(54) УСТРОЙСТВО Для РАЗДАЧИ ТСНКОСГЕННЫХ ОБОЛОЧЕК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раздачи тонкостенных конических заготовок | 1982 |
|
SU1044387A1 |
| Штамп для изготовления полых деталей | 1986 |
|
SU1324724A1 |
| Штамп для раздачи оболочек с нагревом | 1982 |
|
SU1038018A1 |
| Штамп для раздачи труб на конус | 1985 |
|
SU1299675A1 |
| Штамп для деформирования кольцевых заготовок | 1985 |
|
SU1310078A1 |
| Способ получения трубчатых изделий с фланцем | 1989 |
|
SU1637933A1 |
| Устройство для раздачи трубчатых заготовок | 1983 |
|
SU1143497A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЯ С ОСЕСИММЕТРИЧНЫМ ФЛАНЦЕМ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2014 |
|
RU2572686C1 |
| Устройство для раздачи тонкостенных конических оболочек | 1978 |
|
SU735358A1 |
| Штамп для раздачи трубчатых заготовок | 1985 |
|
SU1304962A1 |
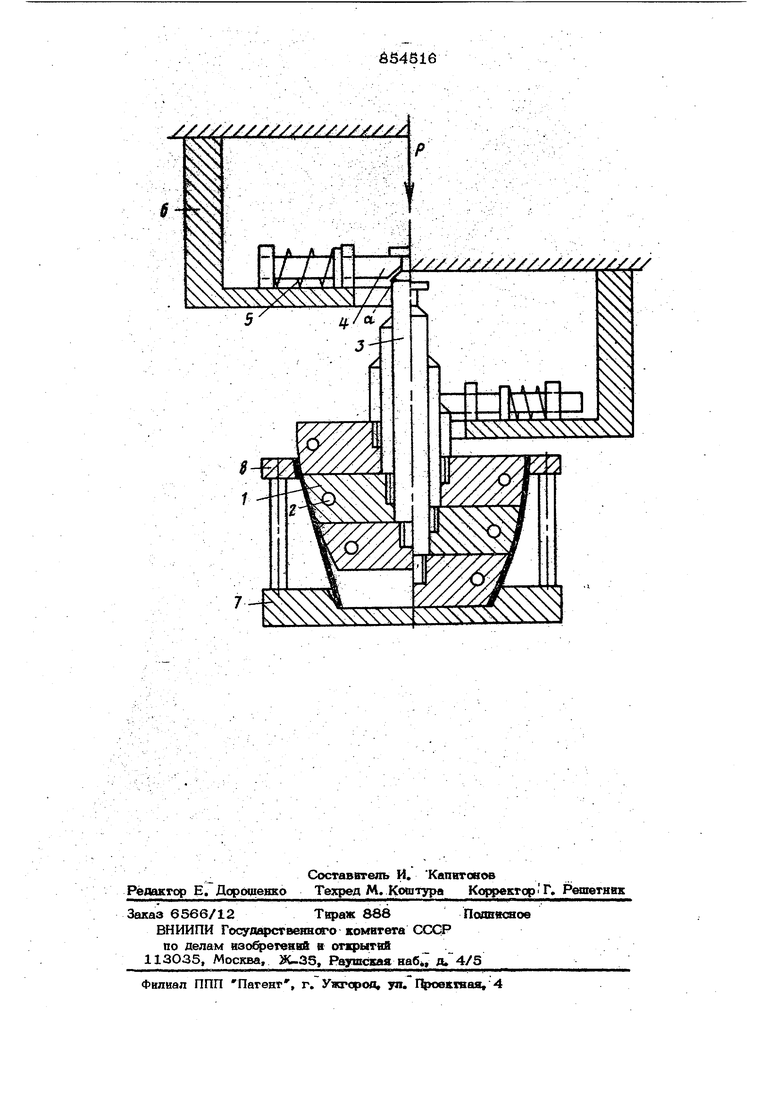
Изобрегение ртносигся к обрабогке мегаллов давлением, а именно к устройствам для измененйя диаметра трубчатых заголовок. Известно устройство для раздачи тонкостенных оболочек, содержащее пуансон, состоящий ИЗ отдельных секций, гягу, смонтированную по оси пуансона с возможностью осевого перемещения: и толкатели i. В этом устройстве секции пуансона об разованы его сечением плоскостями, паралпельнымв оси пуансона, и перемещаются при разааче в радиальном направлении. Данное устройство не обеспечивает рав номерное распределение деформации в окружйом направлении , так как деформации лоасализуются преимущественно на участ ках между секторами, где отсутствуют снаы трения. Это ограничивает возможности формоизменения. Цель изобретения - повышение качества раздачи. Посгавленная цель достигаете тем, что в устройстве, содержащем пуансон, состоящий из отдельных секп ий, усганов. ленную по оси пуанссиа с возможностью осевого перемещения тягу, и толкатели, секции пуансона расположены в плоскостях, перпендикулярных оси пуансона. Тяга выполнена телескопической, причем каждая ее часгь одним концом жестко соединена fc одной из секций пуансона, а на втором конце выполнен скос, взаимодействующий с соответствующим толкателем. На чертеже показана схема устройства. Устройство содержит пуансон 1, состоящий из секций с вмонтированными в них нагревателями 2. Секции жестко связаны с телескопической тягой 3, верхняя часть которой имеет скосы 0( и находится в ксжтакте с толкателями 4, опирающимися на буферы 5. Толкатели устанавливаются в обойме 6, закрепленной на ползуне пресса. Заготовка устанавливается на нижней плите 7 и кольце 8. Усгройство рабогаег следующим обра зом. При апусканин ползуна пресса толкаге- ли 4, связанные с обоймой 6, опускаются вниз и давят на скосы тяги 3, соединенной с нижней секцией пуансона 1, Секция перемещается вниз до упора в нижнюю ппиту 7 и при STOM деформирует нижнюю часть заготовки. После окончания перемещения- нижней секции буферные устройства -о, в качестве которых могут использовать ся пружины, резина или иные известные устройства, схсимаются и толкатели 4 вхо. дят в контакт со скосами следующей части тяги, соединенной с выше расположенной се1ШИей, Вторая секция перемещается до упора в нижнюю и fipn этом деформирует следующий участок заготовки. Далее все операции повторяются до тех пор, пока не опус1шютсн все сегадии nyaHcojia и не продеформирована вся заготовка. Поэлементное деформирование тонкостенных оболочек позволяет уменьшить осевуто составляющую усилия деформирования и предотвратить преждевременную потерю устой чивсгсти. Расширению возможностей формирования за счет уменьшения опасности потери устойчивости способствуют и силы трения, возникающие между нижними секциями пуансона и продеформированной часгыо заготовки и направленные навстречу составляющей усилия. Нагрев заготовки за счет ее контакта с нагретым пуансоном также позволяет расширить возможности фс моизмененйя. Раздельное перемещение тяг и связанных с ними секций пуансетш может быть также осуществлено с помощью гидроцишшдров, пневмоцилиндров или иных известных устройств. Прим е. р. Устройство опробируют при раздаче конических сварных оболочек из АМГ6М с диаметрами ОСНОВ&НУ& ЗООмм и 20О мм, высотой ЗОО мм и с толщиной стенки 0,8 мм и 1,О мм. Пуансон cocTojiT ИЗ четырех секций равной высотьх, В секдйи вмотгированы трубчатые электрона1ревателй. Штамповка ведется при температуре нагрева пуансона 38О-400 С. Применение устройства позволяет на 25ЗО% расширить возможносгн формоизменения при раздаче тонкостенных оболочек. Предлагаемое устройство позволяет на 20-30% увеянчйгь возможности фсрмризменения, повысить качестзво изготовления деталей и уменьшить количество отходов материала. Фор м у л а изобретения 1.Устройство для раздачи тонкостенных оболочек, содержащее пуансон, состоящий из отдеяьйьис секчк&, усгавовленную по оси пуанс жа с возможностью осевого перемещения тягу, и толкателя, отличающееся тем, что, с целью повышения качества раздачи, секции пуансона расположены в плоскостях, п пендикулярных. оси пуансона. 2.Усгройство по п. 1, о т п 0 ч а Ю щ е е с я тем, что, тяга вьгаолнена телескопической, причем каждая ее часть одним концом жестко соединена с одной из секций пуансша, а на. втором конце выполнен скос, взаимодействующий с соответствующим тсшкателем. Источники информадки, принятые. во внилшкйе при экспертизе 1. Авторское свняетельство СССР по заявке № 27,37274/25-2,7, кл,В 21 D 41/02, 13.О3.79.
