ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к стальному материалу и к расширяемым трубам, применяемым в нефтяной промышленности, и более конкретно к стальному материалу, проявляющему свойства превосходной расширяемости трубы и стойкости к сульфидному растрескиванию под напряжением, который используется в нефтяных и газовых скважинах и подобных средах, содержащих сероводород (H2S), а также к использующим этот стальной материал расширяемым трубам, применяемым в нефтяной промышленности.
УРОВЕНЬ ТЕХНИКИ
[0002]
При бурении нефтяных скважин и газовых скважин (в дальнейшем упоминаемых обобщенно как «нефтяные скважины»), обычно используемым способом является вставка и погружение обсадных труб после того, как буровая скважина достигнет предопределенной глубины, с тем, чтобы воспрепятствовать обрушению стенок скважины. Кроме того, операция поочередной вставки обсадных труб, имеющих более малый наружный диаметр, повторяется при выполнении бурения. Следовательно, обычно в том случае, когда необходимо выполнить бурение до большой глубины, площадь бурения нефтяной скважины в приповерхностной части становится больше в направлении наружного диаметра из-за увеличения количества раз вставки обсадных труб, что увеличивает стоимость бурения и продолжительность строительства, и таким образом является экономически невыгодным. Соответственно в последние годы был предложен способ строительства, в котором обсадные трубы, вставленные в нефтяную скважину, расширяются в нефтяной скважине для того, чтобы уменьшить площадь бурения в приповерхностной части, так что продолжительность строительства при бурении может быть значительно сокращена (см., например, Патентный документ 1).
[0003]
В нефтяных скважинах для добычи сырой нефти, природного газа и т.п., содержащих сероводород, сульфидное растрескивание под напряжением (также сокращенно упоминаемое как «SSC») стали во влажной сероводородной среде представляет собой проблему, и поэтому необходимы стальные обсадные трубы, обладающие превосходной стойкостью к сульфидному растрескиванию под напряжением. В вышеописанном способе строительства обсадные трубы подвергаются воздействию коррозионной окружающей среды после того, как они подвергнутся обработке для расширения без термической обработки и т.п. Следовательно материал, используемый для обсадных труб, должен обладать превосходной расширяемостью, а также коррозийной стойкостью после холодной обработки. Например, Патентные документы 1-3 предлагают материалы, которые обладают превосходными способностью к расширению и коррозийной стойкостью.
СПИСОК ДОКУМЕНТОВ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЙ ДОКУМЕНТ
[0004]
Патентный документ 1: JP2008-202128A
Патентный документ 2: JP2002-266055A
Патентный документ 3: JP2006-9078A
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0005]
Для того, чтобы гарантировать расширяемость стальных труб, которая необходима для использования в вышеописанном процессе, требуется высокое равномерное относительное удлинение. Патентные документы 1 и 2 раскрывают стальные трубы, которые обладают превосходной стойкостью к сульфидному растрескиванию под напряжением, но имеют возможности для усовершенствования, поскольку не проводилось никакой проверки относительно равномерного относительного удлинения. Кроме того, Патентный документ 3 раскрывает значение равномерного относительного удлинения. Это значение, однако, указывает результат, который составляет 21% или меньше. В дополнение к этому, не проводилось никакой проверки относительно стойкости к сульфидному растрескиванию под напряжением. Для того, чтобы дополнительно увеличить возможности применения стальных труб, которые должны расширяться в нефтяной скважине, необходимо иметь равномерное относительное удлинение, например, 40% или больше, а также гарантировать стойкость к сульфидному растрескиванию под напряжением после расширения.
[0006]
Задача настоящего изобретения заключается в том, чтобы предложить стальной материал, который имеет высокую расширяемость, обладает превосходной стойкостью к сульфидному растрескиванию под напряжением после холодной обработки, и кроме того имеет высокую экономическую эффективность, а также расширяемые трубы, применяемые в нефтяной промышленности, использующие такой стальной материал.
СРЕДСТВА ДЛЯ РЕШЕНИЯ ПРОБЛЕМ
[0007]
Авторы настоящего изобретения исследовали химический состав стального материала, который удовлетворяет вышеописанным условиям. В результате авторы настоящего изобретения пришли к следующим выводам.
[0008]
(A) Для того, чтобы гарантировать высокую стойкость к сульфидному растрескиванию под напряжением и равномерное относительное удлинение, эффективным является включение в состав Mn и C, которые являются элементами, стабилизирующими аустенит. В частности, эффективным является включение в состав большого количества Mn. Аустенитная структура имеет высокую стойкость к сульфидному растрескиванию под напряжением, и_ если содержания C и Mn выбраны должным образом, аустенитная структура является устойчивой при холодной обработке и трудно поддающейся вызываемому деформацией мартенситному превращению. Следовательно, возникновение сульфидного растрескивания под напряжением, которое может происходить в присутствии микроструктуры BCC (объемноцентрированной кубической микроструктуры), может быть подавлено.
[0009]
(B) Mn имеет проблему, заключающуюся в том, что он вызывает ухудшение общей коррозионной стойкости во влажной сероводородной среде. Однако ухудшение общей коррозионной стойкости может быть подавлено за счет содержания Cu в стальном материале.
[0010]
(C) Когда содержанием C управляют должным образом, в том случае, когда содержится V, который является карбидообразующим элементом, C расходуется на образование карбидов. Следовательно, необходимо регулировать содержание C с учетом количества C, потребляемого на образование карбидов.
[0011]
Настоящее изобретение было выполнено на основе вышеописанных результатов и включает в себя стальной материал и расширяемые трубы, применяемые в нефтяной промышленности, описываемые ниже.
[0012]
(1) Стальной материал, имеющий химический состав, состоящий из
C: от 0,6 мас.% до 1,8 мас.%,
Si: от 0,05 мас.% до 1,00 мас.%,
Mn: больше чем 25,0 мас.% и 45,0 мас.% или меньше,
Al: от 0,003 мас.% до 0,06 мас.%,
P: 0,03 мас.% или меньше,
S: 0,03 мас.% или меньше,
Cu: от 0,5 мас.% до 3,0 мас.%,
N: 0,10 мас.% или меньше,
V: от 0 мас.% до 2,0 мас.%,
Cr: от 0 мас.% до 3,0 мас.%,
Mo: от 0 мас.% до 3,0 мас.%,
Ni: от 0 мас.% до 1,5 мас.%,
Nb: от 0 мас.% до 0,5 мас.%,
Ta: от 0 мас.% до 0,5 мас.%,
Ti: от 0 мас.% до 0,5 мас.%,
Zr: от 0 мас.% до 0,5 мас.%,
Ca: от 0 мас.% до 0,005 мас.%,
Mg: от 0 мас.% до 0,005 мас.%,
REM: от 0 мас.% до 0,01 мас.%,
B: от 0 мас.% до 0,015 мас.%,
остаток: железо и примеси, и
удовлетворяющий следующей формуле (i),
в котором микроструктура металла состоит из единственной фазы аустенита,
предел текучести составляет 241 МПа или выше, и равномерное относительное удлинение составляет 40% или выше;
0,6 < C - 0,18V < 1,44... (i)
где символ элемента в формуле означает содержание (в мас.%) этого элемента, содержащегося в стальном материале, и равно нулю в том случае, когда этот элемент не содержится.
[0013]
(2) Стальной материал в соответствии с пунктом (1),
в котором химический состав содержит
V: от 0,03 мас.% до 2,0 мас.%.
[0014]
(3) Стальной материал в соответствии с пунктом (1) или (2),
в котором химический состав содержит
один или более элементов, выбираемых из
Cr: от 0,1 мас.% до 3,0 мас.%,
Mo: от 0,1 мас.% до 3,0 мас.%, и
Ni: от 0,1 мас.% до 1,5 мас.%.
[0015]
(4) Стальной материал в соответствии с любым из пунктов (1) - (3),
в котором химический состав содержит
один или более элементов, выбираемых из
Nb: от 0,005 мас.% до 0,5 мас.%,
Ta: от 0,005 мас.% до 0,5 мас.%,
Ti: от 0,005 мас.% до 0,5 мас.%,
Zr: от 0,005 мас.% до 0,5 мас.%,
Ca: от 0,0003 мас.% до 0,005 мас.%,
Mg: от 0,0003 мас.% до 0,005 мас.%,
REM: от 0,001 мас.% до 0,01 мас.%, и
B: от 0,0001 мас.% до 0,015 мас.%.
[0016]
(5) Расширяемые трубы, применяемые в нефтяной промышленности, которые состоят из стального материала в соответствии с любым из пунктов (1) - (4).
[0017]
(6) Расширяемые трубы, применяемые в нефтяной промышленности, в соответствии с пунктом (5), которые являются бесшовными трубами, применяемыми в нефтяной промышленности.
ПОЛЕЗНЫЕ ЭФФЕКТЫ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
[0018]
В соответствии с настоящим изобретением может быть получен стальной материал, имеющий высокое равномерное относительное удлинение и проявляющий, таким образом, высокую расширяемость, а также превосходную стойкость к сульфидному растрескиванию под напряжением после холодной обработки. Следовательно, стальной материал в соответствии с настоящим изобретением может подходящим образом использоваться для расширяемых труб, применяемых в нефтяной промышленности, во влажной сероводородной среде.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0019]
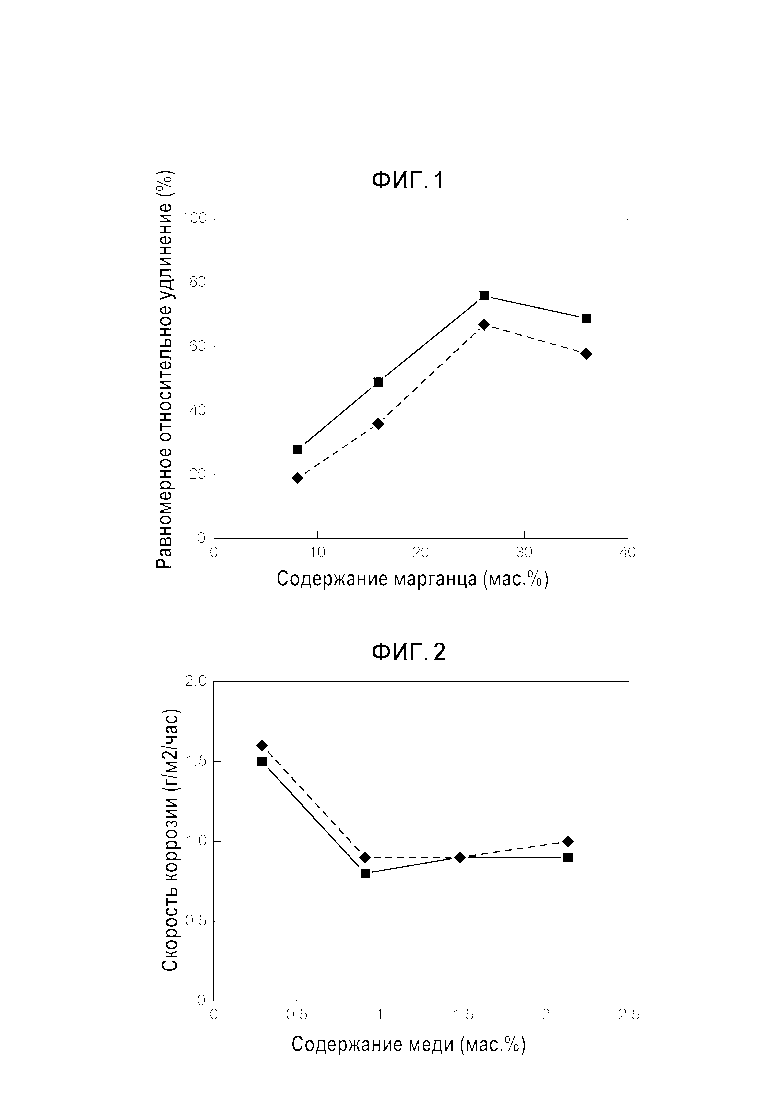
[Фиг. 1] Фиг. 1 представляет собой график, показывающий соотношение между содержанием Mn и равномерным относительным удлинением.
[Фиг. 2] Фиг. 2 представляет собой график, показывающий соотношение между содержанием Cu и скоростью коррозии.
СПОСОБ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0020]
Далее подробно описываются составные части настоящего изобретения.
[0021]
1. Химический состав
Причины для ограничения содержания элементов описываются ниже. В следующем объяснении символ «%» для содержания каждого элемента означает «мас.%».
[0022]
C: от 0,6 мас.% до 1,8 мас.%
Углерод (C) обладает эффектом стабилизации фазы аустенита с низкими затратами, даже если содержание Mn или Ni уменьшено, а также может улучшать свойство механического упрочнения и равномерное относительное удлинение за счет поддержки пластической деформации путем срастания кристаллов, так что C является очень важным элементом в настоящем изобретении. Следовательно, углерод должен содержаться в количестве 0,6 мас.% или больше. С другой стороны, если содержание C является слишком высоким, выделяется цементит, и тем самым не только уменьшается прочность границы зерна и увеличивается восприимчивость к коррозионному растрескиванию под напряжением, но также и температура плавления материала заметно уменьшается, а обрабатываемость в горячем состоянии ухудшается. Следовательно, содержание углерода устанавливается равным 1,8 мас.% или меньше. Содержание C предпочтительно составляет больше чем 0,65 мас.%, еще более предпочтительно 0,7 мас.% или больше. Кроме того, содержание C предпочтительно составляет 1,6 мас.% или меньше, еще более предпочтительно 1,4 мас.% или меньше.
[0023]
Si: от 0,05 мас.% до 1,00 мас.%
Кремний (Si) является элементом, необходимым для раскисления стали. Если содержание Si составляет менее 0,05 мас.%, раскисление является недостаточным, и остается много неметаллических включений, и поэтому желаемая стойкость к сульфидному растрескиванию под напряжением не может быть достигнута. С другой стороны, если содержание Si составляет более 1,00 мас.%, прочность на границе зерна снижается, и стойкость к сульфидному растрескиванию под напряжением уменьшается. Следовательно, содержание Si устанавливается равным от 0,05 мас.% до 1,00 мас.%. Содержание Si предпочтительно составляет 0,10 мас.% или больше, еще более предпочтительно 0,20 мас.% или больше. Кроме того, содержание Si предпочтительно составляет 0,80 мас.% или меньше, еще более предпочтительно 0,60 мас.% или меньше.
[0024]
Mn: больше чем 25,0 мас.% и 45,0 мас.% или меньше
Марганец (Mn) является элементом, способным к стабилизации фазы аустенита с низкими затратами, а также важным элементом для того, чтобы гарантировать высокое равномерное относительное удлинение. Для того, чтобы проявить эти эффекты, должно содержаться более чем 25,0 мас.% Mn. С другой стороны, Mn растворяется предпочтительно во влажной сероводородной среде, и устойчивые продукты коррозии не формируются на поверхности материала. В результате общая устойчивость к коррозии ухудшается с увеличением содержания Mn. В настоящем изобретении, если содержится более чем 45,0 мас.% Mn, даже при том, что содержится установленное количество или больше Cu, скорость коррозии становится более высокой, чем стандартная скорость коррозии низколегированной трубы для нефтяной скважины. Следовательно, содержание Mn должно быть установлено равным 45,0 мас.% или меньше. Содержание марганца предпочтительно составляет 40,0 мас.% или меньше.
[0025]
В настоящем изобретении «стандартная скорость коррозии низколегированной трубы для нефтяной скважины» означает скорость коррозии, преобразованную из коррозионных потерь в то время, когда сталь погружена в раствор A (водный раствор 5%NaCl+0,5%CH3COOH, насыщенный H2S под давлением 1 бар), определяемый в стандарте NACE TM0177-2005, на 336 час, составляющую 1,5 г/(м2·час).
[0026]
Al: от 0,003 мас.% до 0,06 мас.%
Алюминий (Al) является элементом, необходимым для раскисления стали, и поэтому должно содержаться 0,003 мас.% или больше Al. Однако если содержание Al составляет более чем 0,06 мас.%, оксиды склонны образовывать включения, и поэтому могут оказывать неблагоприятное влияние на ударную вязкость и коррозийную стойкость. Следовательно, содержание Al устанавливается равным от 0,003 мас.% до 0,06 мас.%. Содержание Al предпочтительно составляет 0,008 мас.% или больше, еще более предпочтительно 0,012 мас.% или больше. Кроме того, содержание Al предпочтительно составляет 0,05 мас.% или меньше, еще более предпочтительно 0,04 мас.% или меньше. В настоящем изобретении Al содержание растворимого в кислоте Al (растворимого Al).
[0027]
P: 0,03 мас.% или меньше
Фосфор (P) является элементом, неизбежно присутствующим в стали в качестве примеси. Однако если содержание P составляет больше чем 0,03 мас.%, P сегрегируется на границах зерна и ухудшает стойкость к сульфидному растрескиванию под напряжением. Следовательно, содержание P должно быть установлено равным 0,03 мас.% или меньше. Желательно, чтобы содержание P было настолько низким, насколько это возможно, и предпочтительно составляет 0,02 мас.% или меньше, еще более предпочтительно 0,012 мас.% или меньше. Однако чрезмерное уменьшение содержания P приводит к возрастанию затрат на производство стального материала. Следовательно, нижний предел содержания P предпочтительно составляет 0,001 мас.%, еще более предпочтительно 0,005 мас.%.
[0028]
S: 0,03% или меньше
Сера (S) является элементом, неизбежно присутствующим в стали в качестве примеси, как и фосфор. Если содержание серы составляет более 0,03 мас.%, сера сегрегирует на границы зерна и образует включения на основе сульфида, что ухудшает стойкость к сульфидному растрескиванию под напряжением. Следовательно, содержание серы должно быть установлено равным 0,03 мас.% или меньше. Желательно, чтобы содержание серы было настолько низким, насколько это возможно, и предпочтительно составляет 0,015 мас.% или меньше, еще более предпочтительно 0,01 мас.% или меньше. Однако чрезмерное уменьшение содержания серы приводит к возрастанию затрат на производство стального материала. Следовательно, нижний предел содержания серы предпочтительно составляет 0,001 мас.%, еще более предпочтительно 0,002 мас.%.
[0029]
Cu: от 0,5 мас.% до 3,0 мас.%
Медь (Cu) является элементом, который ускоряет локальную коррозию, и склонна формировать зону концентрации напряжений на поверхности стального материала в том случае, когда содержание Mn в стальном материале является низким. Однако в том случае, когда скорость коррозии материнской фазы стального материала является высокой, Cu имеет эффект подавления коррозии за счет образования сульфидов на поверхности материала во влажной сероводородной среде. В настоящем изобретении, поскольку содержание Mn является высоким, и увеличение скорости коррозии может быть легко вызвано, должно содержаться 0,5 мас.% или больше Cu. С другой стороны, если Cu содержится в чрезмерном количестве, этот эффект насыщается, локальная коррозия ускоряется, и может сформироваться зона концентрации напряжений на поверхности стального материала. Следовательно содержание меди устанавливается равным 3,0 мас.% или меньше. Содержание меди предпочтительно составляет 0,6 мас.% или больше, еще более предпочтительно 0,7 мас.% или больше. Кроме того, содержание Cu предпочтительно составляет 2,5 мас.% или меньше, более предпочтительно 2,0 мас.% или меньше, еще более предпочтительно 1,5 мас.% или меньше.
[0030]
V: от 0 мас.% до 2,0 мас.%
Ванадий (V) может содержаться по мере необходимости, потому что он является элементом, который упрочняет стальной материал за счет выполнения термической обработки при соответствующих температуре и продолжительности и выделения мелких карбидов (V4C3) в стали. Однако если V содержится в чрезмерном количестве, этот эффект насыщается, и потребляется большое количество C, что стабилизирует фазу аустенита. Следовательно, содержание ванадия устанавливается равным 2,0 мас.% или меньше. Содержание ванадия предпочтительно составляет 1,8 мас.% или меньше, более предпочтительно 1,6 мас.% или меньше. В настоящем изобретении следует избегать заметного увеличения прочности для того, чтобы гарантировать высокое равномерное относительное удлинение. Кроме того, при увеличении содержания V производительность может уменьшиться. Таким образом, содержание V еще более предпочтительно составляет менее 0,5 мас.%. В том случае, когда желательно достичь вышеописанного эффекта, содержание V предпочтительно устанавливаются равным 0,03 мас.% или больше.
[0031]
N: 0,10% или меньше
Азот (N) обычно содержится в качестве загрязняющего элемента в железе и стальных материалах, и его содержание уменьшается с помощью деазотации. Поскольку N представляет собой элемент для стабилизации фазы аустенита, для того, чтобы стабилизировать аустенит, может содержаться большое количество N. Однако поскольку настоящее изобретение нацелено на стабилизацию аустенита посредством C и Mn, содержание азота не является обязательным. Кроме того, если N содержится в чрезмерном количестве, высокотемпературная прочность повышается, рабочее напряжение при высоких температурах увеличивается, и горячая обрабатываемость ухудшается. Следовательно, содержание азота должно быть установлено равным 0,10 мас.% или меньше. С точки зрения снижения затрат денитрификация является нежелательной, так что нижний предел содержания N предпочтительно составляет 0,0015 мас.%.
[0032]
Cr: от 0 мас.% до 3,0 мас.%
Хром (Cr) может содержаться по мере необходимости, потому что он является элементом для улучшения общей устойчивости к коррозии. Однако если содержание Cr составляет больше чем 3,0 мас.%, Cr сегрегирует на границы зерна, и тем самым стойкость к сульфидному растрескиванию под напряжением ухудшается. Следовательно, содержание Cr, если он присутствует, устанавливается равным 3,0 мас.% или меньше. Как было описано выше, в настоящем изобретении коррозия ускоряется при увеличении содержания Mn, и коррозия подавляется путем формирования сульфидов Cu. Следовательно, Cr не должен содержаться в большом количестве, и содержание Cr предпочтительно составляет менее 1,0 мас.%. В том случае, когда желательно достичь вышеописанного эффекта, содержание Cr предпочтительно устанавливается равным 0,1 мас.% или больше, еще более предпочтительно 0,2 мас.% или больше, и наиболее предпочтительно 0,5 мас.% или больше.
[0033]
Mo: от 0 мас.% до 3,0 мас.%
Молибден (Mo) может содержаться по мере необходимости, потому что он представляет собой элемент, обладающий эффектом подавления коррозии за счет формирования сульфидов на поверхности материала во влажной сероводородной среде в том случае, когда скорость коррозии материнской фазы стального материала является высокой, как это имеет место в случае с Cu. Однако поскольку эффект Mo является небольшим по сравнению с Cu, и поскольку Mo является очень дорогим элементом, Mo не должен содержаться в чрезмерном количестве. Если содержание Mo составляет более 3,0 мас.%, эффект насыщается, и экономическая эффективность ухудшается. Следовательно, содержание молибдена, если он присутствует, устанавливается равным 3,0 мас.% или меньше. В том случае, когда желательно достичь вышеописанного эффекта, содержание молибдена предпочтительно устанавливается равным 0,1 мас.% или больше, еще более предпочтительно 0,2 мас.% или больше, и наиболее предпочтительно 0,5 мас.% или больше.
[0034]
Ni: от 0 мас.% до 1,5 мас.%
Никель (Ni) может содержаться по мере необходимости, потому что он представляет собой элемент, способный стабилизировать фазу аустенита, как это имеет место в случае с Cu, а также имеет эффект подавления образования трещин во время горячей прокатки, что иногда происходит в стали, содержащей медь. Однако Ni представляет собой элемент, который ускоряет локальную коррозию и склонен формировать зону концентрации напряжений на поверхности стального материала. Следовательно, если Ni содержится в чрезмерном количестве, стойкость к сульфидному растрескиванию под напряжением может быть ухудшена. По этой причине содержание Ni, если он присутствует, устанавливается равным 1,5 мас.% или меньше. Эффект подавления образования трещин может быть получен даже при небольшом количестве никеля, и содержание Ni предпочтительно устанавливается равным 0,1 мас.% или больше, еще более предпочтительно 0,2 мас.% или больше.
[0035]
Nb: от 0 мас.% до 0,5 мас.%
Ta: от 0 мас.% до 0,5 мас.%
Ti: от 0 мас.% до 0,5 мас.%
Zr: от 0 мас.% до 0,5 мас.%
Ниобий (Nb), тантал (Ta), титан (Ti) и цирконий (Zr) могут содержаться по мере необходимости, потому что они представляют собой элементы, которые способствуют прочности стали за счет объединения с C или N с образованием микроскопических карбидов или карбонитридов. В дополнение к этому стальной материал может быть упрочен путем дисперсионного твердения во время термической обработки для старения, когда содержатся элементы, имеющие способность к формированию карбидов и карбонитридов. Однако, если эти элементы содержатся в чрезмерном количестве, этот эффект насыщается, что может вызвать ухудшение ударной вязкости и дестабилизацию аустенита. Следовательно, содержание каждого из этих элементов составляет 0,5 мас.% или меньше и предпочтительно 0,35 мас.% или меньше. Для того, чтобы получить этот эффект, содержание одного или более элементов, выбираемых из этих элементов, предпочтительно составляет 0,005 мас.% или больше, еще более предпочтительно 0,1 мас.% или больше.
[0036]
Ca: от 0 мас.% до 0,005 мас.%
Mg: от 0 мас.% до 0,005 мас.%
Кальций (Ca) и магний (Mg) могут содержаться по мере необходимости, потому что они представляют собой элементы, которые обладают эффектами улучшения ударной вязкости и коррозионной стойкости за счет управления формой включений, а также дополнительно улучшают литейные свойства, подавляя забивку разливочного сопла во время литья. Однако если эти элементы содержатся в чрезмерном количестве, эти эффекты насыщаются, и включения становятся склонными к образованию кластеров, что ухудшает ударную вязкость и коррозийную стойкость. Следовательно, содержание каждого из этих элементов составляет 0,005 мас.% или меньше. Содержание каждого из этих элементов предпочтительно составляет 0,003 мас.% или меньше. Для того, чтобы получить этот эффект, содержание одного или двух элементов из этих элементов предпочтительно составляет 0,0003 мас.% или больше, еще более предпочтительно 0,0005 мас.% или больше.
[0037]
REM: от 0 мас.% до 0,01 мас.%
Редкоземельные металлы (REM) могут содержаться по мере необходимости, потому что они представляют собой элементы, которые обладают эффектами улучшения ударной вязкости и коррозионной стойкости за счет управления формой включений, как это имеет место в случае с Ca и Mg. Однако если REM содержатся в чрезмерном количестве, эти эффекты насыщаются, и включения становятся склонными к образованию кластеров, что ухудшает ударную вязкость и коррозийную стойкость. Следовательно, содержание REM составляет 0,01 мас.% или меньше. Содержание REM предпочтительно составляет 0,005 мас.% или меньше. Для того, чтобы получить этот эффект, содержание REM предпочтительно составляет 0,001 мас.% или больше, еще более предпочтительно 0,002 мас.% или больше.
[0038]
REM является общим названием для в общей сложности 17 элементов, состоящих из Sc (скандия), Y (иттрия) и лантаноидов, и содержание REM означает полное содержание одного или более элементов из этих 17 элементов.
[0039]
Когда два или более элементов, выбираемых из Ca, Mg и REM, содержатся одновременно, общее содержание этих элементов предпочтительно составляет 0,008 мас.% или меньше.
[0040]
B: от 0 мас.% до 0,015 мас.%
Бор (B) может содержаться по мере необходимости, потому что он является элементом, который обладает эффектами уменьшения размеров включений и аустенитного зерна. Однако если B содержится в чрезмерном количестве, могут образоваться низкоплавкие соединения, что ухудшит горячую обрабатываемость. В частности, если содержание B составляет более 0,015 мас.%, горячая обрабатываемость может заметно ухудшиться. Следовательно, содержание B составляет 0,015 мас.% или меньше. Для того, чтобы получить этот эффект, содержание B предпочтительно составляет 0,0001 мас.% или больше.
[0041]
Стальной материал по настоящему изобретению имеет химический состав, состоящий из вышеописанных элементов от C к B, с остатком из Fe и примесей.
[0042]
Термин «примеси» означает компоненты, которые примешиваются из-за различных факторов в производственном процессе, включая сырье, такое как руда и лом, когда сталь производится в промышленном масштабе, причем эти компоненты могут содержаться в таком диапазоне, в котором они не оказывают неблагоприятного влияния на настоящее изобретение.
[0043]
0,6 < C-0,18V < 1,44 (i)
где символы элементов в формуле означают содержание каждого элемента (в мас.%), содержащегося в стальном материале, и каждый из них равен нулю в том случае, когда этот элемент не содержится.
В настоящем изобретении, хотя содержание C регулируется в вышеописанном диапазоне для стабилизации фазы аустенита, в том случае, когда стальной материал упрочняется путем выделения карбидов ванадия, существует риск того, что часть C будет расходоваться, стабильность аустенита уменьшится, и тем самым уменьшится равномерное относительное удлинение. Предполагая, что все карбиды ванадия представляют собой V4C3, эффективное количество C, которое способствует стабилизации аустенита, выражается как C-0,18V, как показано в формуле (i), и необходимо регулировать содержания C и V таким образом, чтобы эффективное количество C превышало 0,6. С другой стороны, эффективное количество C, равное 1,44 или больше, создает проблемы неоднородности микроструктуры и ухудшения горячей обрабатываемости с образованием цементита, и необходимо регулировать содержания C и V таким образом, чтобы эффективное количество C было меньше чем 1,44. Эффективное количество C предпочтительно составляет 0,65 или больше, более предпочтительно 0,7 или больше. Кроме того, эффективное количество C предпочтительно составляет 1,4 или меньше, более предпочтительно 1,3 или меньше.
[0044]
2. Микроструктура металла
Как было описано выше, если α'-мартенсит и феррит, которые имеют объемноцентрированную кубическую структуру, смешиваются в микроструктуре металла, возникает риск не только уменьшения равномерного относительного удлинения, но также и уменьшения стойкости к сульфидному растрескиванию под напряжением. Следовательно, в настоящем изобретении микроструктура металла представляет собой единственную фазу аустенита, которая имеет гранецентрированную кубическую структуру (FCC).
[0045]
Даже если смешивающееся количество α'-мартенсита и феррита, имеющих объемноцентрированную кубическую структуру, является таким малым, что они не могут быть обнаружены с помощью рентгеновской дифракции (XRD), все равно существует риск ухудшения равномерного относительного удлинения и стойкости к сульфидному растрескиванию под напряжением. Следовательно, в настоящем изобретении объемные количества феррита и α'-мартенсита, имеющих объемноцентрированную кубическую структуру, измеряются и оцениваются с использованием измерителя феррита производства компании Helmut Fischer (номер модели: FE8e3).
[0046]
3. Механические свойства
Стальной материал в соответствии с настоящим изобретением имеет предел текучести, равный 241 МПа или выше. С другой стороны, для того, чтобы гарантировать расширяемость, желательно, чтобы предел текучести стального материала был более низким, чем 862 МПа. В частности, в случае использования стального материала в соответствии с настоящим изобретением в качестве расширяемых труб, применяемых в нефтяной промышленности, желательно, чтобы предел текучести стального материала был ниже чем 758 МПа, и более желательно ниже чем 654 МПа.
[0047]
Кроме того, стальной материал в соответствии с настоящим изобретением должен иметь высокое равномерное относительное удлинение для того, чтобы гарантировать хорошую расширяемость. В способе расширения для нормальных нефтяных скважин коэффициент расширения трубы составляет приблизительно 25%, но практически желательно, чтобы материал показывал достаточное удлинение, будучи подвергнутым холодной обработке на 25%. Следовательно, стальной материал в соответствии с настоящим изобретением имеет равномерное относительное удлинение, равное 40% или выше.
[0048]
Равномерное относительное удлинение стального материала обычно обратно пропорционально его пределу текучести. Следовательно, для стального материала, имеющего низкий предел текучести, желательно иметь более высокое равномерное относительное удлинение, соответствующее этому пределу текучести. Следовательно желательно, чтобы стальной материал в соответствии с настоящим изобретением удовлетворял следующей формуле (ii).
uEl (%) > 70-0,06×YS (МПа) (ii)
где uEl означает равномерное относительное удлинение (%) стального материала, а YS означает его предел текучести (МПа).
[0049]
В частности, если предел текучести составляет менее 500 МПа, также предполагается, что стальные трубы, подвергнутые термической обработке на твердый раствор, заранее упрочняются с помощью холодной обработки перед отгрузкой, и поэтому желательно, чтобы удовлетворялась формула (ii).
[0050]
4. Применение
Как было описано выше, стальной материал в соответствии с настоящим изобретением обладает превосходной расширяемостью, и кроме этого имеет такую особенность, что его коррозийная стойкость не ухудшается после расширения даже без его термической обработки. Следовательно, стальной материал в соответствии с настоящим изобретением является подходящим для использования в качестве расширяемых труб, применяемых в нефтяной промышленности. Конкретный вид таких трубных изделий особенно не ограничивается, и может использоваться бесшовная стальная труба, свариваемая резистивной сваркой стальная труба, свариваемая дуговой сваркой стальная труба и т.п.
[0051]
Как правило, при расширении желательно использовать стальные трубы, которые производятся путем обработки имеющих однородные толщины стальных полос или стальных листов в трубчатые формы с последующим их соединением, а не бесшовные стальные трубы, которые имеют некоторые вариации по толщине. Однако стальной материал в соответствии с настоящим изобретением имеет характеристику значительного упрочнения при его обработке. Следовательно, в случае расширения стальной трубы, имеющей вариации по толщине, тонкая часть расширяется первой и упрочняется, и дальнейшее ее удлинение является ограниченным. Затем расширяется толстая часть, и, как следствие, стальная труба равномерно расширяется. Следовательно, стальной материал в соответствии с настоящим изобретением может подходящим образом использоваться для бесшовных стальных труб. В дополнение к этому, более желательно, чтобы бесшовные стальные трубы не включали в себя зоны сварного шва, чтобы устойчиво проявлять хорошую стойкость к сульфидному растрескиванию под напряжением.
[0052]
4. Способ производства
Стальной материал в соответствии с настоящим изобретением может быть произведен, например, описываемым ниже способом, но этот способ специально не ограничивается.
[0053]
<Плавка и литье>
Что касается плавки и литья, может быть использован способ, используемый в способе получения обычных аустенитных сталей, и может быть использована либо отливка слитков, либо непрерывное литье. В том случае, когда производятся бесшовные стальные трубы, сталь может отливаться в форму круглой заготовки для создания трубы с помощью непрерывного круглого литья.
[0054]
<Горячая обработка (ковка, прошивка, прокатка)>
После литья выполняется горячая обработка, такая как ковка, прошивка и прокатка. В производстве бесшовных стальных труб, в том случае, когда круглая заготовка отливается с помощью непрерывного круглого литья, процессы ковки, обжима и т.п. для формирования круглой заготовки являются ненужными. В том случае, когда стальной материал представляет собой бесшовную стальную трубу после процесса прошивки, прокатка выполняется путем использования стана для прокатки на оправке или трубного стана-автомата. Кроме того, в том случае, когда стальной материал представляет собой листовой материал, процесс является таким, что после того, как сляб будет подвергнут черновой прокатке, выполняется финишная прокатка. Желательные условия горячей обработки, такой как прошивка и прокатка, описываются ниже.
[0055]
Нагревание заготовки может быть выполнено до такой степени, чтобы прошивка в горячем состоянии могла быть выполнена на прошивном трубопрокатном стане; однако, желательный диапазон температур составляет от 1000°C до 1250°C. Прошивная прокатка и прокатка, использующие стан, такой как стан для прокатки на оправке или трубный стан-автомат, также особо не ограничиваются. Однако с точки зрения горячей обрабатываемости, в частности для того, чтобы предотвратить дефекты поверхности, желательно устанавливать финишную температуру равной 900°C или выше. Верхний предел финишной температуры также особо не ограничивается; однако финишная температура предпочтительно является более низкой, чем 1100°C.
[0056]
В том случае, когда производится стальной лист, температуры нагрева сляба и т.п. достаточно для того, чтобы находиться в том диапазоне температур, в котором может быть выполнена горячая прокатка, например, в диапазоне температур от 1000°C до 1250°C. Программа калибровки горячей прокатки является необязательной. Однако, учитывая обрабатываемость в горячем состоянии для уменьшения образования дефектов поверхности, трещин на боковой кромке полосы продукта и т.п., желательно устанавливать финишную температуру равной 900°C или выше. Финишная температура предпочтительно является более низкой, чем 1100°C, как в случае бесшовной стальной трубы.
[0057]
<Термическая обработка на твердый раствор>
Стальной материал, который был обработан в горячем состоянии, нагревается до температуры, достаточной для того, чтобы карбиды и т.п. полностью растворились, и после этого быстро охлаждается. В этом случае предпочтительно, чтобы стальной материал был быстро охлажден после выдержки в диапазоне температур от 1000°C до 1200°C в течение 10 мин или дольше. Таким образом, если температура нагрева является более низкой, чем 1000°C, карбиды, особенно карбиды на основе Cr-Mo в том случае, когда содержатся Cr и Mo, не могут быть растворены полностью. Следовательно вокруг карбида на основе Cr-Mo формируется слой с недостатком Cr и Mo, и происходит коррозионное растрескивание под напряжением, вызываемое возникновением точечной коррозии, так что в некоторых случаях желаемая стойкость к сульфидному растрескиванию под напряжением не может быть достигнута. С другой стороны, если температура нагрева является более высокой, чем 1200°C, выделяется гетерогенная фаза феррита и т.п., так что в некоторых случаях желаемая стойкость к сульфидному растрескиванию под напряжением не могла быть достигнута. Кроме того, если время выдержки является более коротким, чем 10 мин, эффект растворения становится недостаточным, и тем самым карбиды не могут быть растворены полностью. Следовательно, в некоторых случаях желаемая стойкость к сульфидному растрескиванию под напряжением не может быть достигнута по той же самой причине, что и в том случае, когда температура нагрева является более низкой, чем 1000°C.
[0058]
Верхний предел времени выдержки зависит от размера и формы стального материала, и не может быть определен однозначно для всех ситуаций. Так или иначе, необходимо время для гомогенизации всего стального материала. С точки зрения сокращения производственных затрат слишком длительное время выдержки является нежелательным, и обычно разумным является устанавливать это время в пределах 1 час. Кроме того, что касается охлаждения, для того, чтобы предотвратить выделение во время охлаждения карбидов (цементита или карбидов на основе Cr-Mo), других интерметаллических соединений и т.п., желательно охлаждать стальной материал со скоростью охлаждения выше, чем скорость охлаждения в масле.
[0059]
Вышеописанное значение нижнего предела времени выдержки представляет собой время выдержки в том случае, когда стальной материал повторно нагревается до диапазона температур от 1000°C до 1200°C после того, как стальной материал, обработанный в горячем состоянии, был однократно охлажден до температуры ниже чем 1000°C. Однако в том случае, когда финишная температура горячей обработки (температура завершения) находится в диапазоне от 1000°C до 1200°C, если дополнительное нагревание выполняется при этой температуре в течение 5 мин или дольше, может быть достигнут тот же самый эффект, что и при термической обработке на твердый раствор, выполненной при вышеописанных условиях, так что быстрое охлаждение может выполняться как оно есть, без повторного нагрева. Следовательно, значение нижнего предела времени выдержки в настоящем изобретении включает в себя случай, в котором финишная температура горячей обработки (температура завершения) находится в диапазоне от 1000°C до 1200°C, и дополнительное нагревание выполняется при этой температуре в течение 5 мин или дольше.
[0060]
<Термическая обработка для старения>
Для настоящего стального материала термическая обработка для старения может выполняться с целью дисперсионного твердения путем осаждения главным образом карбидов и карбонитридов. В частности это является эффективным в том случае, когда содержатся один или более элементов, выбираемых из V, Nb, Ta, Ti и Zr. Однако чрезмерная термическая обработка старением вызывает образование избыточных карбидов и уменьшает концентрацию C в материнской фазе, что приводит к дестабилизации аустенита. В качестве условия нагрева предпочтительно нагревать стальной материал в течение от нескольких десятков минут до нескольких часов в диапазоне температур от 600°C до 800°C.
[0061]
<Холодная обработка>
Холодная обработка может выполняться по мере необходимости для стального материала, подвергнутого термической обработке на твердый раствор или дополнительной термической обработке старением. Степень обжатия (уменьшение площади) особо не ограничивается, но, в частности, для того, чтобы получить предел текучести 400 МПа или выше и ниже чем 862 МПа, предпочтительно, чтобы степень обжатия составляла приблизительно 10%. В том случае, когда стальной материал по настоящему изобретению используется в качестве расширяемых труб, применяемых в нефтяной промышленности, выполнение избыточной холодной обработки нежелательно, и степень обжатия предпочтительно устанавливается равной 25% или меньше для того, чтобы гарантировать высокую расширяемость. Чрезмерно высокая степень обжатия затрудняет равномерное расширение труб в нефтяных скважинах, потому что равномерное относительное удлинение уменьшается, а прочность повышается.
[0062]
Способ холодной обработки особо не ограничивается, если он может обрабатывать стальной материал равномерным образом. Однако в том случае, когда стальной материал является стальной трубой, в промышленном масштабе выгодно использовать так называемый холодный волочильный стан, использующий протяжное кольцо и прошивку, стан холодной прокатки, называемый станом холодной прокатки труб, и т.п. Кроме того, в том случае, когда стальной материал является листовым материалом, в промышленном масштабе выгодно использовать прокатный стан, который использовался для производства обычного холоднокатаного листа.
[0063]
<Отжиг>
После холодной обработки может быть выполнен отжиг. В частности, отжиг может быть применен с целью уменьшения прочности, когда избыточная прочность получается при холодной обработке, и восстановления удлинения. В качестве условия отжига предпочтительно нагревать стальной материал в течение от нескольких минут до 1 час в диапазоне температур от 300°C до 500°C.
[0064]
Далее настоящее изобретение объясняется более конкретно со ссылками на примеры; однако настоящее изобретение не ограничивается этими примерами.
ПРИМЕР 1
[0065]
Двадцать три вида сталей от А до P и от AA до AG, имеющих химические составы, приведенные в Таблице 1, плавились в 50-килограммовой вакуумной печи для того, чтобы произвести слитки металла. Каждый из слитков металла нагревался при температуре 1180°C в течение 3 час, после чего ковался и подвергался разрезанию с помощью электрического разряда. После этого нарезанные слитки металла были дополнительно выдержаны при температуре 1150°C в течение 1 час и были подвергнуты горячей прокатке в листовые материалы, имеющие толщину 20 мм. Затем эти листовые материалы были подвергнуты термической обработке на твердый раствор при температуре 1100°C в течение 1 час для того, чтобы получить тестовые материалы (тесты № 1-23). Дополнительно к этому тестовые материалы, произведенные тем же самым образом, что и тесты № 1-23, дополнительно подвергались холодной прокатке с коэффициентом обжатия 10% для того, чтобы получить упрочненные тестовые материалы (тесты № 24-46).
[0066]
[Таблица 1]
[0067]
С использованием вышеописанных тестовых материалов были исследованы механические свойства и микроструктура металла. После этого эти тестовые материалы были подвергнуты холодной обработке с коэффициентом обжатия 25%, моделирующей расширение. После этого механические свойства, микроструктура металла, стойкость к сульфидному растрескиванию под напряжением и скорость коррозии были исследованы с использованием этих подвергнутых холодной обработке тестовых материалов. Что касается механических свойств, были измерены предел текучести и равномерное относительное удлинение. Из каждой из сталей был взят образец для испытания на разрыв в виде заготовки круглого сечения, имеющий параллельную часть с наружным диаметром 6 мм и длиной 40 мм. Испытание на растяжение проводилось при нормальной температуре (25°C), посредством чего определялись предел текучести YS (предел текучести при максимальном удлинении 0,2%) (МПа) и относительное удлинение (%).
[0068]
В данном примере свойство равномерного относительного удлинения такого тестового материала, который имел равномерное относительное удлинение, составляющее 40% или выше, и удовлетворял следующей формуле (ii) относительно предела текучести, оценивалось как хорошее. В следующей Таблице 2 показано требуемое удлинение (%), которое является большим значением из 40% и 70-0,06 × YS.
uEl (%) > 70-0,06×YS (МПа) (ii)
где uEl означает равномерное относительное удлинение (%) стального материала, а YS означает его предел текучести (МПа).
[0069]
Стойкость к сульфидному растрескиванию под напряжением оценивалась следующим образом. Брался гладкий образец для испытания в форме пластины, и напряжение, соответствующее 90% от предела текучести, прикладывалось к одной поверхности образца для испытания в соответствии с методом четырехточечного изгиба. После этого образец для испытания был погружен в тестовый раствор, то есть раствор A (водный раствор 5%NaCl+0,5%CH3COOH, насыщенный H2S под давлением 1 бар), определяемый стандартом NACE TM0177-2005, и был выдержан в таком состоянии при температуре 24°C в течение 336 час. В результате неразрушенный стальной материал оценивался как имеющий хорошую стойкость к сульфидному растрескиванию под напряжением (значок «○» в Таблице 2), а разрушенный стальной материал оценивался как имеющий недостаточную стойкость к сульфидному растрескиванию под напряжением (значок «×» в Таблице 2).
[0070]
Кроме того, для оценки общей устойчивости к коррозии скорость коррозии определялась описанным ниже способом. Вышеописанный тестовый материал погружался в раствор A при нормальной температуре на 336 час, определялись потери на коррозию, и эти потери на коррозию преобразовывались в среднюю скорость коррозии. В настоящем изобретении тестовый материал, который показал скорость коррозии ниже чем 1,5 г/(м2×час), оценивался как имеющий хорошую общую устойчивость к коррозии.
[0071]
Для полученных тестовых материалов тестов № 1-46 до и после холодной обработки с коэффициентом обжатия 25% суммарные объемные количества феррита и α'-мартенсита, имеющих объемноцентрированную кубическую структуру (BCC), было измерено с использованием измерителя феррита. Для всех тестовых материалов перед холодной обработкой не удалось обнаружить фазы, имеющие структуру BCC, и микроструктура металла во всех случаях представляла собой единственную аустенитную фазу. Следовательно, только объемные количества фаз, имеющих структуру BCC для тестовых материалов после холодной обработки, показаны в таблицах как доля BCC в об.%. Результаты представлены в Таблицах 2 и 3.
[0072]
[Таблица 2]
[0073]
[Таблица 3]
(%)
[0074]
Таблица 2 показывает, что для Тестов № 1-16, которые являются примерными вариантами осуществления настоящего изобретения, может быть обеспечено равномерное относительное удлинение 60% или выше, и даже в том случае, когда холодная обработка, моделирующая расширение, выполняется со степенью обжатия 25%, стойкость к сульфидному растрескиванию под напряжением остается превосходной, а также скорость коррозии может быть сохранена на уровнях ниже чем 1,5 г/(м2×час). Кроме того, Таблица 3 показывает, что для Тестов № 24-39, которые являются примерными вариантами осуществления настоящего изобретения, равномерное относительное удлинение, равное 47% или выше, может быть обеспечено несмотря на предел текучести 519 МПа или выше путем выполнения холодной обработки со степенью обжатия 10, что демонстрирует, что настоящие стальные материалы имеют превосходный баланс прочности и расширяемости. Даже в том случае, когда холодная обработка, моделирующая расширение, выполняется со степенью обжатия 25%, стойкость к сульфидному растрескиванию под напряжением является превосходной, а также скорость коррозии может быть сохранена на уровнях ниже чем 1,5 г/(м2×час).
[0075]
С другой стороны, для Тестов № 17, 18, 22, 23, 40, 41, 45 и 46, в которых содержание C, содержание Mn или эффективное количество C были ниже нижних пределов, определенных в настоящем изобретении, результаты испытаний были такими, что равномерное относительное удлинение было низким, а расширяемость была недостаточной. Следует отметить, что для Тестов № 22 и 23, хотя равномерное относительное удлинение составило 42% и 49%, что удовлетворяет описанному определению, формула (ii) не была удовлетворена, и расширяемость была недостаточной, учитывая что предел текучести был низким и составил 308 МПа и 313 МПа.
[0076]
Для Тестов № 17, 22, 40 и 45 считается, что небольшое количество микроструктуры, имеющей структуру BCC, было обнаружено потому, что эффективное количество C находилось вне определенного диапазона, в результате чего стабильность аустенита ухудшилась и, следовательно, равномерное относительное удлинение уменьшилось. С другой стороны, поскольку смешанное количество микроструктуры, имеющей структуру BCC, было малым, а прочность была не очень высокой, в данном примере ухудшение стойкости к сульфидному растрескиванию под напряжением не наблюдалось.
[0077]
Для Тестов № 21 и 44, в которых содержание Ni было выше верхнего предела, определенного в настоящем изобретении, результат испытаний был таким, что стойкость к сульфидному растрескиванию под напряжением была недостаточной. Кроме того, для Тестов № 19 и 42, в которых содержание Cu было ниже требуемого нижнего предела, а также для Тестов № 20 и 43, в которых содержание Cr было выше требуемого верхнего предела, результат испытаний был таким, что хотя стойкость к сульфидному растрескиванию под напряжением была хорошей, скорость коррозии была высокой, и общая устойчивость к коррозии была недостаточной.
[0078]
Фиг. 1 представляет собой график, показывающий соотношения между содержанием Mn и равномерным относительным удлинением сталей после термической обработки на твердый раствор и после холодной обработки со степенью обжатия 10%, соответственно, для сталей A и B, удовлетворяющих определению настоящего изобретения, а также для сталей AB и AG, не удовлетворяющих определению настоящего изобретения. Эти стали имеют одинаковый химический состав, за исключением содержания Mn. Как видно из Фиг. 1, стальной материал в соответствии с настоящим изобретением, в котором содержание Mn составляет более чем 25 мас.%, имеет высокое равномерное относительное удлинение и превосходную расширяемость.
[0079]
Фиг. 2 представляет собой график, показывающий соотношения между содержанием Cu и скоростью коррозии сталей после термической обработки на твердый раствор и после холодной обработки со степенью обжатия 10%, соответственно, для сталей A, C и D, удовлетворяющих определению настоящего изобретения, а также для стали AC, не удовлетворяющей определению настоящего изобретения. Эти стали имеют одинаковый химический состав, за исключением содержания Cu. Как видно из Фиг. 2, для стального материала в соответствии с настоящим изобретением, в котором содержание Cu составляет 0,5 мас.% или больше, скорость коррозии уменьшается, и общая устойчивость к коррозии улучшается.
ПРИМЕР 2
[0080]
Эффекты термической обработки для старения после термической обработки на твердый раствор были исследованы с использованием сталей K, L, O и AF, которые были приготовлены в ПРИМЕРЕ 1. Условия термической обработки на твердый раствор были теми же самыми, что и в ПРИМЕРЕ 1. Дополнительно термическая обработка старением выполнялась при температуре 800°C в течение 1 час. Способ оценки был тем же самым, что и в ПРИМЕРЕ 1.
[0081]
Микроструктуры металла термически обработанных для старения тестовых материалов до и после холодной обработки коэффициентом обжатия 25% были исследованы с использованием измерителя феррита точно так же, как и в ПРИМЕРЕ 1. Для всех тестовых материалов перед холодной обработкой не удалось обнаружить фазы, имеющие структуру BCC, и микроструктура металла во всех случаях представляла собой единственную аустенитную фазу. Следовательно, только объемные количества фаз, имеющих структуру BCC для тестовых материалов после холодной обработки, показаны в таблицах как доля BCC в об.%. Результаты приведены в Таблице 4.
[0082]
[Таблица 4]
[0083]
Таблица 4 демонстрирует, что для Тестов № 47-49, которые являются примерными вариантами осуществления настоящего изобретения, равномерное относительное удлинение, равное 40% или выше, может быть гарантировано при упрочнении стали так, чтобы предел текучести составлял 500 МПа или выше, путем выполнения термической обработкой старением для сталей, которые содержат V. С другой стороны, для Теста № 50, который является сравнительным примером, небольшое количество микроструктуры, имеющей структуру BCC, было обнаружено по той причине, что эффективное количество C не соответствовало определенному диапазону, хотя предел текучести составлял 500 МПа или выше благодаря термической обработке старением. Соответственно, равномерное относительное удлинение составило 34%, и расширяемость была недостаточной.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0084]
В соответствии с настоящим изобретением может быть получен стальной материал, имеющий высокое равномерное относительное удлинение и таким образом высокую расширяемость, а также превосходную стойкость к сульфидному растрескиванию под напряжением после холодной обработки. Следовательно, стальной материал в соответствии с настоящим изобретением может подходящим образом использоваться для расширяемых труб, применяемых в нефтяной промышленности, во влажной сероводородной среде.
Изобретение относится к области металлургии, а именно к стальному материалу, использующемуся в нефтяных и газовых скважинах. Материал имеет следующий химический состав, состоящий из, мас.%: C от более 0,6 до менее 1,8, Si от 0,05 до 1,00, Mn больше чем 25,0 и 45,0 или меньше, Al от 0,003 до 0,06, P 0,03 или меньше, S 0,03 или меньше, Cu от 0,5 до 3,0, N 0,10 или меньше, V от 0 до 2,0, Cr от 0 до 3,0, Mo от 0 до 3,0, Ni от 0 до 1,5, Nb от 0 до 0,5, Ta от 0 до 0,5, Ti от 0 до 0,5, Zr от 0 до 0,5, Ca от 0 до 0,005, Mg от 0 до 0,005, REM от 0 до 0,01, B от 0 до 0,015, остальное - железо и примеси. Содержания C и V удовлетворяют условию: 0,6<C-0,18V<1,44. Микроструктура материала состоит из единственной фазы аустенита. Материал имеет высокое равномерное относительное удлинение, составляющее 40% или выше, предел текучести, составляющий 241 МПа или выше, и превосходную стойкость к сульфидному растрескиванию под напряжением после холодной обработки. 2 н. и 5 з.п. ф-лы, 2 ил., 4 табл., 2 пр.
1. Стальной материал, имеющий высокое равномерное относительное удлинение, а также превосходную стойкость к сульфидному растрескиванию под напряжением после холодной обработки, имеющий химический состав, состоящий из, мас.%:
C от более 0,6 до менее 1,8,
Si от 0,05 до 1,00,
Mn больше чем 25,0 и 45,0 или меньше,
Al от 0,003 до 0,06,
P 0,03 или меньше,
S 0,03 или меньше,
Cu от 0,5 до 3,0,
N 0,10 или меньше,
V от 0 до 2,0,
Cr от 0 до 3,0,
Mo от 0 до 3,0,
Ni от 0 до 1,5,
Nb от 0 до 0,5,
Ta от 0 до 0,5,
Ti от 0 до 0,5,
Zr от 0 до 0,5,
Ca от 0 до 0,005,
Mg от 0 до 0,005,
REM от 0 до 0,01,
B от 0 до 0,015,
остаток - железо и примеси и
удовлетворяющий следующей формуле (i), в котором микроструктура материала состоит из единственной фазы аустенита,
предел текучести составляет 241 МПа или выше, а равномерное относительное удлинение составляет 40% или выше;
0,6 < C - 0,18V < 1,44 (i),
где символ элемента в формуле (i) означает содержание (в мас.%) этого элемента, содержащегося в стальном материале, и становится равным нулю в том случае, когда этот элемент не содержится.
2. Стальной материал по п. 1, в котором химический состав содержит
V от 0,03 до 2,0 мас.%.
3. Стальной материал по п. 1, в котором химический состав содержит
один или более элементов, выбираемых из, мас.%:
Cr от 0,1 до 3,0,
Mo от 0,1 до 3,0 и
Ni от 0,1 до 1,5.
4. Стальной материал по п. 2, в котором химический состав содержит
один или более элементов, выбираемых из, мас.%:
Cr от 0,1 до 3,0,
Mo от 0,1 до 3,0 и
Ni от 0,1 до 1,5.
5. Стальной материал по любому из пп. 1-4, в котором химический состав содержит
один или более элементов, выбираемых из, мас.%:
Nb от 0,005 до 0,5,
Ta от 0,005 до 0,5,
Ti от 0,005 до 0,5,
Zr от 0,005 до 0,5,
Ca от 0,0003 до 0,005,
Mg от 0,0003 до 0,005,
REM от 0,001 до 0,01, и
B от 0,0001 до 0,015.
6. Расширяемая труба для использования в нефтяной промышленности, состоящая из стального материала по любому из пп. 1-5.
7. Расширяемая труба по п. 6, которая является бесшовной трубой для нефтяной промышленности.
| US 20090010793 A1, 08.01.2009 | |||
| СПОСОБ ПРОИЗВОДСТВА ЛИСТА ЖЕЛЕЗО-УГЛЕРОДНО-МАРГАНЦЕВОЙ АУСТЕНИТНОЙ СТАЛИ С ПРЕВОСХОДНОЙ СТОЙКОСТЬЮ К ЗАМЕДЛЕННОМУ ТРЕЩИНООБРАЗОВАНИЮ И ИЗГОТОВЛЕННЫЙ ТАКИМ СПОСОБОМ ЛИСТ | 2007 |
|
RU2417265C2 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| US 7799148 B2, 21.09.2010 | |||
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |

