ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к формованному штамповкой изделию, применяемому при изготовлении автомобильного конструктивного компонента, и к способу изготовления такого формованного штамповкой изделия. Более конкретно, настоящее изобретение относится к штампованному изделию, изготовленному с использованием, когда предварительно нагретый стальной лист (заготовку) подвергают формованию до заданной формы, способа штамповки для придания формы, вместе с проведением термической обработки для получения предварительно заданной прочности, и к способу, применимому для изготовления такого штампованного изделия.
УРОВЕНЬ ТЕХНИКИ
[0002] В качестве одной из мер, направленных на улучшение экономичности использования автомобильного топлива и обусловленных глобальными проблемами защиты окружающей среды, предпринимается снижение веса кузова транспортного средства, и, в свою очередь, прочность используемого для автомобилей стального листа должна быть повышена настолько, насколько возможно. С другой стороны, когда возрастает прочность стального листа, снижается точность формы во время штамповки.
[0003] На этом основании компонент изготавливают с использованием способа горячей штамповки, где стальной лист нагревают до заданной температуры (например, температуры для формирования аустенитной фазы) для снижения прочности, и затем формуют с помощью пресс-формы с температурой (например, комнатной температурой), более низкой, чем температура формуемого стального листа, и выполняют термическую обработку с быстрым охлаждением (закалку) с использованием разности температур между ними, чтобы обеспечить прочность после формования. Такой способ горячей штамповки имеет разнообразные наименования, такие как способ горячего формования штамповкой, способ горячей штамповки, способ горячей объемной штамповки, и способ закалки в штампе, в дополнение к способу горячей штамповки.
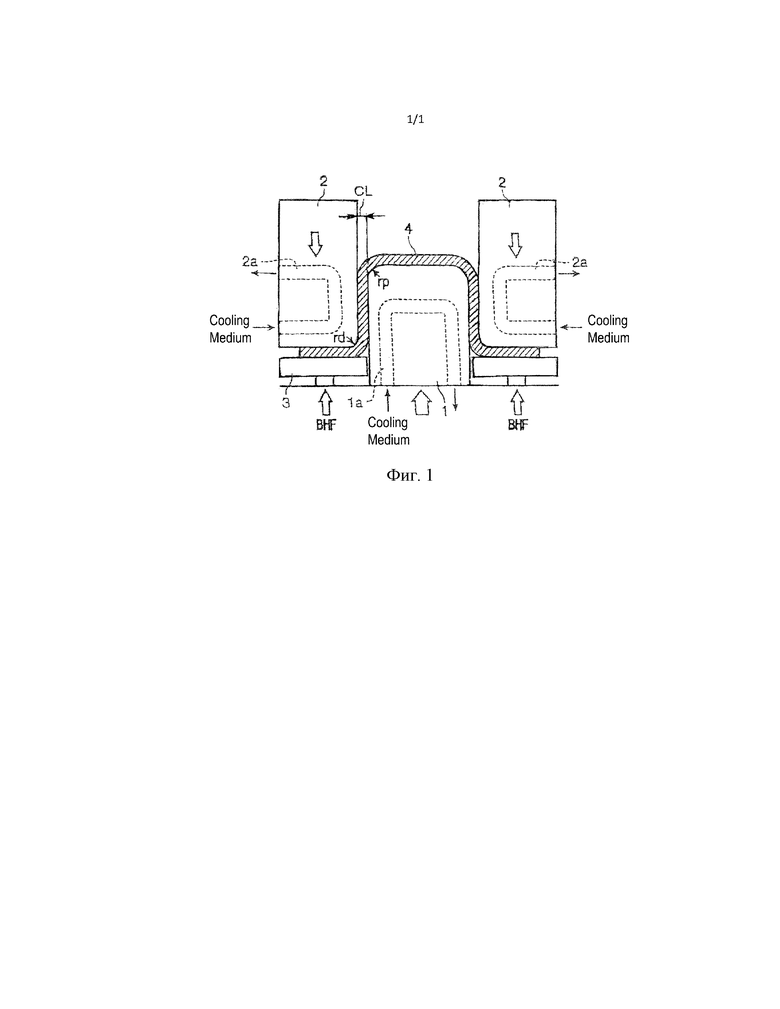
[0004] ФИГ. 1 представляет схематическое пояснительное изображение, показывающее конфигурацию пресс-формы для проведения вышеописанного способа горячей штамповки. На ФИГ. 1 кодовый номер 1 позиции представляет пуансон, кодовый номер 2 позиции представляет матрицу, кодовый номер 3 позиции представляет прижим для заготовки, кодовый номер 4 позиции представляет стальной лист (заготовку), «BHF» представляет усилие удерживания заготовки, «rp» представляет радиус кромки пуансона, «rd» представляет радиус кромки матрицы, и «CL» представляет зазор между пуансоном и матрицей. Среди этих деталей пуансон 1 и матрица 2 конфигурированы так, что в соответствующих внутренних областях сформированы каналы 1а и 2а, обеспечивающие протекание охлаждающей среды (например, воды), и что детали охлаждаются при пропускании охлаждающей среды через канал.
[0005] Когда горячую штамповку (например, горячую глубокую вытяжку) выполняют с использованием такой пресс-формы, формование начинается в состоянии, где стальной лист (заготовка) 4 размягчается в результате нагревания при температуре двухфазной зоны (от точки Ас1 превращения до точки Ас3 превращения) или температуре однофазной зоны, равной или большей, чем точка Ас3 превращения. Более конкретно, в состоянии, в котором стальной лист 4 с высокой температурой сэндвичеобразно зажат между матрицей 2 и прижимом 3 для заготовки, стальной лист 4 вдавливается в полость матрицы 2 (между 2 и 2 на ФИГ. 1) пуансоном 1 и деформируется до формы, соответствующей наружному профилю пуансона 1, в то же время с сокращением наружного диаметра стального листа 4. В дополнение, тепло отводится от стального листа 4 в пресс-форму (пуансон и матрицу) благодаря охлаждению пуансона и матрицы одновременно с формованием, и закалка материала проводится при дополнительном выдерживании и охлаждении стального листа в нижней мертвой точке формования (в точке, где головка пуансона располагается в самой глубокой части: состояние, показанное на ФИГ. 1). При проведении такого способа формования может быть получено штампованное изделие класса прочности 1500 МПа с высокой размерной точностью, и, более того, усилие для формования может быть снижено по сравнению с ситуацией формования компонента с таким же классом прочности в условиях холодной обработки, так что необходимый объем штамповочного пресса может быть малым.
[0006] В качестве стального листа для горячей штамповки, который широко применяется в настоящее время, известен стальной лист с использованием стали 22MnB5 как материала. Этот стальной лист имеет предел прочности при растяжении 1500 МПа и относительное удлинение приблизительно от 6 до 8%, и применяется для ударостойкой детали (детали, которая подвергается по возможности незначительной деформации по время столкновения и не разрушается). Однако его применение для компонента, который должен деформироваться, такого как энергопоглощающая деталь, является затруднительным вследствие низкого относительного удлинения (пластичности).
[0007] В отношении стального листа для горячего штамповки, который проявляет хорошее относительное удлинение, были также предложены способы согласно, например, Патентным Документам 1-4. В этих способах содержание углерода в стальном листе устанавливают на величину в разнообразных диапазонах для регулирования базового класса прочности соответствующих стальных листов, и относительное удлинение повышают введением феррита, имеющего высокую деформируемость, и сокращением средних диаметров фаз феррита и мартенсита. Вышеуказанные способы эффективны для увеличения относительного удлинения, но в плане повышения относительного удлинения сообразно прочности стального листа этого все-таки недостаточно. Например, относительное удлинение EL стального листа, имеющего предел прочности при растяжении TS 1270 МПа или более, составляет максимально около 12,7%, и требуется дальнейшее улучшение.
[0008] С другой стороны, автомобильный компонент должен быть присоединен главным образом точечной сваркой, но в горячештампованном формованном изделии, имеющем микроструктуру, которая главным образом включает мартенсит, известно, что прочность в зоне термического влияния при сварке (HAZ) значительно снижается, и сварное соединение претерпевает снижение прочности (размягчение) (например, Непатентный Документ 1).
ПРОТОТИП
ПАТЕНТНЫЙ ДОКУМЕНТ
[0009]
Патентный Документ 1: JP-A-2010-65292
Патентный Документ 2: JP-A-2010-65293
Патентный Документ 3: JP-A-2010-65294
Патентный Документ 4: JP-A-2010-65295
НЕПАТЕНТНЫЙ ДОКУМЕНТ
[0010]
Непатентный Документ 1: Hirosue и др., «Nippon Steel Technical Report», № 378, стр. 15-20 (2003)
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, КОТОРЫЕ ДОЛЖНО РАЗРЕШИТЬ ИЗОБРЕТЕНИЕ
[0011] Настоящее изобретение было выполнено в этих обстоятельствах, и его цель состоит в создании: способа, пригодного для изготовления штампованного изделия, которое способно достигать высокоуровневого баланса между высокой прочностью и относительным удлинением, и имеет хорошую характеристику сопротивления размягчению в HAZ; и штампованного изделия, которое проявляет вышеуказанные свойства.
СРЕДСТВА РАЗРЕШЕНИЯ ПРОБЛЕМ
[0012] В способе изготовления штампованного изделия согласно настоящему изобретению, которое может достигать вышеуказанной цели, стальной лист для горячего штамповки нагревают при температуре 900°С или более, и 1100°С или менее, причем стальной лист для горячего штамповки содержит:
С: от 0,15 до 0,5% (мас.%; далее то же самое применимо к химическому компонентному составу),
Si: от 0,2 до 3%,
Mn: от 0,5 до 3%,
Р: 0,05% или менее (за исключением 0%),
S: 0,05% или менее (за исключением 0%),
Al: от 0,01 до 1%,
В: от 0,0002 до 0,01%,
Ti: в количестве, равном или большем чем 3,4[N]+0,01% и равном или меньшем чем 3,4[N]+0,1% (причем [N] обозначает содержание (мас.%) N), и
N: от 0,001 до 0,01%, с остальным количеством из железа и неизбежных примесей, в котором средний диаметр эквивалентной окружности Ti-содержащих выделившихся вклчюений, имеющих диаметр эквивалентной окружности 30 нм или менее, среди Ti-содержащих выделившихся включений, содержащихся в стальном листе, составляет 6 нм или менее, и количество Ti во включениях и общее количество Ti в стали удовлетворяет соотношению согласно нижеследующей формуле (1),
и после этого начинают штамповку, и стальной лист охлаждают до температуры, равной или меньшей, чем температура на 100ºС ниже температуры Bs начала бейнитного превращения и равной или большей, чем температура Ms начала мартенситного превращения, в то же время обеспечивая среднюю скорость охлаждения 20ºС/с или более в пресс-форме во время формования и после завершения формования, и после этого стальной лист охлаждают до температуры 200°С или менее со средней скоростью охлаждения менее 20°С/с. Здесь «диаметр эквивалентной окружности» представляет диаметр окружности, имеющей такую же площадь, как размер (площадь) Ti-содержащего включения (например, TiС), когда выделившееся включение преобразуют в круг («средний диаметр эквивалентной окружности» представляет его среднее значение).
Количество Ti(мас.%) во включениях -3,4[N]<0,5×[(общее количество Ti (мас.%))-3,4[N]]... (1)
(в формуле (1) [N] обозначает содержание (мас.%) N в стали).
[0013] В стальном листе для горячей штамповки, применяемом в способе изготовления согласно настоящему изобретению, если желательно, также полезно содержание, в качестве другого(-их) элемента(-ов), по меньшей мере одного из следующих от (а) до (с). Свойства штампованного изделия дополнительно улучшаются сообразно типу элемента, который содержится по необходимости.
(а) Один или более, выбранных из группы, состоящей из V, Nb и Zr, в количестве 0,1% или менее (за исключением 0%) в целом
(b) Один или более, выбранных из группы, состоящей из Cu, Ni, Cr и Mo, в количестве 1% или менее (за исключением 0%) в целом
(с) Один или более, выбранных из группы, состоящей из Mg, Са и REM (редкоземельных металлов), в количестве 0,01% или менее (за исключением 0%) в целом
[0014] В штампованном изделии, полученном этим способом изготовления, металлографическая микроструктура штампованного изделия включает бейнитный феррит: от 60 до 97% по площади, мартенсит: 37% по площади или менее, остаточный аустенит: от 3 до 20% по площади, и остальную микроструктуру: 5% по площади или менее, средний диаметр эквивалентной окружности Ti-содержащей выделившейся фазы, имеющей диаметр эквивалентной окружности 30 нм или менее, среди Ti-содержащих выделившихся фаз, содержащихся в штампованном изделии, составляет 10 нм или менее, и удовлетворяется соотношение согласно формуле (1), и тем самым в формованном изделии может быть достигнут высокоуровневый баланс между высокой прочностью и относительным удлинением как единообразными характеристиками.
ПРЕИМУЩЕСТВО ИЗОБРЕТЕНИЯ
[0015] Согласно настоящему изобретению, используется стальной лист, у которого строго задан химический компонентный состав, контролируется размер Ti-содержащих включений, и регулируется степень выделения Ti во включения, не образующего TiN, так что горячим прессованием стального листа в предварительно заданных условиях может быть достигнут баланс «прочность-относительное удлинение» как высокоуровневый баланс, и улучшается характеристика сопротивления размягчению в HAZ.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0016]
[ФИГ. 1] Схематическое пояснительное изображение, показывающее конфигурацию пресс-формы для проведения горячей штамповки.
ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0017] Авторы настоящего изобретения провели исследования разнообразных аспектов для создания формованного штамповкой изделия, которое обеспечивает, что при изготовлении изделия нагреванием стального листа при предварительно заданной температуре и затем горячей штамповкой стального листа получается штампованное изделие, проявляющее хорошую пластичность (относительное удлинение), обеспечивая вместе с тем высокую прочность после штамповки.
[0018] В результате было найдено, что, когда химический компонентный состав стального листа для горячей штамповки является строго заданным, и регулируются размер Ti-содержащих выделившихся включений, а также количество Ti во включениях, и когда стальной лист подвергается горячей штамповке в предварительно заданных условиях, после штамповки обеспечивается предварительно определенное количество остаточного аустенита, и получается штампованное изделие, имеющее повышенную собственную пластичность (остаточную пластичность) и хорошую характеристику сопротивления размягчению в HAZ. Настоящее изобретение было выполнено на основе этих обнаруженных фактов.
[0019] В стальном листе для горячей штамповки, используемом в настоящем изобретении, химический компонентный состав должен быть строго заданным, и обоснование ограничения диапазона каждого химического компонента является следующим.
[0020]
(С: от 0,15 до 0,5%)
Углерод (С) представляет собой важный элемент для снижения температуры Bs начала бейнитного превращения для измельчения бейнитного феррита, образующегося в процессе охлаждения, и увеличения плотности дислокаций в бейнитном феррите для повышения прочности. В дополнение, возрастает количество тонкодисперсного остаточного аустенита, сформированного между рейками бейнитного феррита, и может быть обеспечен высокоуровневый баланс между высокой прочностью и относительным удлинением. Если содержание С составляет менее 0,15%, температура Bs начала бейнитного превращения повышается, приводя к укрупнению бейнитного феррита и снижению плотности дислокаций, и прочность горячештампованного изделия не может быть обеспечена. Если содержание С является слишком высоким и превышает 0,5%, прочность является чрезмерно высокой, и хорошая пластичность не достигается. Нижний предел содержания С предпочтительно составляет 0,18% или более (более предпочтительно 0,20% или более), и верхний предел предпочтительно составляет 0,45% или менее (более предпочтительно 0,40% или менее).
[0021]
(Si: от 0,2 до 3%)
Кремний (Si) оказывает действие, состоящее в подавлении образования цементита вследствие распада остаточного аустенита, образовавшегося между рейками бейнитного феррита во время охлаждения при закалке в штампе, и тем самым содействии формированию остаточного аустенита. Для проявления такого эффекта содержание Si должно составлять 0,2% или более. Если содержание Si слишком велико и превышает 3%, легко образуется феррит, затрудняя создание единственной фазы аустенита во время нагревания, и доля иной микроструктуры, нежели бейнитный феррит и остаточный аустенит, в стальном листе для горячего штамповки превышает 5% по площади. Нижний предел содержания Si предпочтительно составляет 0,5% или более (более предпочтительно 1,0% или более), и верхний предел предпочтительно составляет 2,5% или менее (более предпочтительно 2,0% или менее).
[0022]
(Mn: от 0,5 до 3%)
Марганец (Mn) представляет собой элемент, эффективно повышающий закаливаемость и подавляющий образование мягкой микроструктуры, такой как феррит и перлит, во время охлаждения при закалке в штампе. В дополнение, он представляет собой важный элемент для снижения температуры Bs начала бейнитного превращения, чтобы измельчать бейнитный феррит, образующийся в процессе охлаждения, и увеличивать плотность дислокаций в бейнитном феррите для повышения прочности. Кроме того, он представляет собой элемент, способный стабилизировать аустенит, и элемент, содействующий увеличению количества остаточного аустенита. Для проявления таких эффектов Mn должен содержаться в количестве 0,5% или более. Если принимают во внимание только характеристики, то содержание Mn предпочтительно является более высоким, но поскольку возрастает стоимость легирующей добавки, верхний предел регулируют на 3% или менее. Нижний предел содержания Mn предпочтительно составляет 0,7% или более (более предпочтительно 1,0% или более), и верхний предел предпочтительно составляет 2,5% или менее (более предпочтительно 2,0% или менее).
[0023]
(Р: 0,05% или менее (за исключением 0%))
Фосфор (Р) представляет собой элемент, неизбежно содержащийся в стали, но он ухудшает пластичность, и поэтому содержание Р предпочтительно снижают настолько, насколько возможно. Однако предельное снижение приводит к возрастанию затрат на производство стали, и является затруднительным в плане изготовления с уменьшением содержания до 0%. На этом основании его содержание регулируют на 0,05% или менее (за исключением 0%). Верхний предел содержания Р предпочтительно составляет 0,045% или менее (более предпочтительно 0,040% или менее).
[0024]
(S: 0,05% или менее (за исключением 0%))
Сера (S), как и Р, представляет собой элемент, неизбежно содержащийся в стали, и ухудшает пластичность, и поэтому содержание S предпочтительно снижают настолько, насколько возможно. Однако чрезмерное удаление обусловливает возрастание стоимости производства стали, и является затруднительным в плане изготовления с уменьшением содержания до 0%. По этой причине ее содержание регулируют на 0,05% или менее (за исключением 0%). Верхний предел содержания S предпочтительно составляет 0,045% или менее (более предпочтительно 0,040% или менее).
[0025]
(Al: от 0,01 до 1%)
Алюминий (Al) применим в качестве раскисляющего элемента, и позволяет связать присутствующий в стали растворенный N в форме AlN, что является полезным для повышения пластичности. Для эффективного проявления такого действия содержание Al должно составлять 0,01% или более. Однако, если содержание Al является слишком высоким и превышает 1%, чрезмерно образуется Al2О3, ухудшая пластичность. Нижний предел содержания Al предпочтительно составляет 0,02% или более (более предпочтительно 0,03% или более), и верхний предел предпочтительно составляет 0,8% или менее (более предпочтительно 0,6% или менее).
[0026]
(В: от 0,0002 до 0,01%)
Бор (В) представляет собой элемент, действие которого состоит в подавлении ферритного превращения и перлитного превращения, и поэтому содействует предотвращению формирования феррита, перлита и бейнита во время охлаждения после нагрева при температуре двухфазной зоны (от точки Ас1 превращения до точки Ас3 превращения), и обеспечивает образование остаточного аустенита. Для проявления таких эффектов В должен содержаться в количестве 0,0002% или более, но даже если этот элемент содержится в избыточном количестве сверх 0,01%, эффекты насыщаются. Нижний предел содержания В предпочтительно составляет 0,0003% или более (более предпочтительно 0,0005% или более), и верхний предел предпочтительно составляет 0,008% или менее (более предпочтительно 0,005% или менее).
[0027]
(Ti: в количестве, равном или большем, чем 3,4[N]+0,01% и равном или меньшем, чем 3,4[N]+0,1%: [N] представляет содержание (мас.%) N)
Титан (Ti) проявляет действие, состоящее в улучшении закаливаемоси в результате связывания N и поддерживания В в состоянии твердого раствора. Для проявления такого эффекта важно, чтобы этот элемент содержался в большем количестве, чем стехиометрическое соотношение Ti и N (3,4-кратное содержание N), на 0,01% или более. В дополнение, когда Ti добавляют в избытке относительно N, это обусловливает его присутствие в состоянии твердого раствора в горячештампованном изделии, и выделившиеся включения является тонко диспергированным, может подавляться снижение прочности в HAZ благодаря дисперсионному упрочнению в результате образования, в форме TiС, растворенного в твердом материале Ti во время сварки горячештампованного изделия, или благодаря такому эффекту, как замедленное повышение плотности дислокаций, вследствие такого действия TiС, что предотвращается перемещение дислокаций. Однако, если содержание Ti является слишком высоким и превышает 3,4[N]+0,1%, образовавшиеся Ti-содержащие включения а (например, TiN) становятся крупнозернистыми, ухудшая пластичность стального листа. Нижний предел содержания Ti предпочтительно составляет 3,4[N]+0,02% или более (более предпочтительно 3,4[N]+0,05% или более), и верхний предел предпочтительно составляет 3,4[N]+0,09% или менее (более предпочтительно 3,4[N]+0,08% или менее).
[0028]
(N: от 0,001 до 0,01%)
Азот (N) ослабляет эффект улучшения прокаливаемости во время закалки вследствие связывания В в форме BN, и поэтому его содержание предпочтительно снижают, насколько возможно, но снижение содержания в реальном процессе ограничено, и поэтому нижний предел регулируют на 0,001%. Если содержание N является слишком большим, укрупняется выделяющиеся Ti-содержащие включения (например, TiN), и эти включения действует как источник разрушения, ухудшая пластичность стального листа. По этой причине верхний предел регулируют на 0,01%. Верхний предел содержания N предпочтительно составляет 0,008% или менее (более предпочтительно 0,006% или менее).
[0029] Основные химические компоненты в стальном листе для горячего штамповки, используемом в настоящем изобретении, являются такими, как было описано выше, и остальное количество составляют железо и неизбежные примеси (например, О, Н), иные, нежели Р, S и N. В стальном листе для горячего штамповки, используемом в настоящем изобретении, также полезно дополнительное содержание, в качестве другого(-их) элемента(-ов), по меньшей мере одного элемента из следующих от (а) до (с), если желательно. Свойства штампованного изделия дополнительно улучшаются сообразно типу элемента, который содержится по необходимости. В случае содержания такого элемента предпочтительный диапазон и обоснование ограничения диапазона являются следующими.
(а) Один или более, выбранных из группы, состоящей из V, Nb и Zr, в количестве 0,1% или менее (за исключением 0%) в целом.
(b) Один или более, выбранных из группы, состоящей из Cu, Ni, Cr и Mo, в количестве 1% или менее (за исключением 0%) в целом.
(с) Один или более, выбранных из группы, состоящей из Mg, Са и REM, в количестве 0,01% или менее (за исключением 0%) в целом.
[0030]
(Один или более, выбранных из группы, состоящей из V, Nb и Zr, в количестве 0,1% или менее (за исключением 0%) в целом)
Ванадий (V), ниобий (Nb) и цирконий (Zr) проявляют действие, состоящее в формировании мелкозернистого карбида и измельчении микроструктуры в результате пиннинг-эффекта. Для проявления такого эффекта эти элементы предпочтительно содержатся в количестве 0,001% или более в совокупности. Однако, если содержание этих элементов является слишком высоким, образуется крупнозернистый карбид и действует как источник разрушения, ухудшая пластичность. На этом основании содержание этих элементов предпочтительно составляет 0,1% или менее в целом. Нижний предел содержания этих элементов более предпочтительно составляет 0,005% или более (еще более предпочтительно 0,008% или более) в целом, и верхний предел более предпочтительно составляет 0,08% или менее (еще более предпочтительно 0,06% или менее) в целом.
[0031]
(Один или более типов, выбранных из группы, состоящей из Cu, Ni, Cr и Mo, в количестве 1% или менее (за исключением 0%) в целом)
Медь (Cu), никель (Ni), хром (Cr) и молибден (Mo) подавляют ферритное превращение и перлитное превращение, и поэтому эффективно действуют в предотвращении образования феррита и перлита во время охлаждения после нагревания, и обеспечивают формирование остаточного аустенита. Для проявления такого эффекта они предпочтительно содержатся в количестве 0,01% или более в совокупности. Если принимают во внимание только свойства, содержание предпочтительно является более высоким, но поскольку возрастает стоимость легирующей добавки, содержание предпочтительно составляет 1% или менее в целом. В дополнение, эти элементы действуют так, что значительно повышают прочность аустенита и обусловливают повышенную нагрузку при горячей прокатке, делая затруднительным изготовление стального листа. Поэтому, также из соображений технологичности при изготовлении, содержание предпочтительно составляет 1% или менее. Нижний предел содержания этих элементов более предпочтительно составляет 0,05% или более (еще более предпочтительно 0,06% или более) в целом, и верхний предел более предпочтительно составляет 0,5% или менее (еще более предпочтительно 0,3% или менее) в целом.
[0032]
(Один или более типов, выбранных из группы, состоящей из Mg, Са и REM, в количестве 0,01% или менее (за исключением 0%) в целом)
Эти элементы измельчают включения, и поэтому эффективно действуют для повышения пластичности. Для проявления такого эффекта эти элементы предпочтительно содержатся в количестве 0,0001% или более в целом. Когда принимают во внимание только свойства, содержание предпочтительно является более высоким, но поскольку эффект насыщается, содержание предпочтительно составляет 0,01% или менее в целом. Нижний предел содержания этих элементов более предпочтительно составляет 0,0002% или более (еще более предпочтительно 0,0005% или более) в целом, и верхний предел более предпочтительно составляет 0,005% или менее, предпочтительно 0,0003% или менее.
[0033] В стальном листе для горячей штамповки, используемом в настоящем изобретении, также являются важными требования: (А) средний диаметр эквивалентной окружности Ti-содержащих выделившихся фаз, имеющих диаметр эквивалентной окружности 30 нм или менее, среди Ti-содержащих включений, содержащихся в стальном листе, составляет 6 нм или менее, и (В) удовлетворяется соотношение «количество Ti(мас.%) во включениях -3,4[N]<0,5× [(общее количество Ti(мас.%))-3,4[N]]» (соотношение согласно формуле (1)).
[0034] Ti-Содержащие включения и соотношение в формуле (1) регулируют для предотвращения размягчения HAZ, и такое регулирование изначально представляет собой контроль, необходимый в формованном изделии, но эти значения мало изменяются между состояниями до и после горячей штамповки. Поэтому регулирование нужно проводить уже на этапе перед формованием (в стальном листе для горячей штамповки). Когда избыточное количество Ti относительно N в стальном листе перед формованием обусловливает нахождение в состоянии твердого раствора или в измельченном состоянии, Ti-содержащиеся включения могут поддерживаться в состоянии твердого раствора или в тонкодисперсном состоянии во время нагревания при горячем прессовании. В результате этого количество Ti, выделившегося во включения в штампованном изделии, может быть отрегулировано до величины не более предварительно заданного количества, и может быть предотвращено размягчение в HAZ, благодаря чему могут быть улучшены свойства сварного соединения.
[0035] Из этих соображений Ti-содержащие включения должны быть тонко диспергированы, и для этой цели средний диаметр эквивалентной окружности Ti-содержащих включений, имеющих диаметр эквивалентной окружности 30 нм или менее, среди Ti-содержащих включений, содержащихся в стальном листе, должен составлять 6 нм или менее (вышеуказанное требование (А)). Размер (средний диаметр эквивалентной окружности) Ti-содержащих включений предпочтительно составляет 5 нм или менее, более предпочтительно 3 нм или менее. Примеры Ti-содержащих включений в настоящем изобретении, включают TiС, TiN и другие Ti-содержащие включения, такие как TiVC, TiNbC, TiVCN и TiNbCN.
[0036] Как описывается далее, средний диаметр эквивалентной окружности Ti-содержащих включений в штампованном изделии задается составляющим 10 нм или менее, тогда как перед формованием (стального листа для горячего штамповки) задается равным 6 нм или менее. Обоснование того, почему размер выделившихся включений задается большим в формованном изделии, нежели в стальном листе, состоит в том, что Ti присутствует в стальном листе в виде тонкодисперсной выделившейся фазы или в состоянии твердого раствора, и, будучи нагретой при температуре около 800°С в течение 15 минут или более, Ti-содержащие включения слегка укрупняются. Чтобы обеспечить свойства, как в формованном изделии, средний диаметр эквивалентной окружности Ti-содержащих включений должен составлять 10 нм или менее, и для достижения этого состояния включений в горячештампованном изделии необходимо, чтобы в состоянии стального листа для горячей штамповки средний диаметр эквивалентной окружности тонкодисперсных включений 30 нм или менее был скорректирован до 6 нм или менее, и бóльшая часть Ti должна присутствовать в состоянии твердого раствора.
[0037] В дополнение, в стальном листе для горячей штамповки основное количество Ti, за исключением Ti, перешедшего во включения и на связывания N, должно присутствовать в состоянии твердого раствора или в тонкодисперсном состоянии. На этом основании количество Ti, присутствующего в виде включений, иных, нежели TiN (то есть, количество Ti во включениях)-3,4[N]), должно составлять меньшее количество, чем половина остатка после вычитания Ti, который образует TiN, из всего количества Ti (то есть, 0,5×[(общее количество Ti)-3,4[N]] (вышеуказанное требование (В)). Значение «количество Ti во включениях)-3,4[N]» предпочтительно составляет 0,4×[(общее количество Ti)-3,4[N]] или менее, более предпочтительно 0,3×[(общее количество Ti)-3,4[N]] или менее.
[0038] Для изготовления вышеуказанного стального листа (стального листа для горячего штамповки) сляб, полученный плавлением стального материала, имеющего вышеописанный химический компонентный состав, может быть подвергнут горячей прокатке при температуре нагревания: 1100°С или более (предпочтительно 1150°С или более), и 1300°С или менее (предпочтительно 1250°С или менее), и чистовой прокатке при температуре 850°С или более (предпочтительно 900°С или более), и 1000°С или менее (предпочтительно 950°С или менее), и немедленно после этого он может быть охлажден (быстрым охлаждением) при средней скорости охлаждения 20°С/с или более (предпочтительно 30°С/с или более) до достижения температуры 500°С или менее (предпочтительно 450°С или менее), и после этого он может быть намотан в рулон при температуре 350°С или более (предпочтительно 380°С или более), и 450°С или менее (предпочтительно 430°С или менее).
[0039] В вышеуказанном способе (1) прокатку прекращают в температурном диапазоне, где остается дислокация, внедренная в аустенит при горячей прокатке, (2) быстрое охлаждение выполняют непосредственно после этого, чтобы обеспечить образование на дислокации Ti-содержащей выделившейся фазы, такой как тонкодисперсный TiС, и (3) далее выполняют быстрое охлаждение, с последующей намоткой в рулон, чем регулируют протекание бейнитного превращения или мартенситного превращения.
[0040] Стальной лист для горячего штамповки, который имеет вышеописанный химический компонентный состав и состояние включений Ti, может быть непосредственно использован для изготовления горячим прессованием, или может быть подвергнут холодной прокатке со степенью обжатия при прокатке от 10 до 80% (предпочтительно от 20 до 70%) после декапирования, и затем использован для изготовления горячим прессованием. Стальной лист для горячей штамповки или холоднокатаный материал его может быть подвергнут термической обработке, включающей нагревание при температуре 830°С или более (предпочтительно 850°С или более, и 900°С или менее), затем быстрому охлаждению со скоростью охлаждения 20°С/с или более (предпочтительно 30°С/с или более) до достижения температуры 500°С или менее (предпочтительно 450°С или менее), и затем выдержан при температуре 500°С или менее в течение 10 с или более, и 1000 с или менее, или подвергнут отпуску при температуре 500°С или менее. В дополнение, поверхность стального листа для горячего штамповки (поверхность базового стального листа) согласно настоящему изобретению может быть подвергнута плакированию с созданием покрытия, содержащего один или более элементов из Al, Zn, Mg и Si.
[0041] С использованием вышеописанного стального листа для горячей штамповки, стальной лист нагревают при температуре 900°С или более, и 1100°С или менее, и после начала штамповки стальной лист охлаждают до температуры, равной или меньшей, чем температура на 100°С ниже температуры Bs начала бейнитного превращения (Bs-100°С) и равной или большей, чем температура Ms начала мартенситного превращения, в то же время с обеспечением средней скорости охлаждения 20°С/с или более в пресс-форме во время формования, а также после завершения формования, и затем охлаждают до температуры 200°С или менее при средней скорости охлаждения менее 20°С/с, в результате чего оптимальная микроструктура, как в сформованном изделии, с предварительно заданной прочностью и высокой пластичностью (микроструктура, включающая главным образом бейнитный феррит) может быть создана в отштампованном изделии, имеющем единообразное свойство. Обоснование для задания каждого требования в этом способе формования является следующим.
[0042] Если температура нагревания стального листа составляет менее 900°С, достаточное количество аустенита не может быть получено во время нагревания, и доля мартенсита является слишком большой в конечной микроструктуре (микроструктуре формованного изделия). Если температура нагревания стального листа превышает 1100°С, растет размер аустенитных зерен во время нагревания, повышаются температура Ms начала мартенситного превращения и температура Mf окончания мартенситного превращения, остаточный аустенит не может быть обеспечен во время закалки, и хорошая формуемость не достигается. Температура нагрева стального листа предпочтительно составляет 950 или более, и 1050°С или менее. В это время, если продолжительность нагревания является слишком длительной, Ti-содержащие включения в стальном листе едва ли могут быть измельчены, и Ti-содержащие включения даже в малом количестве формируются во время нагревания и укрупняются, ослабляя эффект улучшения свариваемости. В этой причине продолжительность нагревания предпочтительно является более короткой. Продолжительность нагревания предпочтительно составляет 3600 с или менее, и более предпочтительно 20 с или менее.
[0043] Чтобы обеспечить преобразование аустенита, сформированного в вышеуказанной стадии нагревания, в желательную микроструктуру (микроструктуру, включающую главным образом бейнитный феррит), в то же время препятствуя образованию такой микроструктуры, как феррит или перлит, должны надлежащим образом контролироваться средняя скорость охлаждения во время формования, а также после формования, и температура окончания охлаждения. Из таких соображений необходимо, чтобы средняя скорость охлаждения во время формования составляла 20°С/с или более, и температура окончания охлаждения была равной или меньшей, чем температура на 100°С ниже температуры Bs начала бейнитного превращения и равной или большей, чем температура Ms начала мартенситного превращения. Средняя скорость охлаждения во время формования предпочтительно составляет 30°С/с или более (более предпочтительно 40°С/с или более). Когда температура окончания охлаждения является равной или меньшей, чем температура на 100°С ниже температуры Bs начала бейнитного превращения, аустенит, присутствующий во время нагревания, превращается в бейнит, в то же время препятствуя образованию такой микроструктуры, как феррит или перлит, благодаря чему обеспечивается то, что тонкодисперсный аустенит сохраняется между рейками бейнитного феррита, и обеспечивается предварительно заданное количество остаточного аустенита, в то же время гарантируя количество бейнитного феррита.
[0044] Если температура окончания охлаждения превышает температуру, которая должна быть на 100°С ниже температуры Bs начала бейнитного превращения, или средняя скорость охлаждения является меньшей, чем 20°С/с, образуется такая микроструктура, как феррит и перлит, и не может быть обеспечено предварительно заданное количество остаточного аустенита, приводя к ухудшению относительного удлинения (пластичности) в отформованном изделии. Когда охлаждение проводят до более низкой температуры, чем температура Ms начала мартенситного превращения, возрастает количество образующегося мартенсита, и ухудшается относительное удлинение (пластичность) формованного изделия.
[0045] После достижения температуры, равной или меньшей, чем температура на 100°С ниже температуры Bs начала бейнитного превращения и равной или большей, чем температура Ms начала мартенситного превращения, быстрое охлаждение прекращают, и охлаждение до температуры 200°С или менее выполняют со средней скоростью охлаждения менее 20°С/с. Добавлением такой стадии охлаждения стимулируют превращение бейнитного феррита. Если средняя скорость охлаждения здесь составляет 20°С/с или более, формируется мартенсит, и, хотя прочность может быть повышена, хорошее относительное удлинение не достигается. Средняя скорость охлаждения предпочтительно составляет 15°С/с или менее, более предпочтительно 10°С/с или менее. Обоснование того, почему стальной лист охлаждают до температуры 200°С или менее в этом цикле охлаждения, состоит в том, что количество остаточного аустенита, сохраняющегося при комнатной температуре, возрастает в результате распределения углерода из бейнитного феррита в непреобразованный аустенит.
[0046] После выполнения вышеописанного двухстадийного охлаждения регулирование средней скорости охлаждения в принципе не требуется, но стальной лист может охлаждаться до комнатной температуры со средней скоростью охлаждения, например, 1°С/с или более, и 100°С/с или менее. Контроль средней скорости охлаждения во время формования, а также после завершения формования, может быть достигнут способом, например, (а) регулирования температуры пресс-формы для формования (с помощью охлаждающей среды, показанной на ФИГ. 1), или (b) регулирования теплопроводности пресс-формы.
[0047] В отштампованном изделии, полученном вышеописанным способом изготовления, металлографическая микроструктура включает бейнитный феррит: от 60 до 97% по площади, мартенсит: 37% по площади или менее, остаточный аустенит: от 3 до 20% по площади, и остальную микроструктуру: 5% по площади или менее, и количество углерода в остаточном аустените составляет 0,50% или более, так что в формованном изделии может быть достигнут высокоуровневый баланс между высокой прочностью и относительным удлинением как единообразными характеристиками. Обоснование регулирования диапазона каждого требования (количества углерода в базовой микроструктуре и остаточном аустените) в таком горячештампованном изделии является следующим.
[0048] Когда основная микроструктура штампованного изделия представляет собой высокопрочный бейнитный феррит, имеющий высокую пластичность, могут быть удовлетворительными как высокая прочность, так и высокая пластичность штампованного изделия. С этой точки зрения, доля площади бейнитного феррита должна составлять 60% по площади или более. Однако, если эта доля превышает 97% по площади, доля остаточного аустенита является недостаточной, и снижается пластичность (остаточная пластичность). Нижний предел доли бейнитного феррита предпочтительно составляет 65% по площади или более (более предпочтительно 70% по площади или более), и верхний предел предпочтительно составляет 95% по площади или менее (более предпочтительно 90% по площади или менее).
[0049] Прочность горячештампованного изделия может быть повышена частичным введением высокопрочного мартенсита, но если его количество становится большим, снижается пластичность (остаточная пластичность). Из этих соображений, доля площади мартенсита должна составлять 37% по площади или менее. Нижний предел доли мартенсита предпочтительно составляет 5% по площади или более (более предпочтительно 10% по площади или более), и верхний предел предпочтительно составляет 30% по площади или менее (более предпочтительно 25% по площади или менее).
[0050] Остаточный аустенит оказывает действие, состоящее в повышении степени деформационного упрочнения (наведенной превращением пластичности) и усилении пластичности штампованного изделия в результате превращения в мартенсит, протекающего во время пластической деформации. Для проявления такого эффекта доля площади остаточного аустенита должна составлять 3% или более. Пластичность еще больше улучшается по мере возрастания доли остаточного аустенита. В композиции, используемой для автомобильного стального листа, обеспечиваемый остаточный аустенит ограничен, и верхний предел составляет около 20% по площади. Нижний предел остаточного аустенита предпочтительно составляет 5% по площади или более (более предпочтительно 7% по площади).
[0051] Что касается иной микроструктуры, нежели описанные выше, феррит, перлит и тому подобные могут содержаться как остальная микроструктура, но такая микроструктура является худшей, чем прочие микроструктуры, в отношении вклада в прочность или содействия пластичности, и в принципе предпочтительно, чтобы такая микроструктура не содержалась (может быть даже с 0% по площади). Однако является допустимой доля площади вплоть до 5% по площади. Доля площади остальной микроструктуры предпочтительно составляет 4% по площади или менее, более предпочтительно 3% по площади или менее.
[0052] В вышеуказанном штампованном изделии средний диаметр эквивалентной окружности Ti-содержащих выделившихся фаз, имеющих диаметр эквивалентной окружности 30 нм или менее, среди Ti-содержащих выделившихся фаз, присутствующих в штампованном изделии (то есть, в стальном листе, образующем штампованное изделие), составляет 10 нм или менее. Когда это требование удовлетворяется, может быть получено штампованное изделие, способное достигать высокоуровневого баланса между высокой прочностью и относительным удлинением. Средний диаметр эквивалентной окружности Ti-содержащей выделившейся фазы предпочтительно составляет 8 нм или менее, более предпочтительно 6 нм или менее.
[0053] В дополнение, в штампованном изделии количество Ti, присутствующего в виде иной выделившейся фазы, нежели TiN (то есть, количество выделившейся фазы Ti-3,4[N]), является меньшим, чем половина остатка после вычитания Ti, который образует TiN, из общего количества Ti (то есть, меньше, чем 0,5×[общее количество Ti(%)-3,4[N]]). Когда это требование удовлетворяется, Ti, растворенный в твердом материале во время сварки, образует тонкодисперсную выделившуюся фазу в HAZ, или существующая тонкодисперсная Ti-содержащая выделившаяся фаза подавляет восстановление, и т.д. дислокации, и в результате этого предотвращается размягчение в HAZ, и улучшается свариваемость. Значение «количество Ti во включениях -3,4[N]» предпочтительно составляет 0,4×[(общее количество Ti)-3,4[N]] или менее, более предпочтительно 0,3×[(общее количество Ti)-3,4[N]] или менее.
[0054] В соответствии со способом согласно настоящему изобретению, такие характеристики, как прочность и относительное удлинение формованного изделия, могут быть отрегулированы надлежащим корректированием условий штамповки (температуры нагревания и скорости охлаждения), и, более того, получается штампованное изделие, имеющее высокую пластичность (остаточную пластичность), обеспечивая его использование в месте (например, для энергопоглощающей детали), для которой традиционное горячештампованное изделие едва ли может быть применено. Это является весьма полезным для расширения диапазона использования горячештампованного изделия.
[0055] Эффекты настоящего изобретения более конкретно описаны ниже со ссылкой на Примеры, но настоящее изобретение не ограничивается нижеследующими Примерами, и все изменения конфигурации, сделанные в рамках описанной выше сущности изобретения или позже, включены в техническую область настоящего изобретения.
ПРИМЕРЫ
[0056]
Стальные материалы (Стали №№ 1-31), имеющие химический компонентный состав, показанный ниже в Таблице 1, расплавили в вакууме для получения экспериментального сляба, затем провели горячую прокатку для получения стального листа, с последующим охлаждением и подверганием обработке, моделирующей намотку в рулон (толщина листа: 3,0 мм). Что касается способа, моделирующего намотку в рулон обработки, образец охладили до температуры намотки и поместили в печь, нагретую до температуры намотки, с последующим выдерживанием в течение 30 минут и затем охлаждением в печи. Условия изготовления стальных листов показаны ниже в Таблице 2. Здесь, в Таблице 1, точка Ас3 превращения, точка Ms и точка Bs были определены с использованием нижеследующих формул (2)-(4) (смотри, например, издание «The Physical Metallurgy of Steels», авторы Leslie, Maruzen, (1985)). В дополнение, обработки (1) и (2), показанные в Примечаниях к Таблице 2, означают, что выполнялась каждая описанная ниже обработка (прокатка, охлаждение и сплавление).
[0057]
Точка Ac3 превращения (°C)=910-203×[C]1/2+44,7×[Si]-30×[Mn]+700×[P]+400×[Al]+400×[Ti]+104×[V]-11×[Cr]+31,5×[Mo]-20×[Cu]-15,2×[Ni].....(2)
Точка Ms (°C)=550-361×[C]-39×[Mn]-10×[Cu]-17×[Ni]-20×[Cr]-5×[Mo]+30×[Al].....(3)
Точка Bs (°C)=830-270×[C]-90×[Mn]-37×[Ni]-70×[Cr]-83×[Mo]......(4)
причем [C], [Si], [Mn], [P], [Al], [Ti], [V], [Cr], [Mo], [Cu] и [Ni] представляют уровни содержания (мас.%) элементов C, Si, Mn, P, Al, Ti, V, Cr, Mo, Cu и Ni, соответственно. В случае, где элемент, показанный в каждом члене формул (2)-(4), не содержится, расчет выполняется с учетом того, что член не присутствует.
[0058] Обработка (1): горячекатаный стальной лист подвергли холодной прокатке (толщина листа: 1,6 мм), затем нагревали при температуре 800°С для моделирования непрерывного отжига в имитаторе термической обработки, выдерживали в течение 90 с, охлаждали до температуры 500°С при средней скорости охлаждения 20°С/с, и выдерживали в течение 300 с.
Обработка (2): горячекатаный стальной лист подвергли холодной прокатке (толщина листа: 1,6 мм), затем нагревали при температуре 860°С для моделирования технологической линии непрерывного погружного цинкования в имитаторе термической обработки, охлаждали до температуры 400°С при средней скорости охлаждения 30°С/с, выдерживали, дополнительно выдерживали в условиях температуры 500°С в течение 10 с для имитации погружения в плакирующую ванну и обработки сплавлением, и после этого охлаждали до комнатной температуры со средней скоростью охлаждения 20°С/с.
[0059]
[0060]
нагревания
(°C)
[0061] В отношении полученных стальных листов (стальных листов для горячей штамповки), анализ состояния включений Ti («количество в Ti во включениях - 3,4[N]» и средний диаметр эквивалентной окружности Ti-содержащих включений) выполняли следующим образом. Полученные результаты показаны ниже в Таблице 3 вместе с расчетным значением 0,5×[общее количество Ti-3,4[N]].
[0062]
(Анализ состояния включений Ti в стальном листе)
Приготовили образец экстракционной реплики, и сфотографировали изображение в просвечивающем электронном микроскопе (100000-кратные увеличения) Ti-содержащих включений с использованием просвечивающего электронного микроскопа (TEM) В это время Ti-содержащие включения (имеющие диаметр эквивалентной окружности 30 нм или менее) идентифицировали анализом состава включений с помощью энергодисперсионного рентгеновского спектрометра (EDX). По меньшей мере 100 участков Ti-содержащих включений измерили по площади с помощью анализа изображений, определили по нему диаметр эквивалентной окружности, и вывели его среднее значение как размер выделившихся включений (средний диаметр эквивалентной окружности Ti-содержащих включений). Что касается величины «количество Ti во включениях - 3,4[N]]» (количество Ti, присутствующего в виде включений), выполнили анализ экстракционного остатка с использованием сетки, имеющей размер ячеек 0,1 мкм (во время экстракционной обработки могла бы быть также измерена тонкодисперсная выделившаяся фаза, образованная агрегированием выделившихся фаз), и определили «количество Ti во включениях - 3,4[N]» (обозначенное в Таблицах 5 и 6 как «Количество Ti во включениях - 3,4[N]»). В случае, где Ti-содержащие включения частично содержали V или Nb, также измерили уровни содержания этих выделившихся фаз.
[0063]
[0064] Каждый из вышеуказанных стальных листов (1,6 мм (толщины t)×150 мм×200 мм) (толщину t листов, иную, нежели для обработки (1) и (2), скорректировали до 1,6 мм горячей прокаткой) нагревали при предварительно заданной температуре в нагревательной печи, с последующим подверганием обработке штамповкой и охлаждением с использованием шляпообразной пресс-формы (ФИГ. 1), для получения формованного изделия. Условия штамповки (температура нагревания, продолжительность нагревания, средняя скорость охлаждения и температура окончания быстрого охлаждения во время штамповки) показаны ниже в Таблице 4.
[0065]
[0066] В отношении полученных штампованных изделий, измерение предела прочности при растяжении (TS), относительного удлинения (общего относительного удлинения EL), обследование металлографической микроструктуры (доли каждой микроструктуры), и измерение степени снижения твердости после термической обработки проводили следующими методами, и состояние выделившихся фаз Ti проанализировали вышеописанным методом.
[0067]
(Измерение предела прочности при растяжении (TS) и относительного удлинения (общего относительного удлинения EL)
Испытание на растяжение выполняли с использованием испытательного образца JIS № 5, и измеряли предел прочности при растяжении (TS) и относительное удлинение (EL). В это время скорость деформации в испытании на растяжение устанавливали на 10 мм/с. В настоящем изобретении испытательный образец оценивали как «прошедший испытание», когда удовлетворялись величины предела прочности при растяжении (TS) 1180 МПа или более, и относительного удлинения (EL) 12,0% или более, и баланс «прочность-относительное удлинение» (TS×EL) составлял 16000 (МПа⋅%) или более.
[0068]
(Обследование металлографической микроструктуры (доля каждой микроструктуры))
(1) В отношении микроструктуры бейнитного феррита, мартенсита и феррита в формованном изделии, стальной лист протравили ниталом, и после различения бейнитного феррита, мартенсита и феррита друг от друга с помощью SEM-обследования (увеличения: 1000 раз или 2000 раз) определили долю (долю площади) каждой микроструктуры.
(2) Долю остаточного аустенита в формованном изделии измеряли методом рентгеновской дифракции после того, как стальной лист прошлифовали на 1/4 толщины и затем подвергли химическому полированию (например, согласно работе «ISJJ Int.», том 33, (1933), № 7, стр. 776).
[0069]
(Степень снижения твердости после термической обработки)
В качестве термической истории на основе точечной сварки, измеряли степень снижения твердости (∆HV) относительно исходной твердости (твердости по Виккерсу) после нагревания до температуры 700ºС со средней скоростью нагревания 50ºС/с в имитаторе термической обработки, и затем охлаждения со средней скоростью охлаждения 50ºС/с. Характеристику сопротивления размягчению в HAZ оценивали как хорошую, когда степень снижения твердости (∆Hv) составляла 50 HV или менее.
[0070] Результаты обследования (доля каждой микроструктуры, состояние включений Ti, и количество Ti во включениях - 3,4[N]) металлографической микроструктуры показаны ниже в Таблице 5. В дополнение, в Таблице 6 ниже показаны механические характеристики (предел прочности при растяжении TS, относительное удлинение EL, TS×EL, и степень снижения твердости ∆HV) формованного изделия. Здесь значение «количества Ti во включениях - 3,4[N]» в формованном изделии слегка отличается от значения «количества Ti во включениях - 3,4[N]» в стальном листе для штамповки, но это является погрешностью измерения.
[0071]
(% по площади)
(% по площади)
[0072]
[0073] Эти результаты позволяют высказать следующее соображение. Найдено, что в случае Сталей №№ 1, 2, 4-6, 8-10, 15, 16, 18-20, и 22-31, которые представляют собой Примеры, удовлетворяющие заданным в настоящем изобретении требованиям, получено формованное изделие, имеющее хороший баланс «прочность-пластичность» и хорошую характеристику сопротивления размягчению.
[0074] С другой стороны, в случае Сталей №№ 3, 7, 11-14, 17 и 21, которые представляют собой Сравнительные Примеры, не удовлетворяющие любому из требований, заданных в настоящем изобретении, ухудшается любое из свойств. Более конкретно, в случае Стали № 3, где использован стальной лист, имеющий малое содержание Si, доля остаточного аустенита не обеспечивается в штампованном изделии, и, поскольку получается лишь низкое относительное удлинение EL, ухудшается баланс «прочность-относительное удлинение» (TS×EL). В случае Стали № 7, где низка температура чистовой прокатки при изготовлении стального листа, не удовлетворяется соотношение согласно формуле (1), и не только укрупняется Ti-содержащая выделившаяся фаза с сокращением баланса «прочность-относительное удлинение» (TS×EL), но и ухудшается характеристика сопротивления размягчению.
[0075] В случае Стали № 11, где высока скорость охлаждения после быстрого охлаждения во время штамповки, в чрезмерном количестве образуется мартенсит, и не только оказывается слишком высокой прочность, приводя к получению лишь низкого EL, но также ухудшается баланс «прочность-относительное удлинение» (TS×EL). В случае Стали № 12, где низка температура окончания быстрого охлаждения во время штамповки, в чрезмерном количестве образуется мартенсит, и не только оказывается слишком высокой прочность, приводя к получению лишь низкого EL, но также ухудшается баланс «прочность-относительное удлинение» (TS×EL).
[0076] В случае Стали № 13, где низка средняя скорость охлаждения во время штамповки, доля площади бейнитного феррита не может быть обеспечена, и не только прочность оказывается слишком низкой, но также ухудшается баланс «прочность-относительное удлинение» (TS×EL). В случае Стали № 14, где высока температура окончания быстрого охлаждения во время штамповки, доля площади бейнитного феррита не может быть обеспечена вследствие образования феррита, и не только прочность оказывается слишком низкой, но также ухудшается баланс «прочность-относительное удлинение» (TS×EL).
[0077] В случае Стали № 17, где используют стальной лист, имеющий чрезмерно высокое содержание С, высока прочность формованного изделия, но получается только низкое относительное удлинение EL. В случае Стали № 21, где применяется стальной лист, имеющий чрезмерно высокое содержание Ti, штампованное изделие не удовлетворяет соотношению согласно формуле (1), и не только укрупняется Ti-содержащая выделившаяся фаза в штампованном изделии, но и ухудшается характеристика сопротивления размягчению.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0078] В настоящем изобретении стальной лист для горячего штамповки, который имеет предварительно заданный химический компонентный состав, где диаметр эквивалентной окружности Ti-содержащих выделившихся фаз, имеющих диаметр эквивалентной окружности 30 нм или менее, среди Ti-содержащих выделившихся фаз, содержащихся в стальном листе, составляет 6 нм или менее, и количество выделившихся фаз Ti и общее количество Ti в стали удовлетворяет предварительно заданному соотношению, нагревают при температуре 900°С или более, и 1100°С или менее, и после начала штамповки стальной лист охлаждают до температуры, равной или меньшей, чем температура на 100°С ниже температуры Bs начала бейнитного превращения и равной или большей, чем температура Ms начала мартенситного превращения, в то же время обеспечивая среднюю скорость охлаждения 20°С/с или более в пресс-форме во время формования, а также после завершения формования, и затем охлаждают до температуры 200°С или менее при средней скорости охлаждения менее 20°С/с, благодаря чему может быть получено штампованное изделие, способное достигать высокоуровневого баланса между высокой прочностью и относительным удлинением, и, более того, может быть создано штампованное изделие, имеющее хорошую характеристику сопротивления размягчению в HAZ.
ОПИСАНИЕ КОДОВЫХ НОМЕРОВ ПОЗИЦИЙ И ОБОЗНАЧЕНИЙ
[0079]
1: Пуансон
2: Матрица
3: Прижим для заготовки
4: Стальной лист (заготовка)
Изобретение относится к области металлургии. Для повышения прочности и пластичности листовую заготовку получают из стали, содержащей в мас.%: С от 0,15 до 0,5, Si от 0,2 до 3, Mn от 0,5 до 3, Р 0,05 или менее, S 0,05 или менее, Al от 0,01 до 1,В от 0,0002 до 0,01,N от 0,001 до 0,01 Ti в количестве, равном или более 3,4[N]+0,01 и равном или менее 3,4[N]+0,1, где [N] - содержание (мас.%) N в стали, железо и неизбежные примеси – остальное, причем средний диаметр эквивалентной окружности Ti-содержащих выделившихся включений, имеющих диаметр эквивалентной окружности 30 нм или менее, составляет 6 нм или менее, а количество Ti во включениях и общее количество Ti в стали удовлетворяет предписанному соотношению, нагревают заготовку до температуры от 900 до 1100°С, штампуют в пресс-форме, при этом в процессе формования её охлаждают со средней скоростью охлаждения 20ºС/с или более до температуры, равной или ниже на 100ºС температуры Bs начала бейнитного превращения и равной или большей, чем температура Ms начала мартенситного превращения, а после завершения формования полученное изделие охлаждают со средней скоростью охлаждения менее 20°С/с до температуры 200°С или менее. 2 н. и 1 з.п. ф-лы, 1 ил., 6 табл.
1. Способ изготовления формованного штамповкой изделия из стального листа, включающий
получение листовой заготовки для горячей штамповки из стали, содержащей в мас.%:
С от 0,15 до 0,5,
Si от 0,2 до 3,
Mn от 0,5 до 3,
Р 0,05 или менее,
S 0,05 или менее,
Al от 0,01 до 1,
В от 0,0002 до 0,01,
N от 0,001 до 0,01,
Ti в количестве, равном или более 3,4[N]+0,01 и равном или менее 3,4[N]+0,1, где [N] - содержание (мас.%) N в стали,
железо и неизбежные примеси – остальное,
причем средний диаметр эквивалентной окружности Ti-содержащих выделившихся включений, имеющих диаметр эквивалентной окружности 30 нм или менее, составляет 6 нм или менее, а количество Ti во включениях и общее количество Ti в стали удовлетворяет соотношению согласно формуле (1)
количество Ti во включениях (мас.%)-3,4[N]<0,5⋅[(общее количество Ti(мас.%))-3,4[N]], где [N] - содержание (мас.%) N в стали,
нагрев листовой заготовки до температуры 900°С или более и 1100°С или менее,
штамповку в пресс-форме,
при этом листовую заготовку во время формования в пресс-форме охлаждают со средней скоростью охлаждения 20ºС/с или более до температуры, равной или ниже на 100ºС температуры Bs начала бейнитного превращения и равной или большей, чем температура Ms начала мартенситного превращения, а после завершения формования полученное изделие охлаждают со средней скоростью охлаждения менее 20°С/с до температуры 200°С или менее.
2. Способ по п.1, в котором сталь листовой заготовки для горячей штамповки дополнительно содержит по меньшей мере один из следующих от (а) до (с), мас.%:
(а) один или более, выбранных из группы: V, Nb и Zr, в количестве 0,1 или менее (за исключением 0%) в целом,
(b) один или более, выбранных из группы: Cu, Ni, Cr и Mo, в количестве 1% или менее (за исключением 0%) в целом,
(с) один или более, выбранных из группы: Mg, Са и REM (редкоземельных металлов), в количестве 0,01 или менее (за исключением 0%) в целом.
3. Формованное штамповкой изделие из стального листа, изготовленное способом по п.1 или 2 и имеющее металлографическую микроструктуру, включающую бейнитный феррит от 60 до 97% по площади, мартенсит 37% по площади или менее, остаточный аустенит от 3 до 20% по площади и остальную микроструктуру 5% по площади или менее, средний диаметр эквивалентной окружности Ti-содержащих выделившихся включений, имеющих диаметр эквивалентной окружности 30 нм или менее, среди Ti-содержащих выделившихся включений, содержащихся в штампованном изделии, составляет 10 нм или менее и удовлетворяет соотношению согласно формуле (1)
количество Ti во включениях (мас.%)-3,4[N]<0,5⋅[(общее количество Ti(мас.%))-3,4[N]], где [N] - содержание (мас.%) N в стали.
| WO 2012169638 A1, 13.12.2012 | |||
| 0 |
|
SU160031A1 | |
| ПОКРЫТЫЕ СТАЛЬНЫЕ ПОЛОСЫ, СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБЫ ИХ ПРИМЕНЕНИЯ, ШТАМПОВАННЫЕ ЗАГОТОВКИ, ИЗГОТОВЛЕННЫЕ ИЗ НИХ, ШТАМПОВАННЫЕ ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ ИЗ НИХ, И ПРОМЫШЛЕННЫЕ ТОВАРЫ, СОДЕРЖАЩИЕ ТАКОЕ ШТАМПОВАННОЕ ИЗДЕЛИЕ | 2006 |
|
RU2395593C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ЛИСТОВ С ВЫСОКИМИ ХАРАКТЕРИСТИКАМИ ПРОЧНОСТИ И ПЛАСТИЧНОСТИ И ЛИСТЫ, ИЗГОТОВЛЕННЫЕ ПРИ ПОМОЩИ ЭТОГО СПОСОБА | 2008 |
|
RU2451764C2 |
| СПОСОБ ФОРМОВАНИЯ ПРЕССОВАНИЕМ ВЫДАВЛЕННОЙ СТАЛЬНОЙ ПЛАСТИНЫ | 2010 |
|
RU2466817C1 |

