Настоящее изобретение относится к способу и устройству для изготовления кольцевой детали. Обшивка входной кромки - это механический компонент, который окружает впускное отверстие гондолы воздушного судна. Гондола, в общих чертах, имеет тонкую металлическую обшивку аэродинамической формы, покрывающую реактивный двигатель воздушного судна. Обшивка входной кромки обычно изготовляется из цельного куска или множества сегментов, и основными характеристиками обшивки входной кромки являются гладкая внешняя задняя кромка, которая не должна иметь неровностей и сварных швов, чтобы снизить аэродинамическое сопротивление и избежать возникновение турбулентности. Внутренняя впускная кромка направляет поток воздуха в двигатель, и направляющий край или входная кромка обеспечивает гладкий переход между внешней задней кромкой и внутренней впускной кромкой.
Для создания сложной объемной составной обшивки согнутой формы для входной кромки вкупе со специальным материалом, как правило, требуется сложный многоэтапный процесс изготовления, зачастую требующий промежуточные тепловые обработки. Как правило, обшивки входной кромки изготовляются с помощью многоэтапных процессов глубокого выдавливания или изготовления с помощью быстрого вращения, в связи с чем необходим сложный и дорогостоящий инструментарий. В связи с аэродинамическими соображениями, желательно расширить внешнюю обшивку входной кромки на заднем крае, называемой расширенной задней кромкой, в которой аксиальная длина внешнего заднего края обшивки входной кромки больше осевой длины внутренней впускной кромки. Существующие процессы глубокого выдавливания не подходят для производства таких вытянутых задних кромок.
Цель настоящего изобретения - представить способ и устройство для изготовления кольцевой детали с расширенной внешней частью для увеличения ламинарного потока над внешней поверхностью гондолы, таким образом устраняя какие-либо прерывания в потоке.
Соответственно, в настоящем изобретении заявляется устройство для формирования кольцевой детали, которое состоит из пуансона, у которого имеется формирующий конец с внешней поверхностью, форма которого соответствует форме кольцевой детали, зажимное средство для зажима конца заготовки с большим диаметром, и средство захвата для регулируемого захвата конца заготовки с меньшим диаметром, и приводное средство для обеспечения относительного коаксиального перемещения только между пуансоном, средством зажима и средством захвата.
В то время, как составные материалы могут использоваться для многих частей кольцевой детали, кольцевая деталь должна, в основном, изготавливаться из такого металла, как алюминий, титан, или нержавеющая сталь. Когда кольцевая деталь является обшивкой входной кромки, эти материалы пригодны, так как они могут противостоять нагрузке на направляющий край или его входной кромки. Титан также пригоден в связи с требованием, принятым недавно, относительно строгого контроля обледенения, в результате чего направляющая кромка гондолы подвергается более высоким температурам.
В идеале, заготовка - металлическая исходный материал.
В предпочтительном варианте, заготовка - исходный материал из металлического сплава.
В предпочтительном варианте, заготовка - исходный материал конической формы.
В предпочтительном варианте, заготовка - исходный материал, имеющий форму усеченного конуса.
В идеале, заготовка симметрична.
В предпочтительном варианте, заготовка асимметрична.
В идеале, заготовка формируется в кольцевую деталь за один единственный цикл изготовления.
В предпочтительном варианте, формовочный конец пуансона имеет кольцевую форму.
В идеале, приводное средство способно создавать коаксиальное перемещение в устройстве вдоль оси/ходовой линии. Ось/ходовая линия формирует заданное значение для всех расположений и кинематики компонентов устройства.
В предпочтительном варианте, пуансон имеет внешнюю поверхность, форма которой позволяет сформировать внутреннюю поверхность кольцевой детали.
В идеале, кольцевая деталь - обшивка входной кромки.
В идеале, внешняя поверхность пуансона оптимизирована под пружинный отскок.
В предпочтительном варианте, внешняя поверхность пуансона и/или штамп имеет высококачественную поверхностную отделку. В более предпочтительном варианте, высококачественная поверхностная отделка снижает трение во время изготовления.
В идеале, высококачественная поверхностная отделка внешней поверхности пуансона и/или штампа осуществлена с помощью шлифовки.
Дополнительно, во время процесса изготовления применяется смазка, снижающая трение.
В идеале, приводное средство - линейное приводное средство. Гидравлическое или электромеханическое линейное приводное средство присоединяется к пуансону, средству зажима и средству захвата с тем, чтобы создавать их относительное коаксиальное перемещение вдоль оси.
В предпочтительном варианте, пуансон механически присоединен к линейному приводному средству.
В идеале, зажимное средство состоит из двух разделяемых заднего и переднего компонента зажимного устройства.
В идеале, задний и передний компоненты зажимного устройства - кольцевые зажимные компоненты.
В предпочтительном варианте, задний и передний компоненты зажимного устройства - способны открываться и закрываться на зажимаемой заготовке. Перемещение как заднего, так и переднего компонентов зажимного устройства ориентировано по оси.
В предпочтительном варианте, заготовка состоит из одиночного листа или нескольких листов с одним соединением, как минимум.
В идеале, соединение достигается с помощью процесса фрикционной сварки, хотя линейная фрикционная сварка и прочие виды сварки, которые обеспечивают возможность формовки также могут использоваться для создания заготовки.
В качестве альтернативы, заготовка создается выдавливанием, вращением, литьем, прессовкой или любым подходящим процессом изготовления для создания конической или усечено-конической заготовки.
В предпочтительном варианте, заготовка - цельная заготовка.
В более предпочтительном варианте, сварные швы не требуются для изготовления однородной цельной заготовки.
В идеале, заготовка - коническая или усечено-коническая цельная заготовка.
В идеале, средство захвата состоит держателя заготовки, предназначенного для совместной работы со штампом.
В идеале, держатель заготовки - конический или усечено-конический.
В идеале, штамп - конический или усечено-конический.
В предпочтительном варианте, держатель заготовки симметричный.
В идеале, держатель заготовки асимметричный.
В предпочтительном варианте, держатель заготовки и штамп способны контролировать перемещение заготовки. В более предпочтительном варианте, взаимодействие держателя заготовки и штампа обеспечивают вталкивающие/выталкивающее действие относительно аксиального перемещения пуансона.
В предпочтительном варианте, устройство имеет средство управления для управления давлением, применяемым между поверхностью, по крайней мере, части устройства и заготовка.
В идеале, давление между поверхностью, по крайней мере, части устройства и заготовки задается заранее или регулируется во время всего процесса изготовления.
В идеале, внешняя поверхность пуансона изготовлена по форме выпускной поверхности кольцевой детали с возможностью пружинного отскока, когда это необходимо.
В предпочтительном варианте, внутренняя поверхность пуансона изготовлено по форме впускной поверхности кольцевой детали с возможностью пружинного отскока, когда это необходимо.
В идеале, внутренняя поверхность заднего компонента зажимного устройства изготовлено по форме части внешней поверхности пуансона с небольшим зазором.
В предпочтительном варианте, задний компонент зажимного устройства имеет захватывающий торец и поверхность захватывающего торца предпочтительно конической формы. Геометрия захватывающего торца может варьировать, в зависимости от степени асимметрии в пуансоне.
В идеале, передний компонент зажимного устройства имеет захватывающий торец, сделанный по форме внешней поверхности заготовки.
В предпочтительном варианте, поверхность захватывающего торца заднего компонента зажимного устройства сделана по форме поверхности заготовки и поверхности захватывающего торца переднего компонента зажимного устройства.
В идеале, геометрия захватывающего торца заднего компонента зажимного устройства и захватывающего торца переднего компонента зажимного устройства способен обеспечить захват, при этом минимизируя любой риск порчи заготовки во время изготовления.
В предпочтительном варианте, задний компонент зажимного устройства имеет радиус галтели захватывающего торца.
В идеале, радиус галтели захватывающего торца формирует часть замочно-стыковочного устройства типа "бедлок" в сочетании с компонентом переднего зажимного устройства.
В предпочтительном варианте, радиус галтели оптимизирован в соответствии с материалом, используемым для обеспечения захвата, при этом минимизируя риски соскальзывания и неэффективности компонента.
В идеале, передний компонент зажимного устройства имеет радиус галтели захватывающего торца.
В предпочтительном варианте, размер радиуса галтели захватывающего торца позволяет обеспечить некоторое незначительное скольжение материала. В более предпочтительном варианте, скольжение материала минимизирует риск порчи заготовки и обеспечивает соответствие заготовки форме внешней поверхности пуансона.
В идеале, поверхность захватывающего торца переднего компонента зажимного устройства в норме имеет коническую форму.
В предпочтительном варианте, поверхность захватывающего торца переднего компонента зажимного устройства может варьировать в зависимости от степени асимметрии в пуансоне.
В идеале, поверхность захватывающего торца переднего компонента зажимного устройства изготовлена по форме поверхности заготовки и поверхности захватывающего торца заднего компонента зажимного устройства.
В идеале, геометрия обоих захватывающих торцов способна обеспечивать захват, при этом минимизируя любой риск порчи заготовки во время изготовления.
В предпочтительном варианте, передний компонент зажимного устройства имеет внутреннюю поверхность, которая по форме соответствует внешней поверхности пуансона с небольшим зазором для заготовки.
В идеале, держатель заготовки имеет внешнюю поверхность, форма которой, в основном, коническая или усечено-коническая. В качестве альтернативы, внешняя поверхность держателя заготовки может варьироваться в зависимости от степени асимметрии во внешней поверхности пуансона и внутренней поверхности пуансона.
В идеале, угол уклона внешней поверхности держателя заготовки также выполнен по форме угла уклона внутренней поверхности штампа.
В предпочтительном варианте, штамп имеет внешний радиус вталкивающего торца галтели.
В идеале, внешний радиус вталкивающего торца галтели оптимизирован для контролирования скольжение материала во время этапа выталкивания процесса изготовления.
В идеале, геометрия радиуса вталкивающего торца галтели основана на податливости материала к формовке и/или силе захвата.
В предпочтительном варианте, штамп имеет гладкий вталкивающий торец.
В идеале, штамп имеет внутреннюю поверхность в основном конической или усечено-конической формы. В качестве альтернативы, внутренняя поверхность штампа может варьироваться в зависимости от степени асимметрии во внешней поверхности пуансона и внутренней поверхности пуансона.
В идеале, штамп имеет внешнюю поверхность, выполненную по форме внутренней поверхности пуансона с небольшим зазором для заготовки. Заготовка имеет соединение/соединения в случае отдельных листов. Соединение/соединения обычно обеспечиваются при помощи фрикционной сварки, хотя другие процессы, описанные выше, также допустимы.
В идеале, заготовка изготавливается с помощью холодного процесса.
В качестве альтернативы, заготовку нагревают или в самом предпочтительном случае - нагревают предварительно.
В идеале, по крайней мере, часть устройства для изготовления кольцевой детали имеет средство для нагрева заготовки, с которой оно используется.
В качестве альтернативы, процесс изготовления осуществляют в нагретой среде при том, что устройство и заготовка могут быть размещены внутри нагреваемой среды.
В более предпочтительном варианте, средство нагрева используется только в случае если материал заготовки необходимо нагреть для того, чтобы улучшить процесс изготовления формы из него.
Соответственно, в рамках настоящего изобретения предлагается способ изготовления кольцевой детали, состоящий из этапов изготовления конической или усечено-конической заготовки, по крайней мере, с одним открытым концом, через который активируется приводное средство для осуществления относительного коаксиального перемещения только между пуансоном, зажимным средством и средством захвата, тем самым зажимая конец заготовки с большим диаметром в зажимном средстве и захватывая второй конец заготовки с малым диаметром в средстве захвата и перемещая пуансон в аксиальном направлении в открытый конец заготовки с большим диаметром, до тех пор пока внешняя поверхность пуансона не столкнется с внутренней поверхностью заготовки, создавая относительное коаксиальное перемещение между средством захвата и пуансоном, так чтобы часть стенки заготовки между пуансоном и средством захвата начала формироваться над направляющим краем пуансона.
В качестве дополнительного преимущества, описанная технология не только позволит улучшить производство обшивки входной кромки гондолы при ее нынешней конструкции, но и также позволит производить цельную расширенную обшивку входной кромки на заднем крае, для чего требуется более длинная задняя кромка, что представляет собой область особого интереса в аэрокосмической индустрии.
В предпочтительном варианте, формовочный конец пуансона двигается вблизи средства захвата до части стенки, формируемой между ними.
В качестве дополнительного преимущества, предварительное перемещение формовочного конца пуансона предотвращает образование (складок) морщин или неровностей части стенки, формируемой над направляющим краем пуансона.
В идеале, способ включает в себя позиционирование конца с большим диаметром, далее называемого задним концом заготовки, с внутренней поверхностью заднего конца заготовки, опирающейся на захватывающий торец заднего компонента зажимного устройства.
В предпочтительном варианте, способ включает в себя позиционирование конца заготовки с малым диаметром, далее называемым передний конец, с внутренней поверхностью переднего конца заготовки, опирающейся на внешнюю поверхность держателя заготовки.
В идеале, способ включает в себя перемещение держателя заготовки в позицию внутри заготовки.
В идеале, способ включает в себя перемещение одного или обоих: переднего компонента зажимного устройства и заднего компонента зажимного устройства аксиально в направлении друг друга вдоль оси при помощи воздействия линейного привода для зажима заготовки между ними.
В идеале, способ включает в себя перемещение одного или обоих из указанных держателя заготовки и штампа аксиально в направлении друг друга вдоль оси при помощи воздействия линейного привода для зажима заготовки между ними.
В предпочтительном варианте, способ включает в себя применение аксиальной силы между задним компонентом зажимного устройства и передним компонентом зажимного устройства.
В идеале, способ включает в себя применение заданной аксиальной силы между задним компонентом зажимного устройства и передним компонентом зажимного устройства для обеспечения сильного зажимного действия в течение всего процесса.
В идеале, способ включает в себя применение переменной аксиальной силы между держателем заготовки и штампом. В более предпочтительном варианте, аксиальная сила может меняться средствами управления в течение процесса изготовления.
В предпочтительном варианте, способ включает в себя этап вталкивания в процессе изготовления с помощью применения аксиальной силы между задним компонентом зажимного устройства и передним компонентом зажимного устройства с использованием постоянной или регулируемой аксиальной силы между держателем заготовки и штампом, по мере необходимости, при этом перемещая пуансон и/или держатель штампа аксиально вдоль оси.
В идеале, этап вталкивания рассматриваемого способа кроме того оптимизируется регулированием силы зажима заднего компонента зажимного устройства.
В предпочтительном варианте, этап вталкивания рассматриваемого способа кроме того оптимизируется адаптацией угла уклона заготовки и/или штамп и/или держатель заготовки.
В идеале, рассматриваемый способ включает в себя этап выталкивания в процессе изготовления с помощью применения аксиальной силы между задним компонентом зажимного устройства и передним компонентом зажимного устройства с использованием постоянной или регулируемой аксиальной силы между держателем заготовки и штампом по мере необходимости и перемещением держателя заготовки и штампа во время этапа выталкивания рассматриваемого процесса посредством другой аксиальной силы.
В более предпочтительном варианте, часть заготовки, удерживаемая между держателем заготовки и штампом, и вытягиваемая вокруг всей окружности заготовки, придавливается в сторону зажимного устройства и вокруг всей окружности пуансона.
В предпочтительном варианте, рассматриваемый способ включает в себя этап растягивания в процессе изготовления, который включает в себя приложение аксиальной силы между задним компонентом зажимного устройства и передним компонентом зажимного устройства с использованием постоянной или регулируемой аксиальной силы между держателем заготовки и штампом по мере необходимости для зажима заготовки, перемещая пуансон посредством другой аксиальной силы, при этом держатель заготовки и штампа перемещаются во время этого процесса за счет аксиальной силы, направленной против аксиальной силы перемещения пуансона, для растягивания формируемой заготовки с целью минимизации пружинного отскока.
В идеале, способ включает в себя применение противоположной силы захвата, направленной против торца штампа для вталкивания, чтобы полностью зажать материал формируемой заготовки для процесса растягивания.
В идеале, растягивание осуществляют посредством перемещения держателя заготовки и штампа вместе с задним компонентом зажимного устройства и передним компонентом зажимного устройства, при этом удерживая пуансон в фиксированной позиции, или любое сочетание из вышеуказанного.
В идеале способ включает в себя извлечение формируемой кольцевой детали из формовочного устройства посредством аксиальной выгрузки и аксиального перемещения переднего компонента зажимного устройства и штампа, вытаскиванием пуансона и держателя заготовки и извлечением изготовленной кольцевой детали из заднего компонента зажимного устройства. Часть заготовки, зажатая между держателем заготовки и штампом во время изготовления, отсекается. Таким же образом, часть заготовки, удерживаемая между передним и задним компонентами зажимного устройства во время изготовления, отсекается.
В идеале, после сварки заготовки, осуществляется процесс отжига.
В идеале, рассматриваемый способ - это способ холодного изготовления.
В качестве альтернативы, рассматриваемый способ включает в себя нагрев заготовки.
В идеале, рассматриваемый способ включает в себя нагрев, по крайней мере, части устройства для изготовления кольцевой детали.
В предпочтительном варианте, рассматриваемый способ включает в себя помещение устройства для изготовления кольцевой детали и заготовки в нагретую среду до и/или во время процесса изготовления.
В качестве преимущества, нагрев полезен, если материал заготовки необходимо нагреть для того, чтобы улучшить процесс изготовления формы из него.
Изобретение далее будет описано со ссылками сопроводительные чертежи, которые показывают посредством примера только один вариант реализации устройства и способа для изготовления такой кольцевой детали, как обшивка входной кромки для гондолы. На этих чертежах:
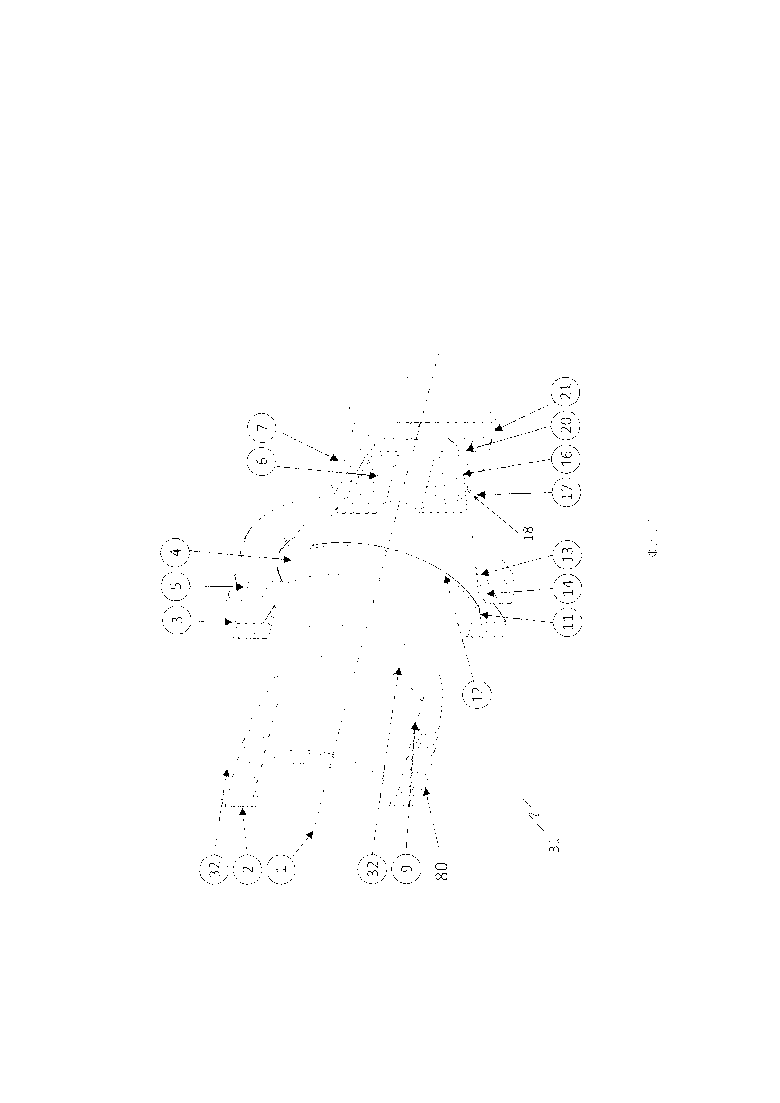
На Фигуре 1 (Figure 1) показан общий вид устройства для изготовления кольцевой детали в разрезе;
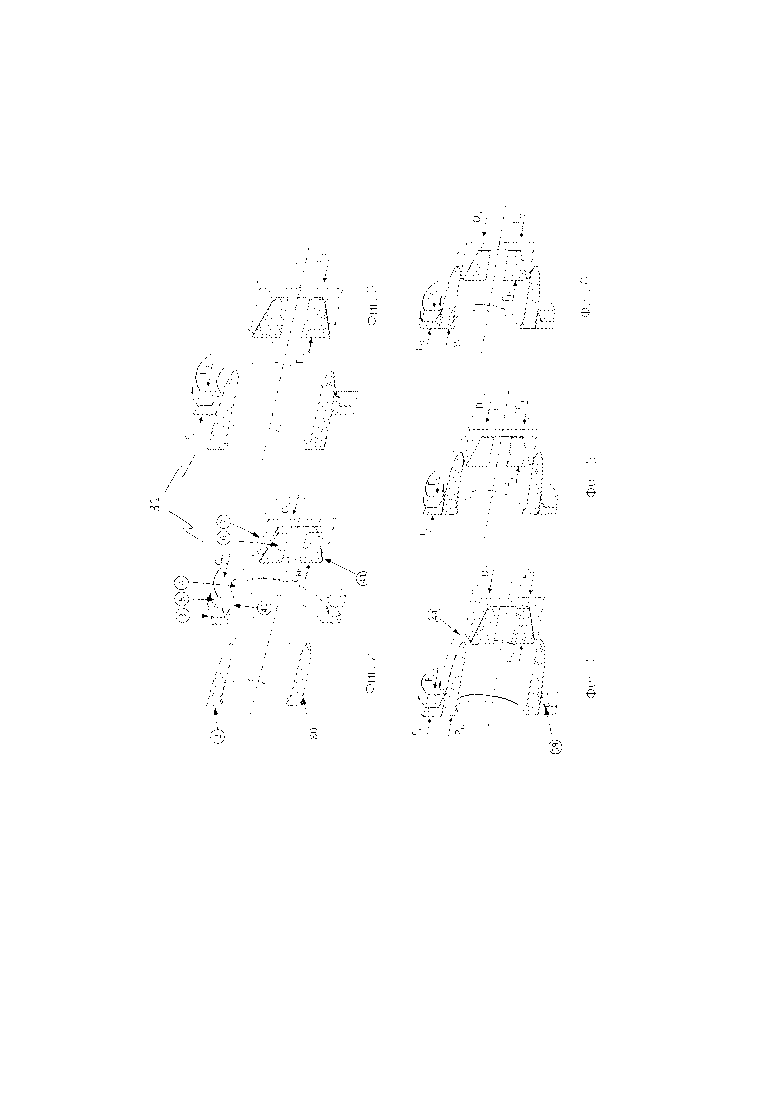
На Фигуре 2 (Figure 2) показан второй общий вид устройства для изготовления кольцевой детали в разрезе на первом этапе процесса изготовления;
На Фигуре 3 (Figure 3) показан третий общий вид устройства для изготовления кольцевой детали в разрезе на втором этапе процесса изготовления;
На Фигуре 4 (Figure 4) показан четвертый общий вид устройства для изготовления кольцевой детали в разрезе на третьем этапе процесса изготовления;
На Фигуре 5 (Figure 5) показан пятый общий вид устройства для изготовления кольцевой детали в разрезе на четвертом этапе процесса изготовления;
На Фигуре 6 (Figure 6) показан шестой общий вид устройства для изготовления кольцевой детали в разрезе на пятом этапе процесса изготовления;
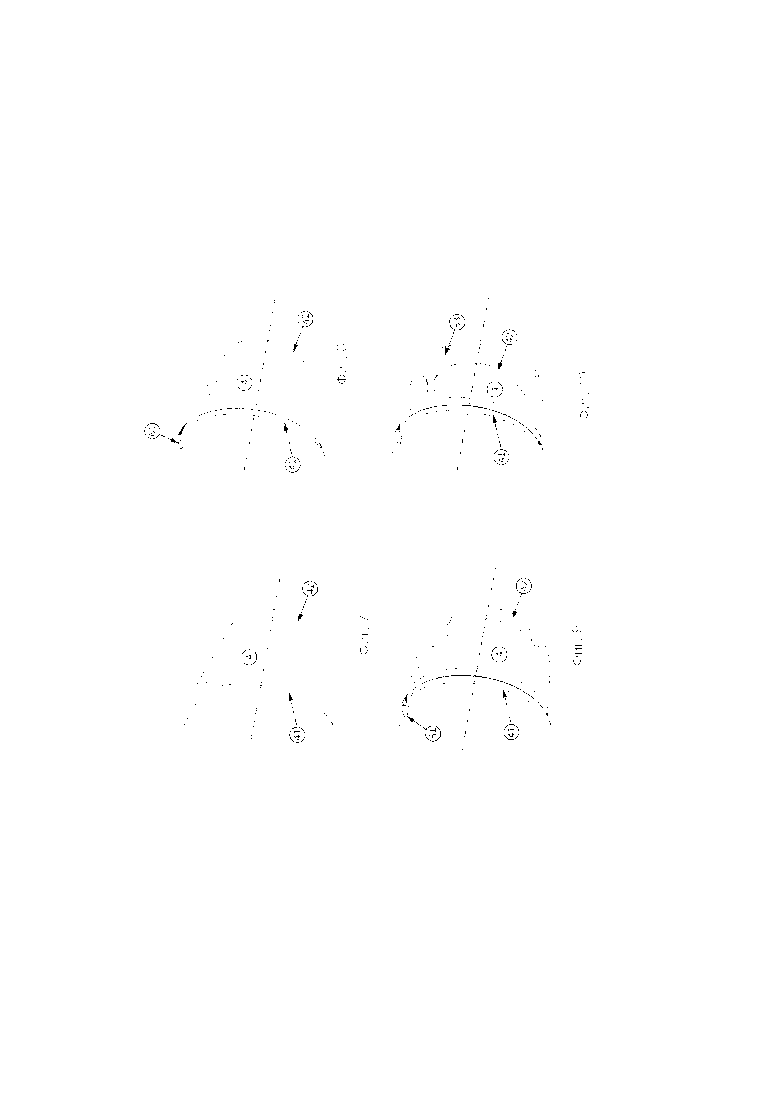
На Фигуре 7 (Figure 7) показан вид в разрезе усечено-конической заготовки на первом этапе процесса изготовления;
На Фигуре 8 (Figure 8) показан вид в разрезе усечено-конической заготовки на втором этапе процесса изготовления;
На Фигуре 9 (Figure 9) показан вид в разрезе частично формируемой заготовки на третьем этапе процесса изготовления;
На Фигуре 10 (Figure 10) показан вид в разрезе формируемой заготовки на четвертом этапе процесса изготовления;
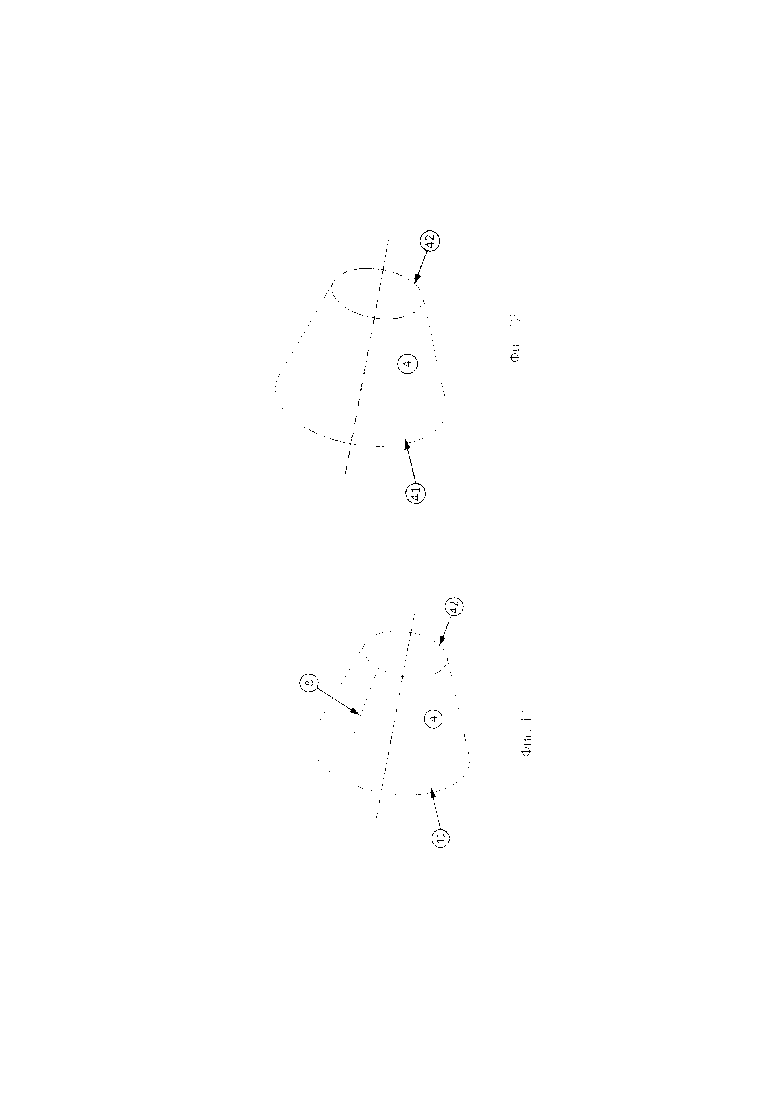
На Фигуре 11 (Figure 11) показан общий вид усечено-конической заготовки, сделанной из листового металла;
На Фигуре 12 (Figure 12) показан общий вид цельной заготовки без соединений; и
На Фигуре 13 (Figure 13) показан схематический вид приводного средства для осуществления перемещения устройства с целью изготовления кольцевой детали.
Со ссылкой на чертежи и изначально на Фигуру 1, показано устройство, обозначенное в общем виде под ссылочным номером 31, для изготовления цельной обшивки входной кромки для направляющей кромки гондолы. Работа устройства 31 осуществляется вдоль оси 1, которая формирует заданное значение для всех расположений и кинематики компонентов устройства. Устройство 31 включает пуансон 2, имеющий внешнюю поверхность 32, формирующую внутреннюю поверхность готовой обшивки входной кромки, см., в частности, Фигуру 10. Внешняя поверхность 32 оптимизирована для устранения или снижения пружинного отскока и имеет высококачественную поверхностную отделку для снижения трения во время изготовления. Высококачественная поверхностная отделка достигается при помощи шлифовки внешней поверхности 32, и трение дополнительно снижается через применение смазки во время процесса изготовления. Конечный процесс вытягивания минимизирует пружинный отскок, но может быть осуществлено некоторое перепрофилирование поверхности инструмента 32 для компенсации изменения формы. Пуансон 2 фиксируется на такой линейном приводном средстве 50 (см. Фигуру 13), как гидравлическое или электромеханическое средство, ориентированное по оси 1, которая обеспечивает осевое перемещение пуансона вдоль оси. Линейное приводное средство 50 включает в себя приводные компоненты 51, соединенные с каждым пуансоном 2, компонентами зажимного устройства 3, 5, держателем заготовки 6, и коническим штампом 7. Работа одного или более приводных компонентов 51 позволяет осуществить относительное линейное перемещение между любыми двумя или более компонентами устройства 31 и также позволяет осуществить синхронизированное перемещение любых двух или более компонентов устройства 31.
Зажимное устройство 3, 5 включает в себя два отделяемых компонента зажимного устройства - заднего 3 и переднего 5 соответственно, выполненных в форме двух кольцевых зажимных компонентов, которые используются для захвата усечено-конической заготовки 4, причем перемещение как заднего компонента зажимного устройства 3 и переднего компонента зажимного устройства 5 по своей оси ориентировано по оси 1. Усечено-коническая заготовка 4 изготавливается из одиночного листа 33 с одиночным сварным швом, или нескольких листов с множеством сварочных соединений 8, см. Фигуру 11. Соединение 8 обычно осуществляется с помощью фрикционной сварки, хотя линейно-фрикционный и прочие высоко-формирующие высококачественные процессы сварки также допустимы для изготовления усечено-конической заготовки 4. После сварки усечено-конической заготовки 4, осуществляют процесс отжига. В альтернативном варианте, как показано на фигуре 12, усечено-коническая заготовка 4 является цельной заготовкой, которая изготавливается при помощи выдавливания, вращения, литья, или иным образом, формирующим однородную цельную заготовку 4 без соединений/швов.
Конический держатель заготовки 6 может контролировать скольжение усечено-конической заготовки 4 посредством вхождения в конический штамп 7 и также обеспечивать втягивающее/вытягивающее действие относительно аксиального перемещения пуансона 2, который ориентирован по оси 1. Устройство 31 имеет систему управления, объединенную с приводным средством, для контролирования давления между устройством 31 или его частями и усечено-конической заготовкой 4.
Внешняя поверхность 80 пуансона 2 изготовлена по форме поверхностной геометрии кольцевой детали 53; как внешняя поверхность 80, так и внутренняя поверхность 9 изготовлена по форме IML (Inner Mold Line - внутренней обтекающей линии) обшивки входной кромки 53 с допуском для компенсации пружинного отскока, при необходимости.
Задний компонент зажимного устройства 3 имеет захватывающий торец 11, и поверхность захватывающего торца 11, в нормальных условиях, должна быть конической, но может варьироваться в зависимости от степени асимметрии в пуансоне 2.
Поверхность захватывающего торца 11 изготовлена по форме внутренней поверхности усечено-конической заготовки 4 и захватывающего торца 14 переднего компонента зажимного устройства 5. Геометрия захватывающего торца 11 может обеспечивать захват, при этом минимизируя любой риск порчи усечено-конической заготовки 4 во время изготовления. Задний компонент зажимного устройства 3 имеет радиус галтели захватывающего торца 12 и радиус галтели 12 формирует часть замочно-стыковочного устройства типа "бедлок" в сочетании с передним компонентом зажимного устройства 5. Радиус галтели оптимизирован в соответствии с материалом, используемым для обеспечения захвата, при этом минимизируя риск соскальзывания и неэффективности компонента. Передний компонент зажимного устройства 5 имеет радиус галтели захватывающего торца 13 и размер радиуса галтели 13 способен обеспечивать некоторое незначительное скольжение материала, при этом минимизируя риск порчи и обеспечивая соответствие усечено-конической заготовки 4 внешней поверхности 80 пуансона 2.
Передний компонент зажимного устройства 5 имеет захватывающий торец 14 и профиль захватывающего торца 14, в нормальных условиях, должен быть коническим, но может варьировать в зависимости от степени асимметрии в пуансоне 2. Поверхность захватывающего торца 14 изготовлена по форме усечено-конической заготовки 4 и захватывающего торца 11 заднего компонента зажимного устройства. Геометрия захватывающего торца 14 способна обеспечивать захват, при этом минимизируя любой риск порчи усечено- конической заготовки 4 во время изготовления.
Устройство захвата 6, 7, имеет держатель заготовки 6 и штамп 7. Конический держатель заготовки 6 имеет внешнюю поверхность (16), которая обычно имеет конический разрез, однако профиль может меняться в зависимости от степени асимметрии во внешней поверхности 80 пуансона 2 и внутренней поверхности 9 пуансона 2. Конический штамп 7 имеет радиус галтели 17, который оптимизирован для контролирования скольжения материала во время этапа выталкивания см. Фигуру 5. Радиус 17 регулируется для улучшения процесса изготовления. Конический штамп 7 имеет внутреннюю поверхность 20, которая, как правило, имеет конический разрез, однако внутренняя поверхность 20 может меняться в зависимости от степени асимметрии во внешней поверхности 80 пуансона 2 и внутренней поверхности 9 пуансона 2.
Уклон внутренней поверхности 20 конического штампа 7 изготовлен по форме внешней поверхности 16 конического держателя заготовки 6. Конический штамп 7 имеет внешнюю поверхность 21, которая выполнена по форме внутренней поверхности 9 пуансона 2 с небольшим зазором для усечено-конической заготовки 4. Усечено-коническая заготовка 4 имеет соединение 8 в случае применения материала, состоящего из отдельных листов. Соединение 8, в нормальных условиях, должно быть осуществлено при помощи фрикционной сварки, хотя другие вышеописанные процессы также допустимы.
При реализации, как показано на Фигурах 2-10, происходит первый этап процесса изготовления, когда усечено-коническая заготовка 4 вставляется в формовочное устройство 31. Конец 41 усечено-конической заготовки 4 с большим диаметром, далее называемый задний конец 41, внутренней поверхностью опирается на захватывающий торец 11 заднего компонента зажимного устройства 3. Конец 42 усечено-конической заготовки 4 с малым диаметром, далее называемый передний конец 42, внутренней поверхностью опирается на внешнюю поверхность 16 конического держателя заготовки 6. При реализации, конический держатель заготовки 6 аксиально передвигается в позицию внутри усечено-конической заготовки 4, в то время как устройство 31 подготавливается для осуществления работы по формированию обшивки входной кромки. После правильной установки усечено-конической заготовки 4 на заднем компоненте зажимного устройства 3 и коническом держателе заготовки 6, передний компонент зажимного устройства 5 и конический штамп 7 аксиально закрываются вдоль оси 1 посредством линейных приводных сил CG и CD в направлении заднего компонента зажимного устройства 3 и конического держателя заготовки 6 соответственно. Может также потребоваться переместить конический держатель заготовки 6 посредством линейной приводной силы CBH. Усечено-коническая заготовка 4 теперь оказывается крепко захваченной между передним и задним компонентами зажимного устройства 5 и 3 соответственно и между коническим держателем заготовки 6 и коническим штампом 7. Заднему концу 41 усечено-конической заготовки 4 придается форма посредством зажима металла между вставным и гнездовым компонентами замочно-стыковочного устройства «бедлок» 59 см. Фигуру 4, где показан ступенчатый сегмент 61; см. Фигуры 8-10, где показано, что усечено-коническая заготовка 4 не может быть легко выпущена во время процесса изготовления под воздействием большой силы.
Согласно чертежам, а именно Фигуре 3, заданное аксиальное усилие FG прикладывают между задним компонентом зажимного устройства 3 и передним компонентом зажимного устройства 5 для обеспечения сильного захвата в течение всего процесса изготовления. Отдельное аксиальное усилие FD прикладывают между коническим держателем заготовки 6 и коническим штампом 7. FD может регулироваться в течение всего процесса изготовления обшивки входной кромки. На Фигуре 4, показан этап вталкивания в процессе изготовления. Прикладывая FG и регулируя FD по мере необходимости, пуансон 2 перемещается аксиально вдоль оси 1 в направлении уклона конического штампа 7 за счет аксиальной силы PD. Конический держатель заготовки 6 и конический штамп 7 также могут быть аксиально перемещены во время этого процесса за счет аксиальной силы DD для снижения степени радиального растягивания во время этапа вталкивания. Сила зажима задних компонентов зажимного устройства 3, 5, и/или угол уклона конического штампа 7, усечено-конической заготовки 4, и держателя заготовки 6 и компоненты зажимного устройства 6, 7 регулируются для оптимизации этапа вталкивания и минимизации риска образования морщин, при этом избегая чрезмерное растягивание материала, создающего разрыв. Часть изготавливаемой обшивки входной кромки 4, показанная на Фигуре 9, иллюстрирует конфигурацию заготовки на этапе вталкивания в процессе изготовления.
Согласно чертежам, а именно Фигуре 5, показан этап выталкивания обшивки входной кромки в процессе изготовления. Прикладывая аксиальную силу FG и регулируя FD, по мере необходимости, конический держатель заготовки 6 и конический штамп 7 перемещаются во время этапа выталкивания в процессе посредством DRD. Согласно Фигуре 6, показан этап растягивания в процессе изготовления обшивки входной кромки. Прикладывая FG и регулируя FD, по мере необходимости, для зажима усечено-конической заготовки 4, пуансон 2 перемещается посредством PS, в то время как конический держатель заготовки 6 и конический штамп 7 перемещаются во время этого процесса посредством DS для растягивание изготавливаемой обшивки входной кромки 44. Кроме того, может потребоваться противоположный захват, который будет приложен к коническому торцу штампа, в который происходит вталкивание 18, чтобы полностью зажать материал изготавливаемой обшивки входной кромки 44 для процесса растягивания.
Когда вышеуказанные этапы процесса изготовления обшивки входной кромки будут завершены, изготовленная обшивка входной кромки 44, как показано на Фигуре 10, будет извлечена из формовочного устройства 31. Передний компонент зажимного устройства 5 и конический штамп 7 разгружаются и аксиально передвигаются до тех пор, пока изготовленная обшивка входной кромки 44 не будет извлечена из заднего компонента зажимного устройства 3, пока извлекаются пуансон 2 и конический держатель заготовки 6. Часть обшивки входной кромки 4, зажатая между держателем заготовки 6 и штампом 7 во время изготовления, отсекается, также как и ступенчатый сегмент 61, оставляя изготовленную обшивку входной кромки 53.
Процесс изготовления является холодным процессом изготовления или процессом, который включает в себя нагрев усечено-конической заготовки 4. Усечено-коническая заготовка 4 нагревается посредством источника нагрева, который контактирует с ней или контактирует с частью устройства 31. В качестве альтернативы, устройство 31, включая усечено-коническую заготовку 4, размещается в нагретой среде до и/или во время процесса изготовления.
В отношении подробного описания различных вариантов осуществления изобретения, будет понятно, что одна или несколько технических особенностей одного варианта могут использоваться в комбинации с одной или несколькими техническими особенностями любого другого варианта, в котором переданное использование одной или более технических характеристик, как сразу станет очевидно специалисту с обычной квалификацией в данной области, могут осуществлять аналогичную функцию аналогичным образом в другом варианте.
В вышеизложенном обсуждении изобретения, если не заявлено об обратном, указание альтернативных значений верхнего или нижнего предела допустимого диапазона параметра, при указании, что одно из указанных значений более предпочтительно, чем другое, должно толковаться, как подразумеваемое утверждение, что каждое промежуточное значение указанного параметра, лежащее между более предпочтительной и менее предпочтительной из указанных альтернатив, само по себе является предпочтительным относительно менее предпочтительного значения, также и относительно каждого значения, лежащего между указанным менее предпочтительным значением и указанным промежуточным значением.
Характеристики, приведенные в вышеизложенном описании или в нижеприведенных чертежах, выраженные в их конкретных формах или в способах выполнения описанных функций, или способе или процессе для достижения описанного результата, по мере необходимости, могут отдельно или в любом сочетании таких характеристик использоваться для реализации изобретения в его разнообразных формах, как определено в прилагаемых пунктах формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сектор обшивки входной кромки, способ и устройство для формирования сектора обшивки входной кромки | 2014 |
|
RU2698244C2 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2732462C1 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2607853C2 |
| Штамп для изготовления конусных деталей | 1983 |
|
SU1139550A1 |
| Способ получения заготовок колец с конической внутренней поверхностью | 1983 |
|
SU1183276A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА С КОРЫТООБРАЗНЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ | 2014 |
|
RU2644490C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ КАБЕЛЯ | 2018 |
|
RU2777729C2 |
| МНОГОПОЗИЦИОННЫЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ШТАМПОВКОЙ | 1971 |
|
SU299061A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ОТРЕЗКОВ ЖГУТА ИЗ ВПИТЫВАЮЩЕГО ЖИДКОСТЬ МАТЕРИАЛА | 1996 |
|
RU2194482C2 |
| ЗАЖИМНОЕ УСТРОЙСТВО С ЗАЖИМНЫМ ПАТРОНОМ И РАЗЪЕМНО ФИКСИРУЕМЫМ НА НЕМ ДЕРЖАТЕЛЕМ ЗАГОТОВКИ | 2008 |
|
RU2396159C2 |
Изобретения относятся к области машиностроения и могут быть использованы при изготовлении кольцевых деталей из заготовки, имеющей конец с большим диаметром и конец с малым диаметром. Устройство содержит пуансон, имеющий формирующий конец с внешней поверхностью, форма которой соответствует форме кольцевой детали. В устройстве предусмотрены зажимное средство для зажима конца заготовки с большим диаметром, устройство для регулируемого захвата конца заготовки с малым диаметром и приводное средство для обеспечения относительного линейного перемещения пуансона, зажимного средства и устройства для регулируемого захвата. В результате обеспечивается повышение качества полученных деталей. 2 н. и 19 з.п. ф-лы, 13 ил.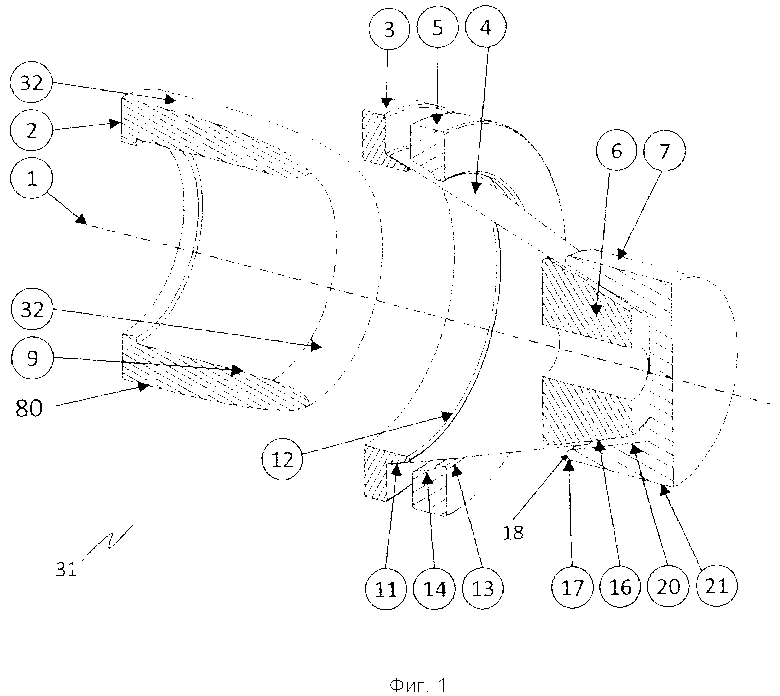
1. Устройство (31) для формирования кольцевой детали (53) из заготовки, имеющей конец (41) с большим диаметром и конец (42) с малым диаметром, содержащее пуансон (2), выполненный с формирующим концом, форма внешней поверхности которого соответствует форме кольцевой детали (53), зажимное средство (3, 5) для зажима конца (41) с большим диаметром заготовки и устройство (6, 7) захвата для регулируемого захвата конца (42) с малым диаметром заготовки, отличающееся тем, что оно снабжено приводным средством (50) для обеспечения относительного линейного перемещения пуансона (2), зажимного средства (3, 5) и устройства (6, 7) захвата вдоль оси пуансона (2).
2. Устройство (31) по п. 1, отличающееся тем, что оно выполнено с возможностью формирования заготовки (4) в кольцевую деталь (53) за одиночный цикл формирования.
3. Устройство (31) по п. 1 или 2, отличающееся тем, что приводное средство (50) представляет собой гидравлическое или электромеханическое линейное приводное средство (50), присоединенное к пуансону (2), и/или к зажимному средству (3, 5), и/или к устройству (6, 7) захвата, таким образом создавая относительное линейное перемещение по меньшей мере одного из них вдоль оси пуансона.
4. Устройство (31) по п. 1 или 2, отличающееся тем, что оно снабжено штампом (7), причем пуансон (2) имеет внешнюю поверхность (80), которая по форме создает внутреннюю поверхность кольцевой детали (53), при этом внешняя поверхность (80) пуансона и/или штампа (7) оптимизирована с учетом пружинного отскока, причем внешняя поверхность (80) пуансона (2) и/или штампа (7) имеет шлифованную внешнюю поверхность.
5. Устройство (31) по любому из пп. 1-4, отличающееся тем, что зажимное средство (3, 5) включает в себя отделяемые задний (3) и передний (5) компоненты зажимного узла, при этом один или оба из заднего (3) и переднего (5) компонентов зажимного узла выполнены с возможностью открывания и закрывания для зажима заготовки (4), причем перемещение одного или обоих из указанных заднего (3) и переднего (5) компонентов зажимного устройства ориентировано в соответствии с осью, при этом задний и передний зажимные компоненты (3, 5) являются кольцевыми зажимными компонентами.
6. Устройство (31) по п. 4 или 5, отличающееся тем, что устройство (6, 7) захвата включает в себя держатель (6) заготовки, сформированный для функционального взаимодействия со штампом (7), при этом держатель (6) заготовки и/или штамп (7) имеют коническую или усечено-коническую форму и симметричную или асимметричную геометрию.
7. Устройство (31) по п. 6, отличающееся тем, что держатель (6) заготовки и штамп (7) выполнены с возможностью управления течением заготовки (4) и так, что взаимодействие держателя заготовки (6) и штампа (7) обеспечивает втягивающее/вытягивающее действие относительно аксиального перемещения пуансона (2).
8. Устройство (31) по п. 1, отличающееся тем, что оно имеет средство управления для регулирования давления, прикладываемого между поверхностью/поверхностями по меньшей мере части устройства (31) и заготовки (4).
9. Устройство (31) по любому из пп. 1-8, отличающееся тем, что внешняя поверхность (80) пуансона выполнена так, чтобы совпадать с выпускной поверхностью кольцевой детали (53) с возможностью пружинного отскока, когда это необходимо, при этом внутренняя поверхность (9) пуансона выполнена так, чтобы совпадать с впускной поверхностью кольцевой детали (53) с возможностью пружинного отскока, когда это необходимо.
10. Устройство (31) по любому из пп. 5, 6-9, отличающееся тем, что внутренняя поверхность заднего компонента (3) зажимного узла выполнена так, чтобы совпадать с частью внешней поверхности (80) пуансона с небольшим зазором, причем задний компонент (3) зажимного узла имеет захватывающий торец (11), причем геометрия захватывающего торца (11) варьируется в зависимости от степени асимметрии в пуансоне (2).
11. Устройство (31) по любому из пп. 5, 6-10, отличающееся тем, что передний компонент (5) зажимного узла имеет захватывающий торец (14), выполненный так, чтобы совпадать с внешней поверхностью заготовки (4), причем геометрия захватывающего торца (14) варьируется в зависимости от степени асимметрии в пуансоне (2).
12. Устройство (31) по п. 11, отличающееся тем, что поверхность захватывающего торца (11) заднего компонента зажимного узла выполнена так, чтобы совпадать с поверхностью заготовки (4) и поверхностью захватывающего торца (14) переднего компонента зажимного узла, причем геометрия захватывающего торца (11) заднего компонента зажимного узла и захватывающего торца (14) переднего компонента зажимного устройства (14) обеспечивает захват, при этом минимизируя любой риск порчи заготовки (4) во время формирования.
13. Устройство (31) по любому из пп. 6, 7, 8-12, отличающееся тем, что держатель (6) заготовки имеет внешнюю поверхность (16), которая, в общем, выполнена конической или усеченно-конической, при этом угол уклона внешней поверхности (16) держателя (6) заготовки выполнен так, чтобы совпадать с углом уклона внутренней поверхности (20) штампа (7), при этом штамп (7) имеет внешний радиус (17) галтели вытягивающего торца, геометрия которого оптимизирована для контролирования потока материала во время этапа повторной вытяжки в процессе формирования, причем геометрия радиуса (17) галтели вытяжного торца основана на податливости материала к формовке и/или силе захвата, при этом штамп (7) имеет внутреннюю поверхность (20), в общем, выполненную конической или усеченно-конической, и внешнюю поверхность (21), выполненную так, чтобы совпадать с внутренней поверхностью (9) пуансона (2) с небольшим зазором для заготовки (4).
14. Устройство (31) по любому из пп. 1-13, отличающееся тем, что по меньшей мере часть устройства (31) имеет средство для нагрева заготовки (4) в функциональном взаимодействии с ней, и/или устройство (31) и заготовка (4) выполнены с возможностью расположения в нагретой среде, причем нагрев используется, если материал заготовки (4) необходимо нагреть для содействия ее надлежащему формированию.
15. Устройство (31) по любому из пп. 1-14, отличающееся тем, что кольцевая деталь (53) является обшивкой входной кромки.
16. Способ формирования кольцевой детали (53) из заготовки, имеющий конец (41) с большим диаметром, конец (42) с малым диаметром и коническую или усеченно-коническую форму, при этом по меньшей мере конец (41) с большим диаметром заготовки выполнен открытым, с использованием устройства для формирования кольцевой детали (53) из заготовки, содержащего пуансон (2), зажимное устройство (3, 5) для зажима конца (41) с большим диаметром заготовки, устройство (6, 7) захвата конца (42) с малым диаметром заготовки и приводное средство (50) для обеспечения относительного линейного перемещения пуансона (2), зажимного средства (3, 5) и устройства (6, 7) захвата вдоль оси пуансона (92), включающий этапы, на которых активируют упомянутое приводное средство (50) с обеспечением зажима конца (41) с большим диаметром заготовки в зажимном устройстве (3, 5) и захвата конца (42) с малым диаметром заготовки в устройстве (6, 7) захвата, при этом обеспечивают взаимодействие внешней поверхности (80) пуансона (2) с внутренней поверхностью заготовки (4) и относительное линейное перемещение устройства (6, 7) захвата и пуансона (2) вдоль оси пуансона (2) с формированием части стенки заготовки между пуансоном (2) и устройством (6, 7) захвата над направляющим краем пуансона.
17. Способ по п. 16, включающий расположение конца (41) с большим диаметром, далее называемого задним концом (41) заготовки с внутренней поверхностью заднего конца (41) заготовки (4), опирающейся на захватывающий торец (11) заднего компонента (3) зажимного узла, и расположение конца (42) заготовки с малым диаметром, далее называемого передним концом (42) с внутренней поверхностью переднего конца (42) заготовки (4), опирающейся на внешнюю поверхность (16) держателя заготовки (6), причем способ дополнительно включает перемещение держателя (6) заготовки в положение внутри заготовки (4) и перемещение одного или обоих из указанных переднего компонента (5) зажимного узла и заднего компонента (3) зажимного узла аксиально в направлении друг друга вдоль оси посредством линейного приводного усилия для зажима заготовки (4) между ними.
18. Способ по п. 17, включающий перемещение одного или обоих из указанных держателя (6) заготовки и штампа (7) аксиально в направлении друг друга вдоль оси посредством линейного приводного усилия для зажима заготовки (4) между ними, причем способ дополнительно включает приложение аксиального усилия между задним компонентом (3) зажимного узла и передним компонентом (5) зажимного узла и приложение переменного аксиального усилия между держателем (6) заготовки (6) и штампом (7) во время процесса формирования.
19. Способ по п. 18, включающий этап вытяжки в процессе формирования путем поддержания постоянного аксиального усилия между задним компонентом (3) зажимного узла и передним компонентом (5) зажимного узла и регулирования аксиального усилия между держателем (6) заготовки и штампом (7) по мере необходимости, при этом перемещают пуансон (2) и/или штамп (7) и держатель (6) заготовки аксиально вдоль оси, причем этап вытяжки дополнительно оптимизируют регулированием зажимного усилия заднего и/или переднего компонентов (3, 5) зажимного узла и/или согласованием углов уклона заготовки (4), штампа (7), держателя (6) заготовки и захватывающих торцов (11, 14) зажимного компонента.
20. Способ по п. 18 или 19, включающий этап повторной вытяжки в процессе формирования посредством поддержания постоянного аксиального усилия между задним компонентом (3) зажимного узла и передним компонентом (5) зажимного узла и регулирования аксиального усилия между держателем (6) заготовки и штампом (7) по мере необходимости и перемещения держателя (6) заготовки и штампа (7) во время этапа повторной вытяжки с помощью другого аксиального усилия.
21. Способ по любому из пп. 18-20, включающий этап растягивания в процессе формирования, который включает поддержание постоянного аксиального усилия между задним компонентом (3) зажимного узла и передним компонентом (5) зажимного узла и регулирование аксиального усилия между держателем (6) заготовки и штампом (7), по мере необходимости, для зажима заготовки (4), перемещение пуансона (2) посредством другого аксиального усилия, в то время как держатель (6) заготовки и штамп (7) перемещают во время этого процесса за счет аксиального усилия, противоположного аксиальному усилию, перемещающему пуансон (2), для растягивания формируемой заготовки (4) для минимизации пружинного отскока, причем способ включает приложение противоположного усилия захвата к вытяжному торцу (18) штампа, чтобы полностью зажать материал формируемой заготовки (4) для процесса растягивания, причем растягивание достигается посредством перемещения держателя (6) заготовки и штампа (7) вместе с задним компонентом (3) зажимного узла и передним компонентом (5) зажимного узла при удерживании пуансона (2) неподвижным.
| Устройство для раздачи тонкостенных оболочек | 1979 |
|
SU854516A1 |
| Способ изготовления конусов | 1979 |
|
SU848125A1 |
| Устройство для раздачи трубчатых заготовок | 1983 |
|
SU1127673A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |

