способом формования с переносом смолы, способом внедрения пленки смолы, способом ручного совмещения, способом листовой пресс-композиции, способом намотки элементарной нити, способом пультрузии или подобными способами. Из этих способов предпочтительным является способ формования ламината препрега с использованием препрега в соответствии с настоящим изобретением, так как полученный армированный волокнами композитный материал может иметь прекрасную жесткость и прекрасную прочность.
Способ формования ламината препрега представляет собой способ, в котором препрегу придают форму и/или ламинируют, и затем смолу термически отверждают, прикладывая при этом давление к полученному фасонному изделию и/или ламинату. В качестве способа прикладывания тепла и давления вполне можно использовать способ прессового формования, способ автоклавного формования, способ формования эластичным мешком, способ обвязочной ленты, способ формования внутренним давлением и подобные способы.
Способ автоклавного формования представляет собой способ, в котором препрег ламинируют на рабочей пластине, имеющей заранее определенную форму, полученный ламинат покрывают мешковинной пленкой, и полученный продукт термически отверждают путем прикладывания давления, дегазируя при этом внутреннюю часть ламината. В способе автоклавного формования ориентация волокон может быть точно проконтролирована и образование пустот может быть уменьшено, в результате чего может быть произведена отливка, имеющая прекрасные механические свойства и высокое качество.
Способ обвязочной ленты представляет собой способ, в котором препрег наматывают вокруг стержня из металла, такого как сердечник, чтобы в результате сформовать трубчатую деталь, изготовленную из армированного волокнами композитного материала. Способ обвязочной ленты приемлем для производства корпуса в форме штанги, такой как клюшка для гольфа или рыболовное удилище. Точнее, препрег наматывают вокруг сердечника, обвязочную ленту, изготовленную из термопластичной пленки, затем наматывают вокруг наружной стороны препрега для фиксации препрега и прикладывания давления к препрегу; смолу затем термически отверждают в печи, и сердечник из металла затем вытаскивают, в результате получают трубчатую деталь.
Способ формования внутренним давлением представляет собой способ, в котором формование проводят путем наматывания препрега вокруг прикладывающего внутреннее давление корпуса, такого как трубка, изготовленная из термопластичной смолы, с получением преформы, размещения преформы в пресс-форму и введения газа высокого давления в прикладывающий внутреннее давление корпус для создания давления, одновременно нагревая пресс-форму. Этот способ соответствующим образом используют для формования элемента, имеющего усложненную конфигурацию, такого как рукоятка клюшки для гольфа, бита и теннисная или бадминтонная ракетка.
Что касается температуры отверждения и периода времени отверждения, используемых при формовании армированного волокнами композитного материала в автоклаве, оптимальная температура и оптимальный период времени меняются в зависимости от выбранных типов и количеств отверждающего агента или катализатора отверждения. С точки зрения теплостойкости после отверждения предпочтительно проводить отверждение при температуре от 120 до 220°С в течение от 0,5 до 8 часов. Скорость повышения температуры предпочтительно составляет от 0,1 до 10°С/мин. Если скорость повышения температуры составляет меньше чем 0,1°С/мин, время, требуемое для достижения желаемой температуры отверждения, становится слишком продолжительным, и, следовательно, способность к обработке часто ухудшается. Если скорость повышения температуры превышает 10°С/мин, имеет место разность в температуре на многих частях в армирующем волокне, и, следовательно, трудно произвести равномерно отвержденное изделие.
При формовании армированного волокнами композитного материала такие эффекты, как улучшение качества поверхности полученной отливки или предупреждение образования пустот во внутренней части полученной отливки, могут быть легко достигнуты за счет повышения или понижения давления.
Предпочтительно, чтобы коэффициент потерь армированного волокнами композитного материала в соответствии с настоящим изобретением составлял 130% или больше относительно коэффициента потерь армированного волокнами композитного материала, содержащего те же компоненты, как и компоненты упомянутого выше армированного волокнами композитного материала, за исключением того, что компонент (Е) не содержится. Если коэффициент потерь составляет меньше чем 130%, эффект улучшения восприятия мяча или эффект снижения «усталости локтя» имеют тенденцию понижаться, когда формуют рукоятку клюшки для гольфа, рыболовное удилище, теннисную ракетку или подобные изделия. Используемое в данном случае определение «армированный волокнами композитный материал, содержащий те же компоненты, как и компоненты упомянутого выше армированного волокнами композитного материала, за исключением того, что компонент (Е) не содержится», означает, что армированный волокнами композитный материал произведен с использованием того же отношения содержания и при тех же технологических условиях, как отношение и условия для оцениваемого армированного волокнами композитного материала, за исключением того, что компонент (Е) не содержится, и полученный армированный волокнами композитный материал используют в качестве образца, физические свойства которого должны быть измерены. Определение «то же отношение содержания», используемое в данном случае, означает, что разность в содержании каждого из компонентов находится в пределах 5% масс.
Также предпочтительно, чтобы прочность 0° на изгиб армированного волокнами композитного материала в соответствии с настоящим изобретением составляла 90% или больше от прочности на изгиб армированного волокнами композитного материала, содержащего те же компоненты, что и компоненты упомянутого выше армированного волокнами композитного материала, за исключением того, что компонент (Е) не содержится. Определение «прочность на изгиб», используемое в данном случае относится к значению, которое рассчитывают в единицах объемного содержания волокна (Vf) 60%. Определение «объемное содержание волокна» относится к отношению объема армирующего волокна относительно общего объема армированного волокнами композитного материала. Если прочность на изгиб меньше чем 90%, прочность отливки, такой как рукоятка клюшки для гольфа, рыболовное удилище или теннисная ракетка, является неудовлетворительной, и вес отливки может увеличиться, когда необходимо получить достаточную прочность отливки.
Также предпочтительно, чтобы прочность 0° на изгиб армированного волокнами композитного материала в соответствии с настоящим изобретением составляла 90% или больше от прочности на изгиб армированного волокнами композитного материала, содержащего те же компоненты, что и компоненты упомянутого выше армированного волокнами композитного материала, за исключением того, что компонент (Е) не содержится. Если прочность 0° на изгиб составляет меньше чем 90%, жесткость отливки, такой как клюшка для гольфа, рыболовное удилище или теннисная ракетка, является неудовлетворительной, а вес отливки может увеличиться, когда должна быть достигнута достаточная жесткость отливки.
Также предпочтительно, чтобы армированный волокнами композитный материал в соответствии с настоящим изобретением не имел температуру стеклования в интервале от 10 до 100°С. Если температуру стеклования наблюдают в этом температурном интервале, может иметь место деформация во время стадии нанесения покрытия на армированный волокнами композитный материал или на стадии полирования армированного волокнами композитного материала.
Армированный волокнами композитный материал, произведенный в настоящем изобретении, может быть использован соответствующим образом в вариантах применения, связанных со спортом, в общепромышленных вариантах применения и в авиационно-космической области. Более конкретно, армированный волокнами композитный материал может быть использован в вариантах применения, связанных со спортом, таких как рукоятка клюшки для гольфа, рыболовное удилище, теннисная и бадминтонная ракетка, хоккейная клюшка или подобные изделия, велосипедная деталь, велосипедная рама, велосипедное колесо и лыжные палки; и в общепромышленных вариантах применения, таких как конструкционный материал для автомобилей, кораблей и железнодорожных вагонов, приводной вал, пластинчатая рессора, ветряная турбина, резервуар высокого давления, маховик, бумагоделательный барабан, кровельный материал, кабель и ремонтный/упрочняющий материал.
ПРИМЕРЫ
Далее эффект настоящего изобретения описан более подробно со ссылкой на конкретные примеры. Однако настоящее изобретение не ограничено приведенными ниже примерами.
Компоненты (А)-(Е), используемые в примерах и в сравнительных примерах, представляют собой следующие компоненты.
(А-1 - А-4): Полиамидные простые полиэфирные эластомерные нетканые материалы
«UBESTA XPA» (зарегистрированный товарный знак) 9048X1 (производства Ube Industries, Ltd.) превращают в нетканые материалы. Нетканые материалы имеют следующие свойства: значение tan δ при 10°С 0,09; температура стеклования -38°С; удельный вес смолы 1,02 г/см3; вес материала - (А-1) 10 г/м2, (А-2) 35 г/м2, (А-3) 70 г/м2 и (А-4) 140 г/м2; и толщина - (А-2) 250 мкм, (А-4) 650 мкм.
(А-5, А-6): Поли(сложный)эфирные поли(простой)эфирные эластомерные нетканые материалы.
«Xytrel» (зарегистрированный товарный знак) 5557 (производства DuPont-Toray Co. Ltd.) превращают в нетканые материалы. Нетканые материалы имеют следующие свойства: значение tan δ при 10°С 0,07; температура стеклования -45°С; удельный вес смолы 1,19 г/см3; вес материала - (А-5) 20 г/м2, (А-6) 80 г/м2; и толщина (А-6) 480 мкм.
(А-7): Нетканое полотно блок-сополимера на основе стирола
«Kuraflex» (зарегистрированный товарный знак) SIS0100 (производства Kuraray Co., Ltd.): значение tan δ при 10°С 0,10; температура стеклования -60°С; удельный вес смолы 0,9 г/см3; вес материала 100 г/м2; и толщина 570 мкм.
(А-8): Полиуретановое нетканое плотно
«Kuraflex» (зарегистрированный товарный знак) UC0050 (производства Kuraray Co., Ltd.): значение tan δ при 10°С 0,20; температура стеклования -38°С; вес материала 50 г/м2; и толщина 300 мкм.
(A-9): Нетканый материал из Nylon 12.
Nylon 12 превращают в нетканый материал. Нетканый материал имеет следующие свойства: значение tan δ при 10°С 0,03; температура стеклования 40°С; удельный вес смолы 1,02 г/см3; и вес материала 20 г/м2.
(А-10): Полиамидная поли(простой)эфирная эластомерная пленка
Пеллеты смолы «UBESTA XPA» (зарегистрированный товарный знак) 9048X1 (производства Ube Industries, Ltd.) размещают равномерно на подложке из нержавеющей стали, имеющей распорную деталь толщиной 30 мкм, размещенную в ней, и затем подвергают прессовому формованию при температуре 280°С и давлении 50 кг/см2 в течение 5 минут. Толщина пленки 30 мкм.
(А-11): Полиамидные поли(простой)эфирные эластомерные частицы
«UBESTA XPA» (зарегистрированный товарный знак) 9048X1 (производства Ube Industries, Ltd.) измельчают замораживанием. Среднеобъемный диаметр частиц 20 мкм.
(A-12): Полипропиленовый нетканый материал
«Stratec» (зарегистрированный товарный знак) RN2015 (производства Idemitsu Unitech Co., Ltd.): значение tan δ при 10°С 0,075; температура стеклования -3°С; удельный вес смолы 0,9 г/см3; вес материала 15 г/м2; и толщина 160 мкм.
(A-13): Полипропиленовый нетканый материал
«Stratec» (зарегистрированный товарный знак) RN2050 (производства Idemitsu Unitech Co., Ltd.): значение tan δ при 10°С 0,075; температура стеклования -3°С; удельный вес смолы 0,9 г/см3; вес материала 50 г/м2; и толщина 320 мкм.
(A-14): Полипропиленовый нетканый материал
«Stratec» (зарегистрированный товарный знак) RN2070 (производства Idemitsu Unitech Co., Ltd.): значение tan δ при 10°С 0,075; температура стеклования -3°С; удельный вес смолы 0,9 г/см3; вес материала 70 г/м2; и толщина 420 мкм.
(A-15): Полипропиленовый нетканый материал
«Stratec» (зарегистрированный товарный знак) RN2250 (производства Idemitsu Unitech Co., Ltd.): значение tan δ при 10°С 0,075; температура стеклования -3°С; удельный вес смолы 0,9 г/см3; вес материала 250 г/м2; и толщина 900 мкм.
(A-16): Полипропиленовый нетканый материал
«Toraymicron» (зарегистрированный товарный знак) EMO2010 (производства Toray Industries Inc.): значение tan δ при 10°С 0,065; температура стеклования -5°С; удельный вес смолы 0,9 г/см3; вес материала 20 г/м2; и толщина 170 мкм.
(A-17): Нетканый материал из модифицированного малеиновой кислотой полипропилена
«TVO-150» (производства Japan Vilene Co., Ltd.): значение tan δ при 10°С 0,071; температура стеклования -15°С; удельный вес смолы 0,9 г/см3; вес материала 20 г/м2; и толщина 180 мкм.
(A-18): Полипропиленовая пленка
«Stratec» (зарегистрированный товарный знак) RN2015 (производства Idemitsu Unitech Co., Ltd.) размещают на подложке из нержавеющей стали и затем подвергают прессовому формования при 200°С и давлении 50 кг/см2 в течение 5 минут. Толщина пленки 100 мкм, и вес материала 15 г/м2.
(A-19): Полиэтиленовый нетканый материал
«Miperon» (зарегистрированный товарный знак) (производства Mitsui Chemicals, Inc.) превращают в нетканый материал: значение tan δ при 10°С 0,050; вес материала 15 г/м2; и толщина 170 мкм.
(A-20): Полипропиленовый нетканый материал
«Daicel PP» (зарегистрированный товарный знак) PT2N1 (производства Daicel Polymers, Ltd.) превращают в нетканый материал: значение tan δ при 10°С 0,076; вес материала 16 г/м2; удельный вес смолы 0,97; и толщина 155 мкм.
Компоненты (В), (D), третья эпоксидная смола и четвертая эпоксидная смола представляют собой следующие компоненты.
Эпоксидные смолы
(В-1): Эпоксидная смола типа бисфенола А («jER» (зарегистрированный товарный знак) 1001, производства Mitsubishi Chemical Corporation, эпоксидный эквивалент: 475).
(В-2): Эпоксидная смола типа бисфенола А («jER» (зарегистрированный товарный знак) 828, производства Mitsubishi Chemical Corporation, эпоксидный эквивалент: 189).
(В-3): Эпоксидная смола типа бисфенола F («Epotopho» (зарегистрированный товарный знак) YDF2001, производства Nippon Steel Chemical Co., Ltd., эпоксидный эквивалент: 475).
(В-4): Эпоксидная смола типа бисфенола F («jER» (зарегистрированный товарный знак) 807, производства Mitsubishi Chemical Corporation, эпоксидный эквивалент: 170).
(В-5): Эпоксидная смола фенол-новолачного типа («jER» (зарегистрированный товарный знак) 154, производства Mitsubishi Chemical Corporation, эпоксидный эквивалент: 178).
(В-6): Эпоксидная смола дициклопентандиеновго типа («Epiclon» (зарегистрированный товарный знак) HP7200H, производства DIC Corporation, эпоксидный эквивалент: 283).
(В-7): Эпоксидная смола типа полифункционального амина («Sumiepoxy» (зарегистрированный товарный знак) ELM434, производства Sumitomo Chemical Co., Ltd., эпоксидный эквивалент: 120).
(В-8): Эпоксидная смола, имеющая структуру бифенила («jER» (зарегистрированный товарный знак) YX4000, производства Mitsubishi Chemical Corporation, эпоксидный эквивалент: 186).
(В-9): Модифицированная изоцианатом эпоксидная смола (AER4152, производства Asahi Kasei Epoxy Co., Ltd., эпоксидный эквивалент: 340).
(В-10): Эпоксидная смола типа бисфенола А («jER» (зарегистрированный товарный знак) 1004FS, производства Mitsubishi Chemical Corporation, эпоксидный эквивалент: 810).
(В-11): Эпоксидная смола типа бисфенола А («jER» (зарегистрированный товарный знак) 1007, производства Mitsubishi Chemical Corporation, эпоксидный эквивалент: 1930).
(В-12): Эпоксидная смола типа бисфенола А («jER» (зарегистрированный товарный знак) 1010, производства Mitsubishi Chemical Corporation, эпоксидный эквивалент: 4000).
(В-13): Эпоксидная смола типа бисфенола F («jER» (зарегистрированный товарный знак) 4004Р, производства Mitsubishi Chemical Corporation, эпоксидный эквивалент: 800).
(В-14): Эпоксидная смола типа бисфенола F («jER» (зарегистрированный товарный знак) 4007, производства Mitsubishi Chemical Corporation, эпоксидный эквивалент: 2270).
(В-15): Эпоксидная смола типа бисфенола F («jER» (зарегистрированный товарный знак) 4010, производства Mitsubishi Chemical Corporation, эпоксидный эквивалент: 4400).
Отверждающие агенты
(В-16): Дициандиамид (DICY7, производства Mitsubishi Chemical Corporation, эквивалент активного водорода: 12).
(В-17): 4,4'-Диаминодифенилсульфон («Seikacure» (зарегистрированный товарный знак) S, производства Wakayama Seika Kogyo Co., Ltd., эквивалент активного водорода: 62).
(В-18): Смесь (ангидрид метилгексагидрофталевой кислоты)/(ангидрид гексагидрофталевой кислоты) (70:30 (масс.)) («Rikacid» (зарегистрированный товарный знак) МН700, производства New Japan Chemical Co., Ltd., эквивалент активного водорода: 163).
Катализаторы отверждения
(В-19): Мочевинное соединение DCMU99 (производства Hodogaya Chemical Co., Ltd.).
(В-20): Трифенилфосфин (ТФФ (ТРР) производства Hokko Chemical Industry Co., Ltd.).
Компоненты (С) и (G) представляют собой следующие компоненты.
Армирующие волокна
(С-1): Углеродное волокно («Torayca» (зарегистрированный товарный знак) T700S, производства Toray Industries Inc.; модуль упругости при растяжении 230 ГПа, прочность при растяжении 4900 МПа).
(С-2): Ткань из углеродного волокна («Torayca cloth» (зарегистрированный товарный знак) ВТ70-30, производства Toray Industries Inc., углеродное волокно («Torayca» (зарегистрированный товарный знак) T700; структура переплетения: плоское переплетение, вес материала 300 г/м2).
(С-3): Углеродное волокно («Torayca» (зарегистрированный товарный знак) T800S, производства Toray Industries Inc.; модуль упругости при растяжении 294 ГПа, прочность при растяжении 5880 МПа).
(С-4): Углеродное волокно («Torayca» (зарегистрированный товарный знак) M40J, производства Toray Industries Inc.; модуль упругости при растяжении 377 ГПа, прочность при растяжении 4400 МПа).
(С-5): Углеродное волокно («Torayca» (зарегистрированный товарный знак) M46J, производства Toray Industries Inc.; модуль упругости при растяжении 436 ГПа, прочность при растяжении 4200 МПа).
(С-6): Углеродное волокно («Torayca» (зарегистрированный товарный знак) M50J, производства Toray Industries Inc.; модуль упругости при растяжении 475 ГПа, прочность при растяжении 4120 МПа).
Исходные материалы, отличные от названных выше компонентов, представлены ниже.
- Поливинилформаль («Vinylec» (зарегистрированный товарный знак) E, производства JNC Corporation).
- S-B-M-сополимер («Nanostrength» (зарегистрированный товарный знак) E40F, производства Arkema, S означает стирол, В - 1,4-бутадиен, и М - метилметакрилат).
- Полиэфирсульфон («Sumikaexcel» (зарегистрированный товарный знак) PES5003P, производства Sumitomo Chemical Co., Ltd.).
(1) Производство нетканого материала
Волокно термопластичной смолы, которое выдавлено через фильеру, оборудованную одним отверстием, вытягивают с использованием вытяжного вентилятора, имеющего ударную пластину у его верхней части, и сжатого воздуха, распределенного на металлической сетке, и затем собирают, получая в результате волоконное полотно. Волоконное полотно, собранное на металлической сетке, термически скрепляют, используя машину горячего прессования. Таким способом получают нетканый материал.
(2) Способ производства частиц путем измельчения замораживанием
Пеллеты смолы или нетканый материал измельчают замораживанием с использованием измельчающей машины (RULVERIZER, производства Hosokawa Micron Ltd.), охлаждая при этом пеллеты смолы или нетканый материал до температуры, равной или ниже, чем их температура стеклования, с помощью сухого льда.
(3) Способ производства пластиноподобной отливки, содержащей компонент (А)
Компонент (А) вводят в пресс-форму толщиной 2 мм, изготовленную из нержавеющей стали, и затем подвергают прессовому формованию при давлении 50 кг/см2 в течение 5 минут. Температура формования, используемая для смол, показана ниже.
«UBESTA XPA» (зарегистрированный товарный знак) 9048X1: 220°С; «Hytrel» (зарегистрированный товарный знак) 5557: 220°С; «Kuraflex» (зарегистрированный товарный знак) SIS0100: 220°С; «Kuraflex» (зарегистрированный товарный знак) UC0050: 220°С; Nylon 12: 220°С; «Stratec» (зарегистрированный товарный знак) RN2015, RN2050, RN2070 и RN2250: 200°С; TVO-150: 200°C; «Toraymicron» (зарегистрированный товарный знак) EM02010: 200°С; «Daicel РР» (зарегистрированный товарный знак) PT2N1: 200°С.
(4) Способ производства отвержденного продукта компонента (В)
Компонент (В) обеспенивают в вакууме, затем впрыскивают в пресс-форму, которая отрегулирована так, чтобы получать формованное изделие толщиной 2 мм, с помощью распорной детали толщиной 2 мм, изготовленной из «Teflon» (зарегистрированный товарный знак) и размещенной в пресс-форме, и затем отверждают при условиях, приведенных в каждом из справочных примеров.
(5) Способ производства отвержденного продукта смоляной композиции, содержащей компоненты (А) и (В)
Компонент (А), который гранулирован путем измельчения замораживанием, и компонент (В) замешивают вместе с получением смоляной композиции. Полученную смоляную композицию обеспенивают в вакууме и затем вводят в пресс-форму, которая отрегулирована так, чтобы получать формованное изделие толщиной 2 мм, с помощью распорной детали толщиной 2 мм, изготовленной из «Teflon» (зарегистрированный товарный знак) и размещенной в пресс-форме; и проводят полное отверждение компонента (С) при тех же условиях, как в пункте (4).
(6) Метод измерения температуры стеклования и значения tan δ при 10°С материала отвержденной смолы или пластиноподобной отливки
Материал отвержденной смолы или пластиноподобную отливку разрезают с использованием алмазного резца на размеры 13 мм по ширине и 35 мм по длине. Температуру полученного образца поднимают от -70 до 250°С при скорости подъема температуры 5°С/мин с использованием устройства для измерения динамической вязкоэластичности (DMAQ800, производства T.A. Instruments Inc.) и затем измеряют динамический модуль упругости и значение tan δ в изгибной моде при частоте 1,0 Гц. Температуру начала динамического модуля упругости определяют как температуру стеклования.
(7) Метод подтверждения отверженного состояния отвержденной смолы
Образец (приблизительно 10 мг) вырезают из произвольной части материала отвержденной смолы, и температуру образца повышают от комнатной температуры до 250°С при скорости повышения температуры 10°С/мин с использованием устройства для дифференциального сканирующего калориметрического измерения (DSC2910, производства T.A. Instruments Inc.). Образец определяют как полностью отвержденный, когда не наблюдают экзотермический пик.
(8) Метод измерения коэффициента потерь армированного волокнами композитного материала
Образец, имеющий размеры 10 мм по ширине и 200 мм по длине, вырезают из армированного волокнами композитного материала с использованием алмазного резца. Когда армированный волокнами композитный материал представляет собой однонаправленный материал, образец вырезают таким образом, чтобы продольное направление образца становилось параллельным волокнам. Когда армированный волокнами композитный материал представляет собой материал тканевого переплетения, образец вырезают таким образом, чтобы любое одно из волокон становилось параллельным продольному направлению образца. Часть образца, которая продлевается внутрь от края на 35 мм, закрепляют с помощью зажима; часть образца, которая расположена на 195 мм от края, заворачивают по направлению вниз на 3 см; и колебания, создаваемые при высвобождении перекоса, измеряют с использованием датчика деформации, который прикреплен в положении, отступающем на 50 см от края. Коэффициент потерь определяют по результатам волнового профиля.
(9) Измерение модуля упругости при изгибе и прочности на изгиб армированного волокнами композитного материала
В качестве меры прочности на изгиб армированного волокнами композитного материала, измеряют модуль упругости при четырехточечном изгибе и прочность на изгиб в направлении волокон (то есть 0о) армированного волокнами композитного материала, когда армированный волокнами композитный материал представляет собой однонаправленный материал; и измеряют прочность на четырехточечный изгиб в направлении, параллельном любому одному из направлений волокон армированного волокнами композитного материала, когда армированный волокнами композитный материал представляет собой тканый материал. Модуль упругости 0о при изгибе и прочность на изгиб однонаправленного материала и модуль упругости при изгибе тканого материала определяют следующим образом. Армированный волокнами композитный материал разрезают на образцы для испытания размерами 2 мм толщиной, 15 мм шириной и 100 мм длиной. Образцы для испытания подвергают измерению четырехточечного изгиба с использованием универсальной испытательной машины «Инстрон» (производства фирмы Instron) при скорости траверсы 5,0 мм/мин, диаметре опоры 4 мм и диаметре индентора 10 мм. Модуль упругости при изгибе рассчитывают из данных прочности на изгиб и от 5 Н до 50 Н. Объемное содержание волокна (Vf) образца для испытания определяют в соответствии со способом сжигания, описанным в публикации JIS K7075 (1991), и каждый полученный модуль упругости при изгибе и полученную прочность на изгиб переводят в значение в единицах Vf60% в соответствии со следующей формулой (2).
(Значение, рассчитанное в единицах Vf60%) =
0,6 × (непереведенное значение измерения)/(Vf) (2)
(10) Метод измерения температуры стеклования армированного волокнами композитного материала
Температуру стеклования измеряют с использованием армированного волокнами композитного материала тем же методом, который использован выше в пункте (6).
(11) Метод измерения веса материала нетканого материала
Вес материала нетканого материала определяют в соответствии с JIS L-1906. То есть три куска образцов для испытания, каждый имеющий размеры 20 см в длину и 25 см в ширину, вырезают из разных частей нетканого материала, измеряют массу каждого из образцов для испытания и среднее от измеренных значений для трех кусков образцов для испытаний переводят в массу на единицу площади.
(12) Метод измерения среднеобъемного диаметра частиц
Среднеобъемный диаметр частиц измеряют в соответствии с JIS K5600-9-3 (2006) с использованием LMS-24 (производства Seishin Enterprise Co., Ltd.) методом лазерной дифракции/рассеивания.
(13) Метод измерения состояния дисперсии частиц в армированном волокнами композитном материале
Армированный волокнами композитный материал разрезают в направлении, перпендикулярном его поверхности, с использованием алмазного резака. Когда поверхность разреза отвержденного продукта не является гладкой, поверхность разреза полируют. Вид поперченного сечения увеличивают в 200 раз или более на оптическом микроскопе, и снимают фотографию увеличенного поперечного сечения так, чтобы, по меньшей мере, одна поверхность армированного волокнами композитного материала, могла быть включена в зону обзора.
С использованием фотографии поперечного сечения определяют средние пограничные линии (1), каждую между слоем, который содержит компоненты (F) и (G), и слоем, который не содержит компонент (G), как показано на Фиг. 15. Способ определения средней пограничной линии состоит в следующем. Во-первых, на фотографии выбирают пять или более точек на одной из пограничных линий, каждая между слоем, который содержит компоненты (F) и (G), и слоем, который не содержит компонент (G).
Затем измеряют расстояние от любой одной поверхности армированного волокнами композитного материала (то есть базовой линии) до каждой из выбранных пяти или нескольких точек, и результаты усредняют. Линию, параллельную базовой линии, устанавливают в стороне от базовой линии на рассчитанном среднем расстоянии. Линию называют «средней пограничной линией».
Затем устанавливают среднюю центральную линию толщины (2) в слое, содержащем компоненты (F) и (G). Определение «средняя центральная линия толщины», используемое в данном случае, относится к линии, которая расположена точно по центру двух средних пограничных линий (1), которые установлены для обеих поверхностей отдельного слоя, содержащего компоненты (F) и (G), тем же образом, который упомянут выше. Линию проводят таким образом, чтобы линия находилась на одинаковом расстоянии от двух средних пограничных линий и была параллельна средним пограничным линиям. Полученную линию называют «средней центральной линией толщины».
Область в слое, не содержащем компонент (G), которая находится посередине средних пограничных линий, расположенных на обоих концах слоя, называют «промежуточной областью». Определяют общую сумму площадей поперечного сечения частиц, которые присутствуют в промежуточной области. Затем площадь, лежащую между определенной таким образом средней центральной линией толщины (2), установленную для слоя, который содержит компоненты (F) и (G) и расположен по соседству со слоем, который не содержит компонент (G), и определенной таким образом средней центральной линией толщины (2), установленной для слоя, который содержит компоненты (F) и (G) и расположен на противоположной сторону названного выше слоя со слоем, который не содержит компонент (G), вставленный между ними, определяют как «полную область» при измерении площадей попеченных сечений частиц. Определяют общую сумму всех площадей поперечных сечений частиц, присутствующих в полной области.
Доля частиц, присутствующих в промежуточной площади, то есть отношение промежуточной локализации может быть рассчитано путем определения отношения общей суммы площадей поперечного сечения частиц, присутствующих в промежуточной области, полученной таким образом, относительно общей суммы площадей поперечного сечения частиц, присутствующих в полной области.
Область, соответствующую частицам, присутствующим в заранее определенной площади, выбеливают из фотографии поперечного сечения, и отношение общей суммы площадей поперечного сечения частиц, присутствующих в промежуточной области, относительно общей суммы площадей поперечного сечения частиц, присутствующих в полной площади (то есть отношение промежуточной локализации), определяют из массы выбеленной области. Когда трудно различить диспергированные частицы после получения фотографии, используют средства для окрашивания частиц. Если отношение промежуточной локализации составляет 90% или больше, это определяет, что частицы не проникают во внутреннюю часть пучков армированных волокон.
(14) Метод измерения веса армированного волокнами композитного материала
Стадии (а)-(е), упомянутые ниже, проводят в указанном порядке, в результате чего производят трубчатый армированный волокнами композитный материал, имеющий ламинированную структуру, представленную [03/±453] (то есть структуру, в которой три слоя препрега в направлении волокна +45° относительно внутренней части цилиндра и три слоя препрега в направлении волокна -45° относительно внутренней части цилиндра, ламинированы поочередно, и три слоя препрега в направлении волокна 0° относительно внутренней части цилиндра ламинированы на наружной стороне полученного ламината), относительно направления цилиндрических осей и также имеющий внутренний диаметр 10 мм и длину 1000 мм. Измеряют вес трубчатого армированного волокнами композитного материала.
(а) Два куска прямоугольных препрегов, каждый имеющий размеры 1000 мм в длину и 105 мм в ширину, вырезают из однонаправленного препрега таким образом, чтобы направление волокон соответствовало 45° относительно вертикального направления. Таким способом производят однонаправленные препреги, которые служат в качестве косого материала. Два куска препрега прикрепляют друг к другу таким образом, чтобы направления волокон препрегов делили пополам друг друга, а препреги были смещены друг к другу на 16 мм в поперечном направлении (соответствующих полупериметру стержня из металла).
(b) Препреги, которые прикреплены друг к другу на стадии (а), наматывают при общем числе слоев три вокруг стержня из металла (сердечника), который обработан смазкой для извлечения из формы и имеет внешний диаметр 10 мм и длину 1400 мм, таким образом, чтобы вертикальные направления препрегов и главная ось сердечника совпадали друг с другом.
(с) Однонаправленный препрег, который служит в качестве прямого материала, вырезают в виде прямоугольного куска, имеющего размеры 1000 мм в длину и 116 мм в ширину, таким образом, чтобы направление волокна стало вертикальным; и наматывают вокруг ламината, произведенного на описанной выше стадии, таким образом, чтобы вертикальные направления препрегов и осевое направление сердечника совпадали друг с другом, в результате чего на ламинате формируют три слоя.
(d) Обвязочную ленту (лента термостойкой пленки) наматывают вокруг полученного ламината, и затем формуют при нагревании при 130°С в течение 2 часов в печи отверждения.
(е) После формования стержень вытаскивают из формованного изделия и снимают с него обвязочную ленту, в результате чего получают трубчатый армированный волокнами композитный материал.
(15) Метод измерения удельных весов смолы, составляющей компонент (А), и отвержденного продукта компонента (В)
Пластиноподобную отливку компонента (А), произведенную в упомянутом выше пункте (3), и отвержденный продукт компонента (В), произведенный в упомянутом выше пункте (4), вырезают в виде образца, имеющего размеры 10 мм в ширину и 60 мм в длину, с использованием алмазного резца; и измеряют удельный вес полученного образца в соответствии с методом вытеснения воды, описанным в JIS K7112 (2005).
Справочные примеры 1-11, 19-24 и 30-37
Каждую из эпоксидных смол, представленных в справочных примерах 1-11, 19-24 и 30-37 в таблицах 1-5, замешивают в расплаве при нагревании и затем охлаждают до 60°С, и к охлажденному продукту добавляют отверждающий агент и катализатор отверждения. Таким способом готовят композиции эпоксидной смолы (компоненты (В)). Каждую из смоляных композиций обеспенивают в вакууме, затем вводят в пресс-форму, которая отрегулирована так, чтобы производить формованное изделие толщиной 2 мм, с помощью распорной детали, изготовленной из Teflon (зарегистрированный товарный знак), и затем отверждают при условиях, показанных в каждом из справочных примеров. Таким способом производят материалы отвержденной смолы, каждый из которых имеет толщину 2 мм. Температуры стеклования материалов отвержденной смолы представлены в таблицах 1-5. Материалы отвержденной смолы справочных примеров 1-11, 20-24 и 31-37 имеют температуры стеклования 100°С или выше, и, следовательно, являются пригодными. Однако материалы отвержденной смолы справочных примеров 19 и 30 имеют температуры стеклования ниже чем 100°С. По результатам измерения с помощью ДСК не наблюдается экзотермического пика во всех отвержденных материалах этих справочных примеров, и установлено, что отвержденные материалы отверждены полностью.
Справочные примеры 12 и 25
Каждую из эпоксидных смол, представленных в справочном примере 12 в таблице 2 и в справочном примере 25 в таблице 3, замешивают в расплаве и затем охлаждают до 80°С, и к охлажденному продукту добавляют отверждающий агент. Таким способом получают композиции эпоксидной смолы (компоненты (В)). Материалы отвержденной смолы производят с использованием смоляных композиций тем же способом, который приведен в справочном примере 1, за исключением того, что условиями отверждения являются (180°С ×2 часа). Отвержденные продукты являются пригодными с точки зрения температур стеклования и экзотермических пиков.
Справочные примеры 13 и 26
Добавляют катализатор отверждения к каждому из отверждающих агентов, представленных в справочном примере 13 в таблице 2 и в справочном примере 26 в таблице 3, полученную смесь растворяют при 50°С и затем охлаждают до комнатной температуры, затем к охлажденному продукту добавляют эпоксидную смолу. Таким способом получают композиции эпоксидной смолы (компоненты (В)). Материалы отвержденной смолы производят с использованием смоляных композиций способом, приведенным в справочном примере 1. Отвержденные продукты являются пригодными с точки зрения температур стеклования и экзотермических пиков.
Справочные примеры 14, 15, 17, 18, 27 и 28
Каждую из эпоксидных смол, представленных в справочных примерах 14, 15, 17 и 18 в таблице 2 и в справочных примерах 27 и 28 в таблице 4, замешивают в расплаве, к полученному продукту добавляют поливинилформаль или S-B-M-сополимер, и полученную смесь растворяют при 170°С в течение 1 часа. Затем полученный продукт охлаждают до 60°С, и отверждающий агент и катализатор отверждения добавляют к охлажденному продукту. Таким способом получают композиции эпоксидной смолы (компоненты (В)). Материалы отвержденной смолы производят с использованием смоляных композиций способом, приведенным в справочном примере 1. Отвержденные продукты являются пригодными с точки зрения температур стеклования и экзотермических пиков.
Справочные примеры 16 и 29
Каждую из эпоксидных смол, представленных в справочном примере 16 в таблице 2 и в справочном примере 29 в таблице 4, замешивают в расплаве, к полученному продукту добавляют поли(простой)эфирсульфон и затем растворяют при 170°С в течение 1 часа. Затем полученный продукт охлаждают до 80°С, и к охлажденному продукту добавляют отверждающий агент. Таким способом получают композиции эпоксидной смолы (компоненты (В)). Материалы отвержденной смолы производят с использованием смоляных композиций тем же способом, который приведен в справочном примере 1, за исключением того, что условиями отверждения являются (180°С ×2 часа). Отвержденные продукты являются пригодными с точки зрения температур стеклования и экзотермических пиков.
Справочные примеры 38-51, 59-77 и 83-90
Каждую из эпоксидных смол, представленных в справочных примерах 38-51, 59-77 и 83-90 в таблицах 6-10, замешивают в расплаве при нагревании и затем охлаждают до 60°С, измельченный замораживанием компонент (А) или (Е) добавляют к охлажденному продукту, полученную смесь замешивают, и к замешанному продукту добавляют отверждающий агент и катализатор отверждения при той же температуре. Таким способом получают композиции эпоксидной смолы. Материалы отвержденной смолы производят с использованием композиций эпоксидной смолы тем же способом, который приведен в справочном примере 1. В справочном примере 42, так как композиция эпоксидной смолы и (А-8) совместимы друг с другом, температура стеклования (А-8) исчезает и высокотемпературная сторона температуры стеклования композиции эпоксидной смолы падает до 95°С. В справочных примерах 38-41, 43-51, 59-77 и 83-90 растворение между компонентом (А) или (Е) и композицией эпоксидной смолы не подтверждено.
Справочные примеры 52 и 78
Каждую из эпоксидных смол, представленных в справочном примере 52 в таблице 7 и в справочном примере 78 в таблице 9, замешивают в расплаве и затем охлаждают до 80°С, к охлажденному продукту добавляют измельченный замораживанием компонент (А) или (Е), полученную смесь замешивают и затем к полученной смеси добавляют отверждающий агент. Таким способом получают композиции эпоксидной смолы. Материалы отвержденной смолы производят с использованием смоляных композиций способом, приведенным в справочном примере 12. Материалы отвержденной смолы являются пригодными с точки зрения как температур стеклования, так и экзотермических пиков.
Справочные примеры 53 и 79
Добавляют катализатор отверждения к каждому из отверждающих агентов, представленных в справочном примере 53 в таблице 7 и справочном примере 79 в таблице 10, и затем растворяют при 50°С; и полученную смесь охлаждают до комнатной температуры. С другой стороны, измельченный замораживанием компонент (А) или (Е) замешивают в эпоксидной смоле при комнатной температуре. Полученный продукт замешивают при комнатной температуре. Таким способом получают композиции эпоксидной смолы. Материалы отверженной смолы производят с использованием смоляных композиций способом, приведенным в справочном примере 13. Материалы отвержденной смолы являются пригодными с точки зрения как температур стеклования, так и экзотермических пиков.
Справочные примеры 54, 55, 57, 58, 80 и 81
Каждую из эпоксидных смол, представленных в справочных примерах 54, 55, 57 и 58 в таблице 8 и в справочных примерах 80 и 81 в таблице 10, замешивают в расплаве, затем добавляют поливинилформаль или S-B-M-сополимер, и затем растворяют при 170°С в течение 1 часа. Затем полученный продукт охлаждают до 60°С и добавляют измельченный замораживанием компонент (А) или (Е), полученную смесь замешивают и затем к замешанному продукту добавляют отверждающий агент и катализатор отверждения. Таким способом получают композиции эпоксидной смолы. Материалы отвержденной смолы производят с использованием смоляных композиций способом, приведенным в справочном примере 14. Материалы отвержденной смолы являются пригодными с точки зрения температур стеклования и экзотермических пиков.
Справочные примеры 56 и 82
Каждую из эпоксидных смол, представленных в справочном примере 56 в таблице 8 и справочном примере 82 в таблице 10, замешивают в расплаве, добавляют поли(простой)эфирсульфон, и затем растворяют при 170°С в течение 1 часа. Затем полученный продукт охлаждают до 80°С, добавляют измельченный замораживанием компонент (А) или (Е), полученную смесь замешивают и затем к замешанному продукту добавляют отверждающий агент. Таким способом получают композиции эпоксидной смолы. Материалы отвержденной смолы производят с использованием смоляных композиций тем же способом, который приведен в справочном примере 16. Отвержденные материалы являются пригодными с точки зрения температур стеклования и экзотермических пиков.
Сравнительный пример 1
Композицию эпоксидной смолы (компонент (В)), произведенную в справочном примере 1, наносят на прокладочную бумагу с использованием реверсивного устройства нанесения покрытий валиком, в результате получают смоляную пленку. Затем два куска смоляных пленок накладывают соответственно на обе поверхности углеродного волокна (С-1), в котором волокна выровнены в одном направлении в форме, подобной полотну, и полученный продукт обжимают с использованием горячего нажимного валика, чтобы вызвать пропитку (С-1) композицией эпоксидной смолы. Таким способом производят предшественник однонаправленного препрега, который имеет массу волокна 125 г/м2 на единицу площади и массовое содержание волокна 66%. Затем 20 отдельных слоев предшественника однонаправленного препрега ламинируют вместе таким образом, чтобы волокна были выровнены в одном направлении, и полученный продукт герметизируют при нагревании в автоклаве при температуре и временном периоде, приведенных в справочном примере 1, и при давлении 0,3 МПа, чтобы отвердить ламинат, в результате чего получают армированный волокнами композитный материал. Результаты измерений представлены в таблице 21. Коэффициент потерь является маленьким, что нежелательно.
Пример 1
Полиамидный поли(простой)эфирный эластомерный нетканый материал (А-1) прикрепляют в качестве компонента (А) на одну поверхность предшественника однонаправленного препрега, произведенного в сравнительном примере 1, и полученный продукт вставляют между прокладочными бумагами и затем дают пройти через горячий нажимной валик, в результате чего производят однонаправленный препрег. Затем 19 отдельных слоев однонаправленных препрегов ламинируют вместе таким образом, чтобы волокна были выровнены в одном направлении; переворачивают кверху поверхность, имеющую компонент (А), прикрепленный на нее, и один отдельный слой предшественника однонаправленного препрега, произведенного в сравнительном примере 1, ламинируют на полученный ламинат; в результате чего производят ламинат, имеющий структуру, представленную на Фиг. 7. Армированный волокнами композитный материал производят с использованием полученного ламината тем же способом, который приведен в сравнительном примере 1. Результаты измерений представлены в таблице 11. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 160%, 99% и 99%, соответственно, относительно результатов в сравнительном примере 1, что соответствует хорошим результатам, и температура стеклования также является пригодной.
Сравнительный пример 2
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 1, за исключением того, что массовое содержание волокна меняют до 61%. Результаты измерений представлены в таблице 21. Коэффициент потерь является маленьким, что нежелательно.
Пример 2
Однонаправленный препрег производят тем же способом, что и в примере 1, за исключением того, что полиамидный поли(простой)эфирный эластомерный нетканый материал (А-1) прикрепляют в качестве компонента (А) на обе поверхности предшественника однонаправленного препрега, произведенного в сравнительном примере 2. Затем 18 отдельных слоев однонаправленных препрегов ламинируют вместе таким образом, чтобы волокна были выровнены в одном направлении; и предшественник однонаправленного препрега, произведенный в сравнительном примере 2, ламинируют на каждую из обеих поверхностей полученного ламината, в результате чего получают ламинат, имеющий структуру, представленную на Фиг. 7. Армированный волокнами композитный материал производят с использованием полученного ламината тем же способом, который приведен в сравнительном примере 1. Результаты измерений представлены в таблице 11. Коэффициент потерь, модуль упругости 0о при изгибе и прочность составляют 209%, 100% и 98%, соответственно, относительно результатов в сравнительном примере 2, что соответствует хорошим результатам, и температура стеклования также является пригодной. Кроме того, так как содержание компонента (А) в армированном волокнами композитном материале повышено в сравнении с содержанием в примере 1, коэффициент потерь улучшается по сравнению с коэффициентом потерь в примере 1.
Сравнительный пример 3
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 1, за исключением того, что массовое содержание волокна меняют до 56%. Результаты измерений представлены в таблице 21. Коэффициент потерь является маленьким, что нежелательно.
Пример 3
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1, с использованием предшественника однонаправленного препрега, произведенного в сравнительном примере 3, и полиамидного поли(простой)эфирного эластомерного нетканого материала (А-2) в качестве компонента (А). Результаты измерений представлены в таблице 11. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 239%, 101% и 96%, соответственно, относительно результатов в сравнительном примере 3, что соответствует хорошим результатам, и температура стеклования также является пригодной. Кроме того, содержание компонента (А) в армированном волокнами композитном материале повышено в сравнении с содержанием в примере 1, и, следовательно, коэффициент потерь улучшается по сравнению с коэффициентом потерь в примере 1.
Пример 4
Смоляную пленку производят с использованием композиции эпоксидной смолы справочного пример 1 в качестве компонента (D) способом, приведенным в сравнительном примере 1. Два куска смоляных пленок накладывают соответственно на обе поверхности полиамидного поли(простой)эфирного эластомерного нетканого материала (А-2), и (А-2) дают возможность пропитаться композицией эпоксидной смолы с использованием горячего нажимного валика, в результате чего получают полотно нетканого материала. Затем производят предшественник однонаправленного препрега, имеющий массу волокна 125 г/м2 на единицу площади и массовое содержание волокна 76%, с использованием композиции эпоксидной смолы справочного примера 1 тем же способом, что и в сравнительном примере 1. Полотно нетканого материала прикрепляют к одной поверхности предшественника однонаправленного препрега путем прикладывания давления с использованием горячего нажимного валика, в результате чего получают однонаправленный препрег. Используют однонаправленные препреги и ламинируют их вместе способом, приведенным в примере 1, в результате чего получают ламинат, имеющий структуру, показанную на Фиг. 8. Армированный волокнами композитный материал производят с использованием полученного ламината тем же способом, что и в сравнительном примере 1. Результаты измерений представлены в таблице 11. Коэффициент потерь, модуль упругости 0о при изгибе и прочность составляют 241%, 102% и 98%, соответственно, по сравнению с результатами в сравнительном примере 3, что соответствует хорошим результатам, и температура стеклования также является пригодной. Кроме того, так как используют компонент (D), содержание пустот в армированном волокнами композитном материале уменьшается по сравнению с содержанием пустот в примере 3; и отношение массы компонента (D), которой пропитана единица площади компонента (А) до значения d, которое определяют приведенной выше формулой (1) (далее сокращенно обозначают как «Х»), составляет 99%, что является хорошим результатом, и, следовательно, модуль упругости 0° при изгибе улучшается по сравнению с модулем упругости 0° при изгибе в примере 3.
Пример 5
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 4, за исключением того, что количества добавленных компонентов (А)-(D) меняют до 14% масс., 16% масс., 49% масс. и 21% масс. соответственно. Результаты измерений представлены в таблице 11. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 243%, 100% и 97%, соответственно, по сравнению с результатами в сравнительном примере 3, что соответствует хорошим результатам, и температура стеклования также является пригодной. Кроме того, так как используют компонент (D), содержание пустот в армированном волокнами композитном материале уменьшается по сравнению с содержанием пустот в примере 3, а прочность 0° на изгиб улучшается по сравнению с прочностью в примере 3. С другой стороны, Х составляет 88%, и, следовательно, прочность 0° на изгиб снижается по сравнению с прочностью в примере 4.
Пример 6
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 4, за исключением того, что количества добавленных компонентов (А)-(D) меняют до 12% масс., 14% масс., 44% масс. и 30% масс. соответственно. Результаты измерений представлены в таблице 11. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 221%, 102% и 98%, соответственно, по сравнению с результатами в сравнительном примере 3, что соответствует хорошим результатам, и температура стеклования также является пригодной. Кроме того, так как используют компонент (D), содержание пустот в армированном волокнами композитном материале уменьшается по сравнению с содержанием пустот в примере 3, что приводит к улучшению прочности 0° на изгиб по сравнению с прочностью в примере 3. С другой стороны, так как Х составляет 140%, коэффициент потерь уменьшается по сравнению с коэффициентом потерь в примере 4.
Пример 7
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 4, за исключением того, что композицию эпоксидной смолы справочного примера 15 используют в качестве компонента (D). Результаты измерений представлены в таблице 11. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 241%, 101% и 98%, соответственно, по сравнению с результатами в сравнительном примере 3, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как компонент в справочном примере 15, который имеет более низкую температуру стеклования, чем температура стеклования компонента в справочном примере 1, используют в качестве компонента (D), температура стеклования снижается по сравнению с температурой стеклования в примере 4.
Сравнительный пример 4
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 1, за исключением того, что массовое содержание волокна меняют до 73%. Результаты измерений представлены в таблице 21. Коэффициент потерь является маленьким, что нежелательно.
Пример 8
Десять отдельных слоев предшественников однонаправленного препрега, произведенных в сравнительном примере 4, ламинируют вместе таким образом, чтобы волокна были выровнены в одном направлении, полиамидный поли(простой)эфирный эластомерный нетканый материал (А-3) прикрепляют в качестве компонента (А) на полученный ламинат, и 10 отдельных слоев предшественников однонаправленного препрега, произведенных в сравнительном примере 4, ламинируют на полученный ламинат, в результате чего производят ламинат, имеющий структуру, представленную на Фиг. 13. Армированный волокнами композитный материал производят с использованием полученного ламината тем же способом, что и в сравнительном примере 1. Результаты измерений представлены в таблице 11. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 142%, 99% и 92%, соответственно, относительно результатов в сравнительном примере 4, что соответствует хорошим результатам, и температура стеклования также является пригодной. Кроме того, так как вес материала компонента (А) больше, чем вес материала в примере 1, модуль упругости при изгибе снижается по сравнению с модулем упругости при изгибе в примере 1.
Сравнительный пример 5
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, как и в сравнительном примере 1, за исключением того, что массовое содержание волокна меняют до 51%. Результаты измерений представлены в таблице 21. Коэффициент потерь является маленьким, что нежелательно.
Пример 9
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, как и в примере 1, с использованием предшественника однонаправленного препрега, произведенного в сравнительном примере 5, и полиамидного поли(простой)эфирного эластомерного нетканого материала (А-3) в качестве компонента (А). Результаты измерений представлены в таблице 11. Коэффициент потерь составляет 289% и 92%, соответственно, относительно результатов в сравнительном примере 5, что соответствует хорошим результатам, и температура стеклования также является пригодной. Кроме того, прочность 0° на изгиб составляет 85% относительно прочности на изгиб в сравнительном примере 5. Так как содержание компонента (А) в армированном волокнами композитном материале повышено по сравнению его содержанием в примере 8, коэффициент потерь улучшается, но прочность на изгиб понижается по сравнению с прочностью на изгиб в примере 6.
Пример 10
Смоляную пленку производят способом, приведенным в справочном примере 1, с использованием композиции эпоксидной смолы справочного примера 1 в качестве компонента (D). Два куска смоляных пленок накладывают соответственно на обе поверхности полиамидного поли(простой)эфирного эластомерного нетканого материала (А-4), и компоненту (А-4) дают возможность пропитаться композиций эпоксидной смолы с использованием горячего нажимного валика, в результате чего получают полотно нетканого материала. Затем предшественник однонаправленного препрега, имеющий массу волокна 125 г/м2 на единицу площади и массовое содержание волокна 76%, производят с использованием смоляной пленки, произведенной из композиции эпоксидной смолы справочного примера 1, способом, приведенным в сравнительном примере 1. Затем 10 отдельных слоев предшественников однонаправленного препрега ламинируют вместе таким образом, чтобы волокна были выровнены в одном направлении, полотно нетканого материала прикрепляют на полученный ламинат, и 10 отдельных слоев предшественников однонаправленного препрега дополнительно ламинируют на полученный ламинат, в результате чего получают ламинат, имеющий структуру, представленную на Фиг. 14. Полученный ламинат используют и отверждают тем же способом, что и в сравнительном примере 1, в результате чего получают армированный волокнами композитный материал. Результаты измерений представлены в таблице 11. Коэффициент потерь и модуль упругости 0о при изгибе составляют 158% и 100%, соответственно, относительно результатов в сравнительном примере 4, что соответствует хорошим результатам. Кроме того, температура стеклования также является пригодной. Прочность на изгиб составляет 88% относительно прочности на изгиб в сравнительном примере 4. Так как вес волокна компонента (А) больше, чем в примере 8, прочность на изгиб снижается по сравнению с прочностью на изгиб в примере 6.
Пример 11
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1, с использованием предшественника однонаправленного препрега, произведенного в сравнительном примере 2, и поли(сложный)эфирного поли(простой)эфирного эластомерного нетканого материала (А-5) в качестве компонента (А). Результаты измерений представлены в таблице 11. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 191%, 98% и 98%, соответственно, относительно результатов в сравнительном примере 2, что соответствует хорошим результатам, и температура стеклования также является пригодной. Кроме того, так как значение tan δ компонента (А) снижено по сравнению со значением tan δ в примере 2, коэффициент потерь снижается по сравнению коэффициентом потерь в примере 2.
Пример 12
Десять отдельных слоев предшественников однонаправленного препрега, произведенных в сравнительном примере 4, ламинируют вместе таким образом, чтобы волокна были выровнены в одном направлении, поли(сложный)эфирный поли(простой)эфирный эластомерный нетканый материал (А-6) прикрепляют на полученный ламинат в качестве компонента (А), и 10 отдельных слоев предшественников однонаправленного препрега, произведенных в сравнительном примере 4, ламинируют на полученный ламинат, в результате чего получают ламинат, имеющий структуру, показанную на Фиг. 13. Армированный волокнами композитный материал производят с использованием полученного ламината тем же способом, что и в сравнительном примере 1. Результаты измерений представлены в таблице 11. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 138%, 98% и 92%, соответственно, относительно результатов в сравнительном примере 4, что соответствует хорошим результатам, и температура стеклования также является приемлемой. Кроме того, так как вес материала компонента (А) больше, чем вес материала в примере 11, прочность на изгиб снижается по сравнению с прочностью на изгиб в примере 11.
Пример 13
Смоляную пленку производят с использованием композиции эпоксидной смолы справочного примера 1 в качестве компонента (D) способом, приведенным в сравнительном примере 1. Два куска смоляных пленок накладывают соответственно на обе поверхности поли(сложный)эфирного поли(простой)эфирного эластомерного нетканого материала (А-6), и компоненту (А-6) дают возможность пропитаться смолой справочного примера 1 с использованием горячего нажимного валика, в результате чего получают полотно нетканого материала. Затем предшественник однонаправленного препрега, имеющий массу волокна 125 г/м2 на единицу площади и массовое содержание волокна 76%, производят с использованием смоляной пленки, произведенной из композиции эпоксидной смолы справочного примера 1, тем же способом, который приведен в сравнительном примере 1. Затем 10 отдельных слоев предшественников однонаправленного препрега ламинируют вместе таким образом, чтобы волокна были выровнены в одном направлении, полотно нетканого материала прикрепляют на полученный ламинат, и 10 отдельных слоев предшественников однонаправленного препрега ламинируют на полученный ламинат, в результате чего получают ламинат, имеющий структуру, представленную на Фиг. 14. Армированный волокнами композитный материал производят с использованием полученного ламината тем же способом, что и в сравнительном примере 1. Результаты измерений представлены в таблице 11. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 140%, 100% и 95%, соответственно, относительно результатов в сравнительном примере 4, что соответствует хорошим результатам, и температура стеклования также является пригодной. Кроме того, так как используют компонент (D), содержание пустот в армированном волокнами композитном материале снижается по сравнению с содержанием пустот в примере 12, и прочность на изгиб улучшается по сравнению с прочностью на изгиб в примере 12.
Пример 14
Полотно нетканого материала, предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в примере 13, за исключением того, что нетканый материал блок-сополимера на основе стирола (А-7) используют в качестве компонента (А). Результаты измерений представлены в таблице 11. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 152%, 98% и 91%, соответственно, относительно результатов в сравнительном примере 4, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как количество компонента (А) и значение tan δ при 10°С увеличиваются по сравнению с содержанием компонента (А) и значением tan δ в примере 13, коэффициент потерь улучшается по сравнению с коэффициентом потерь в примере 13.
Сравнительный пример 6
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, который приведен в сравнительном примере 1, за исключением того, что композицию эпоксидной смолы справочного примера 3 используют в качестве компонента (В). Результаты измерений представлены в таблице 21. Коэффициент потерь является маленьким, что нежелательно.
Пример 15
Полиамидный поли(простой)эфирный эластомерный нетканый материал (А-1) прикрепляют в качестве компонента (А) на одну поверхность предшественника однонаправленного препрега, произведенного в сравнительном примере 6, и однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1. Результаты измерений представлены в таблице 12. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 158%, 100% и 99%, соответственно, относительно результатов в сравнительном примере 6, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как используемое количество отверждающего агента составляет 1,2 эквивалента, прочность на изгиб немного понижается по сравнению с прочностью на изгиб в примере 1.
Сравнительный пример 7
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, который приведен в сравнительном примере 1, за исключением того, что композицию эпоксидной смолы справочного примера 4 используют в качестве компонента (В). Результаты измерений представлены в таблице 21. Коэффициент потерь является маленьким, что нежелательно.
Пример 16
Полиамидный поли(простой)эфирный эластомерный нетканый материал (А-1) прикрепляют в качестве компонента (А) на одну поверхность предшественника однонаправленного препрега, произведенного в сравнительном примере 7, и однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1. Результаты измерений представлены в таблице 12. Коэффициент потерь, модуль упругости 0о при изгибе и прочность составляют 153%, 100% и 99%, соответственно, относительно результатов в сравнительном примере 7, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как используемое количество катализатора отверждения составляет 4 массовые части, прочность на изгиб немного понижается по сравнению с прочностью на изгиб в примере 1.
Сравнительный пример 8
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, который приведен в сравнительном примере 1, за исключением того, что композицию эпоксидной смолы справочного примера 5 используют в качестве компонента (В). Результаты измерений представлены в таблице 21. Коэффициент потерь является маленьким, что нежелательно.
Пример 17
Полиамидный поли(простой)эфирный эластомерный нетканый материал (А-1) прикрепляют в качестве компонента (А) на одну поверхность предшественника однонаправленного препрега, произведенного в сравнительном примере 8, и однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1. Результаты измерений представлены в таблице 12. Коэффициент потерь, модуль упругости 0о при изгибе и прочность составляют 157%, 100% и 100%, соответственно, относительно результатов в сравнительном примере 8, что соответствует хорошим результатам. Температура стеклования также является пригодной. Так как используемое количество отверждающего агента составляет 0,8 эквивалента, прочность на изгиб немного улучшается по сравнению с прочностью на изгиб в примере 1.
Сравнительный пример 9
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 1, за исключением того, что композицию эпоксидной смолы справочного примера 7 используют в качестве компонента (В). Результаты измерений представлены в таблице 21. Коэффициент потерь является маленьким, что нежелательно.
Пример 18
Полиамидный поли(простой)эфирный эластомерный нетканый материал (А-1) прикрепляют в качестве компонента (А) на одну поверхность предшественника однонаправленного препрега, произведенного в сравнительном примере 9, и однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1. Результаты измерений представлены в таблице 12. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 154%, 98% и 99%, соответственно, относительно результатов в сравнительном примере 9, и температура стеклования также является пригодной. Так как эпоксидную смолу фенол-новолачного типа используют в качестве части эпоксидной смолы в компоненте (В), прочность на изгиб и температура стеклования улучшаются по сравнению с прочностью на изгиб и температурой стеклования в примере 1.
Сравнительный пример 10
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 1, за исключением того, что композицию эпоксидной смолы справочного примера 19 используют в качестве компонента (В). Результаты измерений представлены в таблице 22. Коэффициент потерь и температура стеклования являются низкими, что нежелательно.
Пример 19
Полиамидный поли(простой)эфирный эластомерный нетканый материал (А-1) прикрепляют в качестве компонента (А) на одну поверхность предшественника однонаправленного препрега, произведенного в сравнительном примере 10, и однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1. Результаты измерений представлены в таблице 12. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 166%, 98% и 98%, соответственно, относительно результатов в сравнительном примере 10, что соответствует хорошим результатам. Однако так как эпоксидную смолу типа бисфенола F используют в качестве эпоксидной смолы в компоненте (В), температура стеклования падает по сравнению с температурой стеклования в примере 1.
Сравнительный пример 11
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 1, за исключением того, что композицию эпоксидной смолы справочного примера 8 используют в качестве компонента (В). Результаты измерений представлены в таблице 22. Коэффициент потерь является маленьким, что нежелательно.
Пример 20
Полиамидный поли(простой)эфирный эластомерный нетканый материал (А-1) прикрепляют в качестве компонента (А) на одну поверхность предшественника однонаправленного препрега, произведенного в сравнительном примере 11, и однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1. Результаты измерений представлены в таблице 12. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 155%, 98% и 98%, соответственно, относительно результатов в сравнительном примере 11, что соответствует хорошим результатам. Так как эпоксидную смолу дициклопентандиенового типа используют в качестве эпоксидной смолы в компоненте (В), температура стеклования сильно улучшается по сравнению с температурой стеклования в примере 1.
Сравнительный пример 12
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 1, за исключением того, что композицию эпоксидной смолы справочного примера 9 используют в качестве компонента (В). Результаты измерений представлены в таблице 22. Коэффициент потерь является маленьким, что нежелательно.
Пример 21
Полиамидный поли(простой)эфирный эластомерный нетканый материал (А-1) прикрепляют в качестве компонента (А) на одну поверхность предшественника однонаправленного препрега, произведенного в сравнительном примере 12, и однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1. Результаты измерений представлены в таблице 12. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 152%, 97% и 99%, соответственно, относительно результатов в сравнительном примере 12, что соответствует хорошим результатам. Так как эпоксидную смолу типа полифункционального амина используют в качестве эпоксидной смолы в компоненте (В), прочность на изгиб и температура стеклования сильно улучшаются по сравнению с прочностью на изгиб и температурой стеклования в примере 1.
Сравнительный пример 13
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 1, за исключением того, что композицию эпоксидной смолы справочного примера 10 используют в качестве компонента (В). Результаты измерений представлены в таблице 22. Коэффициент потерь является маленьким, что нежелательно.
Пример 22
Полиамидный поли(простой)эфирный эластомерный нетканый материал (А-1) прикрепляют в качестве компонента (А) на одну поверхность предшественника однонаправленного препрега, произведенного в сравнительном примере 13, и однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1. Результаты измерений представлены в таблице 12. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 154%, 100% и 98%, соответственно, относительно результатов в сравнительном примере 13, что соответствует хорошим результатам. Так как эпоксидную смолу, имеющую структуру бифенила, используют в качестве эпоксидной смолы в компоненте (В), прочность на изгиб и температура стеклования сильно улучшаются по сравнению с прочностью на изгиб и температурой стеклования в примере 1.
Сравнительный пример 14
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 1, за исключением того, что композицию эпоксидной смолы справочного примера 11 используют в качестве компонента (В). Результаты измерений представлены в таблице 22. Коэффициент потерь является маленьким, что нежелательно.
Пример 23
Полиамидный поли(простой)эфирный эластомерный нетканый материал (А-1) прикрепляют в качестве компонента (А) на одну поверхность предшественника однонаправленного препрега, произведенного в сравнительном примере 14, и однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1. Результаты измерений представлены в таблице 12. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 163%, 101% и 99%, соответственно, относительно результатов в сравнительном примере 14, что соответствует хорошим результатам. Так как модифицированную изоцианатом эпоксидную смолу используют в качестве эпоксидной смолы в компоненте (В), температура стеклования сильно улучшается по сравнению с температурой стеклования в примере 1.
Сравнительный пример 15
Предшественник однонаправленного препрега производят тем же способом, что и в сравнительном примере 1, за исключением того, что композицию эпоксидной смолы справочного примера 12 используют в качестве компонента (В). Предшественник однонаправленного препрега ламинируют тем же способом, который приведен в сравнительном примере 1, и полученный ламинат отверждают путем герметизации при нагревании в автоклаве при температуре и в течение периода времени, которые указаны в справочном примере 12, и при давлении 0,3 МПа, в результате чего получают армированный волокнами композитный материал. Результаты измерений представлены в таблице 22. Коэффициент потерь является маленьким, что нежелательно.
Пример 24
Полиамидный поли(простой)эфирный эластомерный нетканый материал (А-1) прикрепляют в качестве компонента (А) на одну поверхность предшественника однонаправленного препрега, произведенного в сравнительном примере 15, и однонаправленный препрег производят тем же способом, что и в примере 1. Однонаправленный препрег ламинируют тем же способом, что и в примере 1, и армированный волокнами композитный материал производят в автоклаве тем же способом, что и в сравнительном примере 15. Результаты измерений представлены в таблице 13. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 153%, 103% и 100%, соответственно, относительно результатов в сравнительном примере 15, что соответствует хорошим результатам. Так как 4,4'-диаминодифенилсульфон используют в качестве отверждающего агента в компоненте (В), температура стеклования улучшается по сравнению с температурой стеклования в примере 21.
Сравнительный пример 16
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 1, за исключением того, что композицию эпоксидной смолы справочного примера 14 используют в качестве компонента (В). Результаты измерений представлены в таблице 22. Коэффициент потерь является маленьким, что нежелательно.
Пример 25
Полиамидный поли(простой)эфирный эластомерный нетканый материал (А-1) прикрепляют в качестве компонента (А) на одну поверхность предшественника однонаправленного препрега, произведенного в сравнительном примере 16, и однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1. Результаты измерений представлены в таблице 13. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 155%, 98% и 99%, соответственно, относительно результатов в сравнительном примере 16, что соответствует хорошим результатам, и температура стеклования также является пригодной.
Сравнительный пример 17
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 1, за исключением того, что композицию эпоксидной смолы справочного примера 15 используют в качестве компонента (В). Результаты измерений представлены в таблице 22. Коэффициент потерь является маленьким, что нежелательно.
Пример 26
Полиамидный поли(простой)эфирный эластомерный нетканый материал (А-1) прикрепляют в качестве компонента (А) на одну поверхность предшественника однонаправленного препрега, произведенного в сравнительном примере 17, и однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1. Результаты измерений представлены в таблице 13. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 157%, 99% и 100%, соответственно, относительно результатов в сравнительном примере 17, что соответствует хорошим результатам, и температура стеклования также является пригодной.
Сравнительный пример 18
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 15, за исключением того, что композицию эпоксидной смолы справочного примера 16 используют в качестве компонента (В). Результаты измерений представлены в таблице 22. Коэффициент потерь является маленьким, что нежелательно.
Пример 27
Полиамидный поли(простой)эфирный эластомерный нетканый материал (А-1) прикрепляют в качестве компонента (А) на одну поверхность предшественника однонаправленного препрега, произведенного в сравнительном примере 18, и однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 24. Результаты измерений представлены в таблице 13. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 156%, 100% и 98%, соответственно, относительно результатов в сравнительном примере 18, что соответствует хорошим результатам, и температура стеклования также является пригодной.
Сравнительный пример 19
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 1, за исключением того, что композицию эпоксидной смолы справочного примера 17 используют в качестве компонента (В). Результаты измерений представлены в таблице 23. Коэффициент потерь является маленьким, что нежелательно.
Пример 28
Полиамидный поли(простой)эфирный эластомерный нетканый материал (А-1) прикрепляют в качестве компонента (А) на одну поверхность предшественника однонаправленного препрега, произведенного в сравнительном примере 19, и однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1. Результаты измерений представлены в таблице 13. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 160%, 100% и 97%, соответственно, относительно результатов в сравнительном примере 19, что соответствует хорошим результатам, и температура стеклования также является пригодной.
Сравнительный пример 20
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 1, за исключением того, что композицию эпоксидной смолы справочного примера 18 используют в качестве компонента (В). Результаты измерений представлены в таблице 23. Коэффициент потерь является маленьким, что нежелательно.
Пример 29
Полиамидный поли(простой)эфирный эластомерный нетканый материал (А-1) прикрепляют в качестве компонента (А) на одну поверхность предшественника однонаправленного препрега, произведенного в сравнительном примере 20, и однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1. Результаты измерений представлены в таблице 13. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 163%, 99% и 98%, соответственно, относительно результатов в сравнительном примере 20, что соответствует хорошим результатам, и температура стеклования также является пригодной.
Сравнительный пример 21
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в примере 1, с использованием предшественника однонаправленного препрега, произведенного в сравнительном примере 5, и полиуретанового нетканого материала (А-8) в качестве компонента (А). Результаты измерений представлены в таблице 23. Так как компонент (А) и компонент (В) совместимы друг с другом, температура стеклования, полученная от компонента (А), повышается, а температура стеклования, полученная от компонента (В), снижается. Кроме того, коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 113%, 88% и 86%, соответственно, относительно результатов в сравнительном примере 5, что соответствует низким значениям и нежелательно. Так как компонент (А) и матричная смола совместимы друг с другом, коэффициент потерь и прочность на изгиб падают по сравнению с коэффициентом потерь и прочностью на изгиб в примере 3.
Сравнительный пример 22
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в примере 11, за исключением того, что нетканый материал из Nylon 12 (А-9) используют в качестве компонента (А). Результаты измерений представлены в таблице 23. Модуль упругости 0° при изгибе и прочность составляют 98% и 99%, соответственно, относительно результатов в сравнительном примере 2, что соответствует хорошим результатам, и температура стеклования также является пригодной. Однако коэффициент потерь составляет 110% относительно коэффициента потерь в сравнительном примере 2, что соответствует низкому значению и нежелательно. Так как значение tan δ при 10°С компонента (А) меньше, чем значение tan δ в примере 11, коэффициент потерь падает в сравнении с коэффициентом потерь в примере 11.
Сравнительный пример 23
Десять отдельных слоев предшественников однонаправленного препрега, произведенных в сравнительном примере 1, ламинируют таким образом, чтобы волокна были выровнены в одном направлении, полиамидную поли(простой)эфирную эластомерную пленку (А-10) прикрепляют на полученный ламинат, 10 отдельных слоев предшественников однонаправленного препрега ламинируют на полученный ламинат, и армированный волокнами композитный материал, имеющий структуру, показанную на Фиг. 13, производят при тех же условиях, что и в сравнительном примере 1. Результаты измерений представлены в таблице 23. Коэффициент потерь составляет 251% относительно коэффициента потерь в сравнительном примере 1, что соответствует хорошему результату, и температура стеклования также является пригодной. Однако модуль упругости 0° при изгибе и прочность составляют 80% и 76%, соответственно, относительно результатов в сравнительном примере 1, что соответствует низким результатам и нежелательно. Так как компонент (А) имеет пленкоподобную форму, прочность существенно падает по сравнению с прочностью в примере 8.
Сравнительный пример 24
Компонент (В), приведенный в справочном примере 1, и полиамидные поли(простой)эфирные эластомерные частицы (А-11) замешивают вместе тем же способом, что и в справочном примере 38, в результате чего получают смоляную композицию. Смоляную пленку производят с использованием композиции эпоксидной смолы способом, приведенным в сравнительном примере 1. Затем два куска смоляных пленок накладывают соответственно на обе поверхности углеродного волокна (С-1), в котором волокна выровнены в одном направлении в форме, подобной полотну, и полученный продукт обжимают с использованием горячего нажимного валика, чтобы дать возможность (С-1) пропитаться композицией эпоксидной смолы, в результате чего получают однонаправленный препрег, имеющий массу волокна 125 г/м2 на единицу площади и массовое содержание волокна 63%. Армированный волокнами композитный материал производят с использованием однонаправленного препрега способом, приведенным в примере 2. Результаты измерений представлены в таблице 23. Коэффициент потерь составляет 139% относительно коэффициента потерь в сравнительном примере 1, что является хорошим результатом, и температура стеклования также является пригодной. Однако модуль упругости 0° при изгибе и прочность составляют 88% и 87%, соответственно, относительно результатов в сравнительном примере 1, что соответствует низким значениям и нежелательно. Так как частицы компонента (А) входят вовнутрь пучка армирующего волокна, и степень промежуточной локализации составляет 88%, коэффициент потерь и прочность на изгиб понижаются по сравнению с коэффициентом потерь и прочностью на изгиб в примере 2.
Сравнительный пример 25
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 1, за исключением того, что композицию эпоксидной смолы справочного примера 2 используют в качестве компонента (В). Результаты измерений представлены в таблице 23. Коэффициент потерь является маленьким, что нежелательно.
Пример 30
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 25. Результаты измерений представлены в таблице 13. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 161%, 100% и 97%, соответственно, относительно результатов в сравнительном примере 25, что соответствует хорошим результатам. Температура стеклования также является пригодной.
Сравнительный пример 26
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 1, за исключением того, что смоляную композицию справочного примера 31 используют в качестве компонента (В). Результаты измерений представлены в таблице 23. Коэффициент потерь является маленьким, что нежелательно.
Пример 31
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 26. Результаты измерений представлены в таблице 13. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 174%, 102% и 97%, соответственно, относительно результатов в сравнительном примере 26, что соответствует хорошим результатам. Температура стеклования также является пригодной. Так как эпоксидную смолу типа бисфенола А, имеющую эпоксидный эквивалент 810, добавляют к эпоксидной смоле в компоненте (В), коэффициент потерь улучшается по сравнению с коэффициентом потерь в примере 30.
Сравнительный пример 27
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 1, за исключением того, что смоляную композицию справочного примера 32 используют в качестве компонента (В). Результаты измерений представлены в таблице 23. Коэффициент потерь является маленьким, что нежелательно.
Пример 32
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 27. Результаты измерений представлены в таблице 14. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 170%, 97% и 96%, соответственно, относительно результатов в сравнительном примере 27, что соответствует хорошим результатам. Температура стеклования также является пригодной. Так как эпоксидную смолу типа бисфенола А, имеющую эпоксидный эквивалент 1930, добавляют к эпоксидной смоле в компоненте (В), коэффициент потерь улучшается по сравнению с коэффициентом потерь в примере 30.
Сравнительный пример 28
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 1, за исключением того, что смоляную композицию справочного примера 33 используют в качестве компонента (В). Результаты измерений представлены в таблице 24. Коэффициент потерь является маленьким, что нежелательно.
Пример 33
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 28. Результаты измерений представлены в таблице 14. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 165%, 99% и 97%, соответственно, относительно результатов в сравнительном примере 28, что соответствует хорошим результатам. Температура стеклования также является пригодной. Так как эпоксидную смолу типа бисфенола А, имеющую эпоксидный эквивалент 4000, добавляют к эпоксидной смоле в компоненте (В), коэффициент потерь улучшается по сравнению с коэффициентом потерь в примере 30.
Сравнительный пример 29
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 1, за исключением того, что смоляную композицию справочного примера 34 используют в качестве компонента (В). Результаты измерений представлены в таблице 24. Коэффициент потерь является маленьким, что нежелательно.
Пример 34
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 29. Результаты измерений представлены в таблице 14. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 162%, 101% и 98%, соответственно, относительно результатов в сравнительном примере 29, что соответствует хорошим результатам. Температура стеклования также является пригодной. Так как эпоксидную смолу типа бисфенола F добавляют к эпоксидной смоле в компоненте (В), прочность улучшается по сравнению с прочностью в примере 30.
Сравнительный пример 30
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 1, за исключением того, что смоляную композицию справочного примера 35 используют в качестве компонента (В). Результаты измерений представлены в таблице 24. Коэффициент потерь является маленьким, что нежелательно.
Пример 35
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 30. Результаты измерений представлены в таблице 14. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 176%, 98% и 99%, соответственно, относительно результатов в сравнительном примере 30, что соответствует хорошим результатам. Температура стеклования также является пригодной. Так как эпоксидную смолу типа бисфенола F, имеющую эпоксидный эквивалент 800, добавляют к эпоксидной смоле в компоненте (В), коэффициент потерь улучшается по сравнению с коэффициентом потерь в примере 34.
Сравнительный пример 31
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 1, за исключением того, что смоляную композицию справочного примера 36 используют в качестве компонента (В). Результаты измерений представлены в таблице 24. Коэффициент потерь является маленьким, что нежелательно.
Пример 36
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 31. Результаты измерений представлены в таблице 14. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 180%, 98% и 100%, соответственно, относительно результатов в сравнительном примере 31, что соответствует хорошим результатам. Температура стеклования также является пригодной. Так как эпоксидную смолу типа бисфенола F, имеющую эпоксидный эквивалент 2270, добавляют к эпоксидной смоле в компоненте (В), коэффициент потерь улучшается по сравнению с коэффициентом потерь в примере 34.
Сравнительный пример 32
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 1, за исключением того, что смоляную композицию справочного примера 37 используют в качестве компонента (В). Результаты измерений представлены в таблице 24. Коэффициент потерь является маленьким, что нежелательно.
Пример 37
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 32. Результаты измерений представлены в таблице 14. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 163%, 100% и 98%, соответственно, относительно результатов в сравнительном примере 32, что соответствует хорошим результатам. Температура стеклования также является пригодной. Так как эпоксидную смолу типа бисфенола F, имеющую эпоксидный эквивалент 4400, добавляют к эпоксидной смоле в компоненте (В), коэффициент потерь улучшается по сравнению с коэффициентом потерь в примере 34.
Сравнительный пример 33
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 25, за исключением того, углеродное волокно (С-3) используют в качестве компонента (С). Результаты измерений представлены в таблице 24. Коэффициент потерь является маленьким, что нежелательно.
Пример 38
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 33. Результаты измерений представлены в таблице 14. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 159%, 99% и 97%, соответственно, относительно результатов в сравнительном примере 33, что соответствует хорошим результатам. Температура стеклования также является пригодной. Так как (С-3) используют в качестве компонента (С), баланс между коэффициентом потерь, модулем упругости и прочностью, является хорошим, как и в случае примера 30.
Сравнительный пример 34
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 25, за исключением того, углеродное волокно (С-4) используют в качестве компонента (С). Результаты измерений представлены в таблице 24. Коэффициент потерь является маленьким, что нежелательно.
Пример 39
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 34. Результаты измерений представлены в таблице 14. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 158%, 100% и 98%, соответственно, относительно результатов в сравнительном примере 34, что соответствует хорошим результатам. Температура стеклования также является пригодной.
Сравнительный пример 35
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 25, за исключением того, углеродное волокно (С-5) используют в качестве компонента (С). Результаты измерений представлены в таблице 24. Коэффициент потерь является маленьким, что нежелательно.
Пример 40
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 35. Результаты измерений представлены в таблице 14. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 161%, 99% и 99%, соответственно, относительно результатов в сравнительном примере 35, что соответствует хорошим результатам. Температура стеклования также является пригодной.
Сравнительный пример 36
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 25, за исключением того, углеродное волокно (С-6) используют в качестве компонента (С). Результаты измерений представлены в таблице 24. Коэффициент потерь является маленьким, что нежелательно.
Пример 41
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 1, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 36. Результаты измерений представлены в таблице 14. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 161%, 99% и 98%, соответственно, относительно результатов в сравнительном примере 36, что соответствует хорошим результатам. Температура стеклования также является пригодной.
Сравнительный пример 37
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 32, за исключением того, массовое содержание волокна меняют до 62%. Результаты измерений представлены в таблице 25. Коэффициент потерь является маленьким, что нежелательно.
Пример 42
Два отдельных слоя предшественников однонаправленного препрега, произведенных в сравнительном примере 37, ламинируют вместе таким образом, чтобы волокна были выровнены в одном направлении, и полипропиленовый нетканый материал (А-12) прикрепляют в качестве компонента (А) на полученный ламинат, в результате чего производят однонаправленный препрег. Девять отдельных слоев полученных однонаправленных препрегов ламинируют вместе таким образом, чтобы волокна были выровнены в одном направлении. Два отдельных слоя предшественника однонаправленного препрега, произведенного в сравнительном примере 37, ламинируют вместе на полученный ламинат таким образом, чтобы волокна были выровнены в одном направлении, в результате чего производят ламинат, имеющий структуру, представленную на Фиг. 9. Армированный волокнами композитный материал производят с использованием ламината тем же способом, который приведен в сравнительном примере 1. Результаты измерений представлены в таблице 15. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 138%, 99% и 97%, соответственно, относительно результатов в сравнительном примере 37, что соответствует хорошим результатам, и температура стеклования также является пригодной.
Пример 43
Полипропиленовый нетканый материал (А-12) прикрепляют в качестве компонента (А) на одну поверхность предшественника однонаправленного препрега, произведенного в сравнительном примере 37, и полученный продукт помещают между прокладочными бумагами и затем дают пройти через горячий нажимной валик, в результате чего получают однонаправленный препрег. Затем 19 отдельных слоев однонаправленных препрегов ламинируют вместе таким образом, чтобы волокна были выровнены в одном направлении; поверхность, имеющую компонент (А), прикрепленный на нее, переворачивают кверху, и один отдельный слой предшественника однонаправленного препрега, произведенного в сравнительном примере 37, ламинируют на полученный ламинат, в результате чего получают ламинат, имеющий структуру, представленную на Фиг. 7. Армированный волокнами композитный материал производят с использованием полученного ламината тем же способом, который приведен в сравнительном примере 37. Результаты измерений представлены в таблице 15. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 173%, 100% и 97%, соответственно, относительно результатов в сравнительном примере 37, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как количество компонента (А) увеличено по сравнению с его количеством в примере 42, коэффициент потерь улучшается по сравнению с коэффициентом потерь в примере 42. Кроме того, трубкоподобный армированный волокнами композитный материал получают с использованием однонаправленного препрега упомянутым выше способом. Полученный трубкоподобный армированный волокнами композитный материал взвешивают и, как установлено, трубкоподобный армированный волокнами композитный материал имеет вес 78,7 г, как показано в таблице 26.
Пример 44
Четыре отдельных слоя предшественников однонаправленного препрега, произведенных в сравнительном примере 37, ламинируют вместе таким образом, чтобы волокна были выровнены в одном направлении, и полипропиленовый нетканый материал (А-13) прикрепляют в качестве компонента (А) на полученный ламинат, в результате чего получают однонаправленный препрег. Четыре отдельных слоя полученных однонаправленных препрегов ламинируют таким образом, чтобы волокна были выровнены в одном направлении. Четыре отдельных слоя предшественников однонаправленного препрега, произведенных в сравнительном примере 37, ламинируют на полученный ламинат таким образом, чтобы волокна были выровнены в одном направлении, в результате чего получают ламинат, имеющий структуру, представленную в Фиг. 11. Армированный волокнами композитный материал производят с использованием ламината тем же способом, что и в сравнительном примере 37. Результаты измерений представлены в таблице 15. Коэффициент потерь, модуль упругости 0о при изгибе и прочность составляют 156%, 98% и 97%, соответственно, относительно результатов в сравнительном примере 37, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как количество компонента (А) увеличено по сравнению с его количеством в примере 42, коэффициент потерь улучшается по сравнению с коэффициентом потерь в примере 42.
Пример 45
Армированный волокнами композитный материал производят тем же способом, что и в примере 44, за исключением того, что полипропиленовый нетканый материал (А-14) используют в качестве компонента (А). Результаты измерений представлены в таблице 15. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 167%, 96% и 96%, соответственно, относительно результатов в сравнительном примере 37, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как вес материала компонента (А) увеличен по сравнению с весом ткани в примере 44, модуль упругости 0° при изгибе и прочность немного снижаются по сравнению с модулем упругости при изгибе и прочностью в примере 44.
Пример 46
Десять отдельных слоев предшественников однонаправленного препрега, произведенных в сравнительном примере 37, ламинируют таким образом, чтобы волокна были выровнены в одном направлении; полипропиленовый нетканый материал (А-15) прикрепляют в качестве компонента (А) на полученный ламинат; и 10 отдельных слоев предшественников однонаправленного препрега, произведенных в сравнительном примере 37, дополнительно ламинируют на полученный ламинат, в результате чего получают ламинат, имеющий структуру, показанную на Фиг. 13. Армированный волокнами композитный материал производят с использованием ламината тем же способом, что и в сравнительном примере 37. Результаты измерений представлены в таблице 15. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 164%, 94% и 95%, соответственно, относительно результатов в сравнительном примере 37, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как вес материала компонента (А) увеличен по сравнению с весом ткани в примере 45, модуль упругости 0° при изгибе и прочность немного снижаются по сравнению с модулем упругости 0° при изгибе и прочностью в примере 45.
Пример 47
Армированный волокнами композитный материал производят тем же способом, что и в примере 42, за исключением того, что полипропиленовый нетканый материал (А-14) используют в качестве компонента (А). Результаты измерений представлены в таблице 15. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 251%, 97% и 96%, соответственно, относительно результатов в сравнительном примере 37, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как вес материала компонента (А) увеличен по сравнению с весом ткани в примере 44, модуль упругости 0° при изгибе и прочность немного снижаются по сравнению с модулем упругости 0° при изгибе и прочностью в примере 44.
Пример 48
Армированный волокнами композитный материал производят тем же способом, что и в примере 43, за исключением того, что полипропиленовый нетканый материал (А-14) используют в качестве компонента (А). Результаты измерений представлены в таблице 15. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 314%, 96% и 96%, соответственно, относительно результатов в сравнительном примере 37, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как вес материала компонента (А) увеличен и массовое содержание нетканого материала также увеличено по сравнению с весом ткани и содержанием нетканого материала в примере 44, модуль упругости 0° при изгибе и прочность немного снижаются по сравнению с модулем упругости 0° при изгибе и прочностью в примере 44.
Пример 49
Армированный волокнами композитный материал производят тем же способом, что и в примере 42, за исключением того, что полипропиленовый нетканый материал (А-16) используют в качестве компонента (А). Результаты измерений представлены в таблице 15. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 140%, 99% и 100%, соответственно, относительно результатов в сравнительном примере 37, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как массовое содержание нетканого материала увеличено, но значение tan δ компонента (А) понижено, по сравнению с массовым содержанием нетканого материала и значением tan δ в примере 42, коэффициент потерь находится на том же уровне, что и в примере 42.
Сравнительный пример 38
Армированный волокнами композитный материал производят тем же способом, что и в примере 42, за исключением того, что полиэтиленовый нетканый материал (А-19) используют в качестве компонента (А). Результаты измерений представлены в таблице 25. Модуль упругости 0° при изгибе и прочность составляют 100% и 97%, соответственно, относительно результатов в сравнительном примере 37, что соответствует хорошим результатам, и температура стеклования также является пригодной. Однако так как значение tan δ нетканого материала является небольшим, коэффициент потерь составляет 114% относительно коэффициента потерь в сравнительном примере 37, и эффект улучшения является недостаточным, что нежелательно.
Сравнительный пример 39
Армированный волокнами композитный материал производят тем же способом, что и в примере 43, за исключением того, что полипропиленовую пленку (А-18) используют в качестве компонента (А). Результаты измерений представлены в таблице 25. В полученном армированном волокнами композитном материале компонент (А) не прикреплен к слою, состоящему из отвержденного продукта компонента (В) и компонента (С), что нежелательно.
Сравнительный пример 40
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 37, за исключением того, что смоляную композицию справочного примера 31 используют в качестве компонента (В). Результаты измерений представлены в таблице 25. Коэффициент потерь является маленьким, что нежелательно.
Пример 50
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 42, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 40. Результаты измерений представлены в таблице 15. Коэффициент потерь, модуль упругости 0о при изгибе и прочность составляют 145%, 100% и 96%, соответственно, относительно результатов в сравнительном примере 40, что соответствует хорошим результатам. Температура стеклования также является пригодной. Так как эпоксидную смолу типа бисфенола А, имеющую эпоксидный эквивалент 810, добавляют к эпоксидной смоле в компоненте (В), коэффициент потерь улучшается по сравнению с коэффициентом потерь в примере 42.
Сравнительный пример 41
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 37, за исключением того, что смоляную композицию справочного примера 32 используют в качестве компонента (В). Результаты измерений представлены в таблице 25. Коэффициент потерь является маленьким, что нежелательно.
Пример 51
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 42, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 41. Результаты измерений представлены в таблице 16. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 141%, 101% и 97%, соответственно, относительно результатов в сравнительном примере 41, что соответствует хорошим результатам. Температура стеклования также является пригодной. Так как эпоксидную смолу типа бисфенола А, имеющую эпоксидный эквивалент 1930, добавляют к эпоксидной смоле в компоненте (В), коэффициент потерь улучшается по сравнению с коэффициентом потерь в примере 42.
Сравнительный пример 42
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 37, за исключением того, что смоляную композицию справочного примера 33 используют в качестве компонента (В). Результаты измерений представлены в таблице 25. Коэффициент потерь является маленьким, что нежелательно.
Пример 52
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 42, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 42. Результаты измерений представлены в таблице 16. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 133%, 97% и 97%, соответственно, относительно результатов в сравнительном примере 42, что соответствует хорошим результатам. Температура стеклования также является пригодной. Так как эпоксидную смолу типа бисфенола А, имеющую эпоксидный эквивалент 4000, добавляют к эпоксидной смоле в компоненте (В), коэффициент потерь улучшается по сравнению с коэффициентом потерь в примере 42.
Сравнительный пример 43
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 37, за исключением того, что смоляную композицию справочного примера 34 используют в качестве компонента (В). Результаты измерений представлены в таблице 25. Коэффициент потерь является маленьким, что нежелательно.
Пример 53
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 42, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 43. Результаты измерений представлены в таблице 16. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 130%, 98% и 103%, соответственно, относительно результатов в сравнительном примере 43, что соответствует хорошим результатам. Температура стеклования также является подходящей. Так как эпоксидную смолу типа бисфенола F добавляют к эпоксидной смоле в компоненте (В), прочность улучшается по сравнению с прочностью в примере 42.
Сравнительный пример 44
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 37, за исключением того, что смоляную композицию справочного примера 35 используют в качестве компонента (В). Результаты измерений представлены в таблице 25. Коэффициент потерь является маленьким, что нежелательно.
Пример 54
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 42, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 44. Результаты измерений представлены в таблице 16. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 144%, 103% и 99%, соответственно, относительно результатов в сравнительном примере 44, что соответствует хорошим результатам. Температура стеклования также является пригодной. Так как эпоксидную смолу типа бисфенола F, имеющую эпоксидный эквивалент 800, добавляют к эпоксидной смоле в компоненте (В), коэффициент потерь улучшается по сравнению с коэффициентом потерь в примере 53.
Сравнительный пример 45
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 37, за исключением того, что смоляную композицию справочного примера 36 используют в качестве компонента (В). Результаты измерений представлены в таблице 25. Коэффициент потерь является маленьким, что нежелательно.
Пример 55
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 42, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 45. Результаты измерений представлены в таблице 16. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 145%, 98% и 100%, соответственно, относительно результатов в сравнительном примере 45, что соответствует хорошим результатам. Температура стеклования также является пригодной. Так как эпоксидную смолу типа бисфенола F, имеющую эпоксидный эквивалент 2270, добавляют к эпоксидной смоле в компоненте (В), коэффициент потерь улучшается по сравнению с коэффициентом потерь в примере 53.
Сравнительный пример 46
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 1, за исключением того, что смоляную композицию справочного примера 37 используют в качестве компонента (В). Результаты измерений представлены в таблице 26. Коэффициент потерь является маленьким, что нежелательно.
Пример 56
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 42, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 46. Результаты измерений представлены в таблице 16. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 136%, 101% и 98%, соответственно, относительно результатов в сравнительном примере 46, что соответствует хорошим результатам. Температура стеклования также является пригодной. Так как эпоксидную смолу типа бисфенола F, имеющую эпоксидный эквивалент 4400, добавляют к эпоксидной смоле в компоненте (В), коэффициент потерь улучшается по сравнению с коэффициентом потерь в примере 53.
Сравнительный пример 47
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 37, за исключением того, что смоляную композицию справочного примера 1 используют в качестве компонента (В). Результаты измерений представлены в таблице 26. Коэффициент потерь является маленьким, что нежелательно.
Пример 57
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 42, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 47. Результаты измерений представлены в таблице 16. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 131%, 99% и 96%, соответственно, относительно результатов в сравнительном примере 47, что соответствует хорошим результатам. Температура стеклования также является пригодной. Так как количество катализатора отверждения в компоненте (В) составляет 3 массовые части, прочность на изгиб немного улучшается по сравнению с прочностью на изгиб в примере 42.
Сравнительный пример 48
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 37, за исключением того, что смоляную композицию справочного примера 4 используют в качестве компонента (В). Результаты измерений представлены в таблице 26. Коэффициент потерь является маленьким, что нежелательно.
Пример 58
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 42, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 48. Результаты измерений представлены в таблице 16. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 131%, 99% и 98%, соответственно, относительно результатов в сравнительном примере 48, что соответствует хорошим результатам. Температура стеклования также является пригодной. Так как количество отверждающего агента составляет 1,0 эквивалент, прочность на изгиб немного улучшается по сравнению с прочностью на изгиб в примере 42.
Сравнительный пример 49
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 37, за исключением того, что смоляную композицию справочного примера 6 используют в качестве компонента (В). Результаты измерений представлены в таблице 26. Коэффициент потерь является маленьким, что нежелательно.
Пример 59
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 42, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 49. Результаты измерений представлены в таблице 16. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 131%, 98% и 97%, соответственно, относительно результатов в сравнительном примере 49, что соответствует хорошим результатам. Температура стеклования также является пригодной. Так как количество отверждающего агента составляет 0,8 эквивалента, прочность на изгиб немного улучшается по сравнению с прочностью на изгиб в примере 42.
Сравнительный пример 50
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 37, за исключением того, что углеродное волокно (С-3) используют в качестве компонента (С). Результаты измерений представлены в таблице 26. Коэффициент потерь является маленьким, что нежелательно.
Пример 60
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 42, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 50. Результаты измерений представлены в таблице 17. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 130%, 99% и 97%, соответственно, относительно результатов в сравнительном примере 50, что соответствует хорошим результатам. Температура стеклования также является пригодной. Так как (С-3) используют в качестве компонента (С), баланс между коэффициентом потерь, модулем упругости и прочностью является хорошим, как и в случае примера 42.
Сравнительный пример 51
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 37, за исключением того, что углеродное волокно (С-4) используют в качестве компонента (С). Результаты измерений представлены в таблице 26. Коэффициент потерь является маленьким, что нежелательно.
Пример 61
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 42, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 51. Результаты измерений представлены в таблице 17. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 124%, 99% и 98%, соответственно, относительно результатов в сравнительном примере 51, что соответствует хорошим результатам. Температура стеклования также является пригодной.
Сравнительный пример 52
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 37, за исключением того, что углеродное волокно (С-5) используют в качестве компонента (С). Результаты измерений представлены в таблице 26. Коэффициент потерь является маленьким, что нежелательно.
Пример 62
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 42, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 52. Результаты измерений представлены в таблице 17. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 120%, 100% и 97%, соответственно, относительно результатов в сравнительном примере 52, что соответствует хорошим результатам. Температура стеклования также является пригодной.
Сравнительный пример 53
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 37, за исключением того, что углеродное волокно (С-6) используют в качестве компонента (С). Результаты измерений представлены в таблице 26. Коэффициент потерь является маленьким, что нежелательно.
Пример 63
Однонаправленный препрег и армированный волокнами композитный материал производят тем же способом, что и в примере 42, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 53. Результаты измерений представлены в таблице 17. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 120%, 99% и 98%, соответственно, относительно результатов в сравнительном примере 53, что соответствует хорошим результатам. Температура стеклования также является пригодной.
Сравнительный пример 54
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 37, за исключением того, что массовое содержание волокна меняют до 68%. Результаты измерений представлены в таблице 27. Коэффициент потерь является маленьким, что нежелательно.
Пример 64
Смоляную пленку, имеющую вес смолы 21 г/м2, производят с использованием смоляной композиции справочного примера 2 в качестве компонента (D) тем же способом, что и в сравнительном примере 54. Смоляную пленку прикрепляют на полипропиленовый нетканый материал (А-12), и полученный продукт обжимают с использованием горячего нажимного валика, чтобы дать возможность (А-12) пропитаться компонентом (D); в результате получают препрег нетканого материала, имеющий массовое содержание нетканого материала 26%. Затем произведенный препрег нетканого материала прикрепляют на одну поверхность предшественника однонаправленного препрега, произведенного в сравнительном примере 54; и полученному продукту дают пройти через горячий нажимной валик, в результате чего получают однонаправленный препрег. Затем однонаправленный препрег и предшественник однонаправленного препрега, произведенный в сравнительном примере 54, ламинируют вместе в структуру, представленную на Фиг. 10, таким образом, чтобы направления всех волокон в препреге совпадали друг с другом; полученный ламинат подвергают той же операции, как и в сравнительном примере 54, в результате чего получают армированный волокнами композитный материал. Результаты измерений представлены в таблице 17. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 132%, 99% и 98%, соответственно, относительно результатов в сравнительном примере 54, что соответствует хорошим результатам. Температура стеклования также является пригодной. Кроме того, трубкоподобный армированный волокнами композитный материал производят с использованием однонаправленного препрега описанным выше способом. Полученный трубкоподобный армированный волокнами композитный материал взвешивают, и установлено, что вес трубкоподобного армированного волокнами композитного материала составляет 79,0 г, как показано в таблице 27.
Пример 65
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что полипропиленовый нетканый материал (А-13) используют в качестве компонента (А) и массовое содержание нетканого материала в препреге нетканого материала меняют до 45%. Результаты измерений представлены в таблице 17. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 195%, 98% и 95%, соответственно, относительно результатов в сравнительном примере 54, что соответствует хорошим результатам. Температура стеклования также является пригодной.
Пример 66
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что полипропиленовый нетканый материал (А-14) используют в качестве компонента (А) и массовое содержание нетканого материала в препреге нетканого материала меняют до 48%. Результаты измерений представлены в таблице 17. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 200%, 101% и 91%, соответственно, относительно результатов в сравнительном примере 54, что соответствует хорошим результатам. Температура стеклования также является пригодной.
Пример 67
Смоляную пленку, имеющую вес смолы 54 г/м2, производят с использованием смоляной композиции справочного примера 2 в качестве компонента (D) тем же способом, что и в сравнительном примере 54. Смоляную пленку прикрепляют на полипропиленовый нетканый материал (А-15), и полученный продукт обжимают с использованием горячего нажимного валика, чтобы дать возможность (А-15) пропитаться компонентом (D); в результате получают препрег нетканого материала, имеющий массовое содержание нетканого материала 70%. Затем произведенный препрег нетканого материала прикрепляют на одну поверхность предшественника однонаправленного препрега, произведенного в сравнительном примере 54, и полученному продукту дают пройти через горячий нажимной валик; в результате получают однонаправленный препрег. Затем однонаправленный препрег и предшественник однонаправленного препрега, произведенный в сравнительном примере 54, ламинируют вместе в структуру, представленную на Фиг. 14, таким образом, чтобы направления всех волокон в препреге совпадали друг с другом, и полученный ламинат подвергают той же операции, как и в сравнительном примере 54, в результате получают армированный волокнами композитный материал. Результаты измерений представлены в таблице 17. Коэффициент потерь и модуль упругости 0° при изгибе составляют 250% и 99%, соответственно, относительно результатов в сравнительном примере 54, что соответствует хорошим результатам. Температура стеклования также является пригодной. Так как вес материала нетканого материала больше, чем вес материала в примере 64, прочность на изгиб немного уменьшается по сравнению с прочностью на изгиб в примере 64.
Пример 68
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что полипропиленовый нетканый материал (А-16) используют в качестве компонента (А) и массовое содержание нетканого материала в препреге нетканого материала меняют до 32%. Результаты измерений представлены в таблице 17. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 142%, 100% и 98%, соответственно, относительно результатов в сравнительном примере 54, что соответствует хорошим результатам. Температура стеклования также является пригодной.
Пример 69
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что нетканый материал из модифицированного малеиновой кислотой полипропилена (А-17) используют в качестве компонента (А). Результаты измерений представлены в таблице 17. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 130%, 98% и 98%, соответственно, относительно результатов в сравнительном примере 54, что соответствует хорошим результатам. Температура стеклования также является пригодной.
Пример 70
Препрег нетканого материала, имеющий массовое содержание нетканого материала 45%, производят тем же способом, что и в примере 64, за исключением того, что полипропиленовый нетканый материал (А-13) используют в качестве компонента (А). Затем произведенный препрег нетканого материала прикрепляют на одну поверхность предшественника однонаправленного препрега, произведенного в сравнительном примере 54, и полученному продукту дают пройти через горячий нажимной валик, в результате чего получают однонаправленный препрег. Затем однонаправленный препрег и предшественник однонаправленного препрега, произведенный в сравнительном примере 54, ламинируют вместе в структуру, представленную на Фиг. 12, таким образом, чтобы направления всех волокон в препреге совпадали друг с другом, и полученный ламинат подвергают той же операции, что и в сравнительном примере 54, в результате получают армированный волокнами композитный материал. Результаты измерений представлены в таблице 18. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 148%, 101% и 98%, соответственно, относительно результатов в сравнительном примере 54, что соответствует хорошим результатам. Температура стеклования также является пригодной.
Пример 71
Смоляную пленку, имеющую вес смолы 21 г/м2, производят с использованием смоляной композиции справочного примера 2 в качестве компонента (D) тем же способом, что и в сравнительном примере 54. Смоляную пленку прикрепляют на полипропиленовый нетканый материал (А-12), и полученный продукт обжимают с использованием горячего нажимного валика, чтобы дать возможность (А-12) пропитаться компонентом (D); в результате получают препрег нетканого материала, имеющий массовое содержание нетканого материала 26%. Затем произведенный препрег нетканого материала прикрепляют на одну поверхность предшественника однонаправленного препрега, произведенного в сравнительном примере 54, и полученному продукту дают пройти через горячий нажимной валик; в результате получают однонаправленный препрег. Затем однонаправленный препрег и предшественник однонаправленного препрега, произведенный в сравнительном примере 54, ламинируют вместе в структуру, представленную на Фиг. 14, таким образом, чтобы направления всех волокон в препреге совпадали друг с другом, и полученный ламинат подвергают той же операции, как и в сравнительном примере 54, в результате получают армированный волокнами композитный материал. Результаты измерений представлены в таблице 18. Модуль упругости 0о при изгибе и прочность составляют 99% и 98%, соответственно, относительно результатов в сравнительном примере 54, что соответствует хорошим результатам. Температура стеклования также является пригодной. Так как массовое содержание нетканого материала меньше, чем в примере 64, коэффициент потерь снижается по сравнению с коэффициентом потерь в примере 64.
Пример 72
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что вес материала смоляной пленки меняют до 4 г/см2 и массовое содержание нетканого материала в препреге нетканого материала меняют до 60%. Результаты измерений представлены в таблице 18. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 148%, 98% и 98%, соответственно, относительно результатов в сравнительном примере 54, что соответствует хорошим результатам. Температура стеклования также является пригодной. Так как Х составляет 22%, прочность падает по сравнению с прочностью в примере 64.
Пример 73
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что вес материала смоляной пленки меняют до 67 г/см2 и массовое содержание нетканого материала в препреге нетканого материала меняют до 10%. Результаты измерений представлены в таблице 18. Модуль упругости 0° при изгибе и прочность составляют 100% и 96%, соответственно, относительно результатов в сравнительном примере 54, что соответствует хорошим результатам. Температура стеклования также является пригодной. Так как Х составляет 302%, коэффициент потерь падает по сравнению с коэффициентом потерь в примере 64.
Пример 74
Препрег нетканого материала, произведенный в примере 64, прикрепляют на обе поверхности предшественника однонаправленного препрега, произведенного в сравнительном примере 54, и полученному продукту дают пройти через горячий нажимной валик, в результате получают однонаправленный препрег. Затем однонаправленный препрег и предшественник однонаправленного препрега, произведенный в сравнительном примере 54, ламинируют поочередно в структуру, представленную на Фиг. 8, таким образом, чтобы направления всех волокон совпадали друг с другом, и полученный ламинат подвергают той же операции, что и в сравнительном примере 54, в результате получают армированный волокнами композитный материал. Результаты измерений представлены в таблице 18. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 172%, 98% и 90%, соответственно, относительно результатов в сравнительном примере 54, что соответствует хорошим результатам. Температура стеклования также является пригодной.
Сравнительный пример 55
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 54, за исключением того, что композицию эпоксидной смолы справочного примера 1 используют в качестве компонента (В). Результаты измерений представлены в таблице 27. Коэффициент потерь является маленьким, что нежелательно.
Пример 75
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что предшественник однонаправленного препрега, произведенный в сравнительном примере 55, используют для производства однонаправленного препрега. Результаты измерений представлены в таблице 18. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 132%, 98% и 98%, соответственно, относительно результатов в сравнительном примере 55, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как количество катализатора отверждения в компоненте (В) составляет 3 массовые части, прочность на изгиб немного улучшается по сравнению с прочностью на изгиб в примере 64.
Сравнительный пример 56
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 54, за исключением того, что композицию эпоксидной смолы справочного примера 4 используют в качестве компонента (В). Результаты измерений представлены в таблице 27. Коэффициент потерь является маленьким, что нежелательно.
Пример 76
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что предшественник однонаправленного препрега, произведенный в сравнительном примере 56, используют для производства однонаправленного препрега. Результаты измерений представлены в таблице 18. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 132%, 102% и 99%, соответственно, относительно результатов в сравнительном примере 56, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как количество отверждающего агента в компоненте (В) составляет 1,0 эквивалент, прочность на изгиб немного улучшается по сравнению с прочностью на изгиб в примере 64.
Сравнительный пример 57
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 54, за исключением того, что композицию эпоксидной смолы справочного примера 6 используют в качестве компонента (В). Результаты измерений представлены в таблице 27. Коэффициент потерь является маленьким, что нежелательно.
Пример 77
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что предшественник однонаправленного препрега, произведенный в сравнительном примере 57, используют для производства однонаправленного препрега. Результаты измерений представлены в таблице 18. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 132%, 101% и 98%, соответственно, относительно результатов в сравнительном примере 57, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как количество отверждающего агента в компоненте (В) составляет 0,8 эквивалента, прочность на изгиб немного улучшается по сравнению с прочностью на изгиб в примере 64.
Сравнительный пример 58
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 54, за исключением того, что композицию эпоксидной смолы справочного примера 20 используют в качестве компонента (В). Результаты измерений представлены в таблице 27. Коэффициент потерь является маленьким, что нежелательно.
Пример 78
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что предшественник однонаправленного препрега, произведенный в сравнительном примере 58, используют для производства однонаправленного препрега. Результаты измерений представлены в таблице 18. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 131%, 100% и 99%, соответственно, относительно результатов в сравнительном примере 58, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как эпоксидную смолу фенол-новолачного типа используют как часть эпоксидной смолы в компоненте (В), прочность на изгиб и температура стеклования улучшаются по сравнению с прочностью на изгиб и температурой стеклования в примере 64.
Сравнительный пример 59
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 54, за исключением того, что композицию эпоксидной смолы справочного примера 30 используют в качестве компонента (В). Результаты измерений представлены в таблице 27. Коэффициент потерь является маленьким, что нежелательно.
Пример 79
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что предшественник однонаправленного препрега, произведенный в сравнительном примере 59, используют для производства однонаправленного препрега. Результаты измерений представлены в таблице 18. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 133%, 102% и 98%, соответственно, относительно результатов в сравнительном примере 59, что соответствует хорошим результатам. Так как эпоксидную смолу типа бисфенола F используют в качестве эпоксидной смолы в компоненте (В), прочность 0° на изгиб улучшается, а температура стеклования снижается по сравнению с прочностью на изгиб и температурой стеклования в примере 64.
Сравнительный пример 60
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 54, за исключением того, что композицию эпоксидной смолы справочного примера 21 используют в качестве компонента (В). Результаты измерений представлены в таблице 27. Коэффициент потерь является маленьким, что нежелательно.
Пример 80
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что предшественник однонаправленного препрега, произведенный в сравнительном примере 60, используют для производства однонаправленного препрега. Результаты измерений представлены в таблице 19. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 132%, 101% и 99%, соответственно, относительно результатов в сравнительном примере 60, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как эпоксидную смолу циклопентадиенового типа используют в качестве эпоксидной смолы в компоненте (В), температура стеклования сильно улучшается по сравнению с температурой стеклования в примере 64.
Сравнительный пример 61
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 54, за исключением того, что композицию эпоксидной смолы справочного примера 22 используют в качестве компонента (В). Результаты измерений представлены в таблице 27. Коэффициент потерь является маленьким, что нежелательно.
Пример 81
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что предшественник однонаправленного препрега, произведенный в сравнительном примере 61, используют для производства однонаправленного препрега. Результаты измерений представлены в таблице 19. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 133%, 97% и 98%, соответственно, относительно результатов в сравнительном примере 61, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как эпоксидную смолу типа полифункционального амина используют в качестве эпоксидной смолы в компоненте (В), прочность на изгиб и температура стеклования сильно улучшаются по сравнению с прочностью на изгиб и температурой стеклования в примере 64.
Сравнительный пример 62
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 54, за исключением того, что композицию эпоксидной смолы справочного примера 23 используют в качестве компонента (В). Результаты измерений представлены в таблице 27. Коэффициент потерь является маленьким, что нежелательно.
Пример 82
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что предшественник однонаправленного препрега, произведенный в сравнительном примере 62, используют для производства однонаправленного препрега. Результаты измерений представлены в таблице 19. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 133%, 101% и 98%, соответственно, относительно результатов в сравнительном примере 62, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как эпоксидную смолу, имеющую структуру бифенила, используют в качестве эпоксидной смолы в компоненте (В), прочность на изгиб и температура стеклования сильно улучшаются по сравнению с прочностью на изгиб и температурой стеклования в примере 64.
Сравнительный пример 63
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 54, за исключением того, что композицию эпоксидной смолы справочного примера 24 используют в качестве компонента (В). Результаты измерений представлены в таблице 27. Коэффициент потерь является маленьким, что нежелательно.
Пример 83
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что предшественник однонаправленного препрега, произведенный в сравнительном примере 63, используют для производства однонаправленного препрега. Результаты измерений представлены в таблице 19. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 131%, 102% и 98%, соответственно, относительно результатов в сравнительном примере 63, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как модифицированную изоцианатом эпоксидную смолу используют в качестве эпоксидной смолы в компоненте (В), прочность на изгиб немного падает по сравнению с прочностью на изгиб в примере 64, но температура стеклования улучшается по сравнению с температурой стеклования в примере 64.
Сравнительный пример 64
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 54, за исключением того, что композицию эпоксидной смолы справочного примера 25 используют в качестве компонента (В). Результаты измерений представлены в таблице 28. Коэффициент потерь является маленьким, что нежелательно.
Пример 84
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что предшественник однонаправленного препрега, произведенный в сравнительном примере 64, используют для производства однонаправленного препрега. Результаты измерений представлены в таблице 19. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 133%, 98% и 98%, соответственно, относительно результатов в сравнительном примере 64, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как 4,4'-диаминодифенилсульфон используют в качестве отверждающего агента в компоненте (В), температура стеклования улучшается по сравнению с температурой стеклования в примере 1.
Сравнительный пример 65
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 54, за исключением того, что композицию эпоксидной смолы справочного примера 27 используют в качестве компонента (В). Результаты измерений представлены в таблице 28. Коэффициент потерь является маленьким, что нежелательно.
Пример 85
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что предшественник однонаправленного препрега, произведенный в сравнительном примере 65, используют для производства однонаправленного препрега. Результаты измерений представлены в таблице 19. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 130%, 99% и 98%, соответственно, относительно результатов в сравнительном примере 65, что соответствует хорошим результатам, и температура стеклования также является пригодной.
Сравнительный пример 66
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 54, за исключением того, что композицию эпоксидной смолы справочного примера 28 используют в качестве компонента (В). Результаты измерений представлены в таблице 28. Коэффициент потерь является маленьким, что нежелательно.
Пример 86
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что предшественник однонаправленного препрега, произведенный в сравнительном примере 66, используют для производства однонаправленного препрега. Результаты измерений представлены в таблице 19. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 130%, 99% и 99%, соответственно, относительно результатов в сравнительном примере 66, что соответствует хорошим результатам, и температура стеклования также является пригодной.
Сравнительный пример 67
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 54, за исключением того, что композицию эпоксидной смолы справочного примера 29 используют в качестве компонента (В). Результаты измерений представлены в таблице 28. Коэффициент потерь является маленьким, что нежелательно.
Пример 87
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что предшественник однонаправленного препрега, произведенный в сравнительном примере 67, используют для производства однонаправленного препрега. Результаты измерений представлены в таблице 19. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 130%, 102% и 97%, соответственно, относительно результатов в сравнительном примере 67, что соответствует хорошим результатам, и температура стеклования также является пригодной.
Сравнительный пример 68
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 54, за исключением того, что композицию эпоксидной смолы справочного примера 31 используют в качестве компонента (В). Результаты измерений представлены в таблице 28. Коэффициент потерь является маленьким, что нежелательно.
Пример 88
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что предшественник однонаправленного препрега, произведенный в сравнительном примере 68, используют для производства однонаправленного препрега. Результаты измерений представлены в таблице 19. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 139%, 101% и 104%, соответственно, относительно результатов в сравнительном примере 68, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как эпоксидную смолу типа бисфенола А, имеющую эпоксидный эквивалент 810, добавляют к эпоксидной смоле в компоненте (В), коэффициент потерь улучшается по сравнению с коэффициентом потерь в примере 64.
Сравнительный пример 69
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 54, за исключением того, что композицию эпоксидной смолы справочного примера 32 используют в качестве компонента (В). Результаты измерений представлены в таблице 28. Коэффициент потерь является маленьким, что нежелательно.
Пример 89
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что предшественник однонаправленного препрега, произведенный в сравнительном примере 69, используют для производства однонаправленного препрега. Результаты измерений представлены в таблице 20. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 133%, 98% и 104%, соответственно, относительно результатов в сравнительном примере 69, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как эпоксидную смолу типа бисфенола А, имеющую эпоксидный эквивалент 1930, добавляют к эпоксидной смоле в компоненте (В), коэффициент потерь улучшается по сравнению с коэффициентом потерь в примере 64.
Сравнительный пример 70
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 54, за исключением того, что композицию эпоксидной смолы справочного примера 33 используют в качестве компонента (В). Результаты измерений представлены в таблице 28. Коэффициент потерь является маленьким, что нежелательно.
Пример 90
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что предшественник однонаправленного препрега, произведенный в сравнительном примере 70, используют для производства однонаправленного препрега. Результаты измерений представлены в таблице 20. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 138%, 100% и 103%, соответственно, относительно результатов в сравнительном примере 70, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как эпоксидную смолу типа бисфенола А, имеющую эпоксидный эквивалент 4000, добавляют к эпоксидной смоле в компоненте (В), коэффициент потерь улучшается по сравнению с коэффициентом потерь в примере 64.
Сравнительный пример 71
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 54, за исключением того, что композицию эпоксидной смолы справочного примера 34 используют в качестве компонента (В). Результаты измерений представлены в таблице 28. Коэффициент потерь является маленьким, что нежелательно.
Пример 91
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что предшественник однонаправленного препрега, произведенный в сравнительном примере 71, используют для производства однонаправленного препрега. Результаты измерений представлены в таблице 20. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 129%, 100% и 103%, соответственно, относительно результатов в сравнительном примере 71, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как эпоксидную смолу типа бисфенола F добавляют к эпоксидной смоле в компоненте (В), прочность улучшается по сравнению с прочностью в примере 64.
Сравнительный пример 72
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 54, за исключением того, что композицию эпоксидной смолы справочного примера 35 используют в качестве компонента (В). Результаты измерений представлены в таблице 28. Коэффициент потерь является маленьким, что нежелательно.
Пример 92
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что предшественник однонаправленного препрега, произведенный в сравнительном примере 72, используют для производства однонаправленного препрега. Результаты измерений представлены в таблице 20. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 146%, 102% и 103%, соответственно, относительно результатов в сравнительном примере 72, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как эпоксидную смолу типа бисфенола F, имеющую эпоксидный эквивалент 800, добавляют к эпоксидной смоле в компоненте (В), коэффициент потерь улучшается по сравнению с коэффициентом потерь в примере 91.
Сравнительный пример 73
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 54, за исключением того, что композицию эпоксидной смолы справочного примера 36 используют в качестве компонента (В). Результаты измерений представлены в таблице 29. Коэффициент потерь является маленьким, что нежелательно.
Пример 93
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что предшественник однонаправленного препрега, произведенный в сравнительном примере 73, используют для производства однонаправленного препрега. Результаты измерений представлены в таблице 20. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 137%, 98% и 102%, соответственно, относительно результатов в сравнительном примере 73, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как эпоксидную смолу типа бисфенола F, имеющую эпоксидный эквивалент 2270, добавляют к эпоксидной смоле в компоненте (В), коэффициент потерь улучшается по сравнению с коэффициентом потерь в примере 91.
Сравнительный пример 74
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 54, за исключением того, что композицию эпоксидной смолы справочного примера 37 используют в качестве компонента (В). Результаты измерений представлены в таблице 29. Коэффициент потерь является маленьким, что нежелательно.
Пример 94
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что предшественник однонаправленного препрега, произведенный в сравнительном примере 74, используют для производства однонаправленного препрега. Результаты измерений представлены в таблице 20. Коэффициент потерь, модуль упругости 0о при изгибе и прочность составляют 145%, 100% и 103%, соответственно, относительно результатов в сравнительном примере 74, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как эпоксидную смолу типа бисфенола F, имеющую эпоксидный эквивалент 4400, добавляют к эпоксидной смоле в компоненте (В), коэффициент потерь улучшается по сравнению с коэффициентом потерь в примере 53.
Сравнительный пример 75
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 54, за исключением того, что углеродное волокно (С-3) используют в качестве компонента (С). Результаты измерений представлены в таблице 29. Коэффициент потерь является маленьким, что нежелательно.
Пример 95
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 75. Результаты измерений представлены в таблице 20. Коэффициент потерь, модуль упругости 0о при изгибе и прочность составляют 125%, 99% и 99%, соответственно, относительно результатов в сравнительном примере 75, что соответствует хорошим результатам, и температура стеклования также является пригодной. Так как (С-3) используют в качестве компонента (С), баланс между коэффициентом потерь, модулем упругости и прочностью является хорошим, как и в случае примера 42.
Сравнительный пример 76
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 54, за исключением того, что углеродное волокно (С-4) используют в качестве компонента (С). Результаты измерений представлены в таблице 29. Коэффициент потерь является маленьким, что нежелательно.
Пример 96
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 76. Результаты измерений представлены в таблице 20. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 122%, 100% и 101%, соответственно, относительно результатов в сравнительном примере 76, что соответствует хорошим результатам, и температура стеклования также является пригодной.
Сравнительный пример 77
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 54, за исключением того, что углеродное волокно (С-5) используют в качестве компонента (С). Результаты измерений представлены в таблице 29. Коэффициент потерь является маленьким, что нежелательно.
Пример 97
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 77. Результаты измерений представлены в таблице 20. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 119%, 101% и 100%, соответственно, относительно результатов в сравнительном примере 77, что соответствует хорошим результатам, и температура стеклования также является пригодной.
Сравнительный пример 78
Предшественник однонаправленного препрега и армированный волокнами композитный материал производят тем же способом, что и в сравнительном примере 54, за исключением того, что углеродное волокно (С-6) используют в качестве компонента (С). Результаты измерений представлены в таблице 29. Коэффициент потерь является маленьким, что нежелательно.
Пример 98
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что используют предшественник однонаправленного препрега, произведенный в сравнительном примере 78. Результаты измерений представлены в таблице 20. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 117%, 98% и 100%, соответственно, относительно результатов в сравнительном примере 78, что соответствует хорошим результатам, и температура стеклования также является пригодной.
Сравнительный пример 79
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что полиэтиленовый нетканый материал (А-19) используют в качестве компонента (А). Результаты измерений представлены в таблице 29. Модуль упругости 0° при изгибе и прочность составляют 99% и 98%, соответственно, относительно результатов в сравнительном примере 54, что соответствует хорошим результатам, и температура стеклования также является пригодной. Однако так как значение tan δ нетканого материала является небольшим, коэффициент потерь составляет 110% относительно коэффициента потерь сравнительного примера 54, и эффект улучшения является недостаточным, что нежелательно.
Сравнительный пример 80
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что полиуретановый нетканый материал (А-8) используют в качестве компонента (А) и массовое содержание нетканого материала в препреге нетканого материала меняют до 45%. Результаты измерений представлены в таблице 29. Так как (А-8) и компонент (В) совместимы друг с другом, коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 112%, 87% и 95%, соответственно, относительно результатов в сравнительном примере 54, что является нежелательным. Кроме того, температура стеклования равна 91°С, что нежелательно.
Сравнительный пример 81
Шесть отдельных слоев материала из углеродных волокон (С-2) ламинируют вместе в похожей на пластину полости, имеющей размеры 300 мм в длину, 300 мм в ширину и 2 мм толщиной, пресс-формы, и полученный ламинат затем скрепляют формованием с использованием прессующего устройства. Затем давление во внутренней части формы, которую удерживают при 100°С, снижают до давления ниже, чем атмосферное давление на 0,1 МПа с использованием вакуумного насоса. Эпоксидную смолу справочного примера 13, которая заранее нагрета до 50°С, смешивают со смесевой жидкостью отверждающего агента и катализатора отверждения с использованием устройства для впрыскивания смолы, и полученную смесь впрыскивают в полость при давлении 0,2 МПа. После запуска впрыскивания композиции эпоксидной смолы композицию эпоксидной смолы отверждают при 100°С в течение 30 минут, и затем пресс-форму открывают, в результате извлекают из пресс-формы полученный предшественник армированного волокнами композитного материала. Полученный предшественник армированного волокнами композитного материала подвергают пост-отверждению в печи, которая предварительно нагрета до 130°С, в течение 1 часа, в результате получают армированный волокнами композитный материал. Результаты измерений представлены в таблице 30. Коэффициент потерь армированного волокнами композитного материала является неудовлетворительным.
Пример 100
Шесть отдельных слоев материала из углеродных волокон (С-2) и 5 отдельных слоев полиамидных поли(простой)эфирных эластомерных нетканых материалов (А-3) ламинируют вместе в похожей на пластину полости, имеющей размеры 300 мм в длину, 300 мм в ширину и 2 мм толщиной, пресс-формы, таким образом, чтобы один отдельный слой (А-3) был вставлен между каждыми двумя отдельными слоями (С-2), и полученный ламинат затем фиксируют формованием с использованием прессующего устройства. Затем давление внутри пресс-формы, которую удерживают при 100°С, снижают до давления ниже, чем атмосферное давление на 0,1 МПа с использованием вакуумного насоса. Эпоксидную смолу справочного примера 13, которая предварительно нагрета до 50°С, смешивают со смесевой жидкостью отверждающего агента и катализатора отверждения с использованием устройства для впрыскивания смолы, и полученную смесь впрыскивают в полость при давлении 0,2 МПа. После запуска впрыскивания композиции эпоксидной смолы композицию эпоксидной смолы отверждают при 100°С в течение 30 минут, и затем пресс-форму открывают, в результате чего извлекают из пресс-формы полученный предшественник армированного волокнами композитного материала. Полученный предшественник армированного волокнами композитного материала подвергают пост-отверждению в печи, которая предварительно нагрета до 130°С, в течение 1 часа, в результате получают армированный волокнами композитный материал. Результаты измерений представлены в таблице 30. Коэффициент потерь и прочность 0° на изгиб составляют 196% и 98% соответственно, относительно результатов сравнительного примера 81, что соответствует хорошим результатам. Кроме того, температура стеклования также является пригодной.
Пример 101
Армированный волокнами композитный материал производят тем же способом, что и в примере 42, за исключением того, что полипропиленовый нетканый материал (А-20) используют в качестве компонента (А). Результаты измерений представлены в таблице 31. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 175%, 99% и 97%, соответственно, относительно результатов в сравнительном примере 37, что соответствует хорошим результатам, и температура стеклования также является пригодной. Кроме того, трубкоподобный армированный волокнами композитный материал производят с использованием однонаправленного препрега описанным выше способом. Полученный трубкоподобный армированный волокнами композитный материал взвешивают, и установлено, что вес трубкоподобного армированного волокнами композитного материала составляет 79,0 г, как показано в таблице 31.
Пример 102
Армированный волокнами композитный материал производят тем же способом, что и в примере 64, за исключением того, что полипропиленовый нетканый материал (А-20) используют в качестве компонента (А). Результаты измерений представлены в таблице 32. Коэффициент потерь, модуль упругости 0° при изгибе и прочность составляют 130%, 99% и 98%, соответственно, относительно результатов в сравнительном примере 54, что соответствует хорошим результатам, и температура стеклования также является пригодной. Кроме того, трубкоподобный армированный волокнами композитный материал производят с использованием однонаправленного препрега описанным выше способом. Полученный трубкоподобный армированный волокнами композитный материал взвешивают, и установлено, что вес трубкоподобного армированного волокнами композитного материала составляет 79,3 г, как показано в таблице 32.
Сравнительный пример 82
Шесть отдельных слоев материала из углеродных волокон (С-2) ламинируют вместе в похожей на пластину полости, имеющей размеры 300 мм в длину, 300 мм в ширину и 2 мм толщиной, пресс-формы, и полученный ламинат фиксируют формованием с использованием прессующего устройства. Затем давление внутри пресс-формы, которую удерживают при 100°С, снижают до давления ниже, чем атмосферное давление на 0,1 МПа с использованием вакуумного насоса. Эпоксидную смолу справочного примера 26, которая предварительно нагрета до 50°С, смешивают со смесевой жидкостью отверждающего агента и катализатора отверждения с использованием устройства для впрыскивания смолы, и полученную смесь впрыскивают в полость при давлении 0,2 МПа. После запуска впрыскивания композиции эпоксидной смолы композицию эпоксидной смолы отверждают при 100°С в течение 30 минут, и затем пресс-форму открывают, в результате чего извлекают из пресс-формы полученный предшественник армированного волокнами композитного материала. Полученный предшественник армированного волокнами композитного материала подвергают пост-отверждению в печи, которая предварительно нагрета до 130°С, в течение 1 часа, в результате получают армированный волокнами композитный материал. Результаты измерений представлены в таблице 33. Коэффициент потерь армированного волокнами композитного материала неудовлетворителен.
Пример 103
Шесть отдельных слоев материала из углеродных волокон (С-2) и 2 отдельных слоя полипропиленовых нетканых материалов (А-12) ламинируют вместе в похожей на пластину полости, имеющей размеры 300 мм в длину, 300 мм в ширину и 2 мм толщиной, пресс-формы, таким образом, чтобы один отдельный слой (А-12) был вставлен между каждыми двумя отдельными слоями (С-2), и полученный ламинат затем фиксируют формованием с использованием прессующего устройства. Затем давление внутри пресс-формы, которую удерживают при 100°С, снижают до давления ниже, чем атмосферное давление на 0,1 МПа с использованием вакуумного насоса. Эпоксидную смолу справочного примера 26, которая предварительно нагрета до 50°С, смешивают со смесевой жидкостью отверждающего агента и катализатора отверждения с использованием устройства для впрыскивания смолы, и полученную смесь впрыскивают в полость при давлении 0,2 МПа. После запуска впрыскивания композиции эпоксидной смолы композицию эпоксидной смолы отверждают при 100°С в течение 30 минут, и затем пресс-форму открывают, в результате чего извлекают из пресс-формы полученный предшественник армированного волокнами композитного материала. Полученный предшественник армированного волокнами композитного материала подвергают пост-отверждению в печи, которая была предварительно нагрета до 130°С, в течение 1 часа, в результате получают армированный волокнами композитный материал. Результаты измерений представлены в таблице 33. Коэффициент потерь и прочность 0° на изгиб составляют 132% и 95% соответственно, относительно результатов сравнительного примера 82, что соответствует хорошим результатам. Температура стеклования Тст также является пригодной.
90 мин
90 мин
90 мин
90 мин
90 мин
90 мин
90 мин
90 мин
90 мин
90 мин
90 мин
90 мин
90 мин
90 мин
ненты
(В) и (D)
ющий агент
формаль
90 мин
90 мин
90 мин
90 мин
90 мин
90 мин
90 мин
90 мин
ненты
(В) и (D)
ненты
(В) и (D)
ный
пример 1
ный
пример 2
ный
пример 3
ный
пример 4
ный
пример 5
ный
пример 7
ный
пример 8
ный
пример 9
ный
пример 10
ный
пример 11
ный
пример 12
ный
пример 13
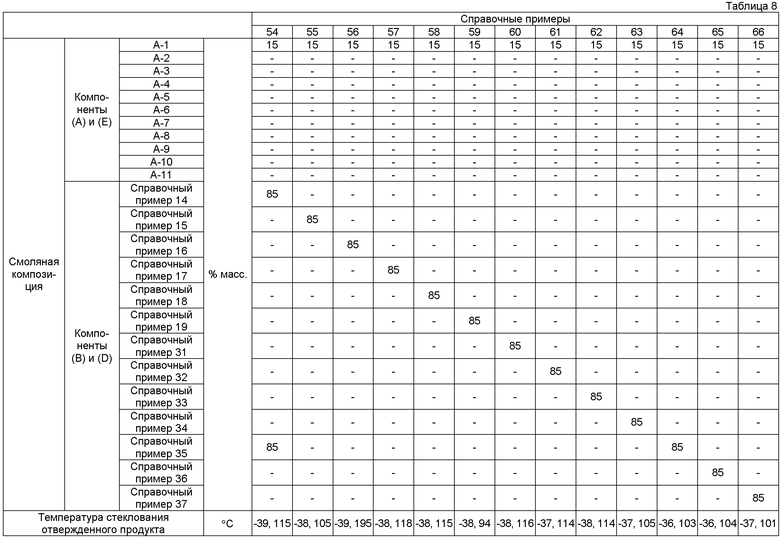
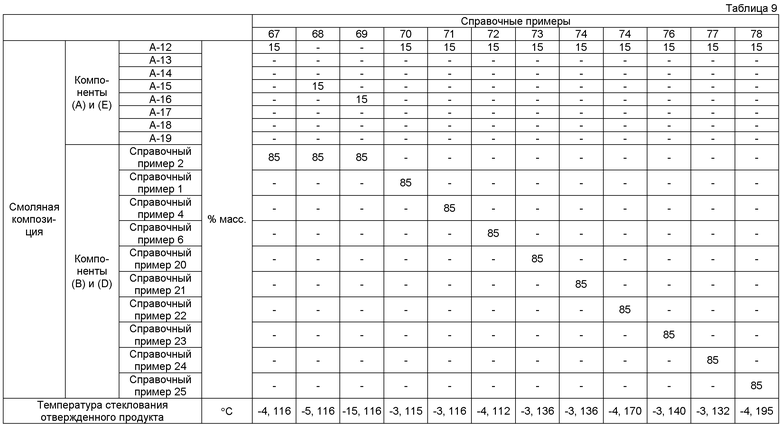
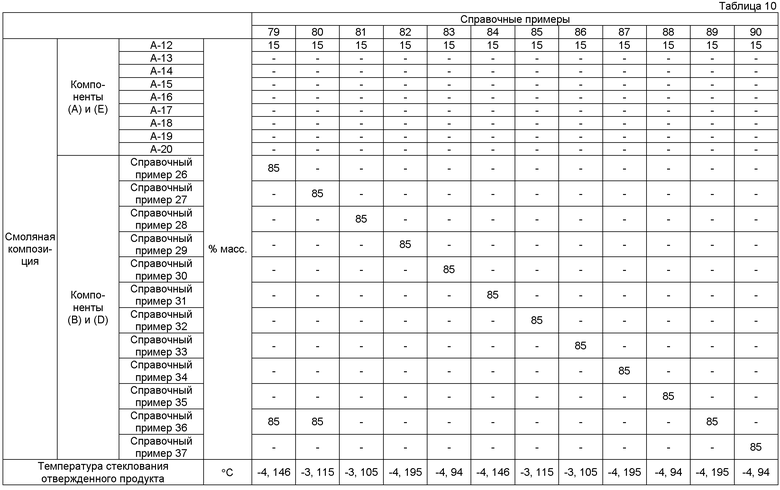
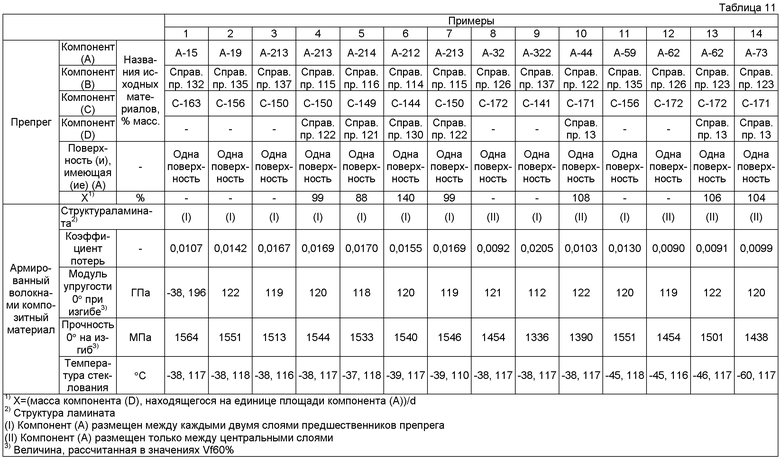
5
5
5
5
5
5
5
5
5
32
32
32
32
32
32
32
32
32
63
63
63
63
63
63
63
63
63
поверх-ность
(I) Компонент (А) размещен между каждыми двумя слоями предшественников препрега
(II) Компонент (А) размещен только между центральными слоями
2) Величина, рассчитанная в значениях Vf60%.
5
5
5
5
5
5
5
5
32
32
32
32
32
32
32
32
63
63
63
63
63
63
63
63
(I) Компонент (А) размещен между каждыми двумя слоями предшественников препрега
(II) Компонент (А) размещен только между центральными слоями
2) Величина, рассчитанная в значениях Vf60%.
5
5
5
5
5
5
5
5
5
5
32
32
32
32
32
32
32
32
32
32
63
63
63
63
63
63
63
63
63
63
(I) Компонент (А) размещен между каждыми двумя слоями предшественников препрега
(II) Компонент (А) размещен только между центральными слоями
2) Величина, рассчитанная в значениях Vf60%.
3
6
4
6
6
13
23
4
3
37
36
36
36
36
33
29
36
37
60
58
60
58
58
54
48
60
60
2) Структура ламината
(I) Один слой компонента (А) размещен между каждыми двумя слоями предшественников препрега
(II) Компонент (А) размещен только между центральными слоями
(V) Один слой компонента (А) размещен через два слоя предшественников препрега
(VI) Один слой компонента (А) размещен через четыре слоя предшественников препрега
3) Величина, рассчитанная в значениях Vf60%.
3
3
3
3
3
3
3
3
3
37
37
37
37
37
37
37
37
37
60
60
60
60
60
60
60
60
60
2) Структура ламината
(I) Один слой компонента (А) размещен между каждыми двумя слоями предшественников препрега
(II) Компонент (А) размещен только между центральными слоями
(V) Один слой компонента (А) размещен через два слоя предшественников препрега
(VI) Один слой компонента (А) размещен через четыре слоя предшественников препрега
3) Величина, рассчитанная в значениях Vf60%.
3
3
3
3
3
10
13
6
4
3
37
37
37
37
28
25
23
29
28
28
60
60
60
60
60
54
50
62
59
60
-
-
-
-
9
12
14
3
9
9
2) Структура ламината
(I) Один слой компонента (А) размещен между каждыми двумя слоями предшественников препрега
(II) Компонент (А) размещен только между центральными слоями
(V) Один слой компонента (А) размещен через два слоя предшественников препрега
(VI) Один слой компонента (А) размещен через четыре слоя предшественников препрега
3) Величина, рассчитанная в значениях Vf60%.
5
0,4
4
3
6
3
3
3
3
3
28
31,6
30
пример 2
23
пример 2
25
пример 1
28
пример 4
28
пример 6
28
пример 20
28
пример 30
28
61
67
64
50
52
60
60
60
60
60
6
1
2
пример 2
24
пример 2
17
пример 1
9
пример 4
9
пример 6
9
пример 20
9
пример 30
9
тура
стеклова-
ния
2) Структура ламината
(I) Один слой компонента (А) размещен между каждыми двумя слоями предшественников препрега
(II) Компонент (А) размещен только между центральными слоями
(V) Один слой компонента (А) размещен через два слоя предшественников препрега
(VI) Один слой компонента (А) размещен через четыре слоя предшественников препрега
3) Величина, рассчитанная в значениях Vf60%.
3
3
3
3
3
3
3
3
3
28
28
28
28
28
28
28
28
28
60
60
60
60
60
60
60
60
60
9
9
9
9
9
9
9
9
9
имеющая(ие) (А)
2) Структура ламината
(V) Один слой компонента (А) размещен через два слоя предшественников препрега
(VI) Один слой компонента (А) размещен через четыре слоя предшественников препрега
3) Величина, рассчитанная в значениях Vf60%.
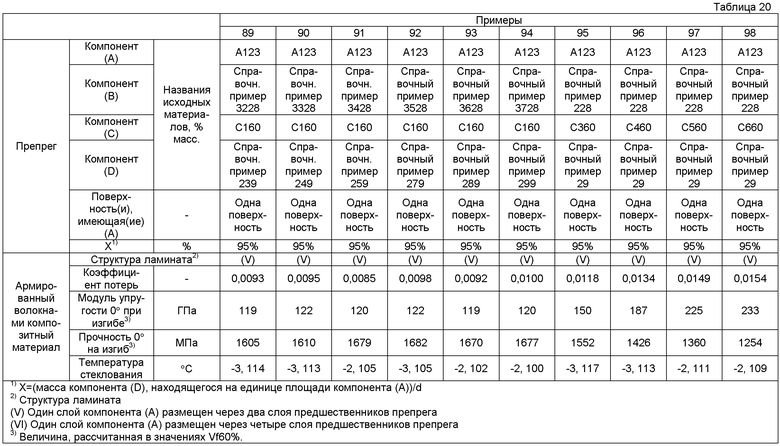
34
39
44
27
49
34
34
34
34
66
61
56
73
51
66
66
66
66
(I) Компонент (А) размещен между каждыми двумя слоями предшественников препрега
(II) Компонент (А) размещен только между центральными слоями
2) Величина, рассчитанная в значениях Vf60%.
% масс.
34
34
34
34
34
34
34
34
34
66
66
66
66
66
66
66
66
66
(I) Компонент (А) размещен между каждыми двумя слоями предшественников препрега
(II) Компонент (А) размещен только между центральными слоями
2) Величина, рассчитанная в значениях Vf60%.
17
9
1
5
вочный пример 17
34
вочный пример 18
34
40
35
33
32
34
34
34
66
66
43
56
66
63
66
66
66
(I) Компонент (А) размещен между каждыми двумя слоями
(II) Компонент (А) размещен только между центральными слоями
2) Величина, рассчитанная в значениях Vf60%.
34
34
34
34
34
34
34
34
34
66
66
66
66
66
66
66
66
66
(I) Компонент (А) размещен между каждыми двумя слоями
(II) Компонент (А) размещен только между центральными слоями
2) Величина, рассчитанная в значениях Vf60%.
% масс.
3
18
вочный пример 2
38
вочный пример 2
37
вочный пример 2
26
вочный пример 31
38
вочный пример 32
38
вочный пример 33
38
вочный пример 34
38
вочный пример 35
38
вочный пример 36
38
62
60
56
62
62
62
62
62
62
2) Структура ламината
(I) Один слой компонента (А) размещен между каждыми двумя слоями предшественников препрега
(V) Один слой компонента (А) размещен через два слоя предшественников препрега
3) Величина, рассчитанная в значениях Vf60%.
38
38
38
38
38
38
38
38
62
62
62
62
62
62
62
62
риал
2) Структура ламината
(V) Один слой компонента (А) размещен через два слоя предшественников препрега
(VI) Один слой компонента (А) размещен через два слоя предшественников препрега
3) Величина, рассчитанная в значениях Vf60%.
32
32
32
32
32
32
32
32
32
32
68
68
68
68
68
68
68
68
68
68
(I) Компонент (А) размещен между каждыми двумя слоями
(II) Компонент (А) размещен только между центральными слоями
2) Величина, рассчитанная в значениях Vf60%.
лов,
% масс.
32
32
32
32
32
32
32
32
32
68
68
68
68
68
68
68
68
68
2) Структура ламината
(I) Один слой компонента (А) размещен между каждыми двумя слоями
(II) Компонент (А) размещен только между двумя центральными слоями
3) Величина, рассчитанная в значениях Vf60%.
3
5
32
32
32
32
32
32
28
28
68
68
68
68
68
68
60
61
9
6
2) Структура ламината
(V) Один слой компонента (А) размещен через два слоя предшественников препрега
(VI) Один слой компонента (А) размещен через два слоя предшественников препрега
3) Величина, рассчитанная в значениях Vf60%.
% масс.
10
38
42
52
52
(I) Компонент (А) размещен между каждыми двумя слоями
2) Величина, рассчитанная в значениях Vf60%.
6
6
36
36
58
58
-
-
2) Структура ламината
(I) Компонент (А) размещен между каждыми двумя слоями
(V) Один слой компонента (А) размещен через два слоя предшественников препрега
3) Величина, рассчитанная в значениях Vf60%.
% масс.
3
3
28
28
60
60
9
9
2) Структура ламината
(V) Один слой компонента (А) размещен через два слоя предшественников препрега
3) Величина, рассчитанная в значениях Vf60%.
% масс.
5
30
32
65
68
(V) Один слой компонента (А) размещен через два слоя предшественников препрега
2) Величина, рассчитанная в значениях Vf60%.
Описание справочных обозначений
А: Компонент (А)
В: Компонент (В)
С: Компонент (С)
D: Компонент (D)
E: Компонент (E)
F: Компонент (F)
H: Компонент (H)
J: (А-11) Частица полиамидного поли(простой)эфирного эластомера
1: Средняя пограничная линия
2: Средняя центральная линия толщины
Промышленное применение
В соответствии с настоящим изобретением становится возможным производить армированный волокнами композитный материал, имеющий прекрасную жесткость, прочность и характеристику демпфирования колебаний, и препрег, который может быть соответствующим образом использован для производства армированного волокнами композитного материала. То есть в соответствии с армированным волокнами композитным материалом и препрегом настоящего изобретения становится возможным улучшать характеристики демпфирования колебаний армированного волокнами композитного материала без ухудшения его жесткости и прочности за счет размещения нетканого материала, содержащего термопластичный эластомер и/или полиолефин, каждый из которых имеет высокую характеристику демпфирования колебаний, между слоями армированного волокнами композитного материала. Настоящее изобретение полезно для улучшения восприятия мяча головкой клюшки для гольфа, улучшения амортизации удара теннисной ракетки, улучшения чувствительности к поклевке рыбы рыболовного удилища и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕПРЕГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2721112C2 |
| КОМПОЗИЦИЯ ЭПОКСИДНОЙ СМОЛЫ, ПРЕПРЕГ И АРМИРОВАННЫЙ ВОЛОКНАМИ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2009 |
|
RU2513626C2 |
| ПУЧОК УГЛЕРОДНОГО ВОЛОКНА, СПОСОБ ЕГО ПРОИЗВОДСТВА, ПРЕПРЕГ И АРМИРОВАННЫЙ УГЛЕРОДНЫМ ВОЛОКНОМ КОМПОЗИТНЫЙ МАТЕРИАЛ | 2019 |
|
RU2784511C2 |
| КОМПОЗИЦИЯ ЭПОКСИДНОЙ СМОЛЫ, ПРЕПРЕГ И АРМИРОВАННЫЙ ВОЛОКНОМ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2016 |
|
RU2712217C2 |
| ПРЕПРЕГ, СЛОИСТОЕ ТЕЛО, АРМИРОВАННЫЙ ВОЛОКНОМ КОМПОЗИТНЫЙ МАТЕРИАЛ И СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО ВОЛОКНОМ КОМПОЗИТНОГО МАТЕРИАЛА | 2016 |
|
RU2730361C2 |
| КОМПОЗИЦИЯ ЭПОКСИДНОЙ СМОЛЫ, ПРЕПРЕГ И КОМПОЗИТНЫЙ МАТЕРИАЛ, АРМИРОВАННЫЙ УГЛЕРОДНЫМ ВОЛОКНОМ | 2016 |
|
RU2736820C2 |
| КОМПОЗИТНЫЙ МАТЕРИАЛ ДЛЯ СТРУКТУРНЫХ ПРИМЕНЕНИЙ | 2011 |
|
RU2567625C2 |
| УСОВЕРШЕНСТВОВАННЫЕ КОМПОЗИТНЫЕ МАТЕРИАЛЫ | 2009 |
|
RU2531196C2 |
| Препрег | 1976 |
|
SU765209A1 |
| КОМПОЗИЦИЯ НА ОСНОВЕ ЭПОКСИДНЫХ СМОЛ И ПЛЕНКА, ПРЕПРЕГ И АРМИРОВАННЫЙ ВОЛОКНАМИ ПЛАСТИК, ПОЛУЧЕННЫЕ С ИСПОЛЬЗОВАНИЕМ ТАКОЙ КОМПОЗИЦИИ | 2013 |
|
RU2605424C2 |
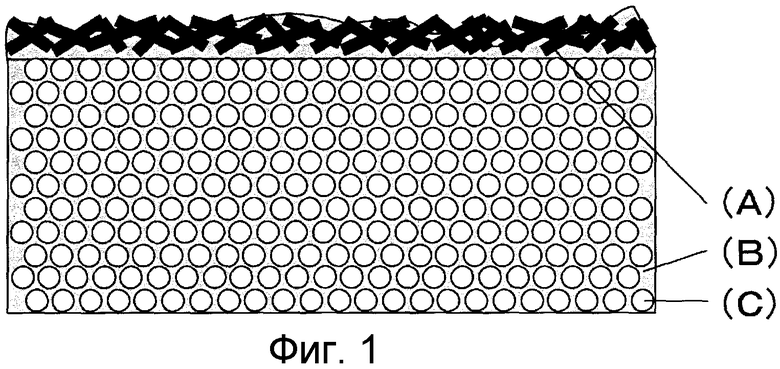
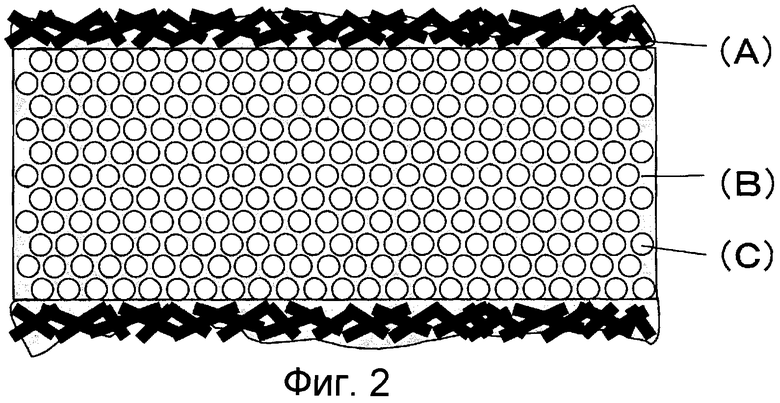
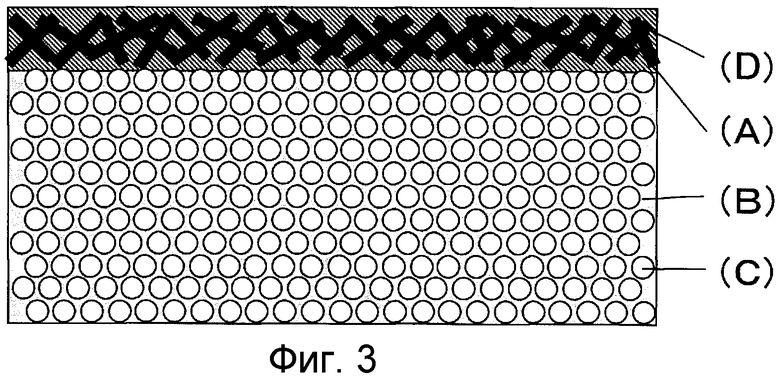
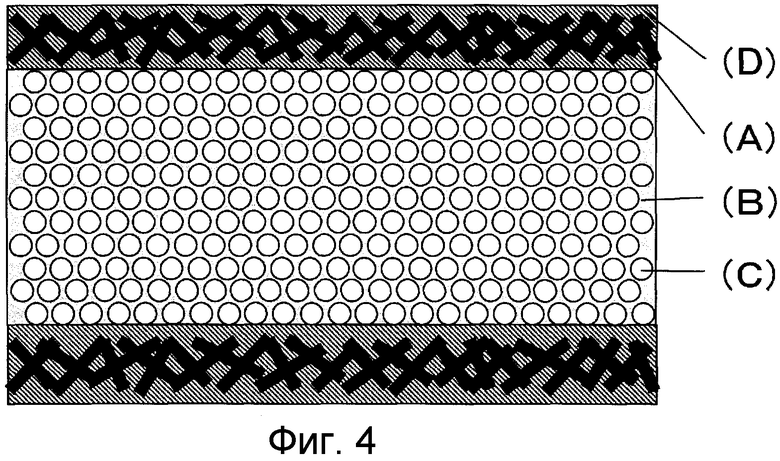
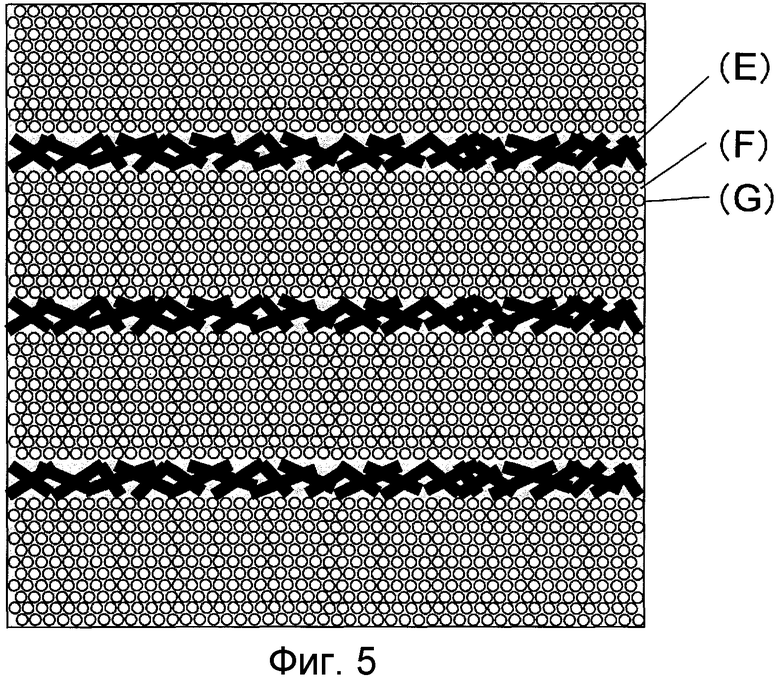

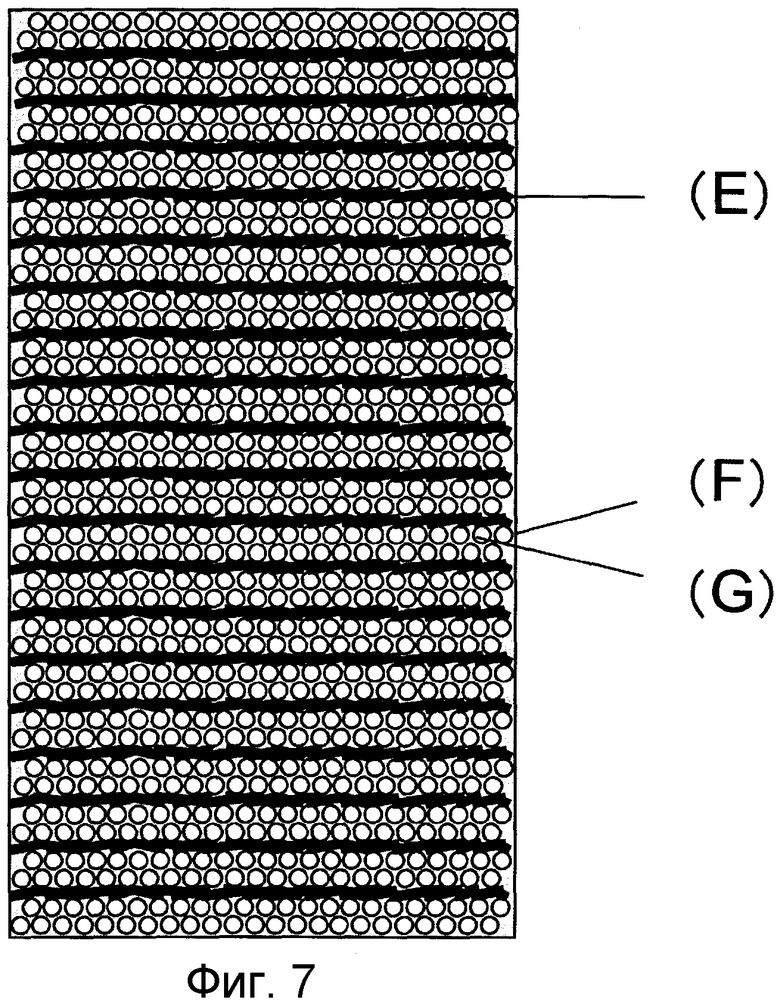
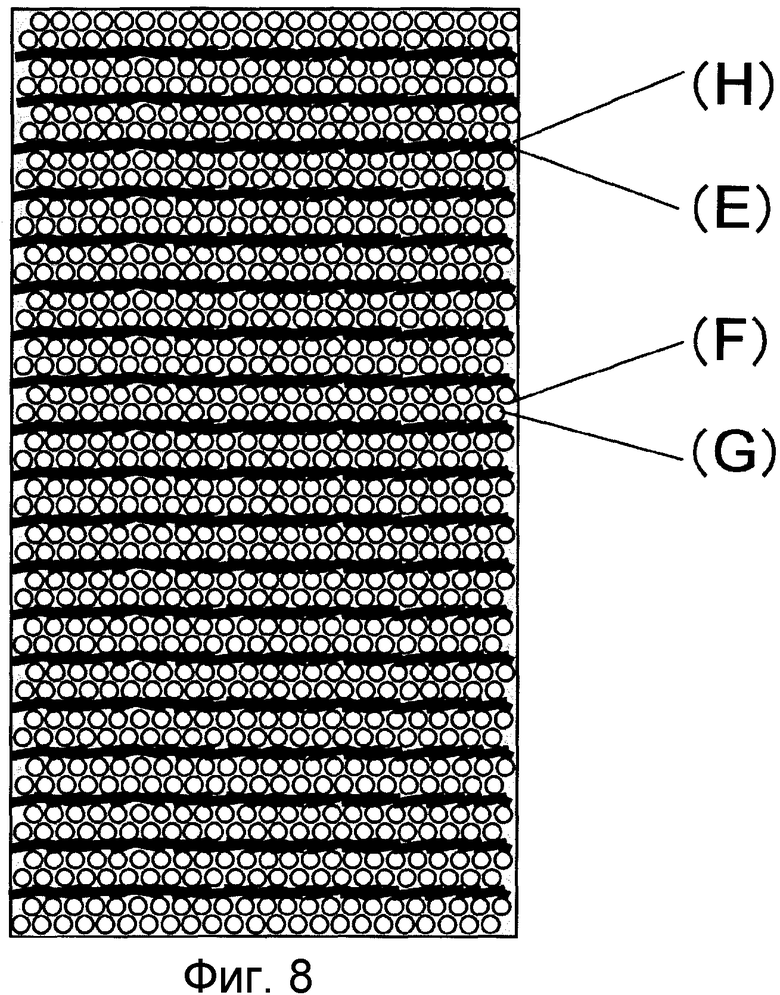
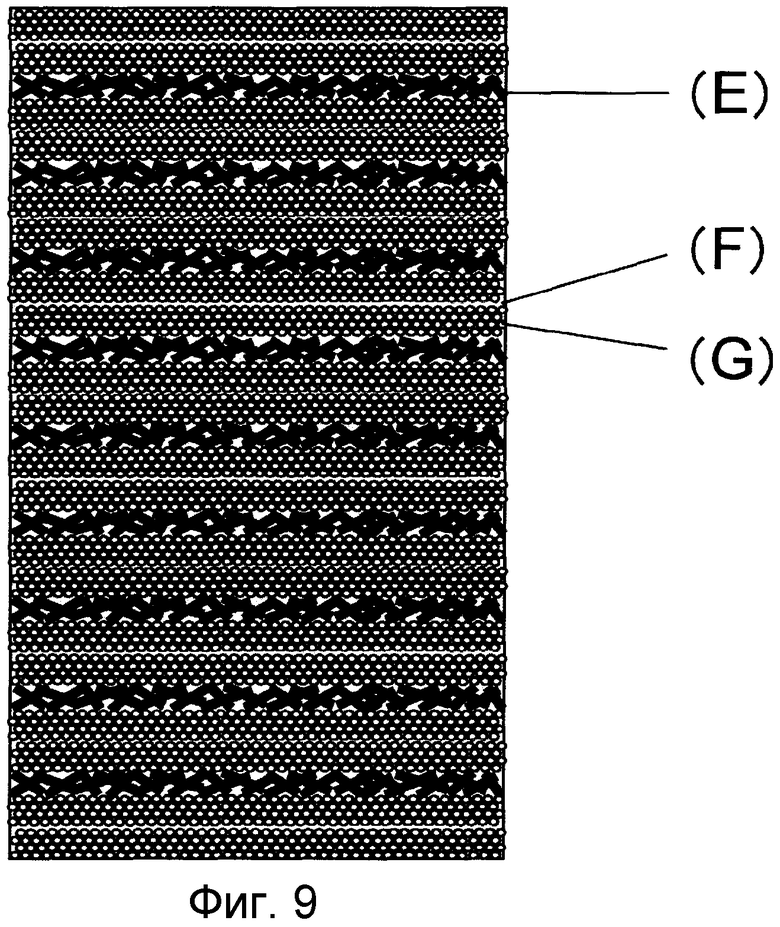
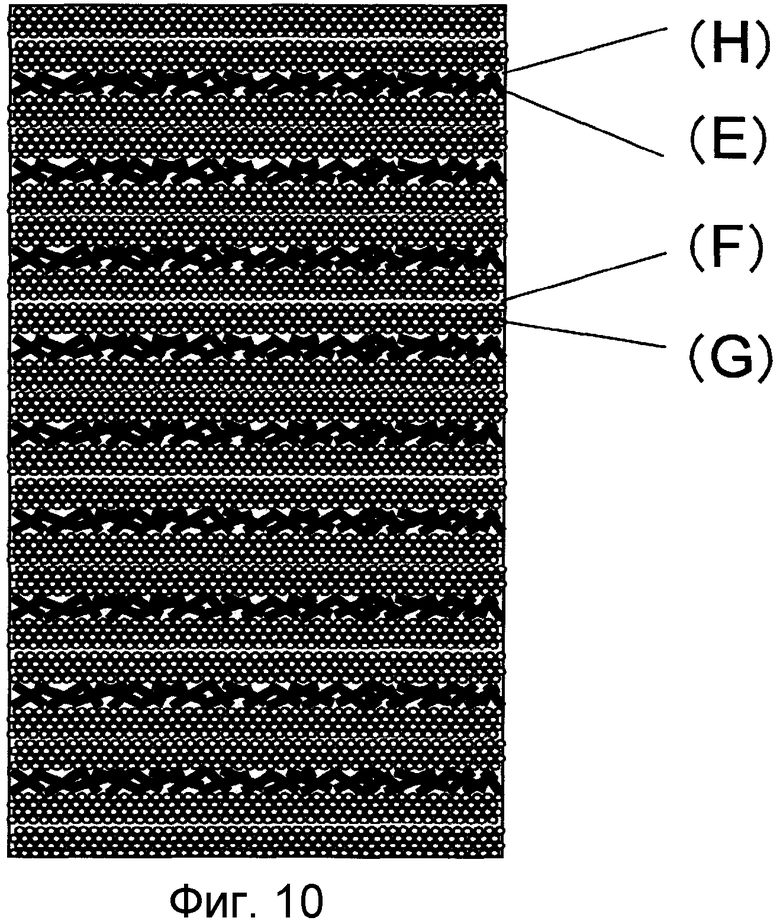
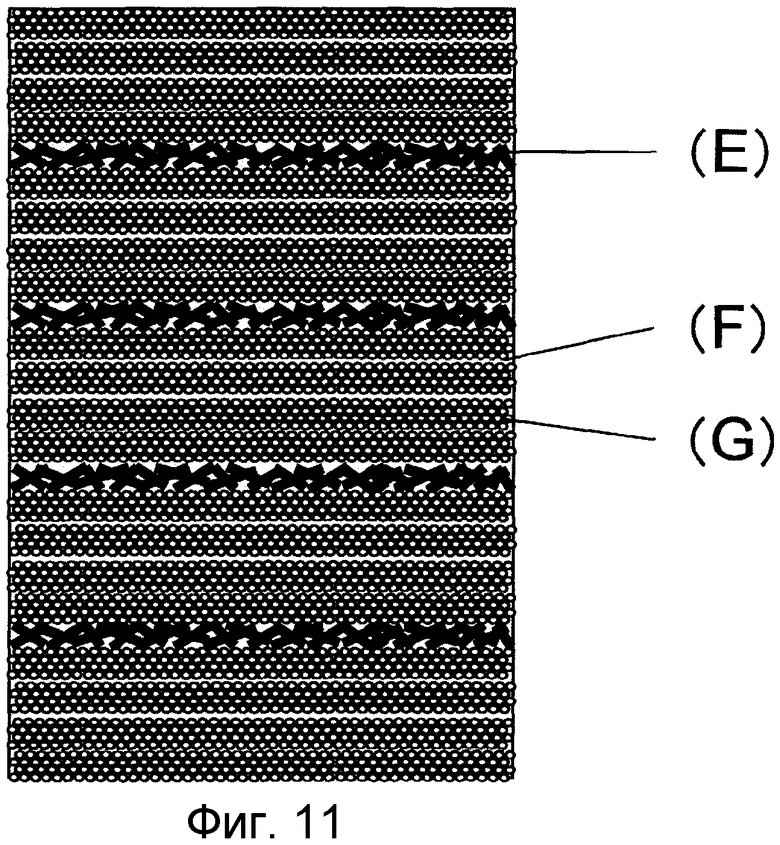
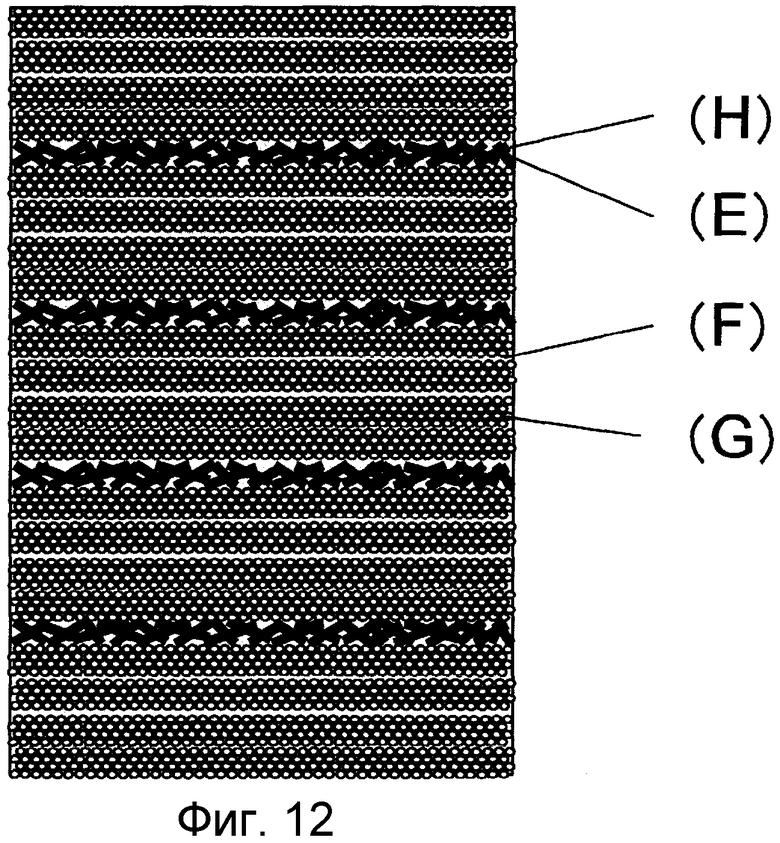
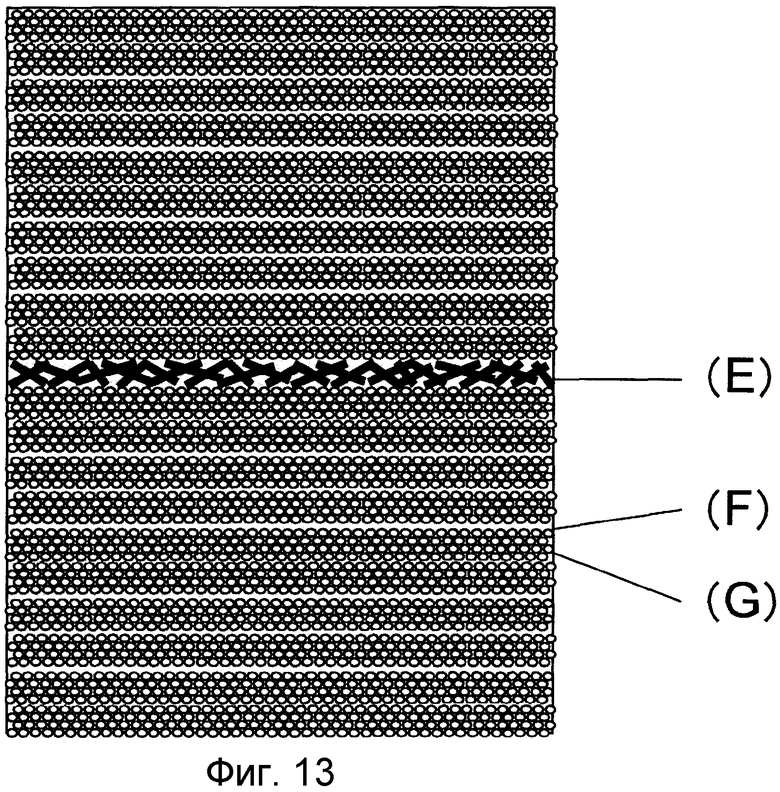
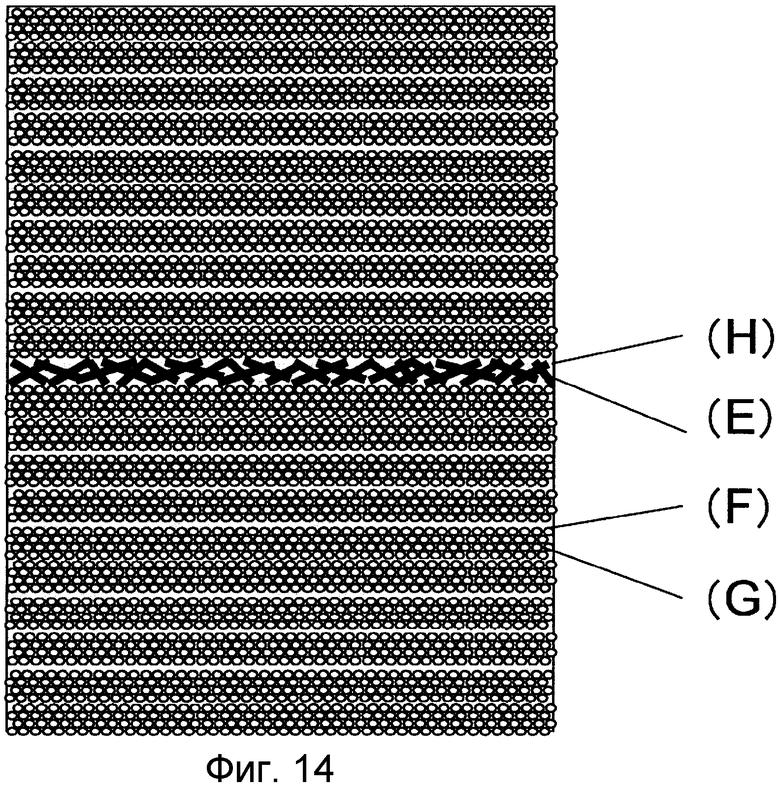
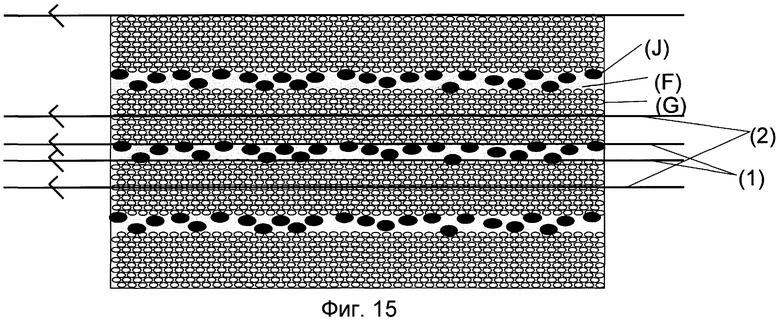
Изобретение относится к композитным материалам и касается препрега, армированного волокнами композитного материала, и способа производства препрега. Препрег содержит компоненты (А), (В) и (С), где компонент (А) размещен на одной поверхности или на обеих поверхностях слоя, содержащего компоненты (В) и (С). Компонент (А) - нетканый материал, содержащий термопластичный эластомер и/или полиолефин, который имеет значение tan δ 0,06 или больше при 10ºС, измеренное при измерении вязкоэластичности, и является несовместимым с компонентом (В), (В) - первая композиция эпоксидной смолы, (С) - армирующее волокно. Способ производства препрега включает стадии пропитки компонента (С) компонентом (В) с получением предшественника препрега и прикрепления компонента (А) на предшественник препрега. Изобретение обеспечивает создание армированного волокнами композитного материала, имеющего прекрасную жесткость, прочность и характеристику демпфирования колебаний, а также препрега, который может быть использован соответствующим образом для производства армированного волокнами композитного материала. 3 н. и 19 з.п. ф-лы, 15 ил., 33 табл., 103 пр.
1. Препрег, содержащий компоненты (А)-(С), приведенные ниже, где компонент (А) размещен на одной поверхности или на обеих поверхностях слоя, содержащего компоненты (В) и (С):
(A) нетканый материал, содержащий термопластичный эластомер и/или полиолефин, который имеет значение tan δ 0,06 или больше при 10°С, измеренное при измерении вязкоэластичности, и является несовместимым с компонентом (В);
(B) первая композиция эпоксидной смолы; и
(C) армирующее волокно.
2. Препрег по п.1, где компонент (А) представляет собой нетканый материал, содержащий термопластичный эластомер.
3. Препрег по п.1, где компонент (А) представляет собой нетканый материал, содержащий полиолефин.
4. Препрег по п.2, где компонент (А) представляет собой нетканый материал, содержащий термопластичный эластомер, выбранный из термопластичного эластомера на основе полиамида, имеющего структуру полиамида и структуру простого полиэфира, и термопластичного эластомера на основе сложного полиэфира, имеющего структуру сложного полиэфира и структуру простого полиэфира.
5. Препрег по любому из пп.1-4, где компонент (А) имеет вес материала от 5 до 100 г/м2.
6. Препрег по любому из пп.1-4, где компонент (В) содержит эпоксидную смолу, имеющую эпоксидный эквивалент от 800 до 5500.
7. Препрег по п.5, где компонент (В) содержит эпоксидную смолу, имеющую эпоксидный эквивалент от 800 до 5500.
8. Препрег по п.1, где компонент (С) представляет собой углеродное волокно.
9. Препрег по п.8, где компонент (С) представляет собой углеродное волокно, имеющее модуль упругости при растяжении от 230 до 550 ГПа.
10. Препрег по п.3, где смола, которая составляет компонент (А), имеет удельный вес 0,95 или меньше.
11. Препрег по любому из пп.1, 7-9, где препрег дополнительно содержит компонент (D), который приведен ниже, и компонент (А) размещен в состоянии, когда он находится в компоненте (D), на одной поверхности или на обеих поверхностях слоя, содержащего компоненты (В) и (С):
(D) вторая композиция эпоксидной смолы, которая несовместима с компонентом (А).
12. Препрег по п.5, где препрег дополнительно содержит компонент (D), который приведен ниже, и компонент (А) размещен в состоянии, когда он находится в компоненте (D), на одной поверхности или на обеих поверхностях слоя, содержащего компоненты (В) и (С):
(D) вторая композиция эпоксидной смолы, которая несовместима с компонентом (А).
13. Препрег по п.6, где препрег дополнительно содержит компонент (D), который приведен ниже, и компонент (А) размещен в состоянии, когда он находится в компоненте (D), на одной поверхности или на обеих поверхностях слоя, содержащего компоненты (В) и (С):
(D) вторая композиция эпоксидной смолы, которая несовместима с компонентом (А).
14. Препрег по п.7, где препрег дополнительно содержит компонент (D), который приведен ниже, и компонент (А) размещен в состоянии, когда он находится в компоненте (D), на одной поверхности или на обеих поверхностях слоя, содержащего компоненты (В) и (С):
(D) вторая композиция эпоксидной смолы, которая несовместима с компонентом (А).
15. Препрег по п.11, где масса компонента (D), которым пропитана единица площади компонента (А), составляет от 95 до 130% значения d, которое определяют по формуле

А - вес материала (г/м2) компонента (А);
α - удельный вес (г/см3) смолы, которая составляет компонент (А);
β - толщина (мкм) компонента (А); и
γ - удельный вес (г/см3) отвержденного продукта компонента (D).
16. Способ производства препрега по любому из пп.1-15, включающий стадии: пропитки компонента (С) компонентом (В) с получением предшественника препрега; и прикрепления компонента (А) на предшественник препрега.
17. Армированный волокнами композитный материал, содержащий компоненты (E)-(G), приведенные ниже, где большое число слоев, каждый из которых содержит компоненты (F) и (G), ламинированы вместе, и компонент (Е) размещен между слоями, каждый из которых содержит компоненты (F) и (G):
(Е) нетканый материал, содержащий термопластичный эластомер и/или полиолефин, который имеет значение tan δ 0,06 или больше при 10°С, и несовместим с третьей композицией эпоксидной смолы;
(F) отвержденный продукт третьей композиции эпоксидной смолы; и
(G) армирующее волокно.
18. Армированный волокнами композитный материал по п.17, где компонент (Е) представляет собой нетканый материал, содержащий термопластичный эластомер.
19. Армированный волокнами композитный материал по п.17, где компонент (Е) представляет собой нетканый материал, содержащий полиолефин.
20. Армированный волокнами композитный материал по любому из пп.17-19, где армированный волокнами композитный материал дополнительно содержит компонент (Н), приведенный ниже, и компонент (Е) размещен в состоянии, когда он находится в компоненте (Н), между слоями, каждый из которых содержит компоненты (F) и (G):
(Н) отвержденный продукт четвертой композиции эпоксидной смолы.
21. Армированный волокнами композитный материал по любому из пп.18 и 19, где компонент (Е) находится в армированном волокнами композитном материале в количестве от 2 до 20% масс.
22. Армированный волокнами композитный материал по п.20, где компонент (Е) находится в армированном волокнами композитном материале в количестве от 2 до 20% масс.
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| КОМПОЗИЦИЯ, ИСПОЛЬЗУЕМАЯ ДЛЯ СШИВАНИЯ ЦЕПЕЙ | 2001 |
|
RU2278126C2 |
| АРМИРОВАННЫЙ СТЕКЛОВОЛОКНОМ ПРЕПРЕГ (ВАРИАНТЫ), ЛАМИНАТ (ВАРИАНТЫ) | 1999 |
|
RU2212381C2 |

