Уровень техники
Настоящее изобретение относится к оптическому волокну. Более конкретно, настоящее изобретение относится к оптическому волокну с металлическим покрытием и способам его производства.
Оптическое волокно обычно получают с полимерным покрытием, но некоторые области применения требуют использования оптического волокна с металлическим покрытием. Например, технологии распределенных оптоволоконных датчиков для температуры, звуковых колебаний и напряжения стали популярными для контроля нефтяных и газовых скважин. Температура скважины в нефтеносных песках или залежах очень тяжелой нефти иногда становится более 300°С, поскольку часто применяют термической метод повышения добычи. Существующее волокно с полимерным покрытием не сохраняет свои исходные механические свойства при таких высоких температурах. Таким образом, волокно с металлическим покрытием применяют для условий высокой температуры вместо волокна с полимерным покрытием.
Волокна с металлическим покрытием, таким как алюминий, медь и золото, коммерчески доступны. Но все эти волокна имеют толстые металлические слои более 20 микронов из-за применения для их производства способов нанесения покрытий погружением. В частности, волокно без покрытия погружают в расплавленный металл при прохождении головки для нанесения покрытия, заполненной расплавленным металлом, а затем его замораживают на поверхности волокна. Одним недостатком этих волокон является больший коэффициент затухания из-за большей толщины покрытия около 20-30 микронов, а тепловое сжатие из-за замораживания приводит к дополнительной потере. Например, обычная потеря волокна с медным покрытием с диаметром стекловолокна 125 микронов и толщиной меди 20 микронов составляет около 10 дБ/км при 1310 нм.
Сообщалось, что в качестве альтернативного способа производства волокна с металлическим покрытием получали волокно с металлическим покрытием с низкими потерями при помощи способа нанесения гальванического покрытия (International Wire & Cable Symposium Proceedings 1991, pages 167-171). Коэффициент затухания указанного волокна с толщиной стекловолокна 125 микронов и слоем никеля 2,5 микрона составляет 0,7 дБ/км при 1300 нм. Структура волокна с металлическим покрытием, полученного гальванизацией, описана в патенте США №5093880, который включен в настоящий документ посредством ссылки во всех отношениях. Но длинное волокно с металлическим покрытием, полученное гальванизацией, еще не запущено в серийное производство из-за сложности обработки волокна без покрытия. Способ производства волокна с металлическим покрытием гальванизацией без снижения механической прочности раскрыт в заявке PCT/US2014/028151 (опубликованной 25 сентября 2014 г. как WO 2014/152896). Как патент США №5093880, так и заявка PCT/US2014/028151 включены полностью в настоящий документ посредством ссылки во всех отношениях.
В отношении характеристик термостойкости ранее была описана только потеря производительности при высокой температуре. Не сообщалось о характеристиках изгиба после термической обработки или пластичности при условиях высокой температуры. Однако сохранение пластичности после термической обработки является важной механической характеристикой для скважинного кабеля. При этом для регистрации кабель-датчик устанавливают в скважину многократно. Таким образом, к кабелю-датчику применяют многократное механическое перемещение. И даже кабель-датчик, установленный надолго, подвергался механической вибрации и другому механическому перемещению, которое происходит при образовании и работе скважины. Таким образом, сохранение пластичности после термической обработки, а также потеря производительности являются важными критериями для скважинного применения.
В настоящем изобретении учитывают вышеуказанные и другие факторы уровня техники.
Сущность изобретения
Одним объектом настоящего изобретения является способ производства оптического волокна с металлическим покрытием. Этот способ включает подачу отрезка стекловолокна через ванну с первым раствором для нанесения первого предопределенного металла на стекловолокно посредством осаждения методом химического восстановления. Отрезок стекловолокна затем проходит непрерывно из ванны с первым раствором в ванну со вторым раствором, приспособленную для нанесения на него второго предопределенного металла посредством электролитического покрытия так, что оптическое волокно контактирует с электродом только после того, как по меньшей мере некоторая часть второго предопределенного металла была нанесена. Согласно иллюстративной методологии отрезок стекловолокна можно также непрерывно пропускать из указанной ванны со вторым раствором в ванну с третьим раствором, приспособленную для нанесения на него третьего предопределенного металла посредством электролитического покрытия. Например, первый и второй предопределенные металлы могут представлять собой медь, а третий предопределенный металл является никелем.
Другие объекты настоящего изобретения представляют собой оптическое волокно, включающее стекловолокно, содержащее сердечник и оболочку. Оптическое волокно также содержит многослойное металлическое покрытие, содержащее первый слой из меди, второй слой из меди и третий слой из никеля. Первый слой наносят посредством процесса осаждения методом химического восстановления, а второй и третий слои наносят посредством соответствующих электролитических процессов. Например, общая толщина первого слоя из меди и второго слоя из меди может составлять по меньшей мере приблизительно 5 микронов, причем толщина первого слоя из меди составляет не более чем приблизительно 0,5 микрона. Кроме того, толщина третьего слоя из никеля может составлять по меньшей мере приблизительно 0,5 микрона. Оптическое волокно предпочтительно имеет длину более одного метра, например, длину от одного до десяти километров.
Другие задачи, признаки и объекты настоящего изобретения обеспечиваются различными комбинациями и подкомбинациями раскрытых элементов, а также способами их осуществления на практике, которые обсуждаются более подробно ниже.
Краткое описание чертежей
Полное и достаточное раскрытие настоящего изобретения, включающее его наилучший вариант осуществления, для специалиста в данной области техники указано более конкретно в остальной части описания, включая ссылку на приложенные чертежи, причем:
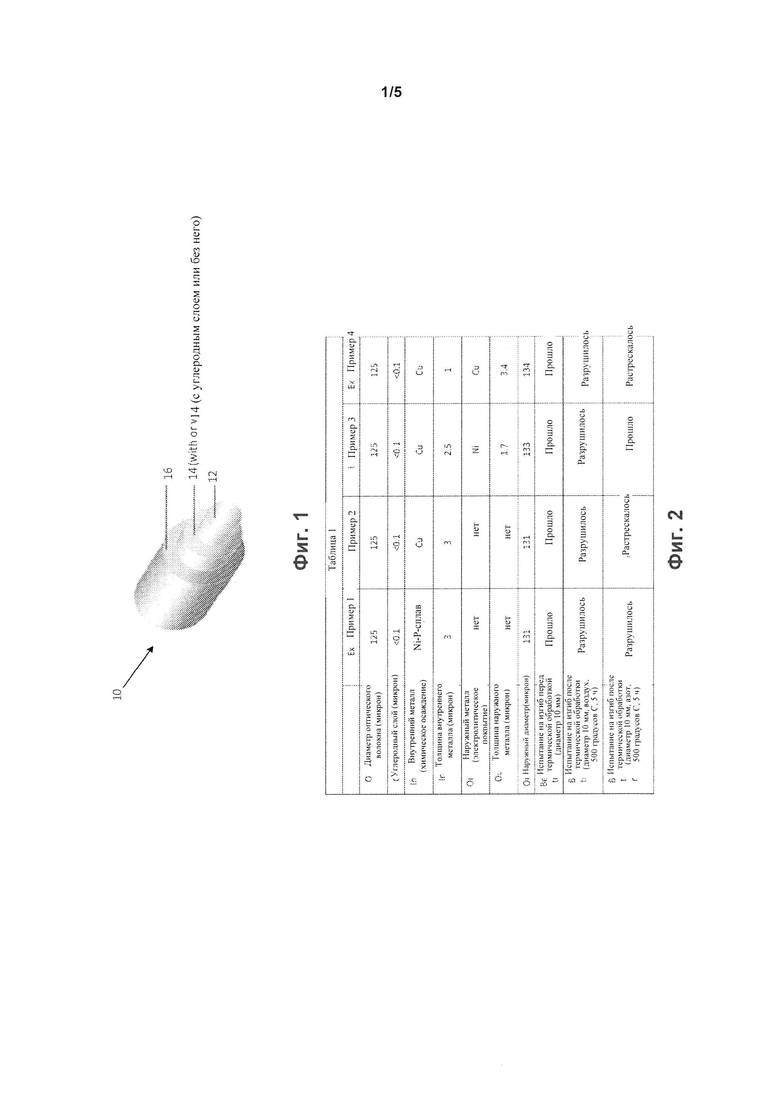
фиг. 1 представляет собой схематический вид в перспективе оптического волокна с металлическим покрытием с разрезом слоев, но без изображения отдельных металлических слоев,
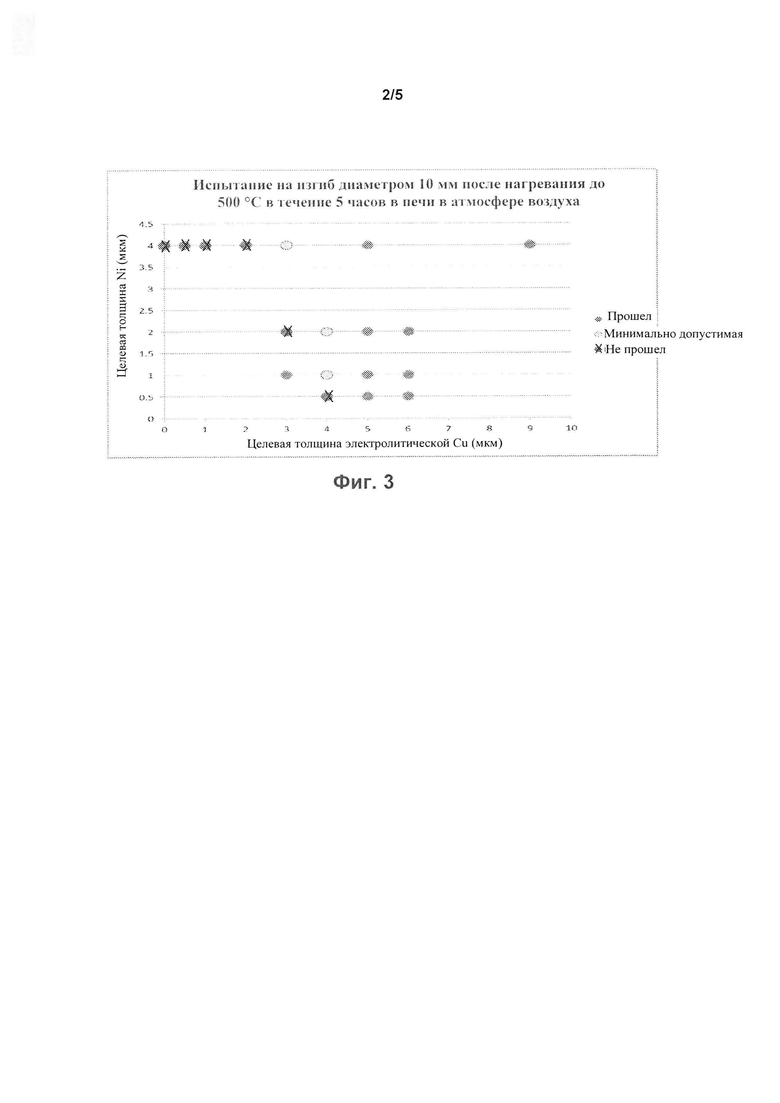
фиг. 2 представляет собой таблицу, показывающую характеристики и работу различных примеров оптического волокна с металлическим покрытием,
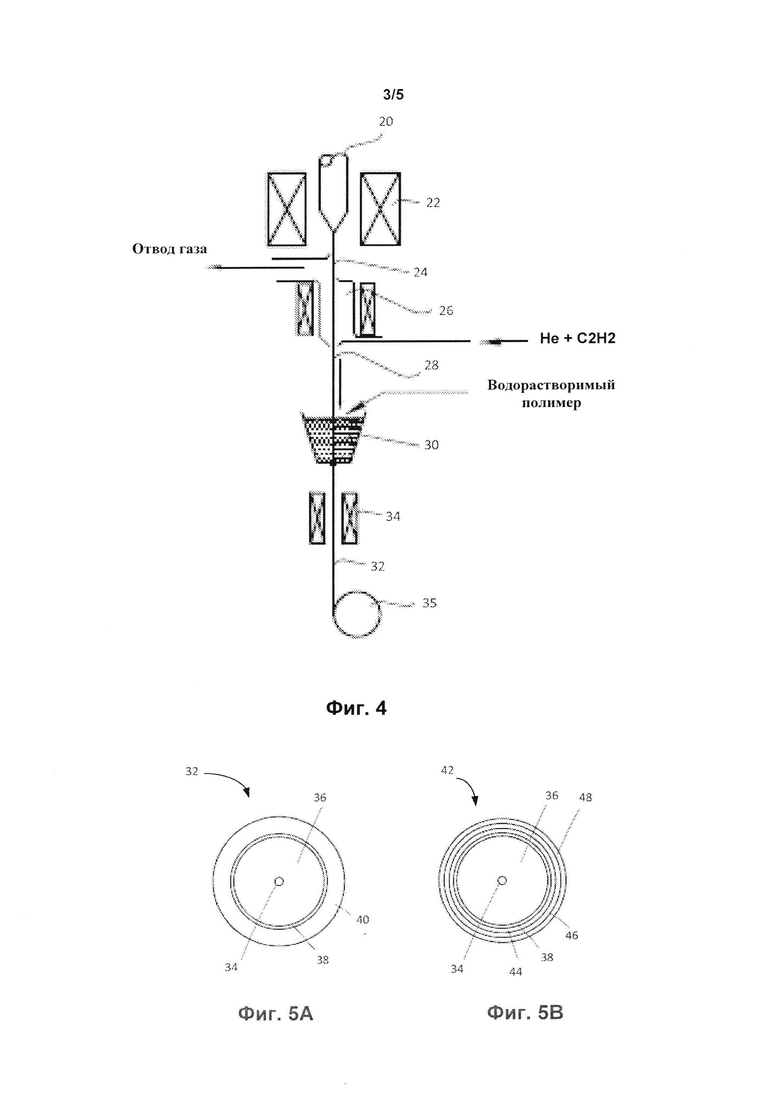
фиг. 3 представляет собой позицию, показывающую характеристики и работу различных примеров оптического волокна с металлическим покрытием,
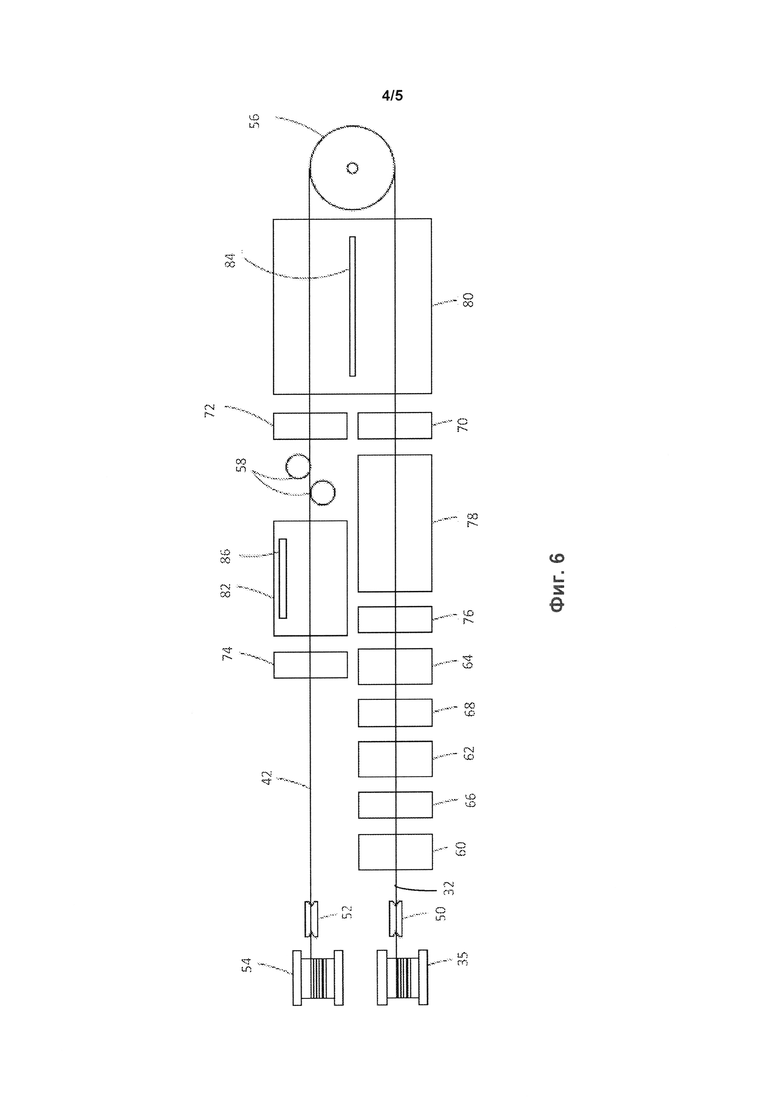
фиг. 4 показывает типичный способ вытягивания оптического волокна и нанесения на него временного покрытия,
фиг. 5А представляет собой схематический вид с торца оптического волокна на промежуточной стадии производства согласно настоящему изобретению,
фиг. 5В представляет собой схематический вид с торца оптического волокна с фиг. 4А в конце способа производства согласно настоящему изобретению, на котором показаны отдельные слои металла,
фиг. 6 представляет типичный способ нанесения металлического покрытия на оптическое волокно согласно варианту осуществления настоящего изобретения,
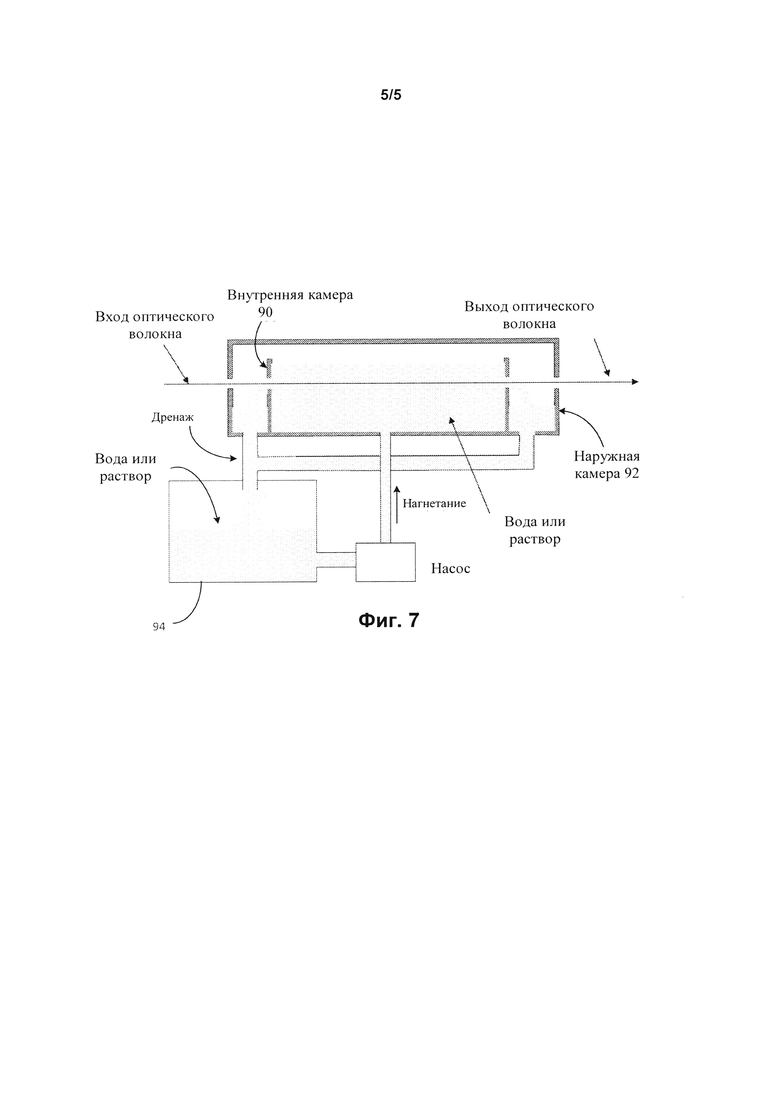
фиг. 7 представляет собой графическое изображение расположения ванн, которое можно использовать в способе с фиг. 6 согласно варианту осуществления настоящего изобретения.
Повторное использование номеров позиций в настоящем описании и на фигурах предназначено для представления одинаковых или аналогичных признаков или элементов настоящего изобретения.
Подробное описание предпочтительных вариантов осуществления
Специалисту в данной области техники следует понимать, что настоящее обсуждение является описанием только типичных вариантов осуществления и не предназначено для ограничения более широких аспектов настоящего изобретения, которые включены в типичные конструкции.
Настоящее изобретение обеспечивает различные улучшения оптического волокна с металлическим покрытием и способов его получения. На фиг. 1 показано типичное волокно 10 с металлическим покрытием. Волокно 10 содержит стекловолокно с сердечником 12 и оболочкой 14. Металлическое покрытие 16 окружает комбинацию оболочки/сердечника и содержит ее в себе. Как будет описано более подробно ниже, металлическое покрытие 16 часто может быть образовано из множества слоев металлов, нанесенных комбинацией осаждения методом химического восстановления и электролитического покрытия. Обычно можно использовать комбинацию осажденной методом химического восстановления меди, электролитической меди и электролитического никеля. Полученное волокно обычно будет иметь желаемую комбинацию низких потерь при передаче и хорошей пластичности.
В качестве дополнительных данных авторы настоящего изобретения изучали оптимальную структуру металлического покрытия на основе способа гальванизации для удовлетворения двойных требований, касающихся низких характеристик потерь и сохранения пластичности после термической обработки. При этом короткие куски волокна с металлическим покрытием получали при помощи волокна с углеродным покрытием и тестировали после нагревания для получения оптимальной структуры металла для удовлетворения требований скважинного кабеля. Углеродное покрытие часто желательно, поскольку оно будет подавлять механическое разрушение путем защиты от проникания влаги из водных растворов для гальванизации и проникания водорода, получающегося при гальванизации. Специалист в данной области техники оценит, однако, что волокно без углеродного покрытия также может быть применимо.
I. Однослойная структура
Оптическое волокно получают из расплавленного кварца, который является непроводящим. Даже если углеродный слой наносят на стекловолокно, проводимость недостаточна для нанесения электролитического покрытия из-за толщины менее 100 нм. Первый металлический слой следует наносить на оптическое волокно без покрытия путем осаждения методом химического восстановления независимо от вида металла. Мы получали никель-фосфорный сплав или медь путем осаждения методом химического восстановления согласно следующему способу.
Пример 1 (осаждение никель-фосфорного сплава методом химического восстановления)
Стадия 1 (Удаление временного покрытия) - Обеспечивали оптическое волокно, на которое наносили углеродное покрытие (в частности, аморфное углеродное покрытие), а затем наносили временное пластиковое покрытие для механической защиты, которое растворимо в воде (как описано в заявке PCT/US2014/028151). Волокно погружали в контейнер с деионизированной водой на пять минут при приблизительно 60°С, чтобы удалить временное покрытие и любое загрязнение, осадившееся на углеродное покрытие.
Стадия 2 (Присоединение олова) - Волокно только с углеродным покрытием диаметром 125 микронов погружали в следующий контейнер с водным раствором, содержащим 100 мл/л раствора для присоединения олова (в этом случае 20-330001 «сенсибилизатор», изготовленный компанией Okuno Chemical Industries), на две минуты при приблизительно 50°С.
Стадия 3 - Раствор («сенсибилизатор») для присоединения олова, осадившийся на оптическом волокне, смывали водой.
Стадия 4 (Присоединение Pd) - Оптическое волокно с углеродным покрытием погружали в контейнер, наполненный водным раствором, содержащим 70 мл/л активирующего реагента (в этом случае Е20-330003 «активатор», изготовленный компанией Okuno Chemical Industries), на две минуты при приблизительно 50°С.
Стадия 5 - Активирующий реагент смывали водой.
Стадия 6 (Образование никелевого покрытия способом осаждения методом химического восстановления) - Оптическое волокно с углеродным покрытием погружали в контейнер, заполненный никель-фосфорными растворами 120 мл/л IPC nicoron GM-NP-M и 70 мл/л IPC nicoron GM-NP-1 (GM-NP-M и GM-NP-1, изготовленные компанией Okuno Chemical Industries), на 27 минут при приблизительно 80°С. В результате сплав Ni с толщиной приблизительно 3 микрона образовывался на углеродном покрытии.
Стадия 7 - Раствор для осаждения методом химического восстановления, осадившийся на Ni-покрытии, смывали водой.
Стадия 8 - Оптическое волокно с Ni-покрытием затем сушили подходящим образом.
Полученное оптическое волокно содержало оптическое стекловолокно на основе диоксида кремния с диаметром сердечника 10 микронов и оболочкой с наружным диаметром 125 микронов. Аморфное углеродное покрытие, нанесенное на оболочку, имело толщину 500  , a Ni-покрытие имело толщину приблизительно 3 микрона. А именно, получалось оптическое волокно с покрытием из электропроводного металла, т.е. слоем Ni, диаметром приблизительно 131 микрон. Углеродное покрытие и Ni-покрытие находились в хорошем контакте друг с другом, и, таким образом, Ni-покрытие не отслаивалось от углеродного покрытия при сгибании оптического волокна. Оптическое волокно с Ni-покрытием нагревали в печи в атмосфере воздуха в течение 5 часов при 500°С. После нагревания оптическое волокно становилось хрупким. Волокно разрушалось, когда его сгибали. То же самое волокно нагревали в атмосфере азота в течение 5 часов при 500°С, а затем проводили испытания на изгиб. Это волокно также разрушалось при сгибании.
, a Ni-покрытие имело толщину приблизительно 3 микрона. А именно, получалось оптическое волокно с покрытием из электропроводного металла, т.е. слоем Ni, диаметром приблизительно 131 микрон. Углеродное покрытие и Ni-покрытие находились в хорошем контакте друг с другом, и, таким образом, Ni-покрытие не отслаивалось от углеродного покрытия при сгибании оптического волокна. Оптическое волокно с Ni-покрытием нагревали в печи в атмосфере воздуха в течение 5 часов при 500°С. После нагревания оптическое волокно становилось хрупким. Волокно разрушалось, когда его сгибали. То же самое волокно нагревали в атмосфере азота в течение 5 часов при 500°С, а затем проводили испытания на изгиб. Это волокно также разрушалось при сгибании.
Пример 2 (осаждение меди методом химического восстановления)
В этом образце медное (Cu) покрытие получали на углеродном покрытии волокна способом осаждения методом химического восстановления. Следовательно, стадии 1-5 были фактически такими же, как в примере 1, за исключением температуры стадии 2 и стадии 4. В частности, температуру 45°С применяли на обеих стадиях вместо 50°С. Следующие стадии проводили после стадии 5.
Стадия 6 (образование медного покрытия способом осаждения методом химического восстановления) - Оптическое волокно с углеродным покрытием погружали в контейнер, заполненный водными растворами меди: 72 мл/л меди ОРС HFS-A, 150 мл/л меди ОРС HFS-M и 4 мл/л меди ОРС HFS-C nicoron GM-NP-M и 7,3 мл/л меди для химического осаждения R-H (HFS-A, HFS-M, HFS-C, R-H, изготовленные компанией Okuno Chemical Industries), на 15 минут при приблизительно 45°С.
Стадия 7 - Раствор для осаждения методом химического восстановления, осадившийся на Cu-покрытии, смывали водой.
Стадия 8 - Оптическое волокно с Cu-покрытием сушили.
В результате Cu-покрытие с толщиной приблизительно 3 микрона образовывалось на углеродном покрытии. А именно, получалось оптическое волокно с покрытием из электропроводного металла, т.е. слоем Cu, диаметром приблизительно 131 микрон. Углеродное покрытие и Cu-покрытие находились в хорошем контакте друг с другом, и, таким образом, Cu-покрытие не отслаивалось от углеродного покрытия, когда оптическое волокно сгибали с диаметром 10 мм. Оптическое волокно с Cu-покрытием нагревали внутри печи в атмосфере воздуха в течение 5 часов при 500°С. После нагревания покрытие оптического волокна растрескивалось и отслаивалось. Волокно разрушалось, когда его сгибали с диаметром 10 мм, поскольку металлическое покрытие не работало как защитное покрытие. Согласно результатам примеров 1 и 2 исходные характеристики сгибания были хорошими перед нагреванием, но волокно теряло пластичность после термической обработки в атмосфере воздуха, и оно разрушалось при сгибании. Оптические волокна нагревали в атмосфере азота и придавали изгиб с диаметром 10 мм. Волокно снова разрушалось при сгибании. Но растрескавшийся углерод был пористым и все еще мягким, но частично отслаивался. Поэтому разрушение было вызвано обработкой стекловолокна без покрытия.
II. Двухслойная структура
Пример 3 - (осаждение меди методом химического восстановления и электролитическое нанесение никеля)
В этом образце медное (Cu) покрытие получали на углеродном покрытии способом осаждения методом химического восстановления, а никелевое (Ni) покрытие получали на Cu-покрытии при помощи электролитического покрытия. Следовательно, следующие стадии проводили после стадий 1-6 примера 2.
Стадия 6а (образование Cu-покрытия при помощи способа осаждения методом химического восстановления) - Оптическое волокно с углеродным покрытием погружали в контейнер, заполненный водными растворами меди: 72 мл/л меди ОРС HFS-A, 150 мл/л меди ОРС HFS-M и 4 мл/л меди ОРС HFS-C nicoron GM-NP-M и 7,3 мл/л меди для химического осаждения R-H (HFS-A, HFS-M, HFS-C, R-H, изготовленные компанией Okuno Chemical Industries), на 15 минут при приблизительно 45°С. В результате Cu-покрытие с толщиной 3 микрона образовывалось на углеродном покрытии.
Стадия 7а - Оптическое волокно промывали водой.
Стадия 8а (Кислотное активирование) - Оптическое волокно с углеродным покрытием и Cu-покрытием погружали в контейнер, заполненный растворами кислоты (серная кислота 100 г/л), на 0,5 минуты при комнатной температуре (к.т.) для активации.
Стадия 9а (образование Ni-покрытия способом нанесения электролитического покрытия) - Оптическое волокно с углеродным покрытием и Cu-покрытием погружали в контейнер, заполненный водными растворами (300 г/л тетрагидрата сульфамата никеля (II), 5 г/л гексагидрата хлорида никеля (II) и 40 г/л борной кислоты), на 9 минут при приблизительно 40°C с плотностью тока 1 А/дм2.
Стадия 7 - Раствор для нанесения электролитического покрытия, осадившийся на Ni-покрытии, смывали водой.
Стадия 8 - Оптическое волокно с Ni-покрытием сушили.
В результате Ni-покрытие толщиной 1,7 микрона образовывалось на Cu-покрытии. А именно, получалось оптическое волокно с покрытием из электропроводного металла, т.е. слоями Cu и Ni, диаметром приблизительно 133 микрона. Углеродное покрытие и Cu/Ni-покрытие находились в хорошем контакте друг с другом, и, таким образом, Cu/Ni-покрытие не отслаивалось от углеродного покрытия, когда оптическое волокно сгибали с диаметром 10 мм. Оптическое волокно с Cu/Ni-покрытием нагревали внутри печи в атмосфере воздуха в течение 5 часов при 500°С. Волокно разрушалось при сгибании после термической обработки в воздухе. Но такое же волокно выдерживало испытание на изгиб после термической обработки в течение 5 часов при 500°С в атмосфере азота.
Пример 4 (осаждение меди методом химического восстановления и нанесение медного электролитического покрытия)
В этом образце медное (Cu) покрытие получали на углеродном покрытии при помощи способа осаждения методом химического восстановления, а медное (Cu) покрытие получали на Cu-покрытии при помощи нанесения электролитического покрытия. Следовательно, следующие стадии проводили после стадий 1-6 примера 2.
Стадия 6b (образование Cu-покрытия при помощи способа осаждения методом химического восстановления) - Оптическое волокно с углеродным покрытием погружали в контейнер, заполненный водными растворами меди: 72 мл/л меди ОРС HFS-A, 150 мл/л меди ОРС HFS-M и 4 мл/л меди ОРС HFS-C nicoron GM-NP-M и 7,3 мл/л меди для химического осаждения R-H (HFS-A, HFS-M, HFS-C, R-H, изготовленные компанией Okuno Chemical Industries), на 9 минут при приблизительно 45°С. В результате Cu-покрытие с номинальной толщиной 3 микрона образовывалось на углеродном покрытии.
Стадия 7b - Оптическое волокно промывали водой.
Стадия 8b (Кислотное активирование) - Оптическое волокно с углеродным покрытием и Cu-покрытием погружали в контейнер, заполненный растворами кислоты (серная кислота 100 г/л), на 0,5 минуты при к.т. для активации.
Стадия 9 (образование Cu-покрытия при помощи способа нанесения электролитического покрытия) - Оптическое волокно с углеродным покрытием и Cu-покрытием погружали в контейнер, заполненный водными растворами (70 г/л сульфата меди, 200 г/л серной кислоты, соляной кислоты 50 мл/л, 2,5 мл/л top lucina 81 HL и 10 мл/л подпиточной top lucina (top lucina 81 HL, подпиточная top lucina, изготовленные компанией Okuno Chemical Industries), на 24 минуты при приблизительно к.т.с плотностью тока 1 А/дм2. В результате получалось Cu-покрытие с общей толщиной 4,4 микрона, содержащее полученную осаждением методом химического восстановления медь. А именно, получалось оптическое волокно с покрытием из электропроводного металла, т.е. слоем Си, диаметром приблизительно 134 микрона. Углеродное покрытие и Cu/Cu-покрытие находились в хорошем контакте друг с другом, и, таким образом, Cu/Cu-покрытие не отслаивалось от углеродного покрытия, когда оптическое волокно сгибали с диаметром 10 мм. Оптическое волокно с Cu/Cu-покрытием нагревали внутри печи в атмосфере воздуха в течение 5 часов при 500°С. Волокно разрушалось при сгибании после термической обработки в воздухе. Но такое же волокно выдерживало испытание на изгиб после термической обработки в течение 5 часов при 500°С в атмосфере азота. И поверхность металлического слоя растрескивалась и частично отслаивалась.
Характеристики четырех волокон подытожены в таблице 1 фиг. 2. Как можно видеть, пример 2 и пример 4 не показали разрушения при сгибании после термической обработки, но поверхность покрытия растрескивалась, и стеклянная часть частично выходила наружу согласно наблюдениям при помощи SEM (сканирующего электронного микроскопа). Известно, что никель-фосфорный сплав, полученный осаждением методом химического восстановления, изменяет его хрупкость из-за теплового старения (смотрите Wolfgang Riedel, Electroless Nickel Plating). В общем, осажденный методом химического восстановления никель имеет меньшую пластичность, чем электролитический никель. Сравнивая влияние воздуха и азота при термической обработке отметим, что термическая обработка в азоте давала меньшее ухудшение пластичности. Известно, что скорость окисления никеля ниже, чем у меди. Это подтверждали, сравнивая пример 3 и пример 4.
Японский патент Р2011-64746А, включенный в настоящий документ посредством ссылки в его полноте для всех целей, содержит трехслойную структуру металлического покрытия, а именно осажденную методом химического восстановления медь, электролитическую медь и аморфный никель. Аморфный никель, описанный в патенте, получен осаждением методом химического восстановления никеля в виде никель-фосфорного сплава или никель-борного сплава. Аморфный никель отличается от кристаллического никеля, полученного нанесением никеля электролитическим покрытием в виде чистого никеля.
Для улучшения пластичности после термической обработки в воздухе можно предпочтительно использовать трехслойную структуру с выбранной толщиной каждого металлического слоя. Например, согласно предпочтительному варианту осуществления осажденную методом химического восстановления медь можно наносить на углеродное покрытие в качестве первого металлического слоя. Затем электролитическую медь можно осаждать на слой меди, осажденный методом химического восстановления. И, наконец, электролитический никель можно осаждать на электролитическую медь в качестве наружной поверхности. Предпочтительно толщину осажденного методом химического восстановления медного слоя можно минимизировать, поскольку скорость осаждения осажденной методом химического восстановления меди меньше, чем у электролитической меди. Путем минимизации толщины осажденной методом химического восстановления меди время проведения способа можно уменьшить. Кроме того, общую толщину меди (включая медь, осажденную методом химического восстановления, и электролитическую медь) оптимизируют для пластичности после термической обработки. Никелевый слой наносят для защиты меди от окисления.
Характеристика пластичности после нагревания в зависимости от толщины меди и никеля показана на фиг. 3. Каждый кружочек или «X» показывает, что было получено волокно с металлическим покрытием с Cu и Ni различной толщины, и испытание на изгиб было проведено после нагревания. Результаты испытаний, как указано, показывают, что структура, имеющая более чем 5 микронов электролитической меди и более чем 0,5 микрона электролитического никеля, показала хорошую пластичность при нагревании до 500°С в атмосфере воздуха в течение 5 часов.
Как указано выше, характеристика потерь при передаче, в дополнение к пластичности после термической обработки, является важной характеристикой для скважинных применений. Авторы настоящего изобретения получили длинное волокно с металлическим покрытием для оценки характеристик передачи. В качестве примера можно использовать толщины металлического покрытия в шесть (6) микронов электролитической меди и один (1) микрон никеля. Ссылаясь теперь на фиг. 4 увидим, что длинное оптическое волокно с углеродным слоем и водорастворимым полимером можно получать при помощи показанного устройства. При этом однорежимную преформу 20 для волокна нагревают нагревателем 22 до подходящей температуры (например, 2000°С). Вытянутое волокно 24 входит в печь 26 для нанесения углеродного покрытия, соосную с печью для вытяжки. Ацетилен или другие углеводороды термически разлагаются, и аморфный углерод осаждается на поверхность стекла при прохождении через камеру. Затем волокно 28 с углеродным покрытием проходит через головку 30 для нанесения покрытия для нанесения водорастворимого полимера. В одном примере водорастворимый полимер может представлять собой 20% водный раствор OKS 8049, Nichigo. Волокно 32 с покрытием проходит через печь 34 для отверждения и наматывается на катушку 35.
Сечение оптического волокна 32 с временным покрытием показано на фиг. 5А. Как можно увидеть, волокно 32 имеет сердечник 34, оболочку 36 и углеродное покрытие 38. Временное полимерное покрытие, которое наносят для облегчения обработки во время промежуточных стадий способа, показано как 40. Временное покрытие 40 может желательно иметь толщину приблизительно 10 микронов согласно некоторым предпочтительным вариантам осуществления.
На фиг. 5В показано готовое длинное оптическое волокно 42, которое следует произвести. Волокно 42 содержит сердечник 34, оболочку 36 и углеродное покрытие 38. Однако, кроме того, трехслойное металлическое покрытие расположено на внешней стороне углеродного покрытия 38. Как указано выше, это металлическое покрытие может содержать осажденный методом химического восстановления медный слой 44, электролитический медный слой 46 и электролитический никелевый слой 48 в некоторых предпочтительных вариантах осуществления настоящего изобретения. Теперь будут описаны устройство и способ получения длинного оптического волокна 42.
Обратимся теперь к фиг. 6, где оптическое волокно 32 (с водорастворимым полимером) намотано, например, на катушку 35. При необходимости, катушка 35 с волокном 32 служит для гальванопокрытия. В частности, волокно 32 с временным покрытием подают с катушки 35, как показано на чертеже. Предпочтительно предусмотреть шкивы 50, 52 для установления точного положения волокна относительно впускных отверстий соответствующих ванн. Принимающая катушка для готового оптического волокна 42 показана как 54.
Следует понимать, что метод гальванизации аналогичен в некотором отношении описанному в заявке PCT/US 2014/028151. Например, во время этого процесса перед нанесением достаточной толщины металла волокно без покрытия подвергают действию растворов без какого-либо контакта с твердым материалом. Фактически, каждая из описанных ванн предпочтительно сконструирована, как показано на фиг. 7, для обеспечения входа и выхода оптического волокна без соприкосновения с каким-либо твердым материалом. Как будет описано далее, шкивы 56 и 58 изготовлены из проводника, чтобы использовать их для электродов для нанесения электролитического покрытия.
Волокно 32 сначала поступает в ванну 60, которая заполнена водой для удаления временного полимерного покрытия. Ванна 62 заполнена водным раствором для присоединения олова, а ванна 64 заполнена водным раствором для присоединения Pd. Ванны 66, 68, 70, 72 и 74 заполнены водой для промывания. Ванна 76 содержит активационный раствор, а ванна 78 заполнена водным раствором осаждаемой методом химического восстановления меди.
Ванны 80 и 82 заполнены водным раствором электролитической меди и водным раствором электролитического никеля, соответственно. Анодные пластины 84 и 86 расположены внутри соответствующих ванн 80 и 82 и используются для нанесения электролитического покрытия. Специалист в данной области техники должен понимать, что в случае, когда волокно проходит с постоянной скоростью, длина ванны определяет время выдержки. Относительная длина каждой ванны, таким образом, сконструирована для соответствия относительному отношению времени выдержки для ванн (за исключением промывания).
После прохождения ванны 60 углеродное покрытие волокна открывается из-за растворения полимерного покрытия. Волокно без покрытия проходит через каждый раствор в ваннах без контакта с твердым материалом вследствие идеи конструкции с переливом, показанной на фиг. 7. Во время нахождения в ванне 78 осаждаемая методом химического восстановления медь осаждается на углеродном покрытии. В общем, время проведения способа зависит от меди, осаждаемой методом химического восстановления, поскольку скорость осаждения меди, осаждаемой методом химического восстановления медленная. В системе, показанной на фиг. 6, однако, осаждение методом химического восстановления и нанесение электролитического покрытия работают вместе. Поэтому толщина меди образуется не только медью, осаждаемой методом химического восстановления в ванне 78, но и также электролитической медью в ванне 80 перед контактом с электродными шкивами 56 и 58. Это означает, что толщину меди, осаждаемой методом химического восстановления, можно снизить, насколько это возможно, для получения достаточной проводимости для нанесения электролитического покрытия. Например, толщину химически осажденной меди можно снизить до менее чем 0,5 микрона, поскольку достаточная толщина меди, более 2 микронов, образуется электролитическим покрытием перед поступлением на шкив 56. Как можно увидеть, оптическое волокно повторно входит в ванну 80 после прохождения вокруг шкива 56 для дополнительного электролитического покрытия медью. Эта линия нанесения гальванопокрытий разработана для формирования медного слоя в шесть (6) микронов и никелевого слоя в один (1) микрон из тонкого осажденного методом химического восстановления медного слоя, который образуется на углеродном покрытии. Растворы в ваннах могут содержать растворы формальдегида.
На фиг. 7 показана одна конфигурация расположения, которую можно использовать в способе по фиг. 6 для обеспечения того, чтобы оптическое волокно не контактировало ни с чем кроме воды или рабочего раствора (в зависимости от ванны). В этом случае волокно проходит через выпускные отверстия (т.е. впускное и выпускное отверстие для волокна) ванны, где вытекает жидкость, ниже уровня жидкости. Конструкция ванн включает двойные камеры, внутреннюю камеру (емкость) 90 и наружную камеру (емкость) 92. Внутренняя камера 90 содержит достаточно жидкости, чтобы она перетекала из выпускных отверстий с каждого конца (как показано). Наружная камера 92 принимает жидкость, которая вытекает из внутренней камеры 90, для рециркуляции. Жидкость, принимаемая наружной камерой 92, протекает в резервуар 94 для раствора. Небольшое усилие натяжения предпочтительно прикладывать к волокну, чтобы вызвать прямое прохождение через отверстия или прорези стенки без прикосновения.
Как показано, раствор в резервуаре 94 закачивают во внутреннюю камеру 90 для поддержания волокна в камере погруженным в жидкость. Следует понимать, что волокно имеет тенденцию к провисанию между впускным отверстием для волокна и выпускным отверстием для волокна из-за силы тяжести. Поскольку отверстие для ввода жидкости во внутреннюю камеру 90 из насоса расположено в нижней части камеры, это проявляется в толкании волокна вверх потоком жидкости. Подъемная сила противодействует провисанию из-за силы тяжести и предотвращает контакт волокна с твердыми компонентами, такими как нижняя часть или стенка внутренней камеры 90. Вертикальным положением волокна предпочтительно управлять, чтобы постоянно удерживать его от провисания, путем отслеживания положения и регулирования расхода поступающего раствора, при необходимости.
В результате описанной конструкции в одном из примеров получали оптическое волокно с углеродным покрытием, медным покрытием в шесть (6) микронов и никелевым покрытием в один (1) микрон. Потери при передаче составляли 1,4 дБ/км при 1310 нм и 1,1 дБ/км при 1550 нм. Потери при передаче намного снижаются вплоть до 1/10-ой от обычного волокна с металлическим покрытием. Испытание на изгиб после нагревания в течение 5 часов при 500°С в печи в атмосфере воздуха показали хорошую пластичность.
Что касается структуры металлического покрытия, то трехслойная структура, содержащая внутренний медный слой, осажденный методом химического восстановления, электролитический медный слой и наружный никелевый слой, оказалась пригодной по термостойкости в атмосфере воздуха. Это происходит из-за того, что медь сохраняет хорошую пластичность даже после термической обработки, а никель работает в качестве защитного покрытия против окисления из-за его низкой скорости окисления. С точки зрения пластичности после нагревания чистая медь лучше, чем сплав меди с некоторыми примесями. Таким образом, осажденную методом химического восстановления медь или электролитическую медь следует предпочтительно разрабатывать для получения по возможности чистой меди для получения достаточной пластичности. Медь легко окисляется при высокой температуре в атмосфере воздуха. Но окисленная медь пористая, все еще мягкая и обычно не повреждает поверхность волокна после нагревания. И более толстый слой меди работает в качестве буферного слоя против напряжения наружного слоя. С другой стороны, скорость окисления никеля очень низка по сравнению с медью, хотя окисленный никель становится твердым и хрупким. Окисленный никель не хорош для внутреннего слоя из-за его твердости, но никелевый слой хорош для наружной поверхности, поскольку он служит в качестве препятствующего окислению слоя. Медь внутреннего слоя играет роль защитного слоя от механического распространения трещин или контакта с твердым и хрупким наружным слоем никеля.
В качестве параметрического изучения никеля и меди толщина меди более пяти (5) микрон, включая медь, осажденную методом химического восстановления, и более чем один (1) микрон электролитического никеля работает хорошо при высокой температуре в атмосфере воздуха. При повышении толщины меди или никеля потери при передаче повышаются из-за теплового напряжения на поверхности раздела между стеклом и металлом, и затем это вызывает потери на микроизгибах. Поэтому металлический слой менее 20 микрон дает лучшую характеристику потерь, чем обычные волокна с металлическим покрытием, полученные способом отверждения металла.
Трехслойную структуру предпочтительно получать последовательным способом осаждения меди методом химического восстановления и электролитического нанесения медного покрытия. Последовательный способ позволяет минимизировать толщину осажденной методом химического восстановления меди, поскольку достаточная толщина для механической обработки образуется путем добавления слоя электролитической меди к слою осажденной методом химического восстановления меди. Время проведения способа зависит от осажденной методом химического восстановления меди из-за ее медленной скорости осаждения по сравнению со способом нанесения электролитического покрытия. Это облегчает повышение скорости линии получения из-за фиксированной длины гальванической ванны, а скорость осаждения ограничивает время способа, а именно, толщину гальванопокрытия. Настоящее изобретение обеспечивает способ производства для получения достаточной толщины металла путем последовательного добавления покрытия электролитического металла к покрытию осажденного методом химического восстановления металла на оптическое волокно без контакта с твердым материалом, пока оптическое волокно контактирует с электродом, таким образом способствуя повышению производительности.
Хотя предпочтительные варианты осуществления настоящего изобретения были показаны и описаны, специалистами в данной области техники в них могут быть сделаны модификации и изменения без отклонения от сущности и объема настоящего изобретения. Кроме того, следует понимать, что аспекты различных вариантов осуществления могут быть взаимозаменяемыми как в целом, так и частично. Кроме того, специалисты в данной области техники должны понимать, что вышеуказанное описание представлено только в качестве примера и не предназначено для ограничения настоящего изобретения, что далее описано в приложенной формуле изобретения.
Группа изобретений относится к способам получения оптического волокна с металлическим покрытием. Техническим результатом является сохранение пластичности оптического волокна после термической обработки. Способ получения оптического волокна с металлическим покрытием включает подачу отрезка стекловолокна через ванну с первым раствором для нанесения на него металла посредством осаждения методом химического восстановления. После этого пропускают отрезок стекловолокна непрерывно из ванны с первым раствором в ванну со вторым раствором для нанесения на него второго металла посредством электролитического покрытия. Оптическое волокно контактирует с электродом после нанесения части второго металла. При этом в способе дополнительно каждая из ванн с первым и вторым растворами содержит емкость с впускным отверстием и выпускным отверстием, через которые проходит отрезок стекловолокна в указанную емкость и из нее. При этом соответствующий раствор вытекает из указанных впускного и выпускного отверстий. 2 н. и 29 з.п. ф-лы, 7 ил., 4 пр.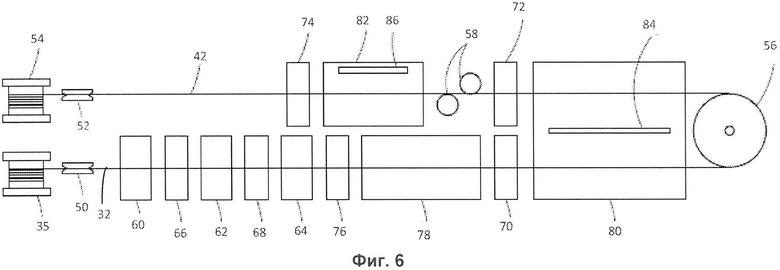
1. Способ получения оптического волокна с металлическим покрытием, причем указанный способ включает:
(а) подачу отрезка стекловолокна через ванну с первым раствором, чтобы наносить первый предопределенный металл на стекловолокно посредством осаждения методом химического восстановления; и
(б) пропускание указанного отрезка стекловолокна непрерывно из указанной ванны с первым раствором в ванну со вторым раствором, приспособленную для нанесения на него второго предопределенного металла посредством электролитического покрытия так, чтобы указанное оптическое волокно контактировало с электродом только после того, как по меньшей мере некоторая часть указанного второго предопределенного металла была нанесена.
2. Способ по п. 1, дополнительно включающий стадию:
(в) пропускания указанного отрезка стекловолокна непрерывно из указанной ванны со вторым раствором в ванну с третьим раствором, приспособленную для нанесения на него третьего предопределенного металла посредством электролитического покрытия.
3. Способ по п. 2, в котором указанный второй предопределенный металл представляет собой медь, а указанный третий предопределенный металл представляет собой никель.
4. Способ по п. 3, в котором указанный первый предопределенный металл представляет собой медь.
5. Способ по п. 4, в котором общая толщина указанного первого предопределенного металла и указанного второго предопределенного металла равна по меньшей мере около 5 мкм.
6. Способ по п. 5, в котором толщина указанного первого предопределенного металла не превышает около 0,5 мкм.
7. Способ по п. 4, в котором толщина указанного третьего предопределенного металла равна по меньшей мере около 0,5 мкм.
8. Способ по п. 1, в котором указанное стекловолокно имеет углеродный слой.
9. Способ по п. 1, в котором указанный электрод содержит первый электрод, интегрированный в первый шкив.
10. Способ по п. 9, в котором дополнительную толщину указанного второго предопределенного металла наносят на указанный отрезок стекловолокна после контакта с указанным первым шкивом.
11. Способ по п. 10, в котором указанный отрезок стекловолокна дополнительно контактирует со вторым электродом, интегрированным во второй шкив, после того, как указанную дополнительную толщину указанного предопределенного металла нанесли на него.
12. Способ по п. 10, в котором указанный отрезок стекловолокна огибает указанный первый шкив и повторно входит в указанную ванну со вторым раствором.
13. Способ по п. 1, в котором указанный отрезок стекловолокна сначала покрывают полимерным покрытием, которое удаляют перед указанной ванной с первым раствором.
14. Способ по п. 1, в котором указанное полимерное покрытие растворимо в воде.
15. Способ по п. 1, в котором каждая из указанных ванн с первым и вторым растворами содержит емкость с впускным отверстием и выпускным отверстием, через которые проходит отрезок стекловолокна в указанную емкость и из нее, причем соответствующий раствор вытекает из указанных впускного и выпускного отверстий.
16. Способ по п. 1, в котором после выхода из указанной ванны со вторым раствором указанный отрезок стекловолокна огибает первый шкив и повторно входит в указанную ванну со вторым раствором.
17. Способ получения оптического волокна с металлическим покрытием, причем указанный способ включает:
(а) подачу отрезка стекловолокна через ванну с первым раствором, чтобы наносить первый предопределенный металл на стекловолокно посредством осаждения методом химического восстановления; и
(б) пропускание указанного отрезка стекловолокна непрерывно из указанной ванны с первым раствором в ванну со вторым раствором, приспособленную для нанесения на него второго предопределенного металла посредством электролитического покрытия так, чтобы указанное оптическое волокно контактировало с электродом только после того, как по меньшей мере некоторая часть указанного второго предопределенного металла была нанесена,
при этом каждая из указанных ванн с первым и вторым растворами содержит емкость с впускным отверстием и выпускным отверстием, через которые проходит отрезок стекловолокна в указанную емкость и из нее, причем соответствующий раствор вытекает из указанных впускного и выпускного отверстий.
18. Способ по п. 17, дополнительно включающий стадию:
(в) пропускания указанного отрезка стекловолокна непрерывно из указанной ванны со вторым раствором в ванну с третьим раствором, приспособленную для нанесения на него третьего предопределенного металла посредством электролитического покрытия.
19. Способ по п. 18, в котором указанный второй предопределенный металл представляет собой медь, а указанный третий предопределенный металл представляет собой никель.
20. Способ по п. 19, в котором указанный первый предопределенный металл представляет собой медь.
21. Способ по п. 20, в котором общая толщина указанного первого предопределенного металла и указанного второго предопределенного металла равна по меньшей мере около 5 мкм.
22. Способ по п. 21, в котором толщина указанного первого предопределенного металла не превышает около 0,5 мкм.
23. Способ по п. 20, в котором толщина указанного третьего предопределенного металла равна по меньшей мере около 0,5 мкм.
24. Способ по п. 17, в котором указанное стекловолокно имеет углеродный слой.
25. Способ по п. 17, в котором указанный электрод содержит первый электрод, интегрированный в первый шкив.
26. Способ по п. 25, в котором дополнительную толщину указанного второго предопределенного металла наносят на указанный отрезок стекловолокна после контакта с указанным первым шкивом.
27. Способ по п. 26, в котором указанный отрезок стекловолокна дополнительно контактирует со вторым электродом, интегрированным во второй шкив, после того, как указанную дополнительную толщину указанного предопределенного металла нанесли на него.
28. Способ по п. 26, в котором указанный отрезок стекловолокна огибает указанный первый шкив и повторно входит в указанную ванну со вторым раствором.
29. Способ по п. 17, в котором указанный отрезок стекловолокна сначала покрывают полимерным покрытием, которое удаляют перед указанной ванной с первым раствором.
30. Способ по п. 17, в котором указанное полимерное покрытие растворимо в воде.
31. Способ по п. 17, в котором после выхода из указанной ванны со вторым раствором указанный отрезок стекловолокна огибает указанный первый шкив и повторно входит в указанную ту же ванну со вторым раствором.
| US 5093880 А, 03.03.1992 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| US 4932749 A, 12.07.1990 | |||
| 0 |
|
SU162546A1 | |
| СПОСОБ ПОЛУЧЕНИЯ БАЗАЛЬТОВЫХ ВОЛОКОН | 1992 |
|
RU2039715C1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |

