Изобретение относится к способу подготовки к окислительной регенерации катализаторов гидрогенизационных процессов, содержащих оксид металла группы VIB и оксид металла группы VIII и может найти применение в нефтеперерабатывающей промышленности.
В нефтеперерабатывающей промышленности используется окислительная регенерация катализаторов как без извлечения катализатора из реактора (insitu), так и вне реактора exsitu. До начала 2000-х годов на заводах практически всегда осуществлялась окислительная регенерация в том же реакторе, в котором проводился процесс гидроочистки. Основные недостатки такого способа регенерации - невозможность поддержания условий (температуры, состава газовой среды) во всем объеме катализатора. Избыточная температура при регенерации в реакторе - наиболее распространенная причина необратимого разрушения катализатора, а иногда и реактора. Заметная потеря катализатором стойкости к раздавливанию происходит при регенерации катализатора при температурах выше 650°С. При температурах выше 815°С происходит частичное образование α-Аl2О3, резко снижается и активность, и прочность на раздавливание. Изменяется пористая структура катализатора: снижается площадь поверхности и объем пор. Выше 700°С может происходить сублимация молибдена в виде МoО3, которая обнаруживается по появлению серебристых игольчатых кристаллов на холодных участках слоя катализатора, на фарфоровых шарах и т.д. Выше 540°С могут образовываться каталитически неактивные шпинели NiAl2O4, а выше 650°С - СоАl2O4.
Современные катализаторы гидроочистки должны обладать высокой каталитической активностью. Для получения моторных топлив, удовлетворяющих требованиям стандартов Евро-4 или Евро-5, необходимо удаление более чем 99.8% всех сернистых соединений. Технологии регенерации катализаторов insitu из-за перечисленных выше недостатков не позволяют восстановить активность катализаторов до уровня выше 80%, что необходимо для достижения указанного качества гидрогенизатов.
В связи с этим в нефтепереработке стали применяться методы регенерации катализаторов exsitu (вне реактора). В этом случае катализатор выгружается из реактора и затаривается в бочки. Для осуществления этой операции от катализатора отпаривают остатки сырья и производят его пассивацию. Пассивация катализатора заключается в окислении в мягких условиях легковоспламеняющихся на воздухе соединений, содержащихся в катализаторе, после чего катализатор практически теряет свои пирофорные свойства. Технически пассивация катализатора осуществляется путем продувки катализатора азотом с низкой объемной долей кислорода в течение 20-24 часов при температуре 180°С. Однако остатки сырья удаляются не полностью. Об этом можно судить по кривым ДТА-ТГА, на которых наблюдается существенное уменьшение массы пассивированного катализатора гидроочисткикак дизельных фракций, так и вакуумных газойлей при нагревании образца в инертной среде при температурах выше 200°С. Далее катализатор транспортируется на специальное предприятие, где происходит его окислительная регенерация.
Подготовка катализаторов гидрогенизационных процессов к окислительной регенерации заключается в 1) обработке растворителем для удаления остатков сырья; 2) извлечении тяжелых металлов (Fe, V, Ni), которые в виде сульфидов остаются на поверхности катализатора после окончания цикла, комплексообразователями. Удаление остатков сырья и извлечение тяжелых металлов можно осуществить в одну стадию путем обработки катализатора смесью растворителя и комплексообразователя.
Описан «Способ активации катализатора гидроочистки» RU 2351634 С2, который включает контактирование катализатора с кислотой и органической добавкой. Данный способ имеет недостатки, т.к. контактирование катализатора проводится уже после термической стадии обработки закоксованного катализатора. Это приводит к тому, что для металлов-загрязнителей при повышенной температуре происходит формирование устойчивых фаз, в том числе типа шпинелей и молибдатов. Как следствие удаление этих примесей после прокаливания не может быть проведено достаточно глубоко, это приводит к их участию в цикле повторного использования катализатора, что меняет его химический состав и может, в конечном счете, приводить к более интенсивному их закоксовыванию и преждевременной дезактивации.
Наиболее близким к предлагаемому является способ удаления загрязняющих тяжелых металлов, описанный в [M. Marafi, A. Stanislaus, Е. Furimsky. Handbook of spent hydroprocessing catalysts. Elsevier, 2010. P. 203-207]. Описанный способ предполагает контактирование катализатора до термической стадии регенерации с водным раствором, содержащим комплексообразователь (щавелевую кислоту) и пероксид водорода. Описанный способ имеет следующие недостатки: при подготовке катализатора к регенерации используется водный раствор комплексообразователя, включающий в свой состав, в том числе, перекись водорода, что формирует поток эмульсии «экстрагированные углеводороды - вода - комплексное соединение металла - перекись водорода». Дальнейшая переработка такого потока связана с необходимостью его разделения и осушки углеводородной фазы. Выделение металлов из раствора осложнено наличием неразложившейся перекиси водорода. Использование самой перекиси удорожает процесс, требует применения более дорого оборудования и систем контроля и безопасности на производстве, специального оборудования для транспорта и хранения перекиси водорода. Отличие предлагаемого решения заключается в двух моментах: экстрагирующие металлы-загрязнители агенты смешаны с углеводородными растворителями для удаления остатков сырья, т.е. отмывка от остатков продуктов и удаление загрязняющих примесей металлов происходят одновременно; при обработке не используется перекись водорода. Регенерация использованного раствора осуществляется путем пропускания раствора через слой крошки катализаторов гидрогенизационных процессов, полученной при рассеве прокаленного катализатора.
Технический результат достигается в способе подготовки катализаторов гидрогенизационных процессов к окислительной регенерации путем обработки пассивированного сульфидного катализатора смесью, в которой растворен комплексообразователь, причем используется смесь бутилцеллозольва и нефраса в массовых соотношениях от 10:90 до 90:10, а в качестве комплексообразователя используется щавелевая, или винная, или лимонная кислоты, при этом концентрация комплексообразователя составляет от 1 до 4% масс., степень извлечения составляет не менее 30% отн., степень извлечения V составляет не менее 40% отн., степень извлечения Fe составляет не менее 25% отн. Способ регенерации раствора комплексообразователя путем его пропускания через слой крошки катализаторов гидрогенизационных процессов, полученной при рассеве катализаторов, прокаленных при 500°С, для регенерации раствора использован Со-Мо/Аl2О3 катализатор гидроочистки дизельного топлива, степень извлечения NiO из регенерируемого раствора составляет не менее 92% отн., степень извлечения V2O5 из регенерируемого раствора составляет не менее 91% отн., степень извлечения Fe3O4 из регенерируемого раствора составляет не менее 89% отн.
Результат достигается при одновременной экстракцииостатков сырья, т.е. отмывки от остатков продуктов и удаления загрязняющих примесей (металлов) с помощью раствора нефраса и бутилцеллозольва (БЦЗ) в соотношениях от 90:10 до 10:90 (по массе) и комплексообразователя, выбранного из щавелевой, винной или лимонной кислот, взятый в количестве от 1 до 4% масс. на раствор. Изобретение включает так же способ регенерации полученного раствора путем контактирования полученного раствора с крошкой Со-Мо/Аl2О3 катализатора гидроочистки дизельного топлива, полученной при рассеве регенерированного катализатора.
Для испытания предложенных технических решений был использован промышленные катализаторы гидроочистки дизельных фракций и вакуумного газойля, пассивированные в реакторах. Характеристика катализаторов приведена в табл. 1.
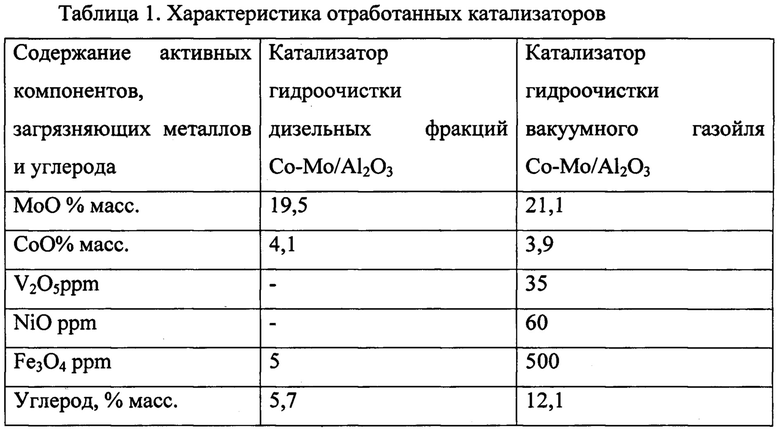
Состав раствора для обработки катализаторов и содержание загрязнителей после обработки приведены в табл. 2.
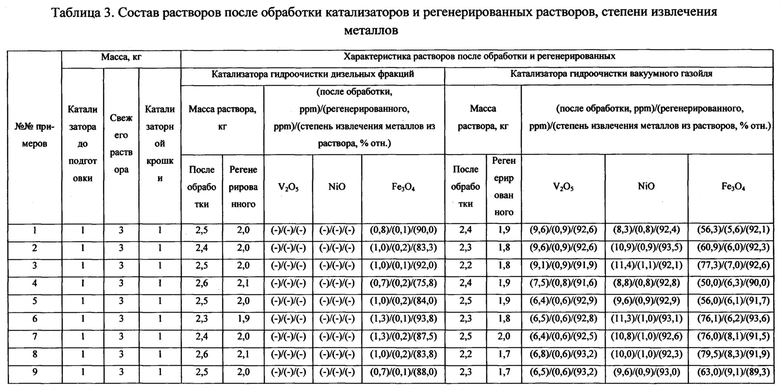
В таблице 3 приведены результаты регенерации промывного раствора, которая оценивалась по снижению концентрации загрязняющих металлов. Свежий раствор не содержит V, Niи Fe.

Пример 1.
В обработку взято по 1 кг закоксованных катализаторов гидроочистки дизельных фракций и вакуумного газойля. Обработку каждого из них, выполняли 3 кг раствора, содержащего БЦЗ и нефрас в соотношении 10:90 (по массе) и щавелевую кислоту в концентрации 1% масс. на раствор.
В результате обработки закоксованного катализатора гидроочистки дизельных фракций получили 2,5 кг раствора, содержащего 0,8 мг/(кг раствора) Fе3О4. Сушку подготовленного катализатора выполняли при 200°С, после чего в образце найдено содержание углерода, равное 5,1% масс. и содержание оксида металла соответственно 3 ppmFe3O4. Полученный раствор, массой 2,5 кг, контактировали с 1 кг крошки Со-Мо/Аl2О3 катализатора гидроочистки дизельного топлива. В результате контактирования полученный раствор, массой 2,0 кг содержал 0,1 мг/(кг раствора) Fe3O4. Степень извлечения оксида металла из катализаора составила 40%. Степень извлечения оксида металла из раствора рассчитывали, принимая во внимание возвращение в процесс растворителя после сушки крошки. Степень извлечения оксида металла из раствора составила 90,0% отн.
В результате обработки закоксованного катализатора гидроочистки вакуумного газойля получили 2,4 кг раствора, содержащего 9,6 мг/(кг раствора) V2O5, 8,3 мг/(кг раствора) NiO, 56,3 мг/(кг раствора) Fe3O4. Сушку подготовленного катализатора выполняли при 200°С, после чего в образце найдено содержание углерода, равное 11,3% масс. и содержание оксидов металлов соответственно 25 ppm на V2O5, 40 ppm на NiO, 395 ppm на Fe3O4. Полученный раствор, массой 2,4 кг, контактировали с 1 кг крошки Со-Мо/Аl2О3 катализатора гидроочистки дизельного топлива. В результате контактирования полученный раствор, массой 1,9 кг содержал 0,9 мг/(кг раствора) V2O5, 0,8 мг/(кг раствора) NiO, 5,6 мг/(кг раствора) Fe3O4.
Степени извлечения оксидов металлов из катализатора составили: 66% отн. на V2O5, 33% отн. на NiO, 27% отн. на Fe3O4.
Степени извлечения оксидов металлов из раствора рассчитывали, принимая во внимание возвращение в процесс растворителя после сушки крошки. Степень извлечения оксида металла из раствора составила: 92,6% отн. на V2O5, 92,4% отн. на NiO, 92,1% отн. на Fe3O4.
Примеры 2-9.
Аналогично примеру 1. Сведения о составах свежих растворов и составах подготовленных катализаторов представлены в табл. 2. Сведения о массах и составах полученных при обработке катализатора и пропускании через катализаторную крошку растворов (регенерированных растворах) и степенях извлечения металлов из растворов представлены в таблице 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТАЛИЗАТОР, СПОСОБ ПРИГОТОВЛЕНИЯ НОСИТЕЛЯ, СПОСОБ ПРИГОТОВЛЕНИЯ КАТАЛИЗАТОРА И СПОСОБ ГИДРООЧИСТКИ УГЛЕВОДОРОДНОГО СЫРЬЯ | 2015 |
|
RU2639159C2 |
| КАТАЛИЗАТОР ГЛУБОКОЙ ГИДРООЧИСТКИ НЕФТЯНЫХ ФРАКЦИЙ И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ | 2015 |
|
RU2631424C2 |
| Состав и способ приготовления катализаторов гидроочистки смеси дизельных фракций | 2016 |
|
RU2700712C2 |
| Способ реактивации катализатора гидроочистки дизельного топлива | 2020 |
|
RU2758845C1 |
| КОМПЛЕКСНЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ АКТИВНОСТИ КАТАЛИЗАТОРОВ ГИДРОПРОЦЕССОВ | 2020 |
|
RU2748975C1 |
| Катализатор глубокой гидроочистки вакуумного газойля и способ его приготовления | 2017 |
|
RU2694370C2 |
| Состав и способ приготовления катализаторов гидроочистки дизельных фракций | 2016 |
|
RU2700713C2 |
| КАТАЛИЗАТОР ЗАЩИТНОГО СЛОЯ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2018 |
|
RU2699225C1 |
| Способ совместной гидропереработки растительного и нефтяного сырья | 2019 |
|
RU2726616C1 |
| КАТАЛИЗАТОР ГИДРООЧИСТКИ ТЯЖЕЛЫХ НЕФТЯНЫХ ФРАКЦИЙ И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ | 2008 |
|
RU2414963C2 |
Изобретение относится к способу подготовки катализаторов гидроочистки к окислительной регенерации путем обработки пассивированного сульфидного катализатора, содержащего NiO, V2O5, Fe3O4, смесью бутилцеллозольва и нефраса, в которой растворен комплексообразователь, выбранный из щавелевой, винной или лимонной кислоты. Также изобретение относится к способу регенерации раствора комплексообразователя, полученного после осуществления способа обработки пассивированного сульфидного катализатора. Технический результат заключается в увеличении каталитической активности. 2 н. и 6 з.п. ф-лы, 3 табл., 9 пр.
1. Способ подготовки катализаторов гидроочистки к окислительной регенерации путем обработки пассивированного сульфидного катализатора, содержащего NiO, V2O5, Fe3O4, смесью бутилцеллозольва и нефраса, в которой растворен комплексообразователь, выбранный из щавелевой, винной или лимонной кислоты.
2. Способ по п. 1, отличающийся тем, что используется смесь бутилцеллозольва и нефраса в соотношения от 10:90 до 90:10 по массе.
3. Способ по п. 1, отличающийся тем, что в качестве комплексообразователя используется щавелевая, или винная, или лимонная кислота.
4. Способ по п. 3, отличающийся тем, что концентрация комплексообразователя составляет от 1 до 4% масс.
5. Способ по п. 3, отличающийся тем, что степень извлечения NiO составляет не менее 30% отн., степень извлечения V2O5 составляет не менее 40% отн., степень извлечения Fe3O4 составляет не менее 25% отн.
6. Способ регенерации раствора комплексообразователя, полученного после осуществления способа обработки пассивированного сульфидного катализатора, содержащего NiO, V2O5, Fe3O4, по п. 1, путем его пропускания через слой крошки катализатора гидроочистки Со-Мо/Al2O3, полученной при рассеве катализаторов, прокаленных при 500°С.
7. Способ по п. 6, отличающийся тем, что для регенерации раствора использован Со-Мо/Al2O3 катализатор гидроочистки дизельного топлива.
8. Способ по п. 7, отличающийся тем, что степень извлечения NiO из регенерируемого раствора составляет не менее 92% отн., степень извлечения V2O5 из регенерируемого раствора составляет не менее 91% отн., степень извлечения Fe3O4 из регенерируемого раствора составляет не менее 89% отн.
| Способ регенерации дезактивированного катализатора гидроочистки | 2016 |
|
RU2627498C1 |
| US 20170036196 А1, 09.02.2017 | |||
| MARAFI M | |||
| et al | |||
| Handbook of spent hydroprocessing catalysts, Elsevier, 2010, p.p.201-207 | |||
| СПОСОБ АКТИВАЦИИ КАТАЛИЗАТОРА ГИДРООЧИСТКИ | 2004 |
|
RU2351634C2 |

