ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к области литья металла с использованием песчаных форм.
УРОВЕНЬ ТЕХНИКИ
Литье металлов часто осуществляется с использованием песчаных форм, которые производятся на установках, изготавливающих части литейных форм, размещаемые в один ряд друг за другом и транспортируемые на участок заливки, где каждая литейная форма, точнее, пространство между двумя последовательно расположенными частями литейной формы, заполняется металлом. Такие установки часто содержат устройства для установки литейных стержней между частями литейных форм.
Преимущество этого способа литья заключается в том, что для формирования n литейных форм требуется не 2×n частей, а только n+1 частей. Форма изделия, подлежащего отливке, определяется главным образом формой задней части одной части литейной формы и формой передней части следующей части литейной формы в ряду частей литейных форм.
Установки для изготовления частей литейных форм обычно содержат формовочную камеру, в которую подается песок (например, с помощью пескомета или самотеком), обычно через бункер или конус, расположенный над формовочной камерой. Вышеупомянутая камера закрыта двумя закрывающими элементами или плитами, например, передней и задней плитами, между которыми сжимается или прессуется песок для формования частей литейных форм. В частности, одной из вышеупомянутых плит может быть подвижная и поворотная передняя плита, обеспечивающая возможность выхода части литейной формы из камеры; с противоположной стороны камеры может быть расположена задняя плита, связанная с уплотняющим поршнем, который также выполняет функцию выталкивания и соответствующего выведения части литейной формы через передний конец камеры. В подобных установках изготовление части литейной формы может начинаться с подачи песка в формовочную камеру. После этого на этапе прессования, который составляет часть цикла формования, песок прессуется между передней и задней панелями. Затем, на этапе выемки частей литейных форм, который составляет часть цикла формования, передняя плита открывается и устанавливается под наклоном, обеспечивая возможность выхода части литейной формы, которая выталкивается из формовочной камеры задней плитой и, как правило, помещается на конвейер, на котором формируется ряд литейных форм, смещающийся по направлению к участку заливки. Формовочные машины данного типа для изготовления частей литейных форм описаны, в частности, в патентах US-B-7007738, US-B-6092585, ЕР-А-1219830 и ЕР-А-2357050. В данных документах раскрыты формовочные машины для изготовления вертикальных линейных форм, содержащие формовочную камеру, закрытую подвижной передней плитой, установленной с возможностью поворота, и задней плитой, установленной в конце выталкивающего поршня, при этом песок, из которого состоит песчаная литейная форма, уплотняется в результате противонаправленного давления двух плит. Таким образом, процесс изготовления литейных форм является циклическим; части литейных форм выталкиваются из формовочной камеры на конвейер, где они размещаются друг за другом, образуя ряд литейных форм, и могут быть транспортированы к участку заливки. Как правило, передняя и задняя плиты оснащены модельными плитами, как раскрыто, например, в патентной заявке US-B-7806161, при этом вышеупомянутые модельные плиты выбираются в соответствии с моделью или формой, которую необходимо придать передней и задней поверхностям части литейной формы.
Таким образом, когда часть литейной формы выталкивается из формовочной машины, например, под действием толкающего усилия задней плиты, она подается на конвейер и образует часть ряда литейных форм или ряда частей литейных форм. Как правило, каждый раз, когда новая часть литейной формы выталкивается из машины, ряд литейных форм сдвигается на один шаг, то есть на расстояние, соответствующее ширине части литейной формы. Таким образом, когда новая часть литейной формы выталкивается из формовочной машины, например, под действием толкающего усилия задней плиты, и помещается в конец ряда литейных форм, весь ряд литейных форм сдвигается на один шаг. Это повторяется каждый раз после производства новой части литейной формы.
Ряд литейных форм продолжается до участка заливки, где происходит заполнение литейных форм. Как правило, в каждый отдельный момент времени заполняется только одна литейная форма. Это облегчает синхронизацию изготовления частей литейных форм и заполнения форм: каждый раз после производства новой части литейной формы ряд литейных форм смещается на один шаг, делая возможным заполнение новой литейной формы (пространства между двумя частями литейной формы). Таким образом, производство частей литейных форм и заполнение литейных форм может выполняться с одной и той же скоростью, измеряемой в единицах производимой продукции в час.
В настоящее время установки для вертикального формования песчаных форм имеют достаточно сложную конструкцию и позволяют производить части литейных форм с относительно высокой скоростью. Однако заливка металла в литейные формы часто занимает значительное время. В частности, часто возникает необходимость в том, чтобы заливать металл в формы медленно, чтобы предотвратить вихревое движение жидкого металла. Таким образом, в случае, если металл в каждый момент времени заливается только в одну форму, этап заливки может быть слабым местом производства и ограничивать производительность установки.
Эта проблема может быть полностью или частично решена с помощью системы, раскрытой в US-A-4576217, отличающейся тем, что литейные формы заполняются поэтапно, с использованием нескольких последовательно расположенных и последовательно приводимых в действие разливочных желобов. Однако такой подход может требовать очень точной синхронизации между работой разливочных желобов и перемещением литейных форм. Кроме того, во многих случаях желательно не прерывать процесс заливки: после начала заливки во многих случаях желательно завершить заполнение данной литейной формы до перемещения литейной формы.
В патенте US-B-7806161 раскрыта формовочная и разливочная машина, в которой вместо смещения ряда форм на один шаг, соответствующий ширине части литейной формы, каждый раз после изготовления части литейной формы, ряд сдвигается на два шага после изготовления двух частей литейных форм. Таким образом, каждый раз, когда машина изготавливает две части литейной формы, ряд форм смещается на расстояние, соответствующее ширине двух частей литейных форм. На участке заливки осуществляется одновременное заполнение двух литейных форм. Таким образом, время, доступное для заполнения каждой формы, по существу равно времени, которое требуется для изготовления двух частей литейной формы на формовочной машине. Это дает возможность повысить производительность и преодолеть вышеуказанный сдерживающий фактор, связанный с заливкой металла на участке заливки, либо снизить его влияние. Двойное смещение ряда литейных форм осуществляется путем толкания ряда форм задней плитой, которая в патентной заявке US-B-7806161 обозначена как боковая прессовая плита, на расстояние, соответствующее ширине двух литейных форм, за один ход. Однако представляется, что в данном случае требуется, чтобы задняя плита смещалась на разное расстояние во время различных циклов технологического процесса: представляется, что первый ход задней плиты должен быть коротким, когда цель движения заключается только в том, чтобы вытолкнуть часть литейной формы из машины, а второй ход - более длинным, когда цель движения заключается в двойном смещении ряда литейных форм. Эта необходимость в двух различных чередующихся видах хода задней плиты в горизонтальном направлении, а также необходимость обеспечения возможности смещения задней плиты на расстояние, достаточное для двойного смещения ряда литейных форм, требует тщательно продуманной и достаточно сложной конструкции машины, включая аппаратное и программное обеспечение. Ход задней плиты в производственном цикле, в котором не происходит смещения ряда литейных форм, будет существенно отличаться от хода задней плиты в производственном цикле, в котором происходит двойное смещение ряда форм.
В патенте ЕР-В-1326726 также раскрыт способ и установка, предусматривающие своего рода двойное смещение. Заявленный метод предусматривает отдельное изготовление и выталкивание первой части литейной формы без смещения ряда литейных форм, а также выталкивание второй части литейной формы, одновременную подачу первой и второй частей литейной формы на конвейер с последующим смещением ряда литейных форм вперед на расстояние, соответствующее длине конвейера, занимаемой двумя частями литейной формы, то есть расстояние, соответствующее ширине двух частей литейной формы. На участке заливки металл заливается в две литейных формы одновременно. Из п. 1 формулы изобретения патента ЕР-В-1326726 неясно, каким образом две части литейной формы попадают на конвейер одновременно, но можно предположить, что части литейной формы выталкиваются задней плитой, как и в патенте US-B-7806161. Таким образом, представляется, что решение, раскрытое в заявке ЕР-В-1326726, также предполагает два разных варианта длины хода задней плиты, то есть короткий ход при выталкивании первой части литейной формы и длинный ход при выталкивании второй части литейной формы с одновременной подачей двух частей литейной формы на конвейер.
В патенте ЕР-В-1326726 фактически не объясняется, как должна осуществляться одновременная подача частей литейных форм. Конкретные варианты осуществления изобретения, раскрытые в ЕР-В-1326726, не включают в себя заявленную возможность одновременной подачи двух частей литейной формы на конвейер, а используют другой подход: вместо подхода, раскрытого в формуле изобретения, раскрытые варианты осуществления изобретения иллюстрируют способ, в котором ряд литейных форм сдвигается на один шаг единовременно. Например, согласно варианту осуществления изобретения, показанному на Фиг. 2, часть литейной формы выталкивается из формовочной машины на этапе «ОР.4А», после чего на этапе «ОР.4В» ряд литейных форм смещается на один шаг, соответствующий ширине одной части литейной формы. На Фиг. 2 показано, что на этом этапе конвейер смещается на один шаг одновременно со смещением задней плиты. После этого конвейер, как представляется, смещается на один шаг назад по направлению к машине для изготовления частей литейных форм («ОР.5»), а затем смещается на один шаг вперед, в результате чего ряд литейных форм смещается на один шаг по направлению к участку заливки; это происходит на этапе «ОР.6/1». В результате этого повторного смещения на один шаг две новые литейные формы попадают на участок заливки, и может начаться заполнение этих двух литейных форм; одновременно изготавливаются две новые части литейной формы, которые размещаются в конце ряда литейных форм (первая часть литейной формы - на этапе «ОР.4», а следующая - на этапе «ОР.4А», после чего происходит новое смещение ряда литейных форм). Представляется, что при использовании этого подхода появляется возможность изготовления и выталкивания литейных форм с использованием только одной длины хода задней плиты. Однако у данного способа есть недостаток: согласно способу, показанному на Фиг. 2, разливка металла должна быть прервана до выполнения этапа «ОР.4В» и не может быть возобновлена до завершения этапа «ОР.6/1». Таким образом, разливка должна быть прервана на период времени, включающий в себя первое смещение ряда литейных форм на один шаг, возврат конвейера на один шаг по направлению к машине для изготовления частей литейных форм, и второе смещение ряда литейных форм на один шаг. Для заданного темпа производства частей литейных форм это сокращает время, отводимое на разливку металла в формы.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Первый аспект изобретения относится к способу поэтапного производства и подачи частей песчаных литейных форм на конвейерной литейной установке, содержащей установку для изготовления частей литейных форм (которая может включать в себя машину для изготовления частей литейных форм, такую, как машина, известная из патентов US-B-7007738, US-B-6092585, ЕР-А-1219830 или ЕР-А-2357050), участок заливки (для заливки материала, например, расплавленного металла, в литейные формы, образованные из частей литейных форм, произведенных на установке для изготовления частей литейных форм; участок заливки может быть выполнен с возможностью одновременной заливки материала, например, расплавленного металла, в несколько литейных форм, в частности, в формы, каждая из которых образована из двух частей, при этом одна часть литейной формы расположена после другой части), а также конвейер для поэтапной подачи частей литейных форм от вышеупомянутой установки для изготовления частей литейных форм по направлению к вышеупомянутому участку заливки. Конвейер содержит первую часть, которая является подвижной и предназначена для перемещения частей литейных форм от установки для изготовления частей литейных форм по направлению к участку заливки. Это первая часть обычно является горизонтально подвижной, в частности, подвижной в продольном направлении системы, то есть в направлении от установки для изготовления частей литейных форм к участку заливки и в обратном направлении; однако многие варианты осуществления изобретения могу предусматривать также смещение в вертикальном направлении и/или в поперечном направлении, например, если подвижная часть содержит прессовые плиты, выполненные с возможностью взаимодействия с боковыми поверхностями частей литейных форм, образующих ряд литейных форм. Первая часть конвейера может представлять собой часть шагового транспортера или аналогичного устройства. Первая часть конвейера может иметь верхнюю опорную поверхность, на которой располагаются части литейных форм таким образом, что при смещении первой части конвейера в горизонтальном направлении литейные формы также перемещаются в горизонтальном направлении. Согласно другим вариантам осуществления изобретения, первая часть конвейера содержит приспособления, входящие в контакт с боковыми поверхностями частей литейных форм, например, плиты или штанги, которые могут быть прижаты к боковым поверхностям частей литейных форм под действием приводов и, в частности, могут быть расположены по обе стороны ряда литейных форм, так что смещение вышеупомянутой первой части конвейера по направлению к участку заливки влечет за собой перемещение ряда литейных форм в том же направлении, при этом ряд литейных форм может перемещаться по другой части конвейера, которая является неподвижной и может быть образована поверхностью, в частности, металлической поверхностью, которая может быть непрерывной или состоять из нескольких параллельно расположенных участков, таких, как верхние участки поверхности, либо из нескольких параллельно расположенных балок. Другие варианты осуществления изобретения могут предусматривать сочетание обеих вышеупомянутых систем, в этом случае первая часть конвейера содержит приспособления для бокового сжатия ряда литейных форм или его части, а также по крайней мере часть поверхности, на которой располагаются литейные формы. Движение поверхности, на которой располагаются литейные формы, в процессе перемещения ряда частей литейных форм к участку заливки может иметь преимущество, состоящее в сокращении трения во время движения частей литейных форм к участку заливки.
Способ включает в себя производство нескольких частей литейных форм на установке для изготовления частей литейных форм и помещение вышеупомянутых частей литейных форм на конвейер таким образом, что они образуют на конвейере ряд литейных форм, а также перемещение частей литейных форм или ряда литейных форм по направлению к участку заливки с использованием конвейера. Способ включает в себя следующие последовательно повторяющиеся этапы:
(a) - изготовление первой части литейной формы из пары двух последовательных частей литейной формы;
(b) - помещение вышеупомянутой части литейной формы на конвейер;
(c) - изготовление второй части литейной формы из вышеупомянутой пары двух последовательных частей литейной формы;
(d) - помещение вышеупомянутой второй части литейной формы на конвейер;
(e) - возможное изготовление по крайней мере одной следующей части литейной формы и помещение вышеупомянутой следующей части литейной формы на конвейер;
(f) - смещение ряда литейных форм на расстояние, соответствующее ширине по крайней мере двух частей литейной формы, при этом шириной части литейной формы считается ширина каждой части литейной формы в продольном направлении системы, то есть в направлении от установки для изготовления частей литейных форм к участку заливки, иными словами, в направлении, в котором происходит смещение ряда частей литейных форм, для подачи по крайней мере двух новых литейных форм, подлежащих заполнению, на участок заливки для одновременной заливки металла в эти две формы.
Согласно некоторым вариантам осуществления изобретения, способ предусматривает двойное смещение ряда литейных форм, при этом каждое смещение ряда литейных форм или частей литейных форм происходит после изготовления двух частей литейных форм, и вышеупомянутое смещение соответствует ширине двух частей литейных форм. Однако другие варианты осуществления изобретения включают в себя необязательный этап (е); в этом случае каждое смещение ряда литейных форм происходит после изготовления более чем двух частей литейных форм, например, трех, четырех или более частей литейных форм. Таким образом, может происходить смещение ряда литейных форм на расстояние, равное ширине трех, четырех и т.д. литейных форм, и может осуществляться одновременная заливка трех, четырех или более литейных форм. Выбор количества изготавливаемых литейных форм, после которого происходит смещение ряда литейных форм, может быть сделан квалифицированным специалистом на основе практических соображений, в частности, оценки времени, требующегося для заполнения форм и его сопоставления с временем, требующимся для изготовления части литейной формы, а также возможности перемещения частей литейных форм с установки для изготовления частей литейных форм по направлению к ряду литейных форм, например, путем выталкивания их задней плитой.
В соответствии с этот аспектом изобретения, этап (f) реализуется путем смещения вышеупомянутой первой части конвейера, как правило, в горизонтальном направлении от установки для изготовления частей литейных форм по направлению к участку заливки.
Таким образом, устройство механизма для смещения ряда литейных форм на расстояние, равное ширине двух (или трех, четырех и т.д.) частей литейных форм, является очень простым и не требует использования сложной схемы работы задней плиты для выталкивания частей литейных форм, в частности, для одновременного помещения нескольких частей литейных форм на конвейер или для двойного смещения частей литейных форм под действием толкающего усилия задней плиты.
Литейные формы могут дополнительно содержать стержни, и способ в этом случае может включать в себя этап установки стержней, то есть помещения стержней в литейные формы, например, путем вставки стержней в литейные формы в начале ряда литейных форм, где части литейных форм, выталкиваемые из машины для изготовления частей литейных форм, добавляются к ряду литейных форм.
Согласно некоторым вариантам осуществления изобретения, способ включает в себя следующий за этапом (f) этап фиксации ряда литейных форм при помощи первого стопорного устройства для предотвращения смещения частей литейных форм по направлению к установке для изготовления частей литейных форм во время заливки металла на участке заливки, предпочтительно путем оказания давления на боковые поверхности и/или верхнюю поверхность по крайней мере одной части литейной формы. Во время заливки материала, например, металла, в литейные формы, давление внутри литейной формы обычно увеличивается, и это давление может привести к отделению частей литейных форм от ряда литейных форм. Это может приводить к тому, что некоторые части литейных форм начинают двигаться в обратном направлении к установке для изготовления частей литейных форм. В системах, подобных раскрытой в патенте US-B-7806161, это явление может быть предотвращено путем использования прессовой плиты или задней плиты, используемой для двойного смещения ряда литейных форм, для остановки ряда литейных форм во время по крайней мере части этапа заливки. Однако, по крайней мере в некоторых вариантах осуществления настоящего изобретения, в которых ряд литейных форм смещается за счет смещения подвижной первой части конвейера, предпочтительно используются дополнительные стопорные устройства, которые могут быть связаны с первой частью конвейера таким образом, что они могут перемещаться вместе с вышеупомянутой первой частью конвейера, или могут быть по существу независимыми от вышеупомянутой первой части конвейера, в частности, могут быть зафиксированы в положении, соответствующем положению крайней задней части литейной формы в ряду литейных форм после того, как произошло смещение ряда литейных форм, для воздействия на вышеупомянутую крайнюю заднюю часть литейной формы с целью ее фиксации и фиксации остального ряда литейных форм и предотвращения перемещения частей литейных форм обратно по направлению к установке для изготовления частей литейных форм.
Согласно некоторым вариантам осуществления изобретения, первое стопорное устройство выполнено таким образом, что оно не смещается в горизонтальном направлении вместе с вышеупомянутой первой частью конвейера и взаимодействует с рядом литейных форм в положении между участком заливки и установкой для изготовления частей литейных форм. Такое исполнение стопорного устройства может иметь преимущество, заключающееся в том, что стопорное устройство является в достаточной степени независимыми от первой части конвейера. Это может упростить проектирование и/или конструкцию системы, поскольку отсутствует необходимость в том, чтобы проектировать каждую из двух подсистем (первую часть конвейера и первое стопорное устройство), принимая во внимание вторую подсистему. В частности, могут использоваться серийно выпускаемые конвейеры и стопорные устройства, при этом не будет необходимости в их существенной модификации и адаптации друг к другу. Первое стопорное устройство не обязательно должно быть физически связано с первой частью конвейера, хотя во многих вариантах осуществления изобретения оно может, тем не менее, быть физически связано с другими частями конвейера либо с несущей конструкцией конвейера. Согласно другим вариантам осуществления изобретения, стопорное устройство может быть физически связано с участком заливки и/или с установкой для изготовления частей литейных форм, например, закреплено на них.
Согласно другим вариантам осуществления изобретения, вышеупомянутое первое стопорное устройство выполнено с возможностью смещения (как правило, в горизонтальном направлении, но возможно и перемещение в вертикальном направлении, например, при движении первой части конвейера между верхним и нижним положением) вместе с вышеупомянутой первой частью конвейера, и предпочтительно выполнено с возможностью взаимодействия с крайней задней частью литейной формы в ряду литейных форм с целью предотвращения движения вышеупомянутой части литейной формы по направлению к установке для изготовления частей литейных форм. Такой вариант может являться предпочтительным по ряду причин. Одна из причин состоит в том, что первое стопорное устройство может являться частью конвейера, что иногда является предпочтительным с точки зрения логистики. Еще одно преимущество данного варианта заключается в том, что если система выполнена с возможностью подачи частей литейных форм таким образом, что они располагаются в заданном положении первой части конвейера, будучи размещены на вышеупомянутой первой части конвейера, например, таким образом, что последняя часть литейной формы в ряду литейных форм, перемещающемся при движении первой части конвейера, всегда находится в заданном положении на вышеупомянутой первой части конвейера, например, рядом с задней частью вышеупомянутой первой части конвейера, то возможно обеспечить такое положение первого стопорного устройства, что оно всегда будет правильно взаимодействовать с данной частью литейной формы, например, с последней частью литейной формы в ряду литейных форм, вне зависимости от ширины изготавливаемых частей литейных форм. Это уменьшает объем работы, необходимый для того, чтобы модифицировать систему для изготовления нового типа частей литейных форм с шириной, отличающейся от ширины частей литейных форм, изготавливавшихся до этого.
В соответствии с некоторыми вариантами осуществления изобретения, вышеупомянутое первое стопорное устройство выполнено с возможностью фиксации ряда литейных форм путем оказания давления на противоположные боковые поверхности части литейной формы. Такое расположение часто является предпочтительным и обеспечивает надежную фиксацию частей литейных форм. Первое стопорное устройство, например, может быть установлено на рычагах, выполненных с возможностью поворота относительно вертикальной оси и приводимых в движение соответствующим приводным устройством для выборочного захвата/фиксации и освобождения соответствующих частей литейных форм. Однако в объем настоящего изобретения также может входить любая другая конструкция стопорных устройств, например, разжимное устройство. Привод может быть, например, электрическим, пневматическим или гидравлическим.
Согласно некоторым вариантам осуществления изобретения, способ включает в себя этап фиксации частей литейных форм, подаваемых от установки для изготовления частей литейных форм, с помощью второго стопорного устройства, выполненного с возможностью фиксации части литейной формы и предотвращения ее движения в обратном направлении, к установке для изготовления частей литейных форм, при возврате прессовой плиты, используемой для подачи части литейной формы на конвейер, к установке для изготовления частей литейных форм (например, в формовочную камеру), при этом вышеупомянутое второе стопорное устройство предпочтительно выполнено с возможностью фиксации вышеупомянутой части литейной формы путем оказания давления на верхнюю поверхность вышеупомянутой части литейной формы. Этот вариант может являться предпочтительным, если первое стопорное устройство выполнено с возможностью оказания давления на боковые поверхности части литейной формы, поскольку это упрощает конструкцию системы, в которой первое и второе стопорные устройства физически не взаимодействуют друг с другом, вследствие чего каждое из этих стопорных устройств может быть спроектировано по существу без учета другого стопорного устройства. Один из них может оказывать давление на верхнюю поверхность литейной формы, в то время как второе - на боковые поверхности.
Согласно некоторым вариантам осуществления изобретения, этап (f) выполняется без использования прессовой плиты или задней плиты (12) установки для изготовления частей литейных форм для толкания ряда литейных форм синхронно с движением вышеупомянутой первой части конвейера в горизонтальном направлении. Преимущество такого варианта заключается в том, что он упрощает работу установки для изготовления частей литейных форм: например, установка для изготовления частей литейных форм может работать с постоянным ходом задней плиты, при этом отсутствует необходимость в длинном ходе, выполняемом для двойного, тройного и т.д. смещения ряда литейных форм.
Согласно некоторым вариантам осуществления изобретения, установка для изготовления частей литейных форм включает в себя аппарат для изготовления частей литейных форм, содержащий формовочную камеру, в которой происходит изготовление частей литейных форм путем прессования песка между передней и задней плитами, при этом вышеупомянутая задняя плита установлена с возможностью смещения по горизонтали на расстояние, достаточное для выталкивания готовой части литейной формы из формовочной камеры на конвейер. Во время этапов (а)-(е) задняя прессовая плита периодически смещается на одинаковое расстояние.
Согласно некоторым вариантам осуществления изобретения, конвейер содержит вышеупомянутые первую и вторую части, при этом вышеупомянутые первая и вторая части выполнены с возможностью смещения в вертикальном направлении между верхним положением, в котором части литейных форм входят в контакт с соответствующей частью конвейера, таким образом, что вышеупомянутая часть конвейера является опорой для частей литейных форм, и нижним положением, в котором части литейных форм не опираются на соответствующую часть конвейера. Такой тип конвейера может являться предпочтительным в том отношении, что он может обеспечить высокую точность смещения ряда частей литейных форм в горизонтальном направлении, без необходимости смещения частей литейных форм в вертикальном направлении.
Согласно некоторым вариантам осуществления изобретения, положение вышеупомянутых первой и второй части регулируется таким образом, что во время осуществления способа по крайней мере одна из вышеупомянутых первой и второй частей находится в верхнем положении для удерживания ряда литейных форм на постоянной высоте.
Согласно некоторым вариантам осуществления изобретения, вышеупомянутая вторая часть находится в нижнем положении, в то время как первая часть смещается на этапе (f), и вышеупомянутая вторая часть предпочтительно находится в вышеупомянутом верхнем положении, когда вышеупомянутая первая часть движется в обратном направлении к установке для изготовления частей литейных форм.
Другой аспект изобретения относится к способу поэтапного производства и подачи частей песчаных литейных форм на конвейерной литейной установке, при этом вышеупомянутая установка содержит установку для изготовления частей литейных форм, участок заливки и конвейер для поэтапной подачи частей литейных форм от вышеупомянутой установки для изготовления частей литейных форм по направлению к вышеупомянутому участку заливки, при этом вышеупомянутый конвейер содержит первую часть, которая является подвижной (как правило, в горизонтальном направлении, но дополнительно может быть предусмотрена возможность ее перемещения, например, в вертикальном направлении) для перемещения частей литейных форм по направлению к участку заливки. Способ включает в себя производство нескольких частей литейных форм, которые предпочтительно изготавливаются одна за другой, на установке для изготовления частей литейных форм, и помещение вышеупомянутых частей литейных форм на конвейер таким образом, что они образуют на конвейере ряд литейных форм, а также перемещение частей литейных форм или ряда литейных форм по направлению к участку заливки с использованием конвейера, при этом вышеупомянутый конвейер дополнительно связан с первым и вторым стопорными устройствами. Способ включает в себя следующие последовательно повторяющиеся этапы:
(i) - изготовление части литейной формы,
(ii) - помещение вышеупомянутой части литейной формы на конвейер таким образом, что она соприкасается с предшествующей частью литейной формы в ряду частей литейных форм,
(iii) - смещение ряда частей литейных форм на расстояние, соответствующее ширине одной части литейной формы, для подачи первой новой литейной формы на участок заливки для ее заполнения, путем смещения первой части конвейера в вышеупомянутом горизонтальном направлении к вышеупомянутому участку заливки, а также, согласно некоторым вариантам осуществления изобретения, толкание ряда частей литейных форм с использованием задней плиты установки для изготовления частей литейных форм;
(iv) - обратное движение вышеупомянутой первой части конвейера к установке для изготовления частей литейных форм на расстояние, соответствующее ширине одной части литейной формы, при этом, согласно некоторым вариантам осуществления изобретения, ряд частей литейных форм фиксируется при помощи вышеупомянутого второго стопорного устройства;
(v) - повторное смещение ряда частей литейных форм на расстояние, соответствующее ширине одной части литейной формы, для подачи второй новой литейной формы на участок заливки для заполнения, путем повторного смещения первой части конвейера в вышеупомянутом горизонтальном направлении к вышеупомянутому участку заливки, предпочтительно без использования задней плиты установки для изготовления частей литейных форм для толкания ряда частей литейных форм;
(при необходимости, повторение этапов (iv) и (v) для смещения ряда литейных форм на несколько шагов, то есть, для смещения на расстояние, соответствующее ширине трех, четырех и т.д. частей литейной форм)
(vii) - фиксация ряда частей литейных форм с помощью вышеупомянутого первого стопорного устройства или вышеупомянутого второго стопорного устройства для предотвращения смещения частей литейных форм к установке для изготовления частей литейных форм во время заливки литейных форм, и начало заливки по крайней мере двух литейных форм на участке заливки;
(vi) - изготовление по крайней мере одной части литейной формы (например, одной части литейной формы в случае двойного смещения, и большего количества частей литейных форм в случае, если требуется смещение на расстояние, соответствующее ширине трех, четырех и т.д. частей литейной формы) и помещение вышеупомянутой части литейной формы (сразу или после производства дополнительных частей литейных форм, таким образом, что в случае, например, тройного смещения может использоваться предпочтительно постоянный ход задней плиты) на конвейер таким образом, что она соприкасается с частью литейной формы, изготовленной на этапе (i), и, согласно некоторым вариантам осуществления изобретения, фиксация вышеупомянутой части литейной формы, изготовленной на этапе (vi) с использованием второго стопорного устройства.
Еще один аспект изобретения относится к системе поэтапного производства и заливки песчаных форм на конвейерной литейной установке, содержащей
- установку для изготовления частей литейных форм, включающую в себя аппарат для изготовления частей литейных форм, при этом вышеупомянутый аппарат содержит формовочную камеру, в которой происходит изготовление частей литейных форм путем прессования песка между передней и задней плитами, при этом вышеупомянутая задняя плита установлена с возможностью смещения по горизонтали на расстояние, достаточное для выталкивания готовой части литейной формы из формовочной камеры на конвейер,
- участок заливки, предназначенный для одновременной заливки материала, например, расплавленного металла, в несколько литейных форм (то есть по крайней мере в две формы), образованных из частей литейных форм, изготовленных на установке для изготовления частей литейных форм, и
- конвейер, при этом вышеупомянутый конвейер выполнен с возможностью поэтапной подачи частей литейных форм от вышеупомянутой установки для изготовления частей литейных форм по направлению к участку заливки, вышеупомянутый конвейер содержит первую часть, которая является подвижной (как правило, в горизонтальном направлении; однако во многих вариантах осуществления изобретения может быть предусмотрена возможность ее перемещения в вертикальном направлении) для перемещения частей литейных форм по направлению к участку заливки.
Первая часть конвейера предназначена для перемещения нескольких частей литейных форм по направлению к участку заливки на расстояние, соответствующее ширине двух частей литейных форм, за один ход, с целью замены нескольких заполненных литейных форм на участке заливки несколькими литейными формами, подлежащими заливке, за один ход, что позволяет сократить время прерывания заливки на участке заливки.
Задняя плита выполнена с возможностью работы с постоянной длиной хода во время нескольких последовательных рабочих циклов. Это упрощает работу и конструкцию аппарата для изготовления частей литейных форм и, таким образом, позволяет сократить затраты и т.д., по сравнению с достаточно сложным принципом работы задней плиты, который представляется необходимым для функционирования, например, системы, раскрытой в патенте US-B-7806161. Конечно, ход задней плиты может быть отрегулирован, когда необходимо модифицировать систему для изготовления иного типа литейных форм, но при изготовлении одного конкретного типа литейных форм ход задней плиты может оставаться постоянным, отсутствует необходимость в изменении длины хода во время различных циклов изготовления частей литейных форм.
Согласно некоторым вариантам осуществления изобретения, конвейер содержит вышеупомянутые первую и вторую части, при этом вышеупомянутые первая и вторая части выполнены с возможностью смещения в вертикальном направлении между верхним положением, в котором части литейных форм входят в контакт с соответствующей частью конвейера, таким образом, что вышеупомянутая часть конвейера является опорой для частей литейных форм, и нижним положением, в котором части литейных форм не опираются на соответствующую часть конвейера.
Еще один аспект изобретения относится к системе поэтапного производства и заливки песчаных форм на конвейерной литейной установке, содержащей
- установку для изготовления частей литейных форм, выполненную с возможностью подачи вышеупомянутых частей литейных форм на конвейер;
- участок заливки, предназначенный для одновременной заливки материала, например, расплавленного металла, в несколько литейных форм (то есть по крайней мере в две формы), образованных из частей литейных форм, изготовленных на установке для изготовления частей литейных форм, и
- вышеупомянутый конвейер, предназначенный для подачи частей литейных форм от вышеупомянутой установки для изготовления частей литейных форм по направлению к вышеупомянутому участку заливки;
Система выполнена с возможностью работы в соответствии с любым из способов, раскрытых выше.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для более полного раскрытия и лучшего понимания изобретения приводится ряд чертежей. Вышеупомянутые чертежи являются неотъемлемой частью раскрытия изобретения и иллюстрируют варианты осуществления изобретения, которые не должны рассматриваться как ограничивающие объем изобретения и представляют собой только примеры осуществления изобретения. Чертежи включают в себя следующие рисунки:
На Фиг. 1А-1Н схематически показана последовательность изготовления частей литейных форм и перемещения ряда литейных форм в соответствии с одним из вариантов осуществления изобретения.
На Фиг. 2А-2Н схематически показана последовательность изготовления частей литейных форм и перемещения ряда литейных форм в соответствии с другим вариантом осуществления изобретения.
На Фиг. 3A-3F показаны отдельные детали системы или установки, работающей в соответствии с принципами варианта осуществления изобретения, проиллюстрированного на Фиг. 2А-2Н.
На Фиг. 4A-4F показаны отдельные детали системы или установки, работающей в соответствии с другим вариантом осуществления изобретения.
РАСКРЫТИЕ СПОСОБОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На Фиг. 1А-1Н показана возможность синхронизации изготовления частей литейных форм с заливкой металла и движением ряда литейных форм в соответствии с одним из вариантов осуществления изобретения.
Согласно Фиг. 1, несколько частей 101-106 литейных форм помещаются на конвейер 2, содержащий первую часть 21, которая является подвижной в горизонтальном направлении и предназначена для перемещения ряда литейных форм, содержащего части 101-106 литейных форм, в горизонтальном направлении от установки 1 для изготовления частей литейных форм по направлению к участку 3 заливки, содержащему два разливочных желоба 31 и 32 для заполнения двух литейных форм, например, путем заливки в литейные формы расплавленного металла 33. Конвейер может содержать несколько параллельных штанг, расположенных в горизонтальном направлении, некоторые из которых образуют часть горизонтально подвижной первой части 21, в то время как другие образуют часть второй части 22 конвейера, показанной на Фиг. 1В. Как первая часть 21 конвейера, так и вторая часть 22 конвейера являются подвижными в вертикальном направлении, но согласно данному варианту осуществления изобретения, только первая часть конвейера является подвижной в горизонтальном направлении. Как первая часть 21, так и вторая часть 22 являются подвижными в вертикальном направлении между верхним положением, в котором части литейных форм входят в контакт со штангами соответствующей части конвейера, таким образом, что штанги являются опорой для частей литейных форм, и нижним положением, в котором части литейных форм не опираются на соответствующую часть конвейера. Положение первой части 21 и второй части 22 регулируется таким образом, что во время работы системы по крайней мере одна из упомянутых первой части 21 и второй части 22 находится в верхнем положении. Таким образом, ряд литейных форм предпочтительно удерживается на постоянной высоте во время работы и не смещается вверх или вниз.
На Фиг. 1А как первая часть 21, так и вторая часть 22 находятся в верхнем положении и расположены параллельно, таким образом, что на Фиг. 1А видна только первая часть 21. Штанги двух частей конвейера могут быть расположены таким образом, что штанги первой части чередуются со штангами второй части в направлении, перпендикулярном бумаге на Фиг. 1А. Такой тип конвейера хорошо известен в данной области техники, поэтому нет необходимости в его более подробном описании. Таким образом, на Фиг. 1А штанги первой части 21 и второй части 22 чередуются в направлении, перпендикулярном поверхности бумаги, при этом части 101-106 литейных форм могут располагаться как на первой части 21, так и на второй части 22, то есть на продольно расположенных штангах вышеупомянутых первой части 21 и второй части 22.
На Фиг. 1А показаны два разливочных желоба 31 и 32, осуществляющие заливку расплавленного металла 33 в полости двух литейных форм; точнее говоря, первый разливочный желоб 31 производит заливку металла в полость литейной формы, образованной из частей 102 и 103 литейной формы, а второй разливочный желоб 32 производит заливку металла в полость литейной формы, образованной из частей 103 и 104 литейной формы. Чтобы предотвратить смещение, например, частей 104-106 литейных форм по направлению к установке для изготовления частей литейных форм, в частности, под действием давления, возникающего при заливке расплавленного металла в литейную форму, образованную из частей 103 и 104 литейных форм, используется первое стопорное устройство 41, взаимодействующее с одной или несколькими частями литейных форм, например, с крайней задней частью 106 литейной формы в ряду частей литейных форм, для предотвращения смещения частей литейных форм по направлению к установке для изготовления частей литейных форм. На Фиг. 1А первое стопорное устройство 41 схематически показано как воздействующее на верхнюю поверхность части 106 литейной формы, но данный вариант приведен только в целях иллюстрации, и стопорное устройство может взаимодействовать с частью или частями литейной формы любым возможным способом, например, путем оказания давления на верхнюю поверхность или на боковые поверхности частей литейных форм и/или путем оказания давления или захвата задней поверхности части или частей литейных форм, например, части 106 литейной формы. Таким образом, первое стопорное устройство 41 используется для предотвращения движения частей литейных форм, образующих ряд литейных форм, по направлению к установке 1 для изготовления частей литейных форм.
Кроме того, на Фиг 1А схематически показано второе стопорное устройство. Второе стопорное устройство 42 может использоваться для фиксации части литейной формы после ее подачи из установки для изготовления частей литейных форм для предотвращения ее смещения в обратном направлении под действием прессовой плиты 12, когда прессовая плита возвращается к формовочной камере после подачи части литейной формы на конвейер 2. Второе стопорное устройство также показано схематически, и тот факт, что оно, как показано на чертеже, оказывает давление на верхнюю поверхность части литейной формы, не означает, что этот вариант является предпочтительным по отношению к другим вариантам, например, использованию второго стопорного устройства 42 для оказания давления на боковые поверхности части литейной формы. На Фиг. 1А второе стопорное устройство не задействовано, поскольку после последнего смещения ряда литейных форм еще не произошла подача части литейной формы из установки для изготовления частей литейных форм; то есть ни одна часть литейной формы не была поставлена в соответствие второму стопорному устройству 42.
Справа на Фиг. 1А схематически показана установка 1 для изготовления частей литейных форм. На Фиг. 1А показаны только передняя плита 11 и задняя плита 12 аппарата для изготовления частей литейных форм, а также поршень 13, приводящий в движение заднюю плиту. На Фиг. 1А показан момент формования части 107 песчаной литейной формы путем прессования песка между передней плитой 11 и задней плитой 12. Поскольку такие машины для изготовления частей литейных форм хорошо известны в данной области техники, нет необходимости описывать их здесь более подробно. Может использоваться любая машина, предназначенная для данной цели, например, машина, известная из патента ЕР-А-1219830, или машина, известная из патента ЕР-А-2357050, упоминавшиеся выше.
На Фиг. 1В показан момент, когда часть 107 литейной формы была изготовлена и подана на конвейер 2 путем ее выталкивания задней плитой 12. На данном этапе приводится в действие второе стопорное устройство, которое используется для фиксации данной части 107 литейной формы и предотвращения ее смещения назад при возврате второй прессовой плиты 12 в аппарат для изготовления частей литейных форм. На рисунке показано воздействие второго стопорного устройства 42 на верхнюю поверхность части литейной формы, но это только один из вариантов осуществления изобретения; в равной степени применимыми являются и другие варианты, в частности, оказание давления на боковые поверхности части литейной формы. На Фиг. 1В продолжается заливка металла в две литейные формы, образованные из частей 102, 103 и 104 литейных форм, в то время как первое стопорное устройство 41 продолжает удерживать ряд литейных форм, предотвращая движение частей литейных форм по направлению к установке для изготовления частей литейных форм. На Фиг. 1В вторая часть 22 конвейера была перемещена в ее нижнее положение, при этом ряд литейных форм располагается только на первой части 21 конвейера. Однако это вертикальное смещение может также происходить на более позднем этапе технологического процесса.
На Фиг. 1С показан момент, когда на установке для изготовления частей литейных форм была изготовлена следующая часть 108 литейной формы, при этом продолжается заливка расплавленного металла 33 в литейные формы на участке заливки.
На Фиг. 1D на конвейер 2 подана вторая часть 108 литейной формы из пары частей литейных форм, состоящей из частей 107 и 108 литейных форм. Здесь второе стопорное устройство 42 не задействовано, что дает возможность перемещения ранее изготовленной части 107 литейной формы на один шаг до ее соприкосновения с рядом литейных форм (а именно с последней частью 106 литейной формы в ряду литейных форм), а также обеспечить место для недавно произведенной части 108 литейной формы. На данном этапе заливка металла в литейные формы, возможно, была прервана, или будет прервана в ближайшее время, а первое стопорное устройство, возможно, в ближайшее время будет разомкнуто. С другой стороны, второе стопорное устройство 42 в ближайшее время будет задействовано, чтобы предотвратить смещение вновь изготовленной части 108 литейной формы по направлению к установке для изготовления частей литейных форм, когда вторая прессовая плита 12 возвращается к установке.
На Фиг. 1E заливка на участке 3 заливки была прервана, первое стопорное устройство 41 и второе стопорное устройство 42 были разомкнуты, а вторая часть конвейера перемещается в горизонтальном направлении для перемещения ряда литейных форм по направлению от установки для изготовления частей литейных форм к участку заливки. На Фиг. 1Е первая часть 21 конвейера была перемещена на расстояние, соответствующее ширине одной части литейной формы, и продолжает двигаться до положения, показанного на Фиг. 1F, где первая часть 21 конвейера была перемещена на расстояние, соответствующее ширине двух литейных форм. В этом положении вновь может быть задействовано первое стопорное устройство 41, а заливка металла 33 может возобновиться, на этот раз в литейные формы, образованные из частей 104, 105 и 106 литейных форм, как показано на Фиг. 1Е. После этого вторая часть 22 конвейера может вернуться в верхнее положение, затем первая часть конвейера может переместиться в нижнее положение, после чего вторая часть 22 конвейера может вернуться к установке 1 для изготовления частей литейных форм, как показано на Фиг. 1G, и вернуться в верхнее положение, как показано на Фиг. 1Н. Здесь система находится в том же состоянии, которое показано на Фиг. 1А: происходит одновременная заливка металла в две литейные формы, и одновременно изготавливается новая часть 109 литейной формы.
Преимущества этой системы очевидны: она предусматривает гибкий подход, дающий возможность смещения ряда литейных форм на несколько шагов (два, три, четыре и т.д.), при этом отсутствует необходимость в особом толкающем усилии задней плиты, помимо толкающего действия, обычно выполняемого задней плитой для подачи частей литейных форм на конвейер, и заливка может происходить непрерывно на протяжении всего цикла, за исключением времени, которое необходимо для смещения ряда литейных форм на два или более шага.
Согласно вариантам осуществления изобретения, показанным на Фиг. 1А-1Н, первое стопорное устройство не связано с первой частью 21 конвейера; оно сохраняет фиксированное положение по отношению к участку заливки. Такой подход в некоторых случаях является целесообразным, поскольку он позволяет сделать исполнение первого стопорного устройства 41 независимым от конструкции конвейера, что может способствовать повышению эксплуатационной гибкости. Однако при реализации этого подхода может потребоваться дополнительная модификация системы в случае изменения ширины частей литейных форм, то есть, перед началом изготовления частей литейных форм, ширина которых отличается от ширины частей литейных форм, изготавливаемых ранее. В таких случаях, кроме регулировки смещения или хода первой части конвейера, иногда может потребоваться регулировка положения стопорных устройств.
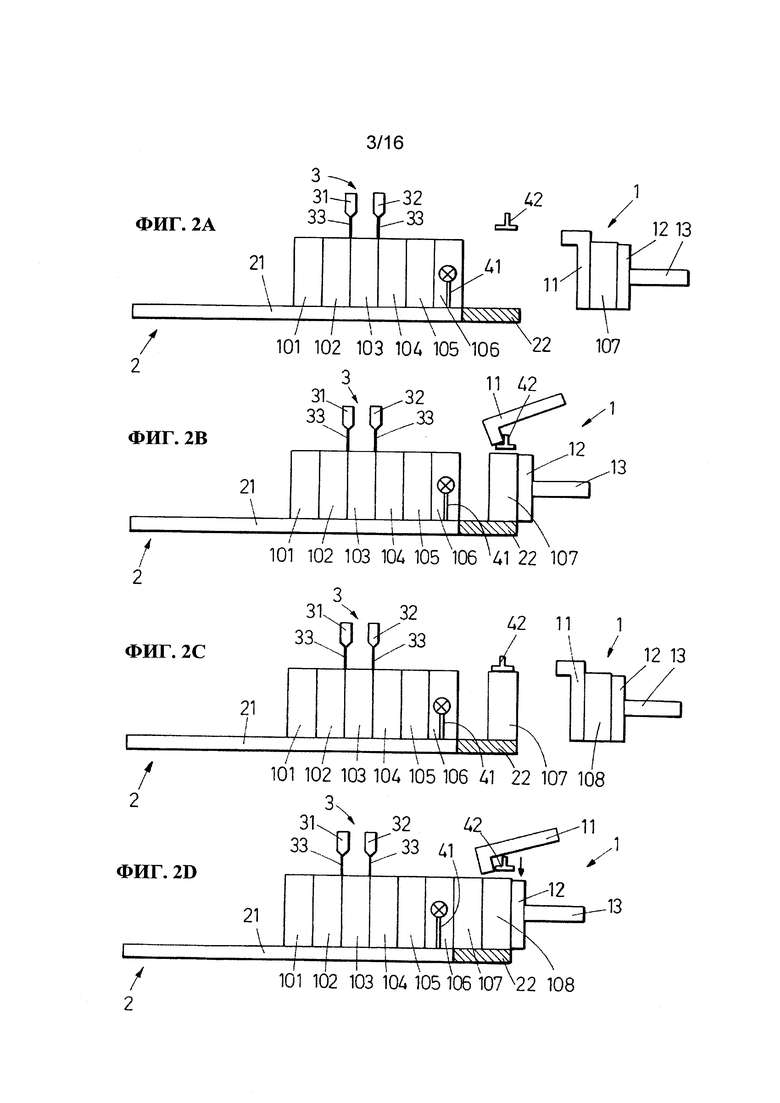
На Фиг. 2А-2Н схематически показан другой вариант осуществления изобретения, в котором этот потенциальный недостаток преодолен за счет выполнения первого стопорного устройства за одно целое с первой частью 21 конвейера. На Фиг. 2А показано, что как первая часть 21, так и вторая часть 22 конвейера находятся в верхнем положении, таким образом, что части 101-106 литейных форм располагаются на обеих частях 21 и 22 конвейера во время заливки расплавленного металла 33 в литейные формы, образованные соответственно частями 102 и 103 литейной формы и частями 103 и 104 литейной формы. Согласно этому варианту осуществления изобретения, обратное движение частей литейных форм по направлению к установке 1 для изготовления частей литейных форм предотвращается первым стопорным устройством 41, которое связано с первой частью 21 конвейера. На Фиг. 2А первое стопорное устройство схематически показано как удерживающее часть 106 литейной формы, занимающую крайнее заднее положение в ряду литейных форм, путем оказания давления на боковые поверхности вышеупомянутой части 106 литейной формы, однако любая другая допустимая конструкция стопорного устройства также входит в объем настоящего изобретения, например, стопорное устройство, оказывающее давление на верхнюю поверхность части литейной формы.
На Фиг. 2В показано положение после выталкивания вновь изготовленной части 107 литейной формы из формовочной машины задней плитой 12 и подачи данной части литейной формы на конвейер 12 путем помещения ее в крайнее заднее положение на второй части 22 конвейера, а на Фиг. 2С показано положение после возврата задней плиты 12, в котором вновь изготовленная часть 107 литейной формы удерживается на конвейере 2 вторым стопорным устройством 42.
На Фиг. 2D показано положение после подачи следующей части 108 литейной формы из установки для изготовления частей литейных форм на конвейер 2 путем помещения части 108 литейной формы на вторую часть конвейера и проталкивания ранее изготовленной части 107 литейной формы на один шаг по направлению к ряду литейных форм, состоящему из частей 101-106 литейных форм, до соприкосновения с вышеупомянутым рядом литейных форм. После этого приводится в действие второе стопорное устройство 42 для фиксации части 108 литейной формы.
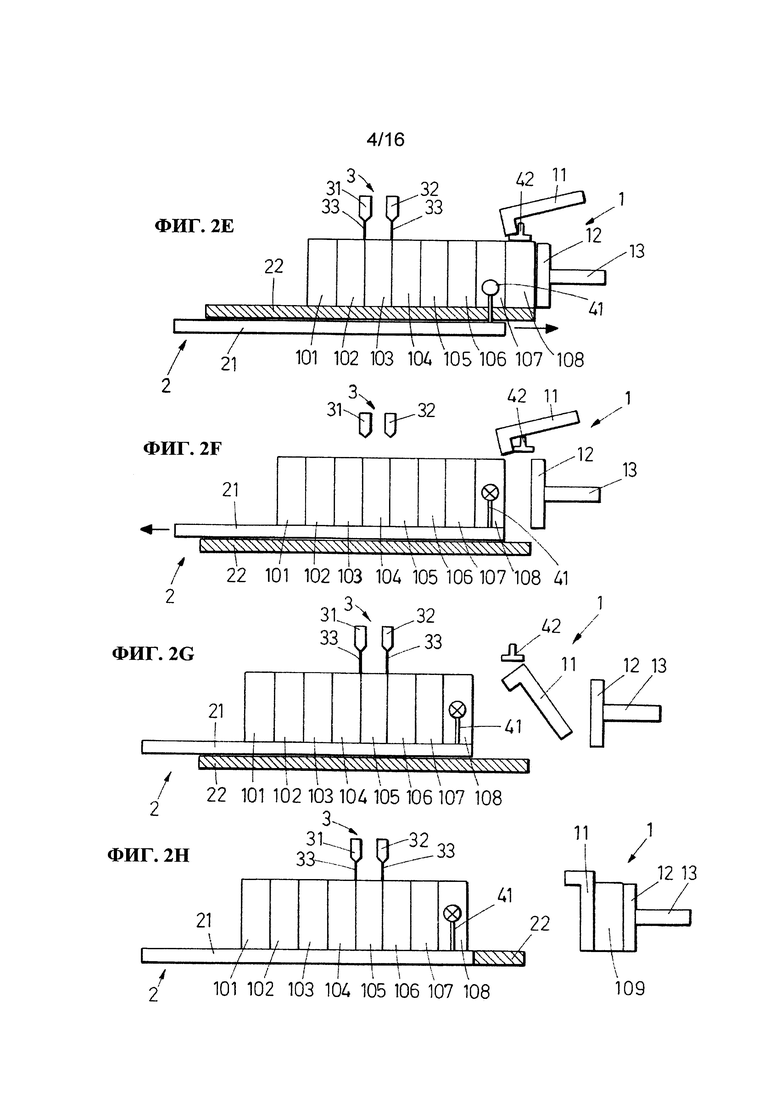
После этого, как показано на Фиг. 2Е, происходит размыкание первого стопорного устройства с целью освобождения ряда литейных форм; на этом этапе второе стопорное устройство 42, взаимодействующее с последней произведенной частью 108 литейной формы, предотвращает смещение частей литейных форм по направлению к установке для изготовления частей литейных форм. После этого первая часть 21 конвейера опускается вниз и смещается по направлению к установке для изготовления частей литейных форм, как схематически показано на Фиг. 2Е. Расстояние вышеупомянутого смещения соответствует ширине двух частей литейных форм. После вышеупомянутого смещения первая часть 21 конвейера возвращается в верхнее положение, обеспечивая возможность расположения на ней ряда литейных форм, содержащего части 107 и 108 литейных форм, в то время как вторая часть 22 конвейера опускается, делая возможным перемещение ряда литейных форм к участку 2 заливки, как схематически показано на Фиг. 2F, путем смещения первой части 21 конвейера; во время этого смещения заливка на участке заливки прерывается.
На Фиг. 2G показано положение после смещения первой части 21 конвейера и перемещения первой части 21 конвейера и ряда литейных форм по направлению от установки 1 для изготовления частей литейных форм к участку заливки на расстояние, соответствующее ширине двух частей литейной формы, то есть после смещения ряда литейных форм на два шага; на этом этапе заливка в литейные формы на участке заливки может быть возобновлена, на этот раз в литейные формы, образованные из частей 104-106 литейных форм. Согласно этому варианту осуществления изобретения, заливка также прерывается только во время перемещения ряда литейных форм, то есть во время смещения первой части 21 конвейера.
Преимущество обоих этих вариантов осуществления изобретения заключается в том, что они позволяют свести к минимуму время прерывания заливки, обеспечивают возможность одновременного заполнения более чем одной формы и завершения заполнения литейных форм до смещения ряда литейных форм. Преимущество этих вариантов осуществления изобретения заключается также в том, что они позволяют достичь этой цели без специального переоборудования машины для изготовления частей литейных форм, в частности, без специальной регулировки хода задней плиты, поскольку задняя плита не используется для перемещения ряда литейных форм и используется только для подачи вновь изготовленных частей литейных форм на конвейер. Согласно данным вариантам осуществления изобретения, каждая вновь изготовленная часть литейной формы помещается на конвейер, по существу, в одно и то же положение, вследствие чего машина для изготовления частей литейных форм может работать с постоянной длиной хода задней плиты. Варианты осуществления изобретения, показанные на Фиг. 1А-1Н, имеют преимущество, состоящее в том, что первое стопорное устройство не связано с первой частью 21 конвейера, что в некоторых случаях может быть предпочтительным с конструктивной точки зрения или с точки зрения логистики, в то время как в вариантах осуществления изобретения, показанных на Фиг. 2А-2Н, первое стопорное средство связано с первой частью конвейера таким образом, что оно может перемещаться вместе с первой частью конвейера, таким образом, оно может быть выполнено с возможностью постоянного взаимодействия, например, с крайней задней частью литейной формы в ряду литейных форм, при этом не требуется его регулировка в случае изменения ширины частей литейных форм. Иначе говоря, поскольку первое стопорное устройство 41 перемещается вместе с первой частью 21 конвейера, оно может быть расположено таким образом, чтобы взаимодействовать с частями литейных форм, расположенных вблизи задней части первой части 21 конвейера, то есть в положении, которое всегда будет соответствовать положению крайней задней части литейной формы в ряду литейных форм, например, части 106 литейной формы на Фиг. 2A-2D или части 108 литейной формы на Фиг. 2F-2G. Это может облегчить модификацию системы в случае изменения ширины производимых литейных форм.
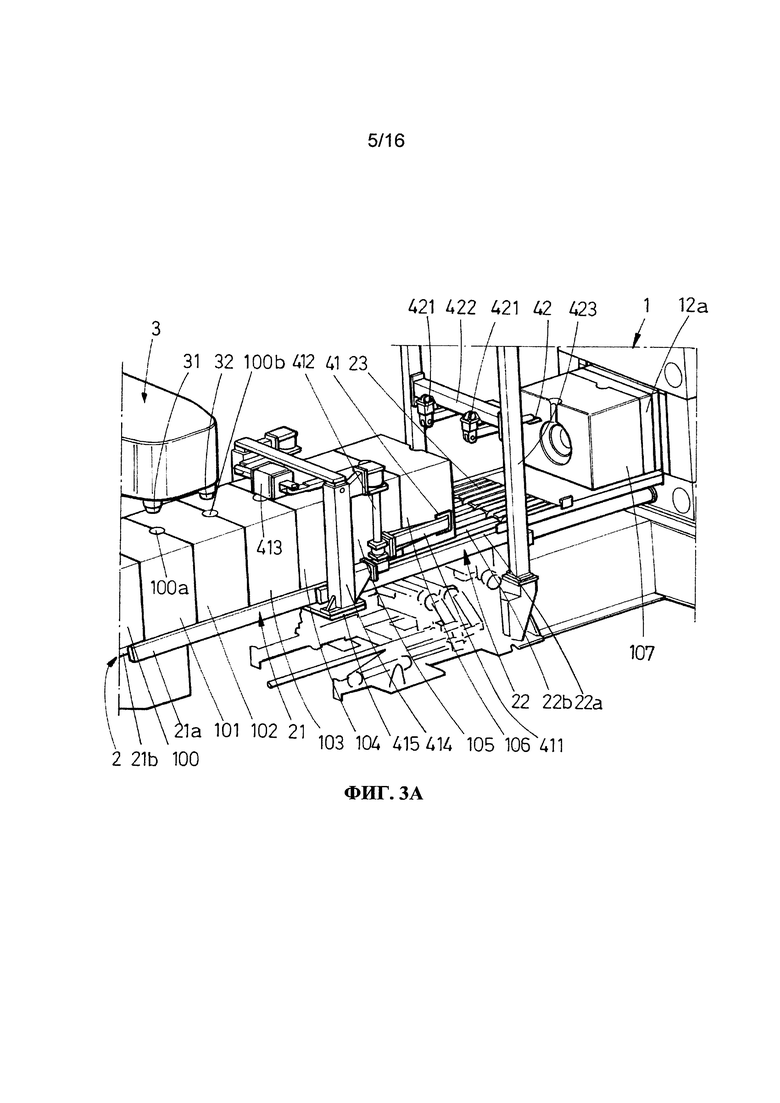
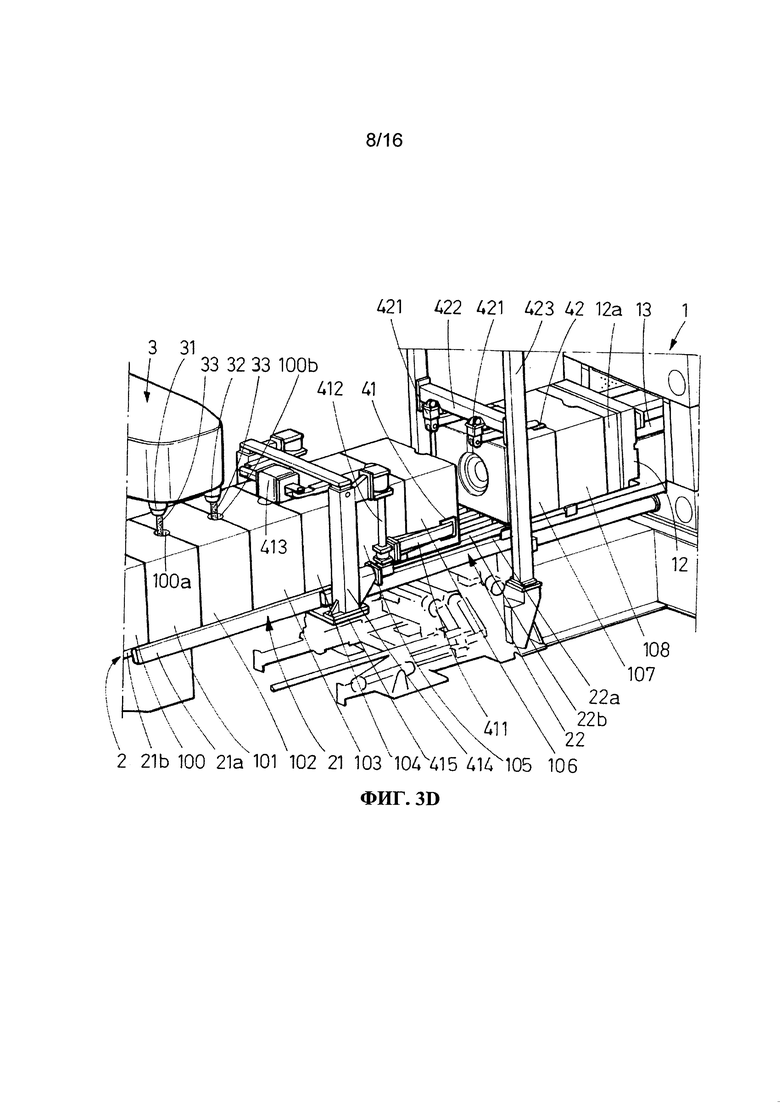
Фиг. 3A-3F более подробно иллюстрируют работу системы в соответствии с некоторыми из принципов способа, показанного на Фиг. 2А-2Н. На Фиг. 3А показано положение после двойного смещения ряда частей литейных форм 100-106 и подачи двух новых литейных форм, подлежащих заливке, под соответствующие разливочные желоба 31 и 32 участка заливки, с целью начала одновременного заполнения литейных форм, образованных, соответственно, из частей 101 и 102 литейной формы и из частей 102 и 103 литейной формы, путем заливки металла в отверстия 100а и 100b, образованные, соответственно, между частями 101 и 102 литейной формы и между частями 102 и 103 литейной формы.
Части литейных форм 100-106 были перемещены на расстояние, соответствующее ширине двух частей литейных форм, иначе говоря, произошло двойное смещение ряда литейных форм для подачи двух новых литейных форм под разливочные желоба. Две ранее заполненные литейные формы, задняя из которых образована из частей 100 и 101 литейной формы, на том же этапе двойного смещения были перемещены от участка заливки по направлению к установке (не показана) для выемки отливок из литейных форм.
Литейные формы были перемещены путем горизонтального смещения первой части 21 конвейера 2, содержащей несколько штанг 21а, 21b, расположенных параллельно и чередующихся со штангами 22а, 22b второй части 22 конвейера. Первая часть 21 конвейера и вторая часть 22 конвейера являются подвижными в вертикальном направлении, таким образом, что вторая часть 22 конвейера может смещаться в нижнее положение, чтобы не препятствовать движению частей литейных форм от установки 1 для изготовления частей литейных форм за счет горизонтального смещения первой части 21 конвейера.
В показанном варианте осуществления изобретения предусмотрена также третья часть 23 конвейера, которая может быть по существу зафиксирована в вертикальном положении и представлять собой часть выходной секции машины для изготовления частей литейных форм. Таким образом, конвейер 2 может состоять из первой части 21, второй части 22 и третьей части 23, вторая часть 22 выполнена с возможностью смещения в нижнее положение в случае, когда требуется двойное смещение первой части 21 для перемещения частей литейных форм, с целью предотвращения трения между частями 104-106 литейных форм и штангами второй части 22 конвейера.
Первое стопорное устройство 41 предназначено для оказания давления на крайнюю заднюю часть 106 литейной формы в ряду литейных форм. Первое стопорное устройство установлено на поворотных рычагах 411, выполненных с возможностью поворота за счет вращения вертикальных штанг или валов 412, приводимых в движение приводом 413. Эти валы 412 и привод 413 расположены в рамной конструкции 414, 415, соединенной с первой частью 21 конвейера таким образом, что вся конструкция, включая первое стопорное устройство, перемещается в горизонтальном направлении вместе с первой частью 21 конвейера. В положении, показанном на Фиг. 3А, первое стопорное устройство 41 оказывает давление на боковые поверхности крайней задней части 106 литейной формы, предотвращая смещение частей 103-106 литейных форм в обратном направлении, то есть по направлению к установке 1 для изготовления частей литейных форм, например, при нарастании давления внутри литейных форм во время заливки металла в литейные формы.
С другой стороны, второе стопорное устройство 42 расположено на поперечной балке 421, проходящей между двумя стойками 423, связанными с машиной для изготовления частей литейных форм, являющейся частью установки 1 для изготовления частей литейных форм, при этом данное второе стопорное устройство расположено на вышеупомянутой поперечной балке с возможностью поворота и может приводиться в действие и размыкаться с использованием соответствующих приводов 421, предназначенных для поворота вышеупомянутого второго стопорного устройства таким образом, что второе стопорное устройство, будучи приведено в действие, оказывает давление на верхнюю поверхность последней части литейной формы, поданной из машины для изготовления частей литейных форм на конвейер 2. Второе стопорное устройство 42 может являться частью машины для изготовления частей литейных форм и может быть выполнено с возможностью оказания давления на верхнюю поверхность части литейной формы, помещенной на третью часть 23 конвейера, для предотвращения смещения вышеупомянутой части литейной формы в обратном направлении при возврате задней плиты 12 (показанной на Фиг. 3В) в формовочную камеру после подачи части литейной формы на конвейер 2.
На Фиг. 3A-3F передняя плита не показана в целях простоты.
Как указывалось выше, на Фиг. 3А показано состояние системы непосредственно после двойного смещения ряда литейных форм, во время которого две новых литейных формы, подлежащих заполнению, были помещены под соответствующие разливочные желоба 31, 32. С другой стороны, последняя изготовленная часть 107 литейной формы в это время выходит из машины для изготовления частей литейных форм. Первое стопорное устройство 41 задействовано и, таким образом, фиксирует ряд литейных форм и предотвращает обратное движение частей литейных форм путем удерживания крайней задней части 106 литейной формы в ряду литейных форм, а второе стопорное устройство разомкнуто и не взаимодействует с последней изготовленной частью 107 литейной формы. На Фиг. 3А показана модельная плита 12а, связанная с задней плитой 12, выходящей в это время из формовочной камеры машины для изготовления частей литейных форм.
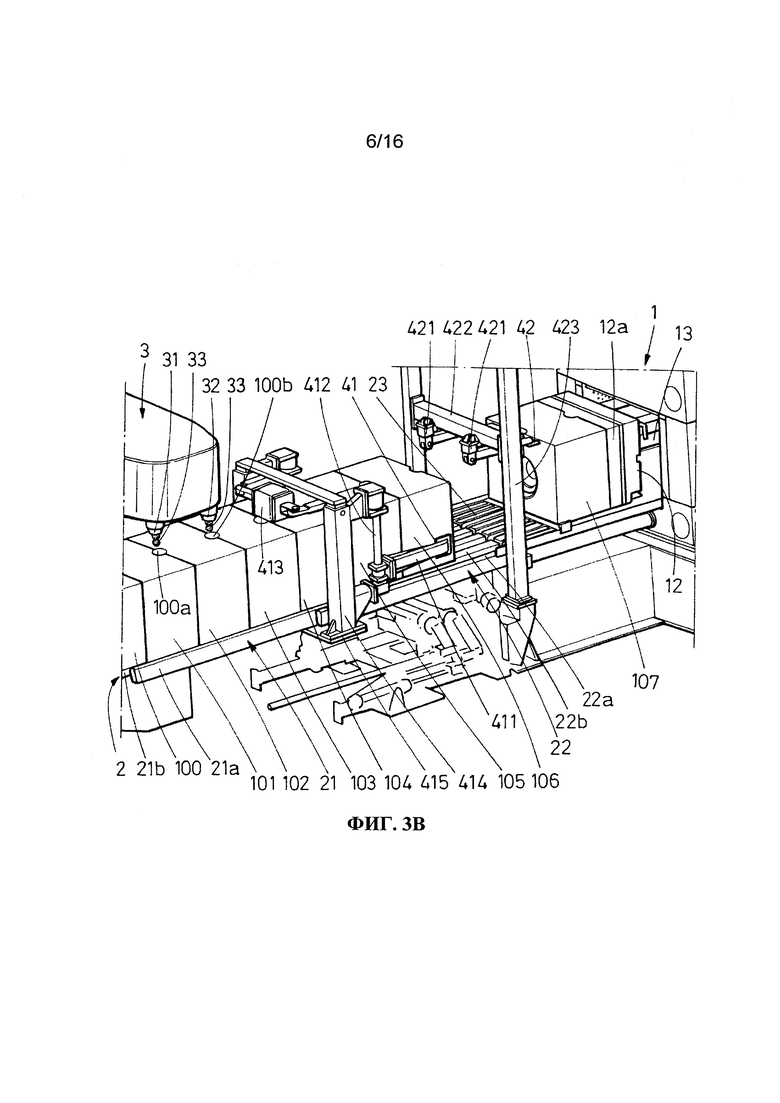
На Фиг. 3В показано состояние системы, непосредственно следующее за состоянием, показанным на Фиг. 3А, то есть, непосредственно после двойного смещения ряда литейных форм путем горизонтального смещения первой части 21 конвейера. На Фиг. 3В показано начало заливки расплавленного металла 33 в литейные формы, образованные из частей 101-103 литейных форм. Ряд литейных форм удерживается с его заднего конца с помощью стопорного устройства 41. На установке 1 для изготовления частей литейных форм последняя изготовленная часть литейной формы выталкивается из машины задней плитой 12, приводимой в действие поршнем 13, способом, обычно используемым в таких машинах для выемки частей литейных форм.
На Фиг. 3С продолжается заливка металла в литейные формы на участке 3 заливки, часть 107 литейной формы помещена на конвейер, и задействовано второе стопорное устройство 42, оказывающее давление на верхнюю поверхность части 107 литейной формы и, таким образом, предотвращающее ее смещение назад задней плитой 12 при возврате задней плиты 12 с модельной плитой 12а в формовочную камеру машины для выполнения нового цикла изготовления частей литейных форм. Второе стопорное устройство фиксирует недавно изготовленную часть 107 литейной формы на третьей части 23 конвейера.
На Фиг. 3D новая часть 108 литейной формы выталкивается из формовочной камеры машины для изготовления частей литейных форм и соприкасается с ранее изготовленной частью 107 литейной формы, которая находится под вторым стопорным устройством. В этот момент второе стопорное устройство разомкнуто или размыкается, делая возможным проталкивание вперед ранее изготовленной части 107 литейной формы под действием задней плиты 12, до положения, показанного на Фиг. 3Е, где последняя изготовленная часть 108 литейной формы заняла положение на третьей части 23 конвейера, которое до этого занимала ранее изготовленная часть 107 литейной формы, которая, в свою очередь, была продвинута на вторую часть 22 конвейера до соприкосновения с крайней задней частью 106 литейной формы в ряду литейных форм. На данном этапе снова приводится в действие второе стопорное устройство 42, оказывающее давление на верхнюю поверхность крайней задней части 108 литейной формы. На этом этапе второе стопорное устройство фактически удерживает весь ряд литейных форм, поскольку все части 100-106 литейных форм соприкасаются друг с другом.
На этом этапе первое стопорное устройство 41 может быть разомкнуто/отключено таким образом, что оно перестает оказывать давление на боковые поверхности части литейной формы, путем поворота рычагов 411 вверх (на Фиг. 3Е показан только один из таких рычагов, другой рычаг расположен по другую сторону ряда литейных форм), после чего первая часть 21 конвейера может быть опущена и затем перемещена на расстояние, соответствующее ширине двух частей литейных форм, в горизонтальном направлении, по направлению к установке 1 для изготовления частей литейных форм, в положение, показанное на Фиг. 3F, где первая часть 21 конвейера может вернуться в верхнее положение, захватить ряд частей литейных форм путем оказания давления на боковые поверхности крайней задней части 108 литейной формы, и, после опускания второй части 22 конвейера и остановки заливки на участке 3 заливки, ряд частей литейных форм может быть смещен на расстояние, соответствующее ширине двух частей литейных форм, путем горизонтального смещения первой части 21 конвейера, тем самым обеспечивая подачу двух новых литейных форм, образованных из частей 103-105 литейных форм, под разливочные желоба 31 и 32 участка 3 заливки, вследствие чего восстанавливается состояние системы, показанное на Фиг. 3А.
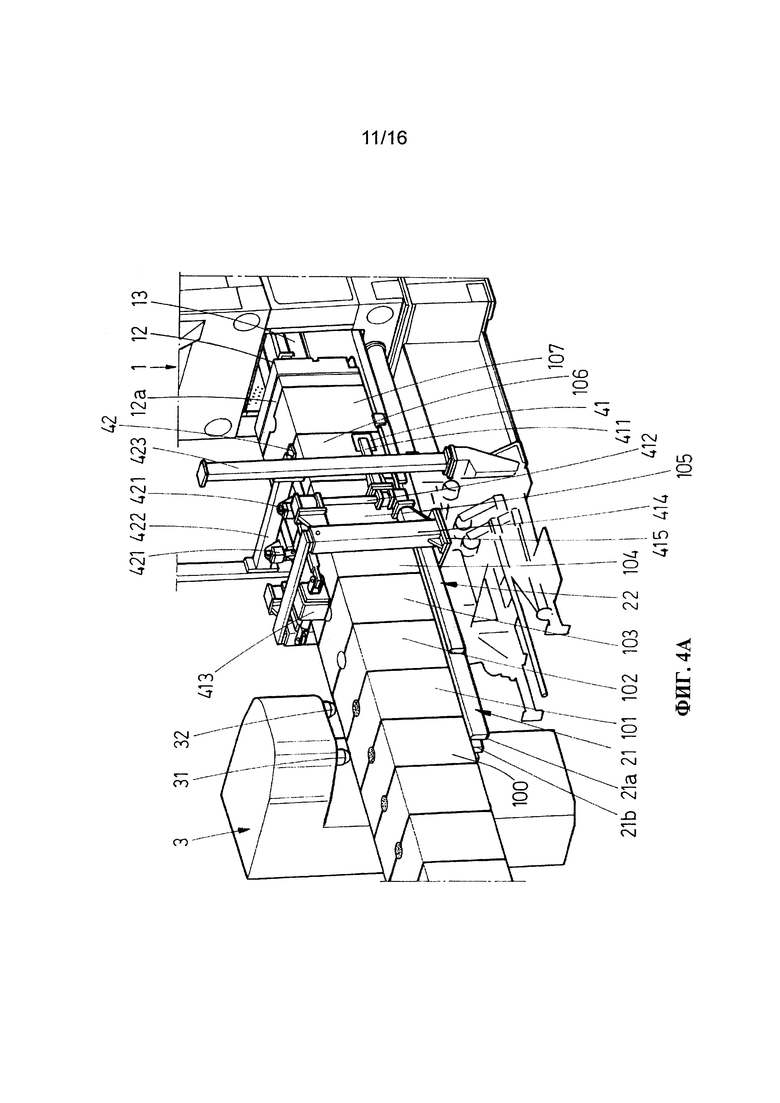
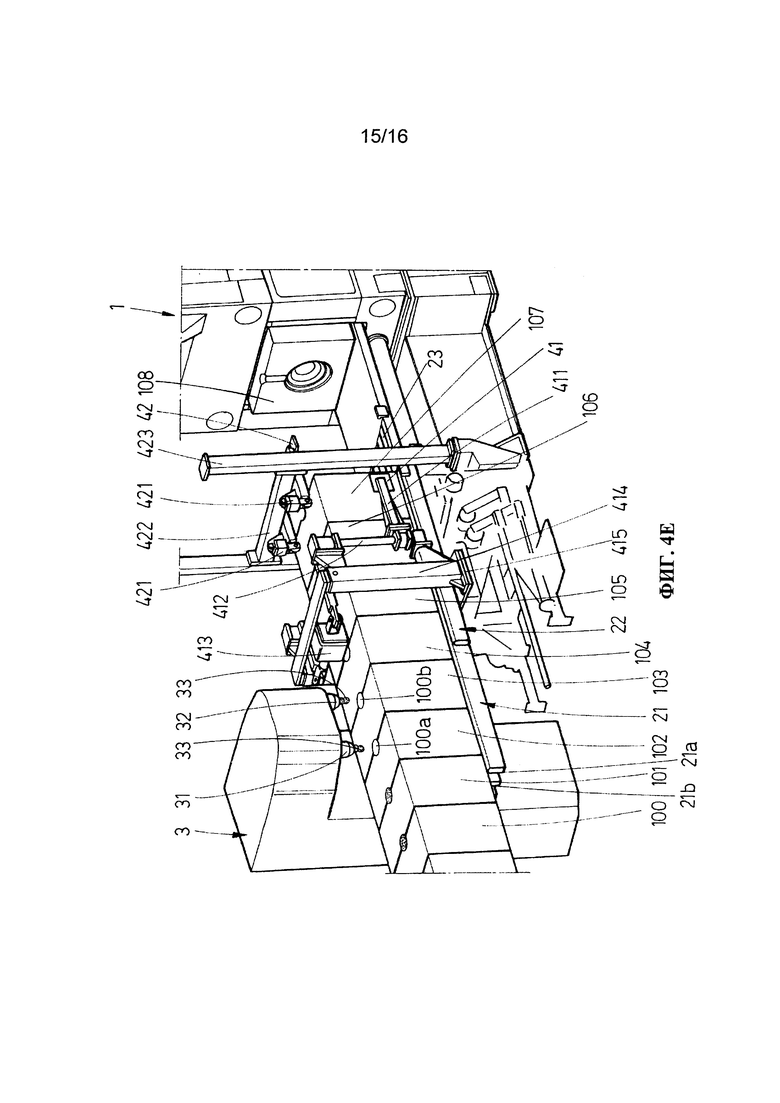
Альтернативный вариант осуществления изобретения показан на Фиг. 4А-4F. Система состоит из элементов, которые уже были раскрыты при описании Фиг. 3А 3F, но система выполнена с возможностью работы в другой последовательности, как правило, с использованием двух ходов первой части 21 конвейера для двойного смещения.
На Фиг. 4А показано состояние системы, в которой только что были заполнены две литейных формы, а именно, литейные формы, образованные, соответственно, из частей литейных форм 100 и 101 и из частей литейных форм 101 и 102. Заливка на участке заливки была прекращена. На данном этапе новая часть 107 литейной формы выталкивается из установки 1 для изготовления частей литейных форм и проталкивается вперед до соприкосновения с рядом литейных форм, содержащим ранее изготовленные части 100-106 литейных форм. После этого ряд литейных форм смещается на один шаг, то есть ряд литейных форм смещается на расстояние, соответствующее ширине одной части литейной формы, для подачи одной новой литейной формы на участок заливки, а именно, литейной формы, образованной из частей 102 и 103 литейных форм. Это первое смещение осуществляется путем горизонтального смещения первой части 21 конвейера на расстояние, соответствующее ширине одной части литейной формы, синхронно с толкающим движением задней плиты 12. На этом этапе может быть задействовано второе стопорное устройство для предотвращения смещения новой части 107 литейной формы в обратном направлении при возврате задней плиты 12 в машину для изготовления частей литейных форм.
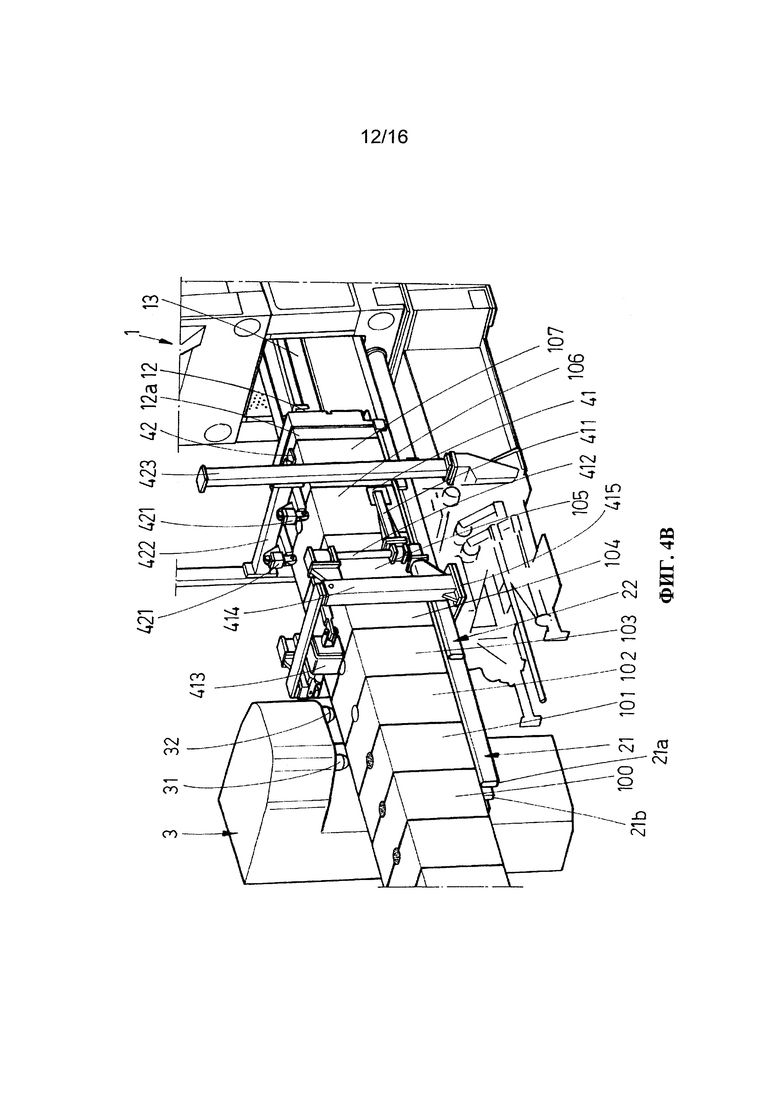
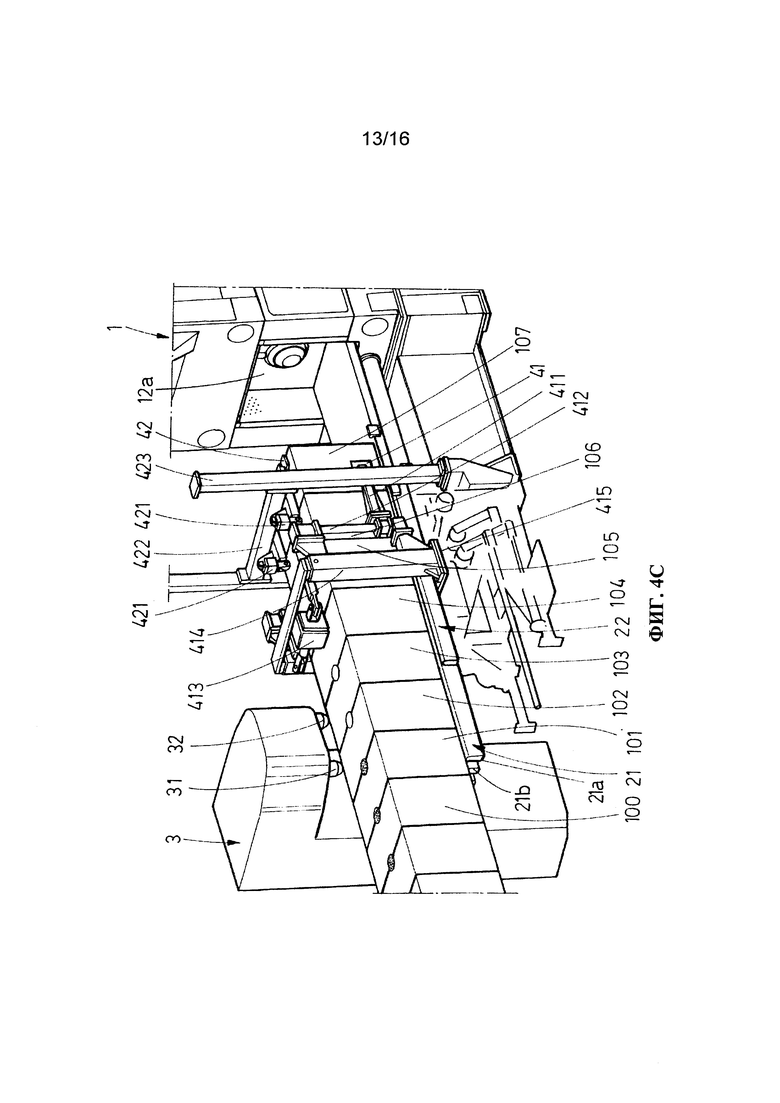
После этого первая часть 21 конвейера возвращается к установке 1 для изготовления частей литейных форм, в положение, показанное на Фиг. 4С. На этом этапе второе стопорное устройство 42 может, при необходимости, продолжать оказывать давление на верхнюю поверхность части 107 литейной формы. Когда первая часть конвейера достигает крайнего заднего положения, предпочтительно приводится в действие первое стопорное устройство 41 для фиксации ряда литейных форм на первой части 21 конвейера, второе стопорное устройство 42 размыкается, высвобождая часть 107 литейной формы, после чего первая часть 21 конвейера смещается на один шаг к участку 3 заливки, обеспечивая смещение ряда литейных форм для подачи новой литейной формы, образованной из частей 103 и 104 литейных форм, на участок заливки. На данном этапе, как показано на Фиг. 4D, в отличие от положения, показанного на Фиг. 4А, две новых литейных формы были доставлены на участок заливки, и может начаться одновременная заливка расплавленного металла 33 в литейные формы. Таким образом, отличие технологического процесса, показанного на Фиг. 4A-4F, от технологического процесса, показанного на Фиг. 3A-3F, состоит в том, что двойное смещение ряда литейных форм выполняется в два этапа, за два хода первой части 21 конвейера, при этом каждый ход обеспечивает смещение ряда литейных форм на один шаг вперед, и каждый шаг соответствует ширине одной части литейной формы. На Фиг. 4Е и 4F новая часть 108 литейной формы, изготовленная в машине для изготовления частей литейных форм, выталкивается на третью часть 23 конвейера, и приводится в действие второе стопорное устройство 42, оказывающее давление на верхнюю поверхность части 108 литейной формы для предотвращения ее смещения в обратном направлении при возврате задней плиты 12 в формовочную камеру для изготовления следующей части литейной формы.
Такой подход может быть целесообразным с конструктивной точки зрения и требует сравнительно короткого горизонтального хода первой части 21 конвейера, поскольку каждый ход вышеупомянутой первой части 21 конвейера соответствует ширине только одной части литейной формы. Однако его потенциальный недостаток по сравнению с принципом работы, показанным на Фиг. 3A-3F, заключается в том, что для заданного темпа производства частей литейных форм время, отводимое на заливку, сокращается, поскольку заливка, как правило, должна быть прервана на период времени с момента начала движения первой части 21 конвейера для перемещения ряда литейных форм из положения, показанного на Фиг. 4А, до момента завершения второго хода первой части 21 конвейера с достижением состояния системы, показанного на Фиг. 4С. Таким образом, если требуется максимально сократить время прерывания заливки, во многих случаях принцип работы, показанный на Фиг. 3A-3F, может быть предпочтительным по сравнению с принципом работы, показанным на Фиг. 4A-4F.
С другой стороны, хотя раскрытые выше варианты осуществления изобретения соответствуют способу и системе двойного смещения ряда литейных форм, в объем изобретения также входят и другие варианты, такие, как смещение на три, четыре и т.д. шага. В данном случае также могут применяться раскрытые выше принципы, единственное отличие заключается в количестве литейных форм, изготавливаемых за промежуток времени между последовательными смещениями ряда литейных форм. Например, в случае использования способа, раскрытого в описании Фиг. 4A-4F, смещение на три шага могло бы предполагать необходимость троекратного повторения хода первой части 21 с прерыванием заливки, с последующим изготовлением трех новых частей литейных форм, первая из которых выталкивается из формовочной машины до соприкосновения с рядом литейных форм в момент выхода второй части литейной формы из формовочной камеры.
Кроме того, хотя изобретение было раскрыто для конкретных типов конвейеров, возможны варианты осуществления изобретения с использованием других типов конвейеров, например, конвейеров с использованием горизонтально подвижных боковых прессовых плит для перемещения ряда литейных форм. Согласно некоторым вариантам осуществления изобретения, первая часть конвейера может содержать вышеупомянутые горизонтально подвижные боковые прессовые плиты, а вторая часть конвейера может содержать неподвижную поверхность, на которой могут располагаться части литейных форм и смещаться по ней под действием горизонтально подвижных боковых прессовых плит. Такие прессовые плиты могут располагаться вдоль одного участка ряда литейных форм, содержащего несколько литейных форм, или даже вдоль всего ряда литейных форм.
Очевидно, способ и механизм или система могут включать в себя установку литейных стержней с использованием устройств для установки литейных стержней, например, с использованием известных в данной области техники подходов, в частности, подходов, раскрытых в патентах US-B-7806161 или ЕР-В-1326726.
В данной заявке термин «содержит» и производные от него термины (например, «содержащий» и т.д.) не должны пониматься в исключающем смысле; иначе говоря, данные термины не должны истолковываться как исключающие возможность включения дополнительных элементов, этапов и т.д.
С другой стороны, изобретение, очевидно, не ограничено конкретными вариантами его осуществления, раскрытыми в данной заявке, но включает в себя любые варианты, которые могут быть предложены любым специалистом в данной области техники (например, в том, что касается выбора материалов, размеров, элементов, конфигурации и т.д.) в рамках общего объема изобретения, определенного в формуле изобретения.







Изобретение относится к области литья металла с использованием песчаных форм. Конвейерная литейная установка включает установку для изготовления частей литейных форм, участок заливки и конвейер для поэтапной подачи частей литейных форм. Способ поэтапного производства включает производство частей литейных форм, их помещение на конвейер для формирования ряда литейных форм, а также перемещение частей литейных форм к участку заливки с использованием конвейера. Способ включает этап двойного смещения частей литейных форм с использованием первой, подвижной, части конвейера. Изобретение также включает конвейерную литейную установку для поэтапного производства (варианты). Техническим результатом изобретения является сокращение периода прерывания заливки литейных форм. 4 н. и 12 з.п. ф-лы, 4 ил.
1. Способ поэтапного производства, подачи частей песчаных литейных форм и заливки литейных форм на конвейерной литейной установке, содержащей установку (1) для изготовления частей литейных форм, участок (3) заливки и конвейер (2) для поэтапной подачи частей (101-109) литейных форм от вышеупомянутой установки (1) для изготовления частей литейных форм по направлению к вышеупомянутому участку (3) заливки, при этом вышеупомянутый конвейер (2) содержит первую часть (21), которая является подвижной и предназначена для перемещения частей (101-109) литейных форм от установки (1) для изготовления частей литейных форм по направлению к участку (3) заливки, причем способ включает в себя производство нескольких частей (101-109) литейных форм на установке (1) для изготовления частей литейных форм и помещение вышеупомянутых частей литейных форм на конвейер (2) для формирования на конвейере (2) ряда литейных форм и перемещение частей литейных форм по направлению к участку (3) заливки с использованием конвейера (2), при этом способ включает в себя следующие последовательно повторяющиеся этапы:
(a) изготовление первой части (107) литейной формы из пары двух последовательных частей литейной формы;
(b) помещение вышеупомянутой части (107) литейной формы на конвейер (2);
(c) изготовление второй части (108) литейной формы из вышеупомянутой пары двух последовательных частей литейной формы;
(d) помещение вышеупомянутой второй части (108) литейной формы на конвейер (2);
(e) возможное изготовление по крайней мере одной следующей части литейной формы и помещение вышеупомянутой следующей части литейной формы на конвейер;
(f) смещение ряда литейных форм (101-108) на расстояние, соответствующее ширине по крайней мере двух частей литейных форм, для подачи по крайней мере двух новых литейных форм, подлежащих заполнению, на участок (3) заливки,
причем этап (f) выполняют путем смещения вышеупомянутой первой части (21) конвейера, причем этап (f) выполняют без использования прессовой плиты или задней плиты (12) установки для изготовления частей литейных форм для толкания ряда литейных форм синхронно с движением вышеупомянутой первой части (21) конвейера для перемещения ряда литейных форм (101-108) на вышеупомянутое расстояние, соответствующее ширине по крайней мере двух частей литейных форм.
2. Способ по п. 1, включающий в себя следующий за этапом (f) этап фиксации ряда литейных форм при помощи первого стопорного устройства (41) для предотвращения смещения частей литейных форм по направлению к установке (1) для изготовления частей литейных форм во время заливки металла на участке заливки предпочтительно путем оказания давления на боковые поверхности и/или верхнюю поверхность по крайней мере одной части литейной формы.
3. Способ по п. 2, отличающийся тем, что вышеупомянутое первое стопорное устройство (41) выполнено таким образом, что оно не смещается в горизонтальном направлении вместе с вышеупомянутой первой частью (21) конвейера и взаимодействует с рядом литейных форм в положении между участком (3) заливки и установкой (1) для изготовления частей литейных форм.
4. Способ по п. 2, отличающийся тем, что вышеупомянутое первое стопорное устройство (41) выполнено с возможностью смещения вместе с вышеупомянутой первой частью (21) конвейера, предпочтительно выполнено с возможностью взаимодействия с крайней задней частью (106, 108) литейной формы в ряду литейных форм для предотвращения смещения вышеупомянутой части литейной формы по направлению к установке (1) для изготовления частей литейных форм.
5. Способ по п. 2, отличающийся тем, что вышеупомянутое первое стопорное устройство выполнено с возможностью фиксации ряда литейных форм путем оказания давления на противоположные боковые поверхности части (106,107,108) литейной формы.
6. Способ по п. 3, отличающийся тем, что вышеупомянутое первое стопорное устройство выполнено с возможностью фиксации ряда литейных форм путем оказания давления на противоположные боковые поверхности части (106, 107, 108) литейной формы.
7. Способ по п. 4, отличающийся тем, что вышеупомянутое первое стопорное устройство выполнено с возможностью фиксации ряда литейных форм путем оказания давления на противоположные боковые поверхности части (106, 107, 108) литейной формы.
8. Способ по п. 1, отличающийся тем, что он включает в себя этап фиксации частей литейных форм, подаваемых от установки (1) для изготовления частей литейных форм, с помощью второго стопорного устройства (42), выполненного с возможностью фиксации части литейной формы для предотвращения ее движения в обратном направлении, к установке для изготовления частей литейных форм, при возврате прессовой плиты (12), используемой для подачи части литейной формы на конвейер (2), к установке для изготовления частей литейных форм, при этом вышеупомянутое второе стопорное устройство предпочтительно выполнено с возможностью фиксации вышеупомянутой части литейной формы путем оказания давления на верхнюю поверхность вышеупомянутой части литейной формы.
9. Способ по любому из пп.1-8, отличающийся тем, что установка для изготовления частей литейных форм включает в себя аппарат для изготовления частей литейных форм, содержащий формовочную камеру, в которой происходит изготовление частей литейных форм путем прессования песка между передней и задней плитами, при этом вышеупомянутая задняя плита установлена с возможностью смещения по горизонтали на расстояние, достаточное для выталкивания готовой части литейной формы из формовочной камеры на конвейер (2), причем во время этапов (а)-(е) длина хода задней плиты остается постоянной.
10. Способ по любому из пп. 1-8, отличающийся тем, что конвейер (2) содержит вышеупомянутые первую часть (21) и вторую часть (22), при этом вышеупомянутые первая часть (21) и вторая часть (22) выполнены с возможностью смещения в вертикальном направлении между верхним положением, в котором части (101-109) литейных форм входят в контакт с соответствующей частью (21, 22) конвейера, таким образом, что вышеупомянутая часть конвейера является опорой для частей литейных форм, и нижним положением, в котором части литейных форм не опираются на соответствующую часть (21, 22) конвейера.
11. Способ по п. 10, отличающийся тем, что положение вышеупомянутых первой части (21) и второй части (22) регулируют таким образом, что во время осуществления способа по крайней мере одна из вышеупомянутых первой части (21) и второй части (22) находится в верхнем положении для удерживания ряда литейных форм на постоянной высоте.
12. Способ по п. 10, отличающийся тем, что вышеупомянутая вторая часть (22) находится в нижнем положении во время смещения вышеупомянутой первой части (21) на этапе (f), при этом вышеупомянутая вторая часть (22) предпочтительно находится в вышеупомянутом верхнем положении, когда вышеупомянутая первая часть (21) движется в обратном направлении к установке (1) для изготовления частей литейных форм.
13. Способ по п. 11, отличающийся тем, что вышеупомянутая вторая часть (22) находится в нижнем положении во время смещения вышеупомянутой первой части (21) на этапе (f), при этом вышеупомянутая вторая часть (22) предпочтительно находится в вышеупомянутом верхнем положении, когда вышеупомянутая первая часть (21) движется в обратном направлении к установке (1) для изготовления частей литейных форм.
14. Способ поэтапного производства, подачи частей песчаных литейных форм и заливки литейных форм на конвейерной литейной установке, отличающийся тем, что вышеупомянутая литейная установка содержит установку (1) для изготовления частей литейных форм, участок (3) заливки и конвейер (2) для поэтапной подачи частей литейных форм от вышеупомянутой установки для изготовления частей литейных форм по направлению к вышеупомянутому участку заливки, при этом вышеупомянутый конвейер содержит первую часть (21), которая является подвижной и предназначена для перемещения частей литейных форм по направлению к участку заливки, причем способ включает в себя производство множества частей (100-108) литейных форм на установке (1) для изготовления частей литейных форм и помещение вышеупомянутых частей литейных форм на конвейер (2) для формирования на конвейере ряда литейных форм и перемещение частей литейных форм по направлению к участку (3) заливки с использованием конвейера, который дополнительно связан с первым стопорным устройством (41) и вторым стопорным устройством (42), при этом способ включает в себя следующие последовательно повторяющиеся этапы:
(i) изготовление части (107) литейной формы,
(ii) помещение вышеупомянутой части (107) литейной формы на конвейер таким образом, что она соприкасается с предшествующей частью (106) литейной формы в ряду частей литейных форм,
(iii) смещение ряда частей литейных форм на расстояние, соответствующее ширине одной части литейной формы, для подачи первой новой литейной формы (102, 103), подлежащей заливке, на участок (3) заливки путем
- смещения первой части (21) конвейера в горизонтальном направлении к вышеупомянутому участку (3) заливки и
- возможного толкания ряда литейных форм задней плитой (12) установки (1) для изготовления частей литейных форм;
(iv) обратное движение вышеупомянутой первой части (21) конвейера к установке (1) для изготовления частей литейных форм на расстояние, соответствующее ширине одной части литейной формы, с возможной фиксацией ряда литейных форм с помощью второго стопорного устройства (42);
(v) повторное смещение ряда частей литейных форм на расстояние, соответствующее ширине одной части литейной формы, для подачи второй новой литейной формы (103, 104) на участок (3) заливки для заполнения путем повторного смещения первой части (21) конвейера в вышеупомянутом горизонтальном направлении к вышеупомянутому участку заливки предпочтительно без толкания ряда литейных форм вышеупомянутой задней плитой (12);
- при необходимости повторение этапов (iv) и (v);
(vii) фиксация ряда литейных форм с помощью вышеупомянутого первого стопорного устройства (41) или вышеупомянутого второго стопорного устройства (42) для предотвращения смещения частей литейных форм к установке (1) для изготовления частей литейных форм во время заливки литейных форм и начало заливки по крайней мере двух литейных форм (102, 103; 103, 104) на участке заливки;
(vi) изготовление по крайней мере одной части (108) литейной формы и помещение вышеупомянутой части литейной формы на конвейер таким образом, что она соприкасается с частью (107) литейной формы, изготовленной на этапе (i), и при необходимости фиксация вышеупомянутой части литейной формы, изготовленной на этапе (vi), с помощью вышеупомянутого второго стопорного устройства (42).
15. Конвейерная литейная установка для поэтапного производства, подачи частей песчаных литейных форм и заливки литейных форм, содержащая
установку (1) для изготовления частей литейных форм, включающую в себя аппарат для изготовления частей литейных форм, при этом вышеупомянутый аппарат содержит формовочную камеру, в которой происходит изготовление частей литейных форм путем прессования песка между передней плитой (11) и задней плитой (12), при этом вышеупомянутая задняя плита установлена с возможностью смещения по горизонтали на расстояние, достаточное для выталкивания готовой части литейной формы из формовочной камеры на конвейер (2),
- участок (3) заливки, выполненный с возможностью одновременной заливки материала в несколько литейных форм, образованных из частей литейных форм, изготовленных на установке для изготовления частей литейных форм, и
- вышеупомянутый конвейер (2), предназначенный для поэтапной подачи частей (101-109) литейных форм от вышеупомянутой установки (1) для изготовления частей литейных форм по направлению к вышеупомянутому участку (3) заливки, при этом вышеупомянутый конвейер (2) содержит первую часть (21), которая является подвижной и предназначена для перемещения частей (101-109) литейных форм от установки (1) для изготовления частей литейных форм по направлению к вышеупомянутому участку (3) заливки,
отличающаяся тем, что первая часть (21) конвейера выполнена с возможностью перемещения нескольких частей литейных форм к участку заливки на расстояние, соответствующее ширине двух частей литейных форм, за один ход, при этом
задняя плита (12) выполнена с возможностью смещения с постоянной длиной хода,
а упомянутые первая часть (21) и вторая часть (22) конвейера (2) выполнены с возможностью смещения в вертикальном направлении между верхним положением, в котором части (101-109) литейных форм входят в контакт с соответствующей частью (21,22) конвейера, таким образом, что вышеупомянутая часть конвейера является опорой для частей литейных форм, и нижним положением, в котором части литейных форм не опираются на соответствующую часть (21, 22) конвейера.
16. Конвейерная литейная установка для поэтапного производства, подачи частей песчаных литейных форм и заливки литейных форм способом по п. 14, содержащая
- установку (1) для изготовления частей литейных форм, выполненную с возможностью подачи вышеупомянутых частей литейных форм на конвейер (2);
- участок (3) заливки, выполненный с возможностью одновременной заливки материала в несколько литейных форм, образованных из частей литейных форм, изготовленных на установке для изготовления частей литейных форм, и
- конвейер (2), содержащий первую часть, выполненную подвижной и предназначенную для подачи частей (101-109) литейных форм от вышеупомянутой установки (1) для изготовления частей литейных форм по направлению к вышеупомянутому участку (3) заливки, при этом первая часть конвейера выполнена с возможностью обратного движения к установке для изготовления частей литейных форм на расстояние, соответствующее ширине одной части литейной формы, с возможной фиксацией ряда литейных форм с помощью стопорного устройства.
| US 7806161 B2, 05.10.2010 | |||
| US 7806161 B2, 05.10.2010 | |||
| Программное задающее устройство | 1976 |
|
SU693337A1 |
| Машина для изготовления горизонтальной стопки безопочных форм | 1973 |
|
SU629862A3 |
| US 7806161 B2, 05.10.2010 | |||
| Программное задающее устройство | 1976 |
|
SU693337A1 |
| Машина для изготовления горизонтальной стопки безопочных форм | 1973 |
|
SU629862A3 |
| Мера магнитной индукции | 1986 |
|
SU1402976A1 |

