Данная заявка на патент подается в соответствии с договором о патентной кооперации, которая испрашивает преимущество и приоритет согласно предварительной заявки на патент США № 62/068 307, поданной 24 октября 2014 г. и обычной заявки на патент США № 14/920 658, поданной 22 октября 2015 г., содержание которой полностью включено в настоящую заявку посредством ссылки.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Область техники, к которой относится изобретение
Настоящее изобретение относится к способам удаления соединений фосфора из жидких углеводородов, включая окислительный способ удаления фосфинов из жидких углеводородов, например, побочных продуктов из технологических процессов реакции метатезиса или технологии конверсии олефинов, включая смеси, полученные при производстве бутенов.
Предпосылки создания изобретения
Более жесткие требования к топливу на основе углеводородов являются одной из причин удаления фосфорсодержащих примесей из жидких углеводородов и фракций, которые используются для производства углеводородного топлива, например, керосина, газолина, авиационного топлива, дизельного топлива и т.д. Отводимый из технологических процессов реакции метатезиса или технологии конверсии олефинов углеводород, который представляет собой жидкий углеводород, содержащий длинноцепочечные углеводородные олефины (C≥4), является одним из видов сырья, смешиваемого вместе с другими углеводородными фракциями для получения, например, газолина. Одним из источников отводимого из технологических процессов реакции метатезиса или технологии конверсии олефинов углеводорода, является побочный продукт производства бутенов (применяемого для получения пропилена) при димеризации этилена. Если в процессе производства бутенов катализаторы используют фосфорсодержащие лиганды, то получаемые жидкий углеводород может содержать соединения фосфора, например, в виде свободных лигандов. В некоторых случаях наличие данных примесей фосфорных соединений делает менее пригодным использование жидкого углеводорода для смешивания с газолином. Поэтому крайне желательна разработка способов эффективного и действенного удаления таких фосфорных соединений из жидких углеводородов.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩЕСТВА ИЗОБРЕТЕНИЯ
Описываются способы удаления соединений фосфора из реакционной смеси. В некоторых вариантах осуществления способ удаления соединений фосфора из жидких углеводородов включает:
(а) взаимодействие жидкого углеводорода с водным раствором, содержащим оксидант, и образование реакционной смеси, содержащей водный компонент и углеводородный компонент, где жидкий углеводород содержит, по меньшей мере, алкен(C4-30)и фосфин(C≤30);
(b) реакцию оксиданта с фосфином(C≤30) с образованием соответствующей окиси фосфина(C≤30);
(с) удаление водного компонента из углеводородного компонента с одновременным удалением окиси фосфина(C≤30) из жидкого углеводорода.
В некоторых вариантах осуществления, оксидант представляет собой гипохлорит натрия (NaClO), гипохлорит калия, гипохлорит кальция, перекись водорода, газообразный хлор, газообразный бром, озон, перуглекислый натрий, перборнокислый натрий, двуокись хлора, кислород, воздух, алкил(C≤12)пероксид, арил(C≤12)пероксид или аралкил(C≤12)пероксид. В некоторых вариантах осуществления, оксидант представляет собой NaClO. В других вариантах осуществления, оксидант представляет собой трет-бутилгидропероксид (TBHP). В некоторых вариантах осуществления, водный раствор является нейтральным. В других вариантах осуществления, водный раствор является кислым. В других вариантах осуществления, водный раствор является основным. В некоторых вариантах осуществления, водный раствор имеет рН от 11 до 14. В некоторых вариантах осуществления, водный раствор имеет рН около 13. В некоторых вариантах осуществления, водный раствор содержит: гидроокись натрия (NaOH), гидроокись калия, гидроокись лития, гидроокись кальция, гидроокись бария, гидроокись стронция или гидроокись магния. В некоторых вариантах осуществления, водный раствор содержит NaOH. В некоторых вариантах осуществления, фосфин(C≤30) представляет собой триалкилфосфин(C≤30), а соответствующая окись фосфина(C≤30) представляет собой триалкилфосфиноксид(C≤30). В некоторых вариантах осуществления, фосфин(C≤30) представляет собой трибутилфосфин, а соответствующая окись фосфина(C≤30) представляет собой трибутилфосфиноксид. В некоторых вариантах осуществления, молярное соотношение оксиданта к фосфину(C≤30) составляет от 0,25:1 до 5:1. В некоторых вариантах осуществления, молярное соотношение оксиданта к фосфину(C≤30) составляет 1:1. В некоторых вариантах осуществления, стадия (b) дополнительно содержит перемешивание водного компонента с углеводородным компонентом. В некоторых вариантах осуществления, стадия (b) дополнительно содержит реакцию оксиданта с фосфином(C≤30) при температуре от 1°C до 150°C. В некоторых вариантах осуществления стадия (b) дополнительно содержит реакцию оксиданта с фосфином(C≤30) длительностью от 1 секунды до 120 минут. В некоторых вариантах осуществления, способ дополнительно содержит стадию промывки, в которой отделенный на стадии (с) углеводородный компонент промывается вторым водным раствором. В некоторых вариантах осуществления, промывка вторым водным раствором осуществляется в экстракционной колонне. В некоторых вариантах осуществления, жидкий углеводород получали реакцией димеризации этилена. В некоторых вариантах осуществления, жидкий углеводород представляет собой газолин или прекурсор газолина В некоторых вариантах осуществления, фосфин(C≤30) получали из катализатора, использованного для ускорения реакции димеризации. В некоторых вариантах осуществления, катализатор представляет собой никелевый катализатор с одним или несколькими лигандами фосфина (C≤30). В некоторых вариантах осуществления, жидкий углеводород дополнительно содержит алкан(C≤30). В некоторых вариантах осуществления, жидкий углеводород дополнительно содержит алкены(C5-10). В некоторых вариантах осуществления, способы приводят к удалению более 50% соединений фосфора из жидкого углеводорода, что подтверждается измерениями методом рентгеновской люминесценции и газожидкостной хроматографией. В некоторых вариантах осуществления, способ снижает объемную долю соединений фосфора в жидком углеводороде до менее чем 25 ч/млн. В некоторых вариантах осуществления, если оксидант представляет собой гипохлорит, то водный раствор является основным и реакция протекает за период времени достаточный для преобразования хлорорганических соединений в соответствующую окись.
Хотя раскрыты многочисленные варианты осуществления, но специалистам в отрасли техники, к которой относится данное изобретение очевидны и другие варианты осуществления настоящего изобретения из последующего подробного описания. Очевидно, что возможны различные модификации изобретения в различных очевидных аспектах, не отходя от сущности и объема настоящего раскрытия. Соответственно, чертежи и подробное описание следует рассматривать как иллюстративные и не ограничивающие объем изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Следующие чертежи являются частью настоящего описания и включены для дополнительного разъяснения некоторых вариантов осуществления настоящего изобретения. Изобретение будет лучше понято со ссылкой на один или несколько чертежей в сочетании с подробным описанием представленных здесь конкретных вариантов осуществления изобретения.
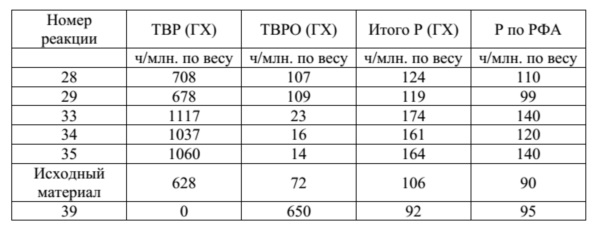
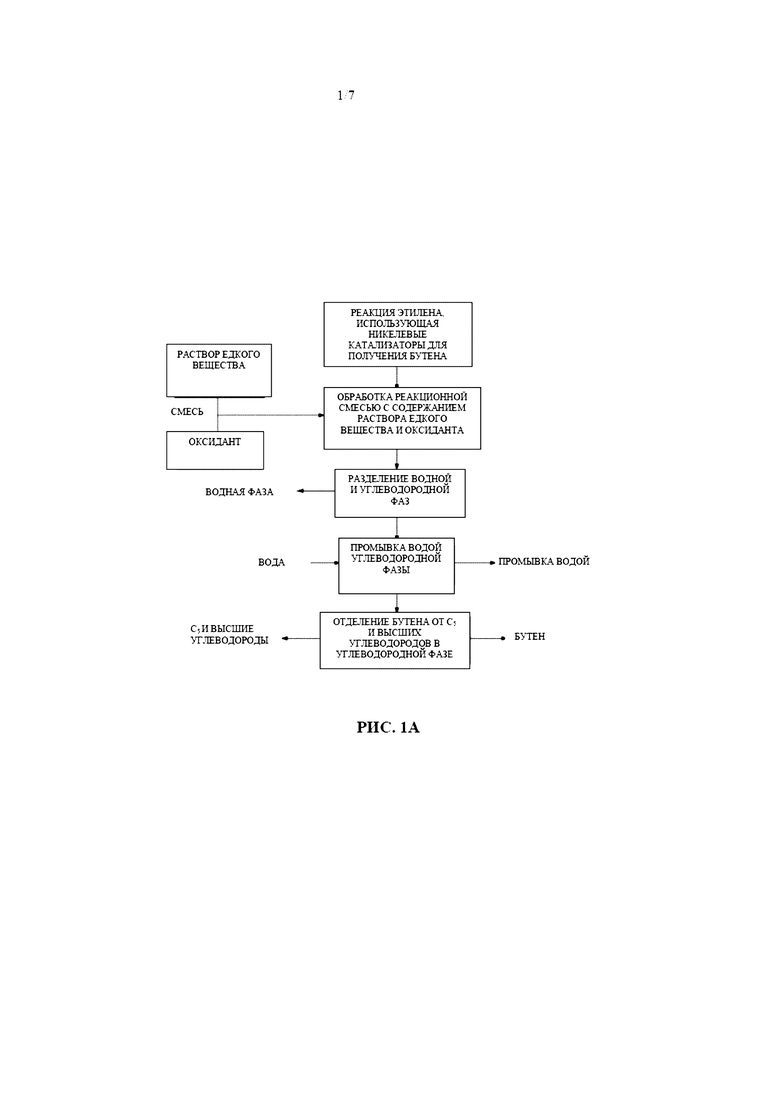
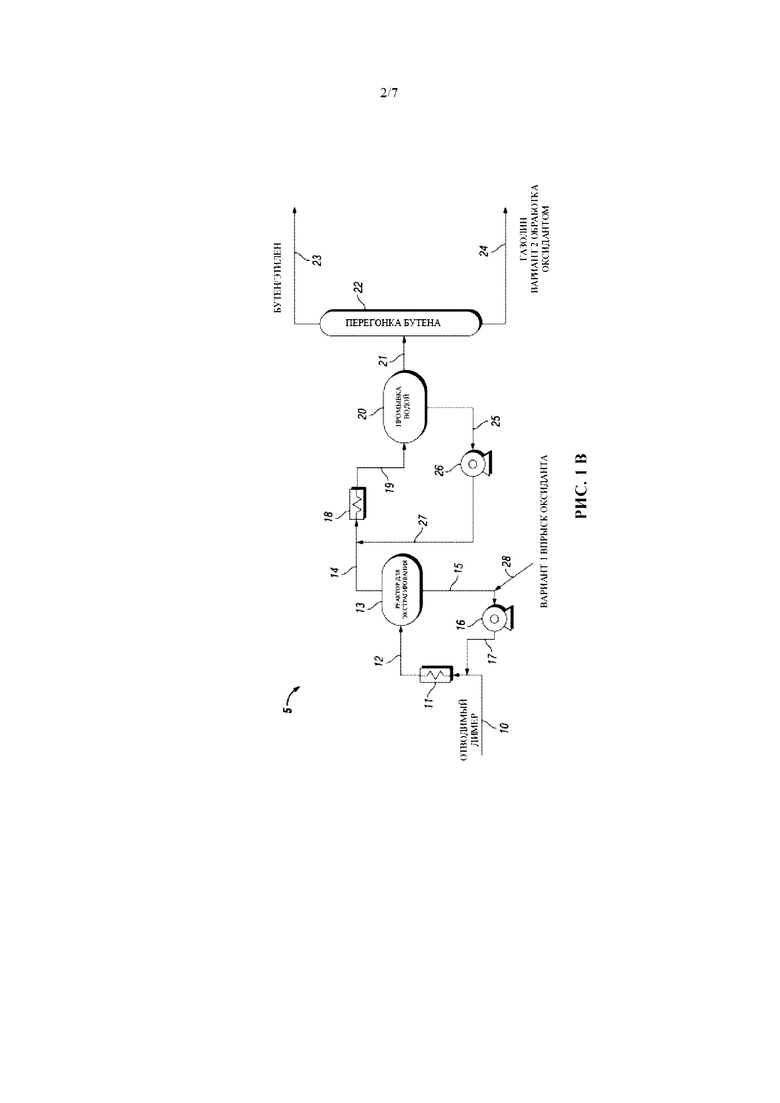
На РИС. 1А представлена блок схема варианта осуществления способа удаления соединений фосфора в процессе производства бутена. На РИС. 1B представлена общая схема технологического процесса варианта удаления соединений фосфора в процессе производства бутена.
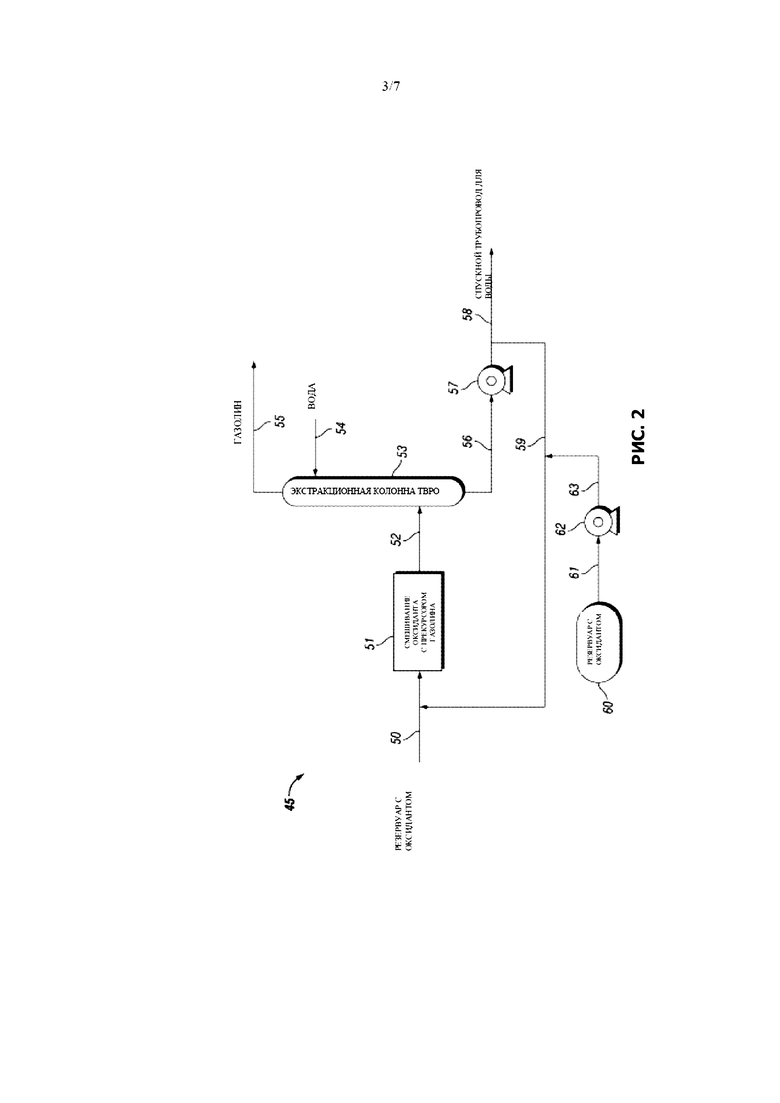
На РИС. 2 представлена схема технологического процесса варианта снижения концентрации фосфора в прекурсоре газолина.
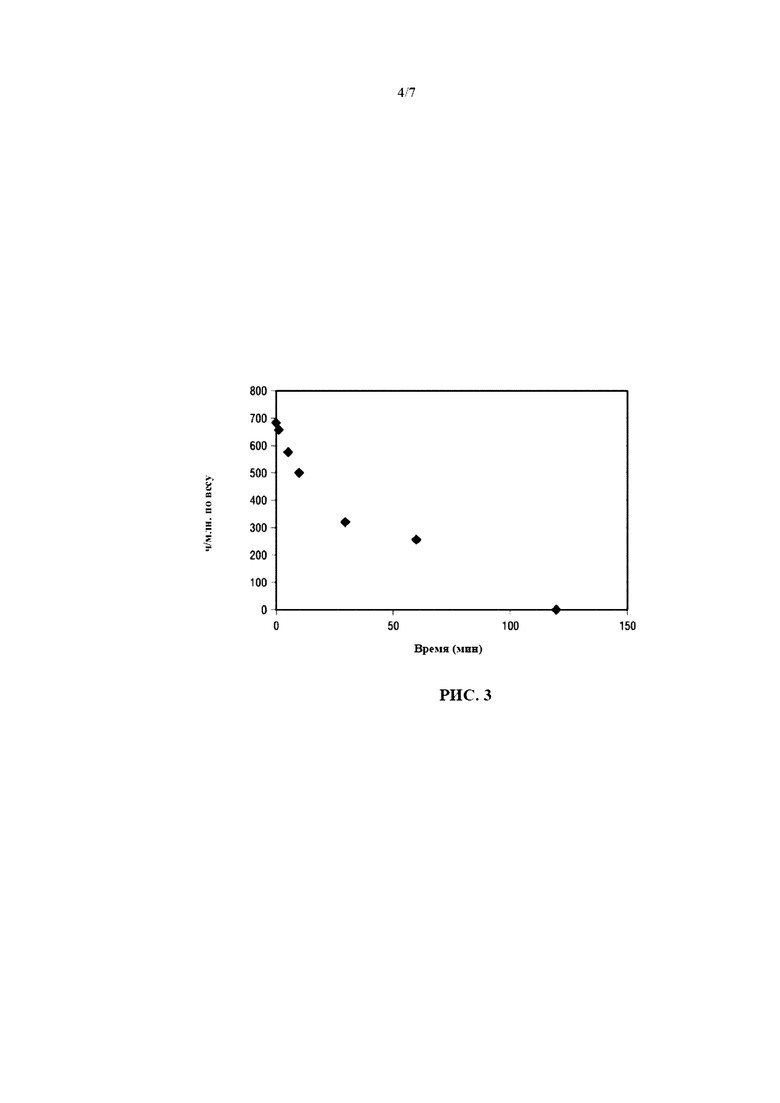
На РИС. 3 представлена концентрация трибутилфосфина в углеводородной фазе после различной длительности реакции при концентрации 4000 ч/млн. по весу хлорита натрия в 1 вес. % едкого вещества. При использовании раствора отбеливателя (4000 ч/млн. по весу. в 1 вес.% едкого вещества) было обнаружено, что в ходе реакции константа первого порядка кажущейся скорости (k) концентрации трибутилфосфина довольно мала и составляет 0,018 мин-1.
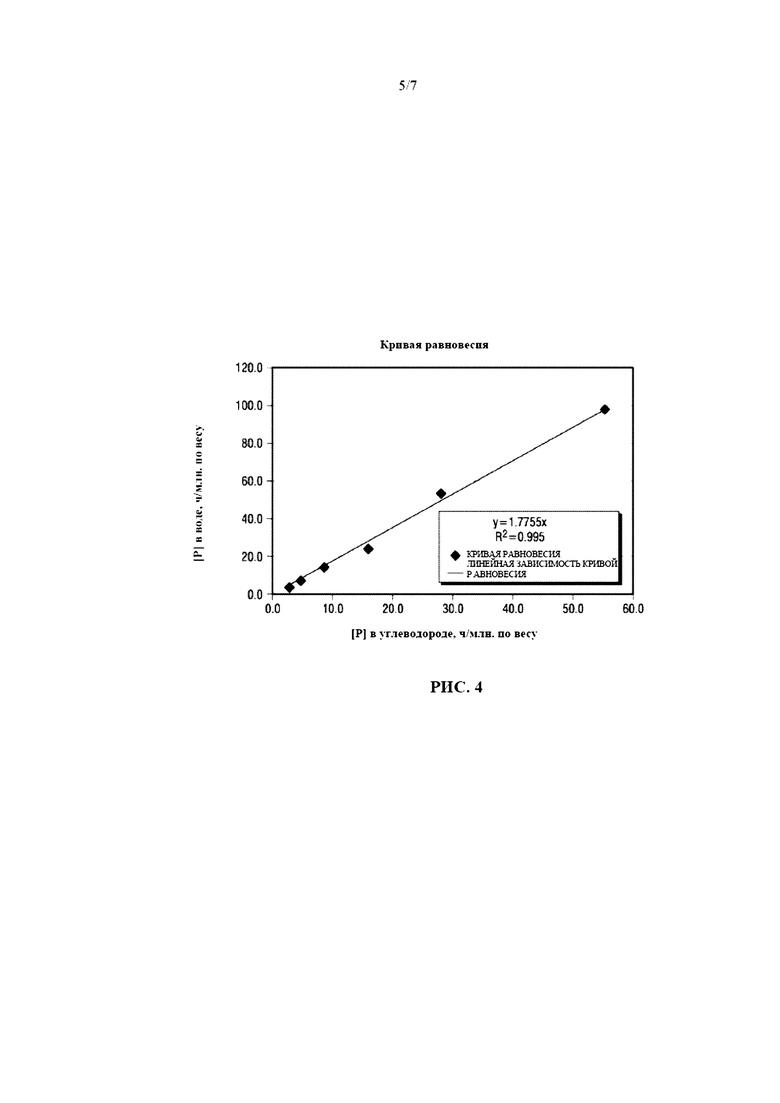
На РИС. 4 представлено экстрагирование трибутилфосфиноксида из прекурсора газолина в водную фазу при комнатной температуре, где прекурсор газолина имеет концентрацию соединения фосфора, составляющую от 5 до 100 ч/млн. по весу. Результаты показали, что коэффициент разделения довольно постоянен при комнатной температуре (от 68°F до 70°F) для предлагаемых концентраций соединений фосфора, составляющих от 5 ч/млн. по весу до 100 ч/млн. по весу.
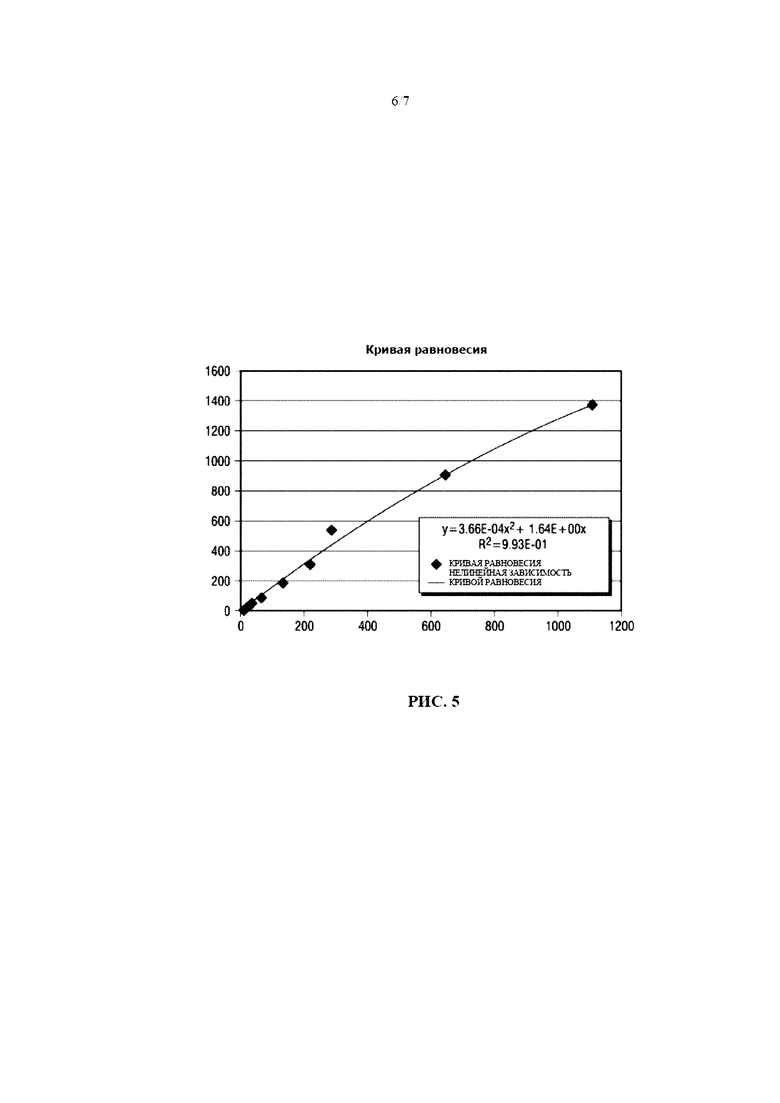
На РИС. 5 представлено экстрагирование трибутилфосфиноксида из прекурсора газолина в водную фазу при комнатной температуре (концентрация фосфора составляет от 100 до 1200 ч/млн. по весу). При более высоких концентрациях фосфора эффективность экстрагирования слегка снижалась.
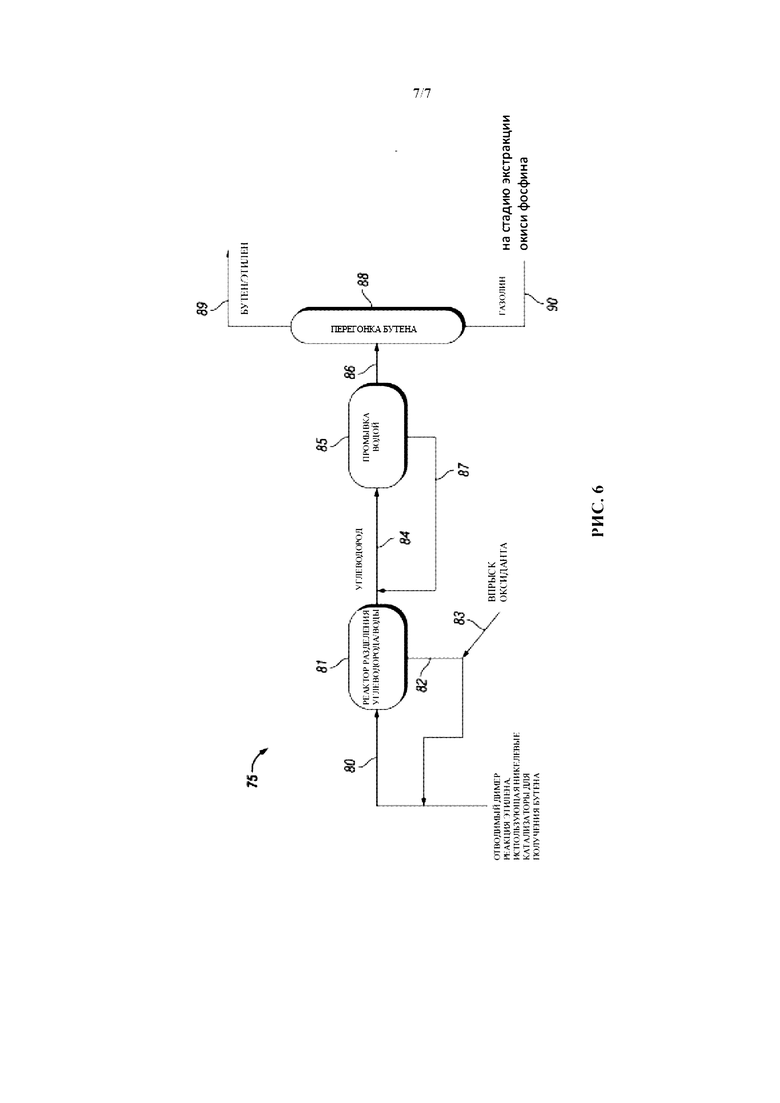
На РИС. 6 представлена блок схема использования оксиданта для обработки отводимого продукта реактора. После отделения этилена и бутена от C5 и побочного продукта с более высоким содержанием атомов углеводорода используют экстракционную колонну окиси фосфина для дальнейшего снижения конечного содержания фосфора в газолиновой фракции.
ОПИСАНИЕ ИЛЛЮСТРАТИВНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Описываются окислительные способы удаления соединений фосфора из жидких углеводородов. В некоторых вариантах осуществления жидкий углеводород представляет собой реакционную смесь, напр. выходящие фракции химического производственного процесса. В некоторых вариантах осуществления, способы включают обработку выходящей фракции в ходе реакции димеризации этилена с оксидантом для удаления соединений фосфора из реакционной смеси. В некоторых вариантах осуществления, оксидант преобразует соединения фосфора в продукты окисления, которые лучше растворяются в воде (напр. соединения окиси фосфина) и затем экстрагируются из реакционной смеси водой. В некоторых вариантах осуществления, оксидант (напр. отбеливатель) добавляют к реакционной смеси при наличии едкого вещества. В некоторых вариантах осуществления, реакционную смесь промывают водой один или несколько раз для удаления продукта окисления. В некоторых вариантах осуществления, окисление соединения фосфора приводит к более чем 50% -ному снижению концентрации фосфора в обработанном жидком углеводороде.
I. Производство углеводородных побочных продуктов с высоким содержанием фосфорных соединений
В реакции димеризации этилена используют катализатор для получения бутенов вместе с побочными продуктами производства углеводородов с более высоким молекулярным весом и продуктами разложения катализатора с образованием жидкого углеводорода. Данная реакция показана ниже на Схеме 1.
Схема 1: Типовая реакция получения бутенов и других побочных продуктов из этилена.
Катализатор

В процессе реакции димеризации этилена в бутен объемная доля побочных продуктов разложения катализатора остается растворенной в реакционной смеси. В некоторых вариантах осуществления, жидкий углеводород, который содержит длинноцепочечные побочные продукты производства углеводородов, имеет высокие уровни соединений фосфора после отделения. Данный жидкий углеводород часто добавляют в газолин до тех пор пока общее содержание соединений фосфора в газолиновой смеси не станет меньше меньше требований EPA, т.е. 0,0038 г на галлон. Для смешивания жидкого углеводорода с газолином в технологической установке содержание фосфора в побочном продукте должно быть ниже 35 ч/млн. В некоторых вариантах осуществления, если содержание фосфора выше, то объемная доля побочного продукта, добавляемая к газолину, уменьшается и отрицательно влияет на экономические параметры процесса.
Удаление соединений фосфора
В некоторых вариантах осуществления, представлены два конкретных способа удаления соединений фосфора из реакционной смеси. В некоторых вариантах осуществления, соединения фосфора удаляют из жидкого углеводорода путем перегонки. Перегонкой жидкий углеводород отделяется таким образом, чтобы побочные продукты удаляются из соединений фосфора.
В некоторых вариантах осуществления, для удаления соединений фосфора из жидкого углеводорода используется оксидант. Не вдаваясь в какую-либо теорию, оксидант вызывает окисление фосфинового соединения до окиси фосфина, а окись фосфина лучше растворяется в воде, чем фосфиновое соединение. В некоторых случаях все побочные продукты окисления растворимы в воде и, таким образом, удаляются из реакционной смеси. В некоторых вариантах осуществления, настоящее изобретение обладает как минимум одним из следующих преимуществ: окисленные соединения фосфора имеют повышенную растворимость в воде; оксидант относительно стабилен; совместим с едким веществом; используется в стехиометрических или меньших объемных долях для ускорения реакции окисления с соединениями фосфора при пренебрежимо малой теплоте реакции. В некоторых вариантах осуществления, объемная доля фосфора в жидком углеводороде снижается, по меньшей мере, на 50%. В некоторых вариантах осуществления, объемная доля снижается более чем на 75%.
Способ удаления соединений фосфора из жидкого углеводорода
В некоторых вариантах осуществления настоящее изобретение относится к способу удаления соединений фосфора из жидкой углеводородной смеси, где жидкая углеводородная смесь представляет собой отводимый продукт реакции при производстве бутена. Общий вид данного способа представлен на чертеже.
Получение бутенов в присутствии катализатора
Бутен получают способом, описанным, например, в патенте США № 3 482 001 и патенте США № 3 709 953, которые включены сюда посредством ссылки. В некоторых вариантах осуществления, полученные смеси бутена содержат 1-бутен и 2-бутены в форме цис-2-бутена и транс-2-бутена. Данным способом также получают продукты разложения катализатора, включая соль никеля, соль алюминия, хлорид и соединения фосфора. В некоторых вариантах осуществления, концентрация продуктов разложения катализатора в побочном продукте реакции составляет от 1 до 200 ч/млн. никеля, от 5 до 2000 ч/млн. алюминия, от 10 до 500 ч/млн. хлора и от 2 до 200 ч/млн. фосфора.
Образование смеси едкого вещества и оксиданта.
В некоторых вариантах осуществления, для удаления соединений фосфора готовят раствор, содержащий едкое вещество и оксидант. В некоторых вариантах осуществления, раствор представляет собой смесь едкого вещества с водой, которая содержит от 0,1 вес. % до 50 вес. % едкого вещества. Весовой % смесей рассчитывается исходя из общего веса водной смеси. В некоторых вариантах осуществления, раствор содержит от 0,5 вес. % до 15 вес. % едкого вещества. В некоторых вариантах осуществления, раствор содержит около 8 вес. % едкого вещества. В других вариантах осуществления, раствор содержит около 1 вес. % едкого вещества. В некоторых вариантах осуществления, остальная часть раствора представляет собой воду.
В некоторых вариантах осуществления, раствор дополнительно содержит оксидант. В некоторых вариантах осуществления оксидант добавляют к раствору вместе с едким веществом. В других вариантах осуществления оксидант получают в отдельном растворе. В некоторых вариантах осуществления, объемная доля оксиданта соответствует объемной доле соединений фосфора, остающихся в системе. В одном варианте осуществления, объемная доля оксиданта в промывочном растворе составляет от 2 вес. % до 15 вес. % от раствора оксиданта. В некоторых вариантах осуществления, молярное соотношение оксиданта к соединению фосфора составляет от 0,1 до 25. В некоторых вариантах осуществления, молярное соотношение составляет от 0,25 до 10. В других вариантах осуществления, молярное соотношение составляет от 0,5 до 10. В некоторых вариантах осуществления, молярное соотношение составляет от 1 до 2,5.
В некоторых вариантах осуществления, использование отбеливателя или гипохлорита натрия в качестве оксиданта приводит к образованию хлорированных углеводородов. Не вдаваясь в теорию, один возможный путь хлорирования представлен ниже Формулой 1. При соблюдении основного условия, промежуточный хлоргидрин может далее вступать в реакцию бимолекулярного нуклеофильного замещения с образованием окиси, в результате чего хлорид удаляется в конечном газолиновом продукте.

(Формула 1)
Соединения хлорида и хлора способны отравлять автомобильный двигатель так же, как и соединения фосфора, а хлорированные побочные продукты также способны снижать каталитические свойства катализатора в производственном процессе получения олефина, если данные соединения продолжают оставаться в данном процессе. Таким образом, в некоторых вариантах осуществления, жидкий углеводород содержит менее 250 ч/млн. по весу хлора. В некоторых вариантах осуществления, объемная доля хлора составляет менее 50 ч/млн. по весу. В некоторых вариантах осуществления, объемная доля хлора составляет менее 2 ч/млн. по весу.
Кроме того, в некоторых вариантах осуществления, важен сам порядок добавления едкого вещества к раствору оксиданта. В некоторых вариантах осуществления, оксидант смешивают с раствором едкого вещества и затем добавляют в отводимый углеводородный продукт реактора. В некоторых вариантах осуществления, оксидант добавляется после введения раствора едкого вещества в отводимый продукт реактора.
В некоторых вариантах осуществления, едкое вещество содержит основное соединение. В некоторых вариантах осуществления, рН водного раствора едкое вещество превышает 9. В некоторых вариантах осуществления, рН основного раствора составляет от 11 до 14. В некоторых вариантах осуществления, рН равно примерно 13. В некоторых вариантах осуществления, едкого вещество представляет собой гидрокись металла, которая растворима в воде. В некоторых вариантах осуществления, едкое вещество представляет собой гидроокись натрия (NaOH), гидроокись калия (KOH), гидроокись кальция (Ca (OH) 2), гидроокись бария (Ba (OH) 2), гидроокись стронция (Sr (OH) 2), гидроокись лития (LiOH) или гидроокись магния (Mg (OH) 2). В других вариантах осуществления, водный раствор является нейтральным. В других вариантах осуществления, водный раствор является кислым.
В некоторых вариантах осуществления, оксидант представляет собой химическое соединение, которое окисляет соединения фосфора до окиси фосфина. В некоторых вариантах осуществления, оксидант представляет собой гипохлорит металла, перекись водорода, алкилпероксид, арил или аралкилпероксид, газообразный хлор, газообразный бром, перкарбонат металла, перборат металла, диоксид хлора, кислород, воздух и озон. В некоторых вариантах осуществления, металл в оксиданте представляет собой натрий, литий, магний, кальций или калий. В некоторых вариантах исполнения, металл представляет собой натрий. В других вариантах осуществления, металл представляет собой кальций или калий В некоторых вариантах осуществления, оксидант представляет собой гипохлорит металла. В некоторых вариантах осуществления, оксидант представляет собой гипохлорит натрия или гипохлорит калия. В некоторых вариантах осуществления, оксидант представляет собой гипохлорит натрия. В других вариантах осуществления, оксидант представляет собой трет-бутилгидропероксид (TBHP), воздух или H2O2.
В некоторых вариантах осуществления, смесь едкого вещества и оксиданта не приводит к разложению едкого вещества или оксиданта. В некоторых вариантах осуществления, оксидант менее летуч, чем бутен или другой отводимый углеводородный продукт.
Добавление смеси едкого вещества/оксиданта из В в жидкий углеводород.
На РИС 1В, в блок-схеме процесса 5 показано введение отводимого димера по трубопроводу 10 подачи в смеситель, в данном случае в статический смеситель 11. Едкое вещество, содержащее оксидант в Варианте 1, подается по трубопроводу 17. Рециркуляция едкого вещества осуществляется по трубопроводу 15, а подача в трубопровод 17 осуществляется насосом 16. Первичный оксидант подается в трубопровод 15 по трубопроводу 28. Смесь затем подается по трубопроводу 12 в реактор 13 для экстрагирования. Углеводородный компонент подается по трубопроводу 14 в смеситель 18, в данном случае используется статический смеситель, вместе с водой, вводимой в трубопровод 14 по трубопроводу 27. Затем смесь подается в промывочную колонну 20 по трубопроводу 19. Углеводород отделяют от воды и отводят по трубопроводу 21. Вода отводится по трубопроводу 25, которая затем повторно подается насосом 26 в трубопровод 27. Углеводород по трубопроводу 21 подается в ректификационную колонну 22. Короткоцепочечные углеводороды, например, этилен или бутен, отводятся по трубопроводу 23, в то время как длинноцепочечные углеводороды, которые подлежат смешиванию для получения газолина, отводятся по трубопроводу 24. Длинноцепочечные углеводороды могут обрабатываться способом, описываемым блок-схемой 45.
1. Отводимый продукт реактора бутена (РИС. 1A / РИС. 1B Вариант 1)
Смесь, описанная в В, может использоваться для удаления фосфора из отводимого продукта реактора бутена. В некоторых вариантах осуществления, раствор едкого вещества, который содержит оксидант, как описано в B, добавляется к отводимому продукту реактора бутена. В других вариантах осуществления, отводимый продукт реактора добавляют к раствору, содержащему оксидант, после того, как отводимый продукт реактора обработали раствором едкого вещества. Если водный раствор, содержащий оксидант и едкое вещество, добавляют в отводимый углеводородный продукт, то реакционная смесь образует две фазы: водную фазу и углеводородную фазу. В некоторых вариантах осуществления, обработка отводимого продукта реактора раствором едкого вещества включает добавление раствора едкого вещества в отводимый продукт реактора и последующее удаление водной фазы. В некоторых вариантах осуществления, обработка отводимого продукта реактора дополнительно включает смешивание двух растворов. В других вариантах осуществления, обработка отводимого углеводородного продукта включает добавление раствора едкого вещества в отводимый продукт реактора без удаления водного раствора едкого вещества. В некоторых вариантах осуществления, соотношение растворов едкого вещества и оксиданта в отводимом продукте реактора по весу составляет от 2:1 до 1:8. В некоторых вариантах осуществления, соотношение составляет от 1:2 до 1:6. В некоторых вариантах осуществления, соотношение составляет 1:4.
2. Удаление фосфина из прекурсора газолина (РИС. 1B Вариант 2)
В другом варианте осуществления, способ включает обработку фракции прекурсора газолина смесью оксиданта в условиях, приводящих к окислению фосфина до окиси фосфина. В некоторых вариантах осуществления, фракция прекурсора газолина отбирается из смеси побочных продуктов длинноцепочечных углеводородов с другими углеводородами С5-С8 в ходе реакции димеризации бутена. В некоторых вариантах осуществления, способ включает обработку композиции после отделения компонентов бутена и этилена от С5 и более высших углеводородов. В некоторых вариантах осуществления, добавление смеси водного раствора, содержащего оксидант к фракции прекурсора газолина, обеспечивает более быстрое протекание реакции из-за повышенной концентрации фосфора, уменьшает вероятность появления нежелательных побочных продуктов хлорированных углеводородов, влияющих на технологический процесс ниже по потоку, расширяют выбор потенциальных оксидантов и значительно снижают концентрацию фосфора в конечном газолиновом продукте. Если фракцию прекурсора газолина обрабатывают смесью оксиданта, то смесь может дополнительно содержать едкое вещество, например, гидроксид металла. В других вариантах осуществления, смесь не содержит едкого вещества и фракцию прекурсора газолина обрабатывают оксидантом. Кроме того, в некоторых вариантах осуществления, смесь раствора оксиданта и газолина разделяется таким образом, что водный раствор, содержащий окисленное соединение фосфора, отделяется от углеводородной фазы. Углеводородная фаза подвергается дополнительной обработке для получения газолина или других продуктов перегонки или подвергается дополнительной водной промывке для увеличения объема окиси фосфина, удаляемой из прекурсора газолина. Данный процесс описывается блок схемой 45 на РИС. 2. Фракция прекурсора газолина передается по питающему трубопроводу 50 в смеситель 51 углеводорода/оксиданта. В процессе передачи прекурсора газолина в питающий трубопровод 50 по возвратному трубопроводу 59 вводится оксидант вместе с вторичным оксидантом. Первичный оксидант подается в возвратный трубопровод 59 из резервуара 60 с оксидантом по питающему трубопроводу 61, а затем насосом 62 в питающей трубопровод 63 и возвратный трубопровод 59. После смешивания углеводорода и оксиданта в смесителе 51, смесь поступает по трубопроводу 52 в экстракционную колонну 53. Вода подается в колонну по питающему трубопроводу 54. Газолин отводится через выводной трубопровод 55. Оксидант и вода отводятся по выводному трубопроводу 56 и насос 57 в спускной трубопровод 58 использованной воды.
В другом варианте осуществления, если оксидант добавляется по Варианту 1 (первичный оксидант подается по трубопроводу 28), то процесс можно объединить с экстракционной колонной 53, показанной на блок схеме 45, таким образом, что отводимый продукт из реактора бутена подвергается обработке оксидантом, а затем, после отделения бутена из реакционной смеси на дополнительной стадии, прекурсор газолина подвергается экстрагированию (РИС. 6). В некоторых вариантах осуществления, дополнительная стадия экстрагирования включает стадию водной промывки или экстракционную колонну для увеличения объема окиси фосфина, удаленной из прекурсора газолина. В некоторых вариантах осуществления, как показано на блок схеме 75 на РИС. 6, отводимый димер подается по питающему трубопроводу 80 в реактор 81 для экстрагирования углеводорода/воды. Оксидант добавляется в питающий трубопровод 80 возвратным потоком 82, по которому осуществляется возврат водного слоя и оставшегося оксиданта в отводимый димер. Первичный оксидант добавляется в возвратный поток 82 по питающему трубопроводу 83. После экстрагирования углеводородный компонент подается по трубопроводу 84 на водную промывку 85. Водный компонент возвращается в углеводородный компонент возвратным потоком 87. Углеводород отделяется от водного компонента и отводится по трубопроводу 86 в ректификационную колонну 88 бутена. Короткоцепочечные углеводороды, например, этилен и бутен, отводятся по трубопроводу 89, в то время как длинноцепочечные углеводороды, которые подлежат смешиванию для получения газолина, отводятся по трубопроводу 90. Длинноцепочечные углеводороды в трубопроводе 90 могут подвергаться второй стадии извлечения, как показано на блок схеме 45 на РИС. 2, например, в экстракционной колонне 53.
3. Общие условия окисления фосфина
В некоторых вариантах осуществления, процесс удаления фосфина оксидантом включает: нагрев смеси раствора едкого вещества, содержащего оксидант, до температуры от 1°С до 70°C. В некоторых вариантах осуществления, температура составляет от 10°C до 70°C. В некоторых вариантах осуществления, процесс удаления фосфина включает воздействие на реакционную смесь давлением от 100 до 300 фунтов на квадратный дюйм (от 690 до 2100 кПа). В некоторых вариантах осуществления, воздействия давлением достаточно для предотвращения испарения компонентов реакционной смеси. В некоторых вариантах осуществления, длительность реакции составляет от 1 секунды до 240 минут. В некоторых вариантах осуществления, длительность реакции составляет от 1 секунды до 120 минут. В некоторых вариантах осуществления, длительность реакции составляет от 1 секунды до 60 минут. В некоторых вариантах осуществления, длительность реакции превышает 30 секунд. Не вдаваясь в какую-либо теорию, длительность реакции достаточна для удаления соединения фосфина из реакционной смеси. Кроме того, в некоторых вариантах осуществления, реакционная смесь подвергается воздействию смешиваемых механически водного раствора, содержащего едкое вещество и оксидант, и раствора жидкого углеводорода.
В некоторых вариантах осуществления, раствор едкого вещества удаляет некоторые продукты разложения катализатора, включая, но не ограничиваясь, соединения алюминия, никеля и хлорида. В некоторых вариантах осуществления, раствор едкого вещества не приводит к удалению соединений фосфора в отводимом продукте реактора. В некоторых вариантах осуществления, раствор едкого вещества приводит к растворению в водной фазе соединений алюминия, никеля и хлорида. Таким образом удаление данных соединений снижает объем соединений алюминия, никеля и хлорида в отводимом продукте реактора. Добавление оксиданта к раствору едкого вещества превращает соединение фосфора в окись фосфина. В некоторых вариантах осуществления, окись фосфина растворяется в воде и делится на части в водной фазе. В некоторых вариантах осуществления, окись фосфина делится на части в водной фазе в виде разложенных соединений алюминия, никеля и хлорида
В некоторых вариантах осуществления, реакция едкого вещества и оксиданта с жидким углеводородом протекает при температуре от 10°С до 70°C. В некоторых вариантах осуществления давление в ходе реакции составляет от 100 фунтов на квадратный дюйм до 500 фунтов на квадратный дюйм или от 690 до 3500 кПа. В некоторых вариантах осуществления, давление составляет от 150 фунтов на квадратный дюйм до 250 фунтов на квадратный дюйм или от 1000 до 1750 кПа. В некоторых вариантах осуществления, реакция протекает в наборе статических смесителей.
Не вдаваясь в теорию, добавленные в раствор объемные доли оксиданта и соединения фосфора помогают удалять соединения фосфора из раствора углеводородов и сводить к минимуму нежелательные побочные реакции, например, хлорирование гипохлоритными оксидантами. В некоторых вариантах осуществления, соотношение оксиданта к соединению фосфора составляет от 0,1 до 5. В некоторых вариантах осуществления, соотношение составляет от 0,2 до 2,5. В некоторых вариантах осуществления, соотношение составляет от 0,5 до 1. Не вдаваясь в теорию, если молярное соотношение превышает 10, то эквиваленты оксидантов, по сравнению с соединениями фосфора, имеют концентрацию, которая может привести к появлению нежелательных побочных продуктов. В некоторых вариантах осуществления, если оксидант представляет собой гипохлорит металла, то побочные продукты представляют собой соединения органических хлоридов.
Отделение водной фазы от углеводородной фазы, содержащей жидкий углеводород.
В некоторых вариантах осуществления, после добавления водной фазы с оксидантами к жидкому углеводороду основная часть водной фазы затем физически отделяется от углеводородной фазы. В некоторых вариантах осуществления, водная фаза удаляется из смеси декантированием. Не вдаваясь в теорию, физическое отделение водной фазы от углеводородной фазы декантированием приводит к более чистому разделению двух фаз. В некоторых вариантах осуществления, физическое отделение протекает при температуре от 1°С до 100°C или от от 10°С до 70°C . В некоторых вариантах осуществления давление в ходе отделения составляет от 100 фунтов на квадратный дюйм до 500 фунтов на квадратный дюйм или от 690 до 3500 кПа. В некоторых вариантах осуществления, давление составляет от 150 фунтов на квадратный дюйм до 250 фунтов на квадратный дюйм или от 1000 до 1750 кПа. В некоторых вариантах осуществления, давление составляет от 170 фунтов на квадратный дюйм до 190 фунтов на квадратный дюйм или от 1100 до 1300 кПа. В некоторых вариантах осуществления, углеводородная фаза имеет более низкую плотность чем водная фаза и таким образом углеводородная фаза отделяется выше водной фазы в реакторе.
Промывание углеводородной фазы водой, по меньшей мере, на одной стадии промывки.
Используемый здесь термин "промывка" подразумевает собой экстрагирование водой. В одном варианте осуществления, промывка включает экстрагирование водой окиси фосфина из углеводородной фазы. После удаления водного раствора с оксидантом из углеводородной фазы, углеводородная фаза может дополнительно промываться водой. В некоторых вариантах осуществления углеводородная фаза промывается водой 1, 2, 3, 4, 5 или 6 раз. В некоторых вариантах осуществления углеводородная фаза промывается водой 2, 3 или 4 раза. В некоторых вариантах осуществления углеводородная фаза промывается водой один раз. В некоторых вариантах осуществления углеводородная фаза промывается водой три раза. В некоторых вариантах осуществления, промывка включает добавление объема воды составляющего от 20% до 100% объема углеводородной фазы. В некоторых вариантах осуществления, объем промывки на 25% превышает объем углеводородной фазы. Кроме того, стадия промывки может дополнительно протекать при температуре от 1°C до 100°C. В некоторых вариантах осуществления, температура может составлять от 10°С до 100°C. При добавлении воды на стадию промывки углеводородной фазы, реакционная смесь состоит из двух фаз: углеводородной фазы и водной фазы. В некоторых вариантах осуществления, стадия промывки приводит к удалению дополнительных продуктов разложения катализатора, включая окись фосфина. В других вариантах осуществления, стадия промывки включает использование экстракционной колонны для дальнейшего экстрагирования окиси фосфина из углеводородной фазы. Экстракционные колонны могут содержать структурированные насадки, или представлять собой тарельчатую колонну, колонну с мешалкой или оросительную колонну.
Отделение от бутена длинноцепочечных углеводородов в жидких углеводородах.
В некоторых вариантах осуществления, если жидкий углеводород представляет собой отводимый продукт из реакции бутена, то после промывки углеводородной фазы, длинноцепочечные углеводороды (например, углеводороды, содержащие более пяти атомов углерода) отделяются от бутена. В некоторых вариантах осуществления, отводимый продукт реактора содержит в углеводородной фазе от 75 вес.% до 99 вес.% бутена. В некоторых вариантах осуществления, отводимый продукт реактора содержит от 85 вес.% до 98 вес.% бутена. В некоторых вариантах осуществления, отводимый продукт реактора содержит в углеводородной фазе от 1 вес.% до 25 вес.% длинноцепочечных побочных продуктов углеводородов. В некоторых вариантах осуществления, отводимый продукт реактора содержит от 2 вес.% до 15 вес.% длинноцепочечных побочных продуктов углеводородов. В некоторых вариантах осуществления, отводимый продукт реактора содержит около 10 вес. % длинноцепочечных побочных продуктов углеводородов.
В некоторых вариантах осуществления, длинноцепочечные углеводороды отделяются от смеси отводимых продуктов реактора путем перегонки. В некоторых вариантах осуществления, длинноцепочечные побочные продукты углеводородов отделяются в перегонной колонне с 30 тарелками.
Использование очищенного бутена для производства пропилена.
В некоторых вариантах осуществления, после удаления побочных продуктов разложения катализатора и растворов длинноцепочечных углеводородов и если жидкий углеводород представляет собой отводимый продукт из реакции бутена, то бутен может дополнительно подвергаться технологической переработке. В некоторых вариантах осуществления, бутен в основном представляет собой 2-бутен. В некоторых вариантах осуществления, бутен в основном представляет собой 1-бутен. В некоторых вариантах осуществления, бутен используется для производства пропилена. В других вариантах осуществления, бутен используется в другом технологическом процессе для производства других веществ. В других вариантах осуществления, бутилен используется в качестве сомономера для производства полиолефинов, например полиэтилена или полипропилена. Кроме того, в других вариантах осуществления, из бутена получают октены для моющих средств путем димеризации.
Переработка жидких углеводородов в газолин
В другом варианте осуществления, жидкий углеводород, обработанный водным раствором с оксидантом представляет собой прекурсор газолина, который может дополнительно подвергаться обработке для получения товарного газолина. Углеводороды C5 и с большим числом атомов углерода могут смешиваться с одним или несколькими другими углеводородными продуктами, обладающими свойствами газолина, для получения газолина, приемлемого для продажи на рынке. В некоторых вариантах осуществления, прекурсор газолина подвергается дальнейшей реакции алкилирования для увеличения длины алкильной цепи продукта до добавления в газолин.
Пересчет технологического процесса на полномасштабную установку
Вышеуказанные способы могут дополнительно модифицироваться и оптимизироваться для подготовки опытного или крупномасштабного периодического или непрерывного производства, используя принципы и методы химических технологий, применяемых специалистами в области техники, к которой относится данное изобретение. Данные принципы и методы изложены, например, в работе Practical Process Research & Development (2012 г.), которая включена в настоящий документ посредством ссылки.
Определения
При написании в контексте химической группы: "гидро" обозначается −H; "гидрокси" обозначается −OH; "галогено" обозначается независимо −F, −Cl, −Br или −I;
В контексте химических формул символ "−" означает одинарную связь, "=" означает двойную связь. Символ " " означает одинарную связь, где геометрия при замещении не определена. Кратность связей, описанных выше не является ограничивающей, если один из атомов, присоединенный связью, представляет собой атом металла (M). Для приводимых ниже групп и классов число атомов углерода в группе обозначается: "(Cn)" означает точное число (n) атомов углерода в группе/классе. "C≤n" означает максимальное число (n) атомов углерода, которые могут принадлежать группе/ряду с минимально возможным числом для соответствующей группы, напр., минимальное число атомов углерода в "алкнильной(C≤8)" группе или ряде "алкенов(C≤8)" равняется двум Например "фосфин(C≤10)", означает группы фосфинов содержащие от 0 до 10 атомов углерода. (Cnn′) означает как минимальное (n) так и максимальное число (n′) атомов углерода в группе. Таким образом "алкил(C2-10)" обозначает те алкильные группы, которые содержат от 2 до 10 атомов углерода. Обычно указатель числа атомов углерода ставится за названием группы, заключается в скобки и пишется подстрочно, однако он может также предшествовать названию группы и писаться без скобок, что не означает изменение смысла. Таким образом термины "C5 олефин", "C5-олефин", "олефин(C5)" и "олефинC5" являются синонимами.
" означает одинарную связь, где геометрия при замещении не определена. Кратность связей, описанных выше не является ограничивающей, если один из атомов, присоединенный связью, представляет собой атом металла (M). Для приводимых ниже групп и классов число атомов углерода в группе обозначается: "(Cn)" означает точное число (n) атомов углерода в группе/классе. "C≤n" означает максимальное число (n) атомов углерода, которые могут принадлежать группе/ряду с минимально возможным числом для соответствующей группы, напр., минимальное число атомов углерода в "алкнильной(C≤8)" группе или ряде "алкенов(C≤8)" равняется двум Например "фосфин(C≤10)", означает группы фосфинов содержащие от 0 до 10 атомов углерода. (Cnn′) означает как минимальное (n) так и максимальное число (n′) атомов углерода в группе. Таким образом "алкил(C2-10)" обозначает те алкильные группы, которые содержат от 2 до 10 атомов углерода. Обычно указатель числа атомов углерода ставится за названием группы, заключается в скобки и пишется подстрочно, однако он может также предшествовать названию группы и писаться без скобок, что не означает изменение смысла. Таким образом термины "C5 олефин", "C5-олефин", "олефин(C5)" и "олефинC5" являются синонимами.
Термин "алкил", используемый без "замещенного" модификатора относится к одновалентной насыщенной алифатической группе с атомом углерода в качестве точки прикрепления линейной или разветвленной ациклической структуры и без каких-либо других атомов, кроме атомов углерода и водорода. Группы −CH3 (Me), −CH2CH3 (Et), −CH2CH2CH3 (n-Pr или пропил), −CH(CH3)2 (i-Pr, iPr или изопропил), −CH2CH2CH2CH3 (n-Bu), −CH(CH3)CH2CH3 (втор-бутил), −CH2CH(CH3)2 (изобутил), −C(CH3)3 (трет-бутил, t-бутил, t-Bu или tBu), а −CH2C(CH3)3 (нео-пентил) являются неограничивающими примерами алкильных групп. Термин "алкан" представляет собой группу формулы: R-H, где R представляет собой алкильную группу.
Термин "циклоалкил", используемый без "замещенного" модификатора, относится к одновалентной насыщенной алифатической группе с атомом углерода в качестве точки прикрепления указанного атома углерода, образующего одну или несколько неароматических кольцевых структур с углерод-углеродной двойной или тройной связью и без каких-либо других атомов, кроме атомов углерода и водорода. Неограничивающими примерами являются: −CH(CH2)2 (циклопропил), циклобутил, циклопентил или циклогексил (Cy). Термин "циклоалкан" представляет собой группу формулы: R-H, где R представляет собой циклоалкильную группу.
Термин "алкенил", используемый без "замещенного" модификатора, относится к одновалентной ненасыщенной алифатической группе с атомом углерода в качестве точки прикрепления линейной или разветвленной ациклической структуры, по меньшей мере, одной неароматической двойной углерод-углеродной связью, без тройных углерод-углеродных связей и без каких-либо других атомов, кроме атомов углерода и водорода. Неограничивающими примерами являются: −CH=CH2 (винил), −CH=CHCH3, −CH=CHCH2CH3, −CH2CH=CH2 (аллил), −CH2CH=CHCH3 и −CH=CHCH=CH2. Термин "алкен" представляет собой группу формулы: R-H, где R представляет собой алкенильную группу.
Термин "арил", используемый без "замещенного" модификатора, относится к одновалентной ненасыщенной ароматической группе с ароматическим атомом углерода в качестве точки прикрепления, причем указанный атом углерода, образует часть одной или нескольких шестичленных ароматических кольцевых структур, где все атомы кольца представляют собой углерод и где группа не содержит каких-либо других атомов, кроме атомов углерода и водорода. При наличии более одного кольца, кольца могут представлять собой конденсированную или неконденсированную кольцевую структуру. Использованный здесь термин не исключает наличия одной или нескольких алкильных или аралкильных групп (допускается ограничение числа атомов углерода), присоединенных к первому ароматическому кольцу или любому дополнительно присутствующему ароматическому кольцу. Неограничивающие примеры арильных групп включают: фенил (Ph), метилфени, (диметил)фенил, −C6H4CH2CH3 (этилфенил), нафтил и одновалентную группу производную из бифенила.
Термин "аралкил", используемый без "замещенного" модификатора, относится к одновалентной группе -алкандиил-арил, в которой термины алкандиил и арил, используются в соответствии с определениями, приведенными выше. Неограничивающими примерами являются: фенилметил (бензил, Bn) и 2-фенилэтил.
Используемые здесь термины "фосфин" и "фосфан" являются синонимами. При использовании без "замещенного" модификатора эти термины относятся к соединение формулы PR3, где каждый R, независимо, представляет собой водород, алкил, циклоалкил, алкенил, арил или аралалкил, соответственно определению терминов выше. Неограничивающими примерами являются PMe3, PBu3, PtBu3, PPh3 и PCy3 (трициклогексилфосфин). Термины "триалкилфосфин" и "триалкилфосфан" также являются синонимами. Данные группы представляют собой подмножество фосфина, в котором каждое R представляет собой алкильную группу.
Термин "окись фосфина" при использовании без "замещенного" модификатора относятся к соединению формулы O=PR3, где каждое R, независимо, представляет собой водород, алкил, циклоалкил, алкенил, арил или аралалкил, соответственно определению терминов выше. Неограничивающими примерами являются: OPMe3 (триметилфосфиноксид), OPBu3 (трибутилфосфиноксид) и PPh3O (трифенилфосфиноксид).
Термин "соединения фосфора" используются для обозначения соединений с молекулярной формулой, содержащей один или несколько атомов фосфора. Термин "фосфор" при использовании в контексте состава относится к составу, содержащему одно или несколько соединений фосфора или элементный фосфор, термин которого, определен выше. Кроме того, данный термин может использоваться для ссылки на концентрации атомов фосфора в составе.
Использование слова "один" в сочетании с термином "содержащий" в формуле изобретения и/или описании, может означать "один", но оно также согласуется со значением "один или несколько", "по меньшей мер, один" и "один или более, чем один".
В данной заявке, термин "приблизительно" используется для указания, что значение включает неотъемлемое отклонение для устройства, способа, используемого для определения значения или изменения, которое существует среди измеряемых объектов.
Термины "содержать", "иметь" и "включать" являются ничем не ограниченными глаголами-связками. Любые формы или времена одного или нескольких этих глаголов, такие как "содержит", "содержащий", "имеет", "имеющий", "включает" и "включая", также являются ничем не ограниченными глаголами-связками. Например, любой способ, который "содержит", "имеет" или "включает" одну или несколько стадий не ограничивается только этими стадиями и охватывает другие неуказанные стадии
Термин "эффективный", который используется в настоящем описании и/или формуле изобретения, означает достаточное количество для достижения желаемого, ожидаемого или предполагаемого результата.
Термин "газолин" используется для описания состава содержащего углеводороды C5 и углеводороды с большим числом атомов углерода, которые получали для использования в качестве топлива для двигателя внутреннего сгорания. Термин "прекурсор газолина" относится к составу, содержащему углеводороды C5 и углеводороды с большим числом атомов углерода, которые добавляются к другому углеводородному сырью для получения газолина.
Термин "углеводород" используется для обозначения состава органических соединений, содержащих один или несколько атомов углерода и включающих в себя, по меньшей мере, 90% молекул только углерода и водорода. Термин "жидкий углеводород" и "побочный углеводородный продукт" взаимозаменяемы и обозначают состав, содержащий несколько различных алифатических, ароматических или обеих соединений, получаемых при производстве бутена или других продуктов с высоким содержанием углерода, например, газолина. Термин "отводимый углеводородный продукт" или "отводимый продукт реактора" описывает подмножество жидких углеводородов, где жидкий углеводород получают в ходе реакции димеризации этилена для получения бутена и где он содержит углеводороды C5 или длинноцепочечные углеводороды.
"Изомер" первого соединения представляет собой отдельное соединение, в котором каждая молекула содержит те же образующие молекулу атомы, что и в первом соединении, но где положение этих атомов пространственно различается.
"Способ» представляет собой серию из одной или нескольких стадий, ведущих к получению конечного продукта, результату или выходу продукции. Используемое здесь, слово "способ" используется здесь наравне со словом "процесс".
"Оксидант" представляет собой соединение или состав, способный вызвать рост степени окисления другого соединения. В некоторых вариантах осуществления, оксидант представляет собой соединение, которое способно преобразовать фосфин в окись фосфина. Некоторыми, не ограничивающими примерами оксидантов являются хлориты металла, перекисные соединения, воздух или другие источники молекулярного кислорода.
Вышеприведенные определения упраздняют любое конфликтующие определение по любой ссылке, которая включена в настоящий документ. Тот факт, что некоторые термины определены, однако, их не следует рассматривать как индикативные, поскольку любой неопределенный термин является двусмысленным. Скорее все используемые термины, описывают изобретение в выражениях таким образом, чтобы специалист смог понять объем и практическую реализацию настоящего изобретения.
Примеры
Следующие примеры приведены для иллюстрации предпочтительных вариантов осуществления настоящего изобретения. Специалистам в данной области техники понятно, что способы, раскрытые в примерах, открыты изобретателем для практического воплощения настоящего изобретения и должны рассматриваться как предпочтительные режимы их практической реализации. Тем не менее, в свете настоящего описания, специалистам в данной области техники должно быть очевидно, что в конкретных раскрытых вариантах могут быть сделаны изменения с получением подобного или сходного результата без отклонения от сущности и объема настоящего изобретения.
Экспериментальная часть
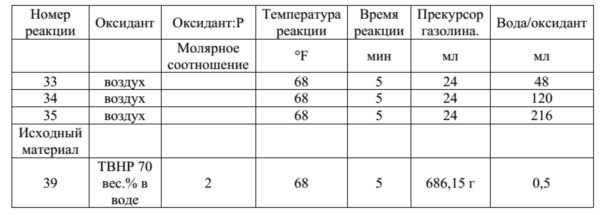
Материалы: С установки отбирались пробы углеводородного продукта, отводимого из процессов реакции метатезиса пропилена. Деионизированная вода (DI) использовалась непосредственно. На рынке приобретался раствор отбеливателя, содержащий 8,25 вес.% NaClO. В компании Fisher заказывался и использовался: водный раствор 50 вес.% NaOH, гептан и n-октен. Базовый раствор 200 грамм NaClO (1,0 × 10-5 моль/г) смешивали с 1,8 граммами отбеливателя (2,0 × 10-3 моль NaClO, 1,6 мл) и 198,2 граммами деионизированной воды (DI). Готовили 8 вес.% едкого вещества из 16 грамм, 50 вес. % водного раствора NaOH и 84 грамм деионизированной воды (DI). Готовили раствор H2O2 (30 вес.% в воде) и трет-бутилгидропероксида (TBHP, 70 вес.% в воде).
Определение характеристик: Общее содержание фосфора и хлорида анализировалось методом рентгеновской флуоресценции (РФА) с пределом чувствительности для P – 5 ч/млн. и для Cl – 10 ч/млн. Конкретные фосфорные соединения (триалкилфосфин и триалкилфосфиноксид) определялись количественно методом газовой хроматографии с пламенно-ионизационным детектором (GC-FID). Содержание органического хлорида анализировали методом газовой хроматографии с атомно-эмиссионным детектированием (GC-AED) с пределом чувствительности 0,5 ч/млн.
Пробы S1 и S2: Пробу, взятую с места производства, объемом 100 мл (66 г, 53 мкмоль трибутилфосфина, проба, взятая с места производства ID № FG1) помещали в в круглодонную колбу емкостью 500 мл вслед за 0,50 г отбеливателя (8,25 вес. %, 554 мкмоль NaClO). Смесь перемешивали при 800 об/мин. и нагревали до 60°C в течение 1 часа (с обратным холодильником). Слой углеводорода собирался и часть его предоставлялась для испытания как проба S1. Отводимый углеводородный продукт объемом 60 мл в подвергался промывке 60 мл деионизированной воды (DI) при комнатной температуре (RT). Промытый отводимый углеводородный продукт предоставлялся для испытания как проба S2.
Проба S3: Повторялась процедура для S2 за исключением: 1) проба, взятая с места производства была из другой партии (100 мл, 13 мкмоль трибутилфосфина, проба, взятая с места производства ID № FG2); 2) добавляли 100 мл деионизированной воды (DI) вместе с 0,50 г отбеливателя; 3) не проводили отбора промежуточных проб после реакции отбеливателя; и 4) использовали 100 мл деионизированной воды (DI) для промывки 100 мл обработанного раствора отводимого углеводородного продукта, чтобы получить последнюю пробу.
Пробы S4 и S5: Использовали смесь NaClO с трибутилфосфином с молярным соотношением 1:1. В круглодонную колбу с N2 добавляли 31.4 г пробы, взятой с места производства (3,2 × 10-5 моль трибутилфосфина, проба, взятая с места производства ID № FG3), 179,0 г гептана, 52,5 г 8 вес % едкого вещества и 3,2 г разбавленного отбеливателя (1,0 × 10-5 моль/г, 3,2 × 10-5 моль NaClO). Смесь нагревали до 60°C в течении 30 мин с перемешиванием при 700 об/мин. После отделения от водной фазы (55,23 г) органическую фазу промывали 52,5 г деионизированной воды. Отбирали 207,79 г органической фазы после отделения 52,57 г водной фазы. Углеводородную фазу подвергали перегонке для удаления 85 вес.% пробы. Донный остаток 15 вес. % (34,20 г) помечался как проба S5, хотя тяжелая фракция дистиллята (30,45 g), отобранная при температуре 96,2-96.98°C, помечалась как проба S4. Обе пробы отправлялись на определение общего содержания P, Cl и фосфорных соединений.
Образец S6: Использовали смесь NaClO с трибутилфосфином с молярным соотношением 1:1. В круглодонную колбу с N2 добавляли 29,0 г пробы, взятой с места производства (2,9 × 10-5 моль трибутилфосфина, проба, взятая с места производства ID № FG3), 2,9 г разбавленного отбеливателя (1,0 × 10-5 моль/г, 2,9 × 10-5 моль NaClO). Смесь нагревали до 60°C в течении 1 часа с перемешиванием при 600 об/мин. После отделения от водной фазы (7,15 г) органическую фазу промывали 7,5 г деионизированной воды. Отбирали 26,3 г органической фазы после отделения 7,45 г водной фазы. Углеводородную фазу помечали как S6 и отправляли на определение общего содержания P, Cl и фосфорных соединений.
Пробы S7 и S8: Процедура для проб S7 и S8 не отличалась от процедуры для проб S4 и S5 за исключением добавления 34,67 г пробы, взятой с места производства ID № FG4 (2,9 × 10-5 моль трибутилфосфина, 178 г гептана, 52,5 г 8 вес.% едкого вещества и 2,9 г разбавленного отбеливателя (1,0 × 10-5 моль/г, 2,9 × 10-5 моль NaClO). Проба S7 представляет собой тяжелую фракцию дистиллята,а проба S8 представляет собой 15 вес.% донного остатка. Обе пробы отправлялись на определение общего содержания P, Cl и фосфорных соединений.
Проба S9: Процедура для пробы S9 не отличалась от процедуры для пробы S5 за исключением добавления 31,5 г пробы, взятой с места производства ID № FG5 (2,9 × 10-5 моль трибутилфосфина, 178 г октена-1, 52,5 г 8 вес.% едкого вещества и 7,33 г разбавленного отбеливателя (1,0 × 10-5 моль/г, 7,33 × 10-5 моль NaClO). Перемешивание длилось всего 1 мин после впрыска отбеливателя. Последующие промывка деионизированной водой проводилась при 60°C. Донный остаток 15 вес. % помечался как проба S9 и отправлялся на определение общего содержания P, Cl и фосфорных соединений.
Образцы S10: Процедура для пробы S10 не отличалась от процедуры для пробы S9 за исключением добавления 7,25 г разбавленного отбеливателя (1,0 × 10-5 моль/г, 7,25 × 10-5 моль NaClO) и времени перемешивания продолжительностью 10 сек после впрыска отбеливателя. Донный остаток 15 вес. % помечали как S10 и отправляли на определение общего содержания P, Cl и фосфорных соединений
Обработка отводимого углеводородного продукта NaClO
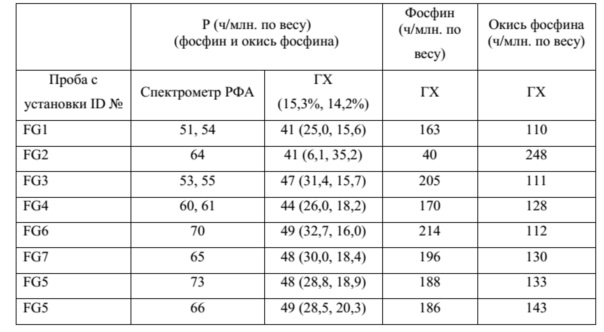
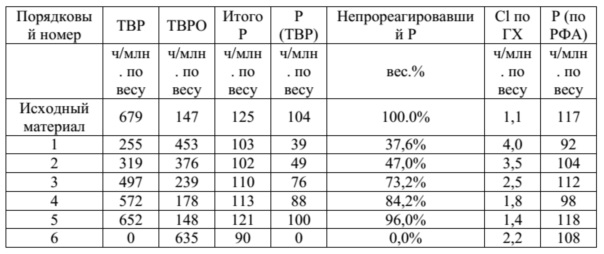
Отбор проб отводимого углеводородного продукта с установки проводился в течении одного месяца а пробы подвергались анализу методом рентгеновской флуоресценции (РФА) и методом газовой хроматографии с атомно-эмиссионным детектированием (GC-AED). Из-за чувствительности трибутилфосфина к окислению (беспримесный трибутилфосфин пирофорен), контейнеры для отбора представляли собой цилиндры компании Hoke®, а не бутылки компании Dopak® последних выпусков. Во время обработки отмечали некоторую степень окисления трибутилфосфиноксида воздухом (Таблица 1). Для проб, отобранных в разные дни, проводился повторный анализ РФА с воспроизводимыми результатами.
Таблица 1 - Содержание фосфора в пробах, взятых с места производства
Триалкилфосфин с избыточным содержанием NaClO.
Триалкилфосфин + 4 NaClO + 3H2O  3 спирт + H3PO4 + 4 NaCl (Уравнение 2)
3 спирт + H3PO4 + 4 NaCl (Уравнение 2)
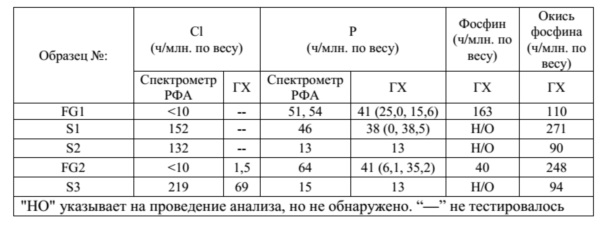
Первоначально использовали избыточное содержание NaClO (эквивалент 11 ~ 43), но наблюдали только трибутилфосфиноксид (Таблица 2) вместо фосфорной кислоты (H3PO4), как указано в Уравнении 2. Пробу S1 отбирали после обработки пробы, взятой с места производства ID № FG1, эквивалентом 11 NaClO, в то время как пробу S2 получали после дальнейшей промывки пробы S1 равным объемом деионизированной воды (DI). Результаты показали полное преобразование трибутилфосфина в трибутилфосфиноксид при температуре реакции (60°C, Уравнение 3), а дополнительная стадия промывки показала эффективность на экстрагирование трибутилфосфиноксида в водной фазе со снижением до 75% содержания P (до 13 ч/млн.) исходя из результатов РФА и ГХ. Снижение содержания фосфора за счет использования отбеливателя было вновь воспроизведено на пробе, взятой с места производства ID № FG2, что видно по образцу S3 с номером FG2
Таблица 2: Обработка пробы, взятой с места производства, избыточным содержанием отбеливателя.
Обработка триалкилфосфина NaClO.
NaClO + триалкилфосфин NaCl + триалкилфосфиноксид (Уравнение 3)
Проба с установки ID № FG2 отбиралась в бутылки компании Dopak®. Несмотря на осторожность во время обработки, произошло значительное окисление трибутилфосфина, вызванное избыточным содержанием NaClO (42 экв.) при запланированном использовании пробы трибутилфосфина, взятой с места производства ID № FG1. Таким образом, наряду со значительным снижением содержания P, методом РФА (от 132 до 219 ч/млн.) и ГХ был обнаружен значительный объем хлоринации углеводородов.
Обработка побочного продукта реакции стехиометрическим составом отбеливателя включала: разбавление пробы побочного продукта реакции гептаном или 1-октеном до 15 вес.% побочного продукта реакции; затем 8 вес.% едкого вещества, содержащего отбеливатель с массовым соотношением отводимого углеводородного продукта к едкому веществу составляющем 4:1; и последующую однократную промывку деионизированной водой (DI) при массовом соотношении отводимого углеводородного продукта к деионизированной воде (DI) составляющем 4:1. Как показала газовая хроматография, процедура не привела к значительной хлоринации побочного продукта реакции при условиях реакции для проб S4-S5, если побочный продукт реакции разбавляли алканом. Отводимый углеводородный продукт затем дополнительно разделяли перегонкой, а 15 вес. % донного остатка и, необязательно, тяжелая фракция 85% верхнего дистиллята анализировались методами ГХ и РФА на содержание фосфора и хлоринацию. Меньшее разбавление пробы, взятой с места производства (15 вес.% против 7 вес.% соответственно), и меньший объем деионизированной водой (DI) для промывки (4:1 против 2:1 соответственно) фактически снижает эффективность действия отбеливателя на снижение содержания фосфора. Однако по-прежнему достигается снижение содержания фосфора более чем на 80% (Таблица 3).
Таблица 3: Обработка пробы, взятой с места производства, стехиометрическим составом отбеливателя.
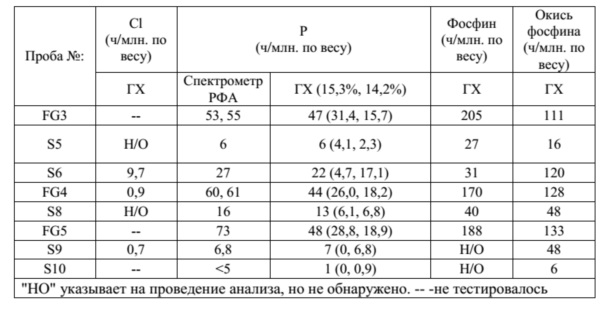
Проба S5 представляла собой 15 вес.% донного остатка от пробы FG3, взятой с места производства, после ее обработки смесью NaClO с трибутилфосфином с молярным соотношением 1:1 и разбавления гептаном. Анализ РФа и ГХ показал снижение содержания P в пределах от 50 до 6 ч/млн. Тяжелая фракция дистиллята (помечена как проба S4) в том же эксперименте не показала содержания P и хлоринации при анализе методами РФА и ГХ. Однако обработка пробы, взятой с места производства, заменой едкого вещества деионизированной водой (DI) и без разбавления углеводорода была менее эффективна, чем у пробы S5. Для пробы S6 отмечено снижение содержания P на 50% до 27 ч/млн. Кроме того ГХ показала незначительную хлоринацию (9,7 ч/млн.). Результаты анализа проб S5, S4 и S6 показали, что обработка пробы, взятой с места производства, смесью NaClO с трибутилфосфином с молярным соотношением 1:1 способна снизить содержание P, по меньшей мере, на 50% от первоначального. Результаты этих экспериментов показали, что разбавление композиции углеводородным растворителем и использование водной фазы едкого вещества привело к большему сокращению содержания P и меньшей хлоринации побочных продуктов. Сокращение содержания P было воспроизведено под номером FG4 для пробы S8
Эксперименты проводились с имитацией режима технологического процесса с коротким временем перемешивания и небольшим числом оборотов мешалки. Пробу S9 получали разбавлением 1-октеном и большей дозой NaClO (смесь [NaClO]:[трибутилфосфин] с молярным соотношением=2,5) с намерением увеличить хлоринацию, при ее наличии, за счет роста концентрации реакционной олефиновой доли и NaClO. Анализ методом рентгеновской флуоресценции (РФА) и методом газовой хроматографии с атомно-эмиссионным детектированием (GC-AED) снова показал значительное снижение содержания фосфора до одноразрядной величины в ч/млн. и незначительную хлоринацию. Воспроизведение результатов пробы S10 подтвердило эффективность действия в стехиометрических объемах NaClO на снижение содержания P и уменьшение хлоринации.
Влияние концентрации оксиданта на очистку фракции прекурсора газолина, содержащей фосфин
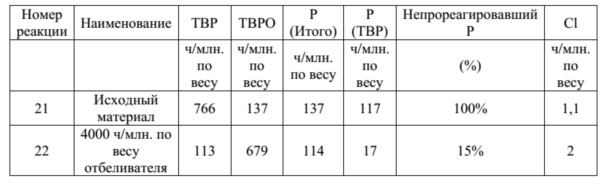
Таблица 4A (Условия) и таблица 4B (Результаты): Эксперименты проводили с концентрацией 4000 ч/млн. по весу гипохлорита натрия в 1 вес.% едкого вещества в пробах прекурсора газолина и при разном времени реакции.
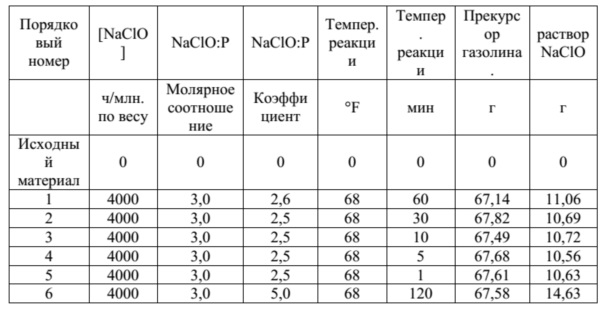
При использовании раствора отбеливателя (4000 ч/млн. по весу. в 1 вес.% едкого вещества) было обнаружено, что в ходе реакции константа первого порядка кажущейся скорости (k) концентрации [TBP] довольно мала и составляет 0,018 мин-1(Таблица 4 РИС. 3), по сравнению с реакцией между PH3 и NaClO (Lawless и соавт., 1962 г.).
Кроме того, канонический анализ проводили с сохранением параметров производственного процесса и производительности (Таблица 5). Общая тенденция показывает, что время реакции влияет на снижения концентрации фосфина, например, ТВР, а едкое вещество влияет на снижение концентрации хлора. 1 вес. % и 8 вес.% едкого вещества показали аналогичные объемы хлорированных побочных продуктов.
Таблица 5: Нормированные коэффициенты параметров производственного процесса и производительности.
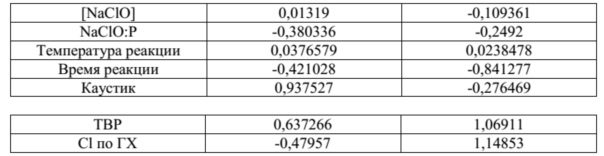
Эксперимент под номером 6 в Таблицах 4A и 4B показал, что при большей продолжительности реакции и при росте первоначальный концентрации хлора конечный газолин после 120 мин. обработки отбеливателем имеет концентрацию хлора, составляющую 2 ч/млн. по весу.
Газолиновый продукт, обработанный отбеливателем (Таблица 6) подвергали анализу, который показал, что сопоставимый объем необработанного газолина имеет тенденцию вызывать коррозию (ASTM D130 и D7571), концентрацию хлора (ASTM D7359) и осмоление двигателя.
Таблица 6: Сравнение качества газолина после обработки отбеливателем.
Поскольку водный раствор отбеливателя, использованный для окисления ТВР, не достаточен, чтобы извлечь большую часть образованного TBPO, то использовали дополнительное экстрагирование для снижения концентрации фосфора в газолиновом продукте. Результаты показали, что коэффициент разделения довольно постоянен при комнатной температуре (от 68°F до 70°F) для предлагаемых концентраций соединений фосфора, составляющих от 5 ч/млн. по весу до 100 ч/млн. по весу (РИС. 4). При больших концентрациях фосфора (концентрация фосфора превышает 100 ч/млн. по весу) эффективность экстрагирования слегка уменьшалась (РИС. 5).
Коэффициент разделения зависит от температуры экстрагирования. Более низкие температуры повышают степень экстрагирования TBPO в водной фазе при атмосферном давлении (Таблица 7).
Таблица 7: Kpc в зависимости от температуры экстрагирования при атмосферном давлении.
Дальнейшие эксперименты проводили в стеклянной колонне с внутренним диаметром 3″ и высотой 20′ со структурированными насадками из нержавеющей стали. При высокой температуре (около 35°C) и атмосферном давлении наблюдалось сильное газообразование, которое первоначально привело к слабому экстрагированию TBPO. После охлаждения до 10°C при атмосферном давлении, эксперимент показал снижение концентрации фосфора в газолине от 80 ч/млн. по весу до 8 ч/млн. по весу или менее за счет диспергирования отводимого углеводородного продукта в сплошной водной фазе. Для всех этих экспериментов, соотношение водной фазы к углеводородной фазе по весу составляло, по меньшей мере, около 0,6.
Данные эксперименты показали, что гипохлорит натрия способен эффективно окислять трибутилфосфин и трибутилфосфиноксид. Реакция проходила с кинетикой реакции первого порядка, соответственно концентрации трибутилфосфина. Использование едкого вещества позволяло проводить реакцию с получением низкой концентрации хлора в конечном продуктом.
Анализ воздействия кислорода и оксидантов на основе пероксидов
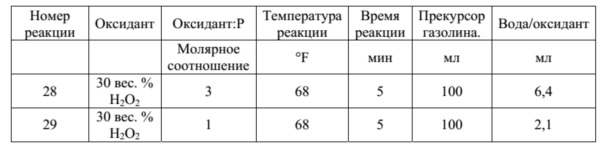
Другие оксиданты, которые также могут использоваться для окисления ТВР TBPO представляют собой: воздух, H2O2 и трет-бутилгидропероксид (TBHP). Результаты окисления данными оксидантами приведены в Таблица 8. Как показано в Таблице, воздух и Н2О2 оказались не столь эффективными оксидантами, по сравнению с гипохлоритом натрия.
Эксперименты, приведенные в Таблице 8, показали, что TBHP был эффективнее в данных условиях для окисления ТВР.
Таблица 8A (Условия) и таблица 8B (Результаты): Окисление ТВР различными оксидантами.
Подобно газолину, обработанному гипохлоритом натрия, газолин, обработанный TBHP не показал никаких тенденций вызывать коррозию и осмоление двигателя, по сравнению с необработанным газолином. Процесс обработки фракции прекурсора газолина, содержащий фосфин показан на РИС. 2 и 6.
* * * * * * * * * * * * * * * *
Все соединения, комплексы и способы раскрытые здесь и описанные в приведенной формуле изобретения можно получить и осуществить без излишнего экспериментирования, с учетом настоящего раскрытия. Хотя соединения, комплексы и способы данного раскрытия описаны с точки зрения предпочтительных вариантов осуществления, специалистам в отрасли техники, к которой относится данное изобретение очевидно, что возможны вариации соединений, комплексов и способов, а также стадий или последовательности стадий описанного здесь способа, без отклонения от сущности и объема изобретения. В частности очевидно, что некоторые связанные химически вещества могут заменять описанные здесь вещества с получением аналогичных результатов. Все аналогичные заменители и модификации очевидны для специалистов в отрасли техники, к которой относится данное изобретение и подпадают в рамки описания сущности и объема изобретения, как определено в прилагаемой формуле изобретения.
ИСТОЧНИКИ ИНФОРМАЦИИ
Следующие ссылки, в той степени, в которой они описывают примерные процедуры или другие детали, дополняющие изложенные в настоящем документе, включены в настоящий документ.
Патент США №. 3 482 001
Патент США №. 3 709 953
Anderson, N.G., Practical Process Research & Development – A Guide For Organic Chemists, 2е изд., Academic Press, Нью-Йорк, 2012 г.
Hazardous Laboratory Chemicals Disposal Guide, 3е издание, издатель Margaret-Ann Armour, Lewis
Klawonn, et. al., “A Simple and Convenient Method for Epoxidation of Olefins without Metal Catalysts,” Adv. Synth. Catal., 345(3):389-392, 2003 г.
Lawless et. al., “812. Kinetics of the reaction between phosphine and sodium hypochlorite in alkaline solution,” J. Chem. Soc., 4200-4205, 1962 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки углеводородных дистиллятов от меркаптанов | 1977 |
|
SU689623A3 |
| СПОСОБ ГИДРОФОРМИЛИРОВАНИЯ С ПОМОЩЬЮ ДВОЙНОГО ОТКРЫТО-КОНЦЕВОГО БИСФОСФИТНОГО ЛИГАНДА | 2009 |
|
RU2541537C2 |
| СПОСОБ СНИЖЕНИЯ СОДЕРЖАНИЯ МЕРКАПТАНОВ В УГЛЕВОДОРОДАХ | 2011 |
|
RU2617415C2 |
| СПОСОБ ГИДРОФОРМИЛИРОВАНИЯ | 2013 |
|
RU2634719C2 |
| СПОСОБ ОЧИСТКИ ПОЛИОЛЕФИНОВ | 1973 |
|
SU382290A1 |
| СПОСОБ ПОЛУЧЕНИЯ 1-ОКТЕНА | 2002 |
|
RU2279420C2 |
| СПОСОБЫ ХРАНЕНИЯ КАТАЛИЗАТОРОВ НА ОСНОВЕ ФОСФОРОРГАНИЧЕСКИХ ЛИГАНДОВ С ПЕРЕХОДНЫМИ МЕТАЛЛАМИ | 2012 |
|
RU2598386C2 |
| Способ каталитической конверсии углеводородного сырья | 1970 |
|
SU464104A3 |
| Способ получения гептенов | 1969 |
|
SU488397A3 |
| Способ получения альдегидов С @ - С @ | 1989 |
|
SU1836319A3 |
Изобретение относится к способу удаления соединений фосфора из жидких углеводородов. Способ включает стадии: (а) взаимодействия жидкого углеводорода с водным раствором, содержащим оксидант, выбранный из трет-бутилгидропероксида, с образованием реакционной смеси, содержащей водный компонент и углеводородный компонент, где жидкий углеводород содержит, по меньшей мере, алкен C4-30 и триалкилфосфин C≤30; (b) реакции оксиданта, выбранного из трет-бутилгидропероксида, с триалкилфосфином C≤30 с образованием соответствующей окиси фосфина C≤30; (с) удаления водного компонента из углеводородного компонента с одновременным удалением окиси триалкилфосфина C≤30 из жидкого углеводорода. Предложенное изобретение позволяет эффективно удалять фосфорные соединения из жидкоих углеводородов. 11 з.п. ф-лы, 7 ил., 8 табл., 39 пр. 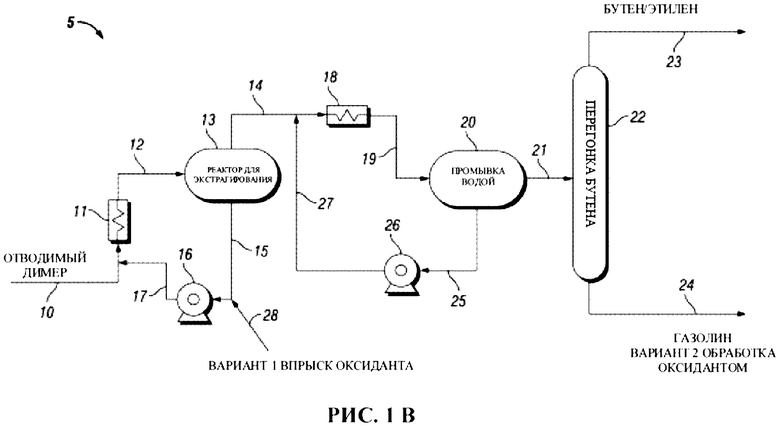
1. Способ удаления соединений фосфора из жидких углеводородов, включающий стадии:
(а) взаимодействия жидкого углеводорода с водным раствором, содержащим оксидант, выбранный из трет-бутилгидропероксида, с образованием реакционной смеси, содержащей водный компонент и углеводородный компонент, где жидкий углеводород содержит, по меньшей мере, алкен C4-30 и триалкилфосфин C≤30;
(b) реакции оксиданта, выбранного из трет-бутилгидропероксида, с триалкилфосфином C≤30 с образованием соответствующей окиси фосфина C≤30;
(с) удаления водного компонента из углеводородного компонента с одновременным удалением окиси триалкилфосфина C≤30 из жидкого углеводорода.
2. Способ по п.1, отличающийся тем, что водный раствор является нейтральным.
3. Способ по п.1, отличающийся тем, что водный раствор является основным.
4. Способ по п.1, отличающийся тем, что молярное соотношение оксиданта к фосфину C≤30 составляет от 0,25:1 до 5:1.
5. Способ по п.1, отличающийся тем, что стадия (b) дополнительно содержит перемешивание водного компонента с углеводородным компонентом.
6. Способ по п.1, отличающийся тем, что стадия (b) дополнительно содержит реакцию оксиданта с фосфином C≤30 при температуре от 1°C до 150°C.
7. Способ по п.1, отличающийся тем, что стадия (b) дополнительно содержит реакцию оксиданта с фосфином C≤30 длительностью от 1 секунды до 120 минут.
8. Способ по п.1, дополнительно содержащий стадию промывки, отличающийся тем, что отделенный на стадии (с) углеводородный компонент промывается вторым водным раствором.
9. Способ по п.1, отличающийся тем, что жидкий углеводород получали реакцией димеризации этилена.
10. Способ по п.1, отличающийся тем, что жидкий углеводород представляет собой газолин или прекурсор газолина.
11. Способ по п.1, отличающийся тем, что жидкий углеводород дополнительно содержит алкены C5-10.
12. Способ по п.1, отличающийся тем, что снижает концентрацию фосфора в жидком углеводороде до менее чем 25 ч/млн.
| US 3642935 A, 15.02.1972 | |||
| Устройство для гомогенизации смеси | 1971 |
|
SU506314A3 |
| КАТАЛИТИЧЕСКАЯ КОМПОЗИЦИЯ И СПОСОБ ДИМЕРИЗАЦИИ ОЛЕФИНОВ | 1994 |
|
RU2133641C1 |

