Область техники, к которой относится изобретение
Изобретение относится к аддитивным технологиям и может быть использовано при изготовлении в машиностроении, промышленности, науке, образовании, проектировании, медицине и многих других сферах, предназначено для высокоскоростной цветной FDM 3D-печати методом послойного наплавления (англ. Fused deposition modeling (FDM)). Изобретение позволяет создавать условия для корректного, высокоскоростного, послойного, нанесения печатного материала различных оттенков и цветов (за счет смешивания печатного материала в различных пропорциях и отслеживания оттенков и цветов посредством цифрового датчика цвета), в зависимости от заданного управляющей программой участка в котором происходит нанесение слоя большего или меньшего объема печатного материала под давлением с последующим принудительным охлаждением, что дает возможность выращивать объекты с высокой скоростью, без потери качества конечного изделия.
Уровень техники
Наиболее близкой по технической сущности является выбранная за прототип печатная головка, устанавливаемая в FDM 3D-принтеры представленные фирмой Solidoodle [http://www.solidoodle.com/] в конструкции которой заложено сопло одного диаметра, выдающего расплавленный печатный монохромный материал, выделяющийся под действием шагового двигателя. Изменение цвета материала возможно только при его полной замене, а так же увеличение либо уменьшения диаметра наносимого послойно материала возможно только при замене сопла печатной головки, которое можно осуществить в момент технического обслуживания 3D-принтера. Охлаждение материала происходит естественным путем без дополнительных источников охлаждения.
Способ, описанный в прототипе, состоит из следующих операций:
- В FDM 3D-принтер устанавливают бобину с «леской» пластика - ABS, PLA и др.,
- посредством шагового двигателя пластик подается в печатную головку, а так же за счет частоты поворота шкива шагового двигателя осуществляется выход расплавленного пластика из сопла печатной головки
- Печатная головка FDM 3D-принтера перемещается в системе координат X, Y, Z в соответствии с управляющей программой, заданной для выбранной 3D-модели, и производит послойное нанесение расплавленного пластика для 3D-печати 3D-модели.
Причины, препятствующие получению требуемого результата
Прототип имеет недостаток в том, что изначально печать осуществляется через сопло без возможности смены на другое с меньшим или большим диаметра отверстия, через которое подается печатный материал в реальном времени (в период 3D-печати). То есть не возможно в заданных зонах, где требуется нанесение материала большего объема и повышение скорости 3D-печати, а соответственно заполнение печатным материалом участка воспроизводимой 3D-модели. Кроме этого за счет пассивного охлаждения печатного материала увеличение скорости в нанесении нового слоя на предыдущий не достаточно охлажденный слой невозможно, так как это влечет за собой значительное снижение качества конечного продукта и зачастую брак конечного изделия. Так же в результате подачи сугубо одного монохромного материала цветная печать и возможность получения оттенков в изготавливаемом изделии на 3D-принтере невозможны.
Раскрытие изобретения
Технический результат
Устройство высокоскоростной печатной головки для 3D принтера, с возможностью цветной 3D-печати призвано обеспечить высокоскоростную FDM 3D-печать, а так же создание 3D-модели в цвете, с увеличением скорости печати в три и более раз.
Устройство высокоскоростной печатной головки для 3D-принтера, с возможностью цветной 3D-печати представляет собой резервуар, разделенный на три не сообщающихся между собой полости. Верхняя крышка печатной головки представляет собой механизм, включающий с внешней стороны три подающих печатный материал канала в каждую из отельных полостей резервуара, а с внутренней стороны расположен механизм обрезки подаваемого печатного материала, приводимый в действие за счет пневматического привода, одновременно выполняющий функцию герметизации всего резервуара. Над верхней крышкой печатной головки расположен двухосный шаговый двигатель, одна ось которого приводить в движение насадку для смешивания расплавленного печатного материала, вторая ось приводит в движения механизм замены разнодиаметральных вкладышей печатной головки. В конструкции резервуара в каждую из 3 полостей установлены нагревательные элементы для плавления подаваемого печатного материала и поддержания его в заданной температуре (уровень температуры, способный придавать печатному материалу жидкое агрегатное состояние, позволяющее осуществлять технические манипуляции внутри печатной головки и производить 3D-печать), позволяющей производить смешивание печатных материалов и 3D-печать, а так же в конструкции резервуара в каждую из 3 полостей установлены датчики уровня расплавленного печатного материала. В верхнюю часть каждой из 3 полостей резервуара печатной головки установлены клапаны для подачи сжатого воздуха.
Возможность цветной 3D-печати обусловлена подачей в каждую из трех полостей резервуара печатного материала различного цвета. Ниже резервуара расположена камера для смешивания и получения цвета либо оттенка расплавленного печатного материала для 3D-печати, в которой установлена трехлопастная лопатка, приводимая в действие за счет двухосного шагового двигателя, а так же внутри камеры для смешивания вмонтирован датчик цвета, позволяющий получить печатный материал необходимого цвета либо оттенка при перемешивании. Ниже камеры смешивания находиться установлено сопло, в конструкции сопла печатной головки установлен нагревательный элемент для поддержания заданной температуры расплавленного печатного материала, позволяющей производить 3D-печать, так же в конструкции сопла располагается профильное технологическое отверстие, в котором перемещается механизм замены разнодиаметральных вкладышей печатной головки. В конструкции печатной головки расположена система принудительного воздушного охлаждения расплавленного печатного материала сразу после нанесения на 3D-модель.
Средняя скорость 3D-печати FDM 3D-принтера составляет 50 мм/с и для печати тела объемом 1 см3 требуется 9 мин. 15 с, при этом используется сопло одного диаметра, замена в процессе печати невозможно и требует остановки работы 3D-принтера, а так же отменяет возможность ведения печати с установленным соплом другого диаметра на ранее изготавливаемой 3D-модели.
При использовании устройства высокоскоростной печатной головки для 3D принтера, с возможностью цветной 3D-печати скорость печати тела объемом 1 см3 увеличивается в три и более раза за счет использования разнодиаметральных вкладышей без остановки 3D-печати, и заполнения изготавливаемой 3D-модели большим объемом печатного материала, в допустимых областях (где больший объем нанесенного печатного материала не наносит визуального либо технического дефекта изготавливаемой 3D-модели) за одну единицу времени. Использование системы принудительного воздушного охлаждения сжатым воздухом расплавленного печатного материала сразу после его нанесения на 3D-модель и как следствие быстрое отверждение, так же увеличивает скорости нанесение следующего слоя при 3D-печати и улучшения качества изготавливаемого 3D-прототипа.
Спроектированное устройство высокоскоростной печатной головки для 3D-принтера, с возможностью цветной 3D-печати дает возможность производить высокоскоростную цветную FDM 3D-печать.
Осуществление изобретения
3D-печать осуществляется на 3D-принтере, в конструкции которого установлено устройство высокоскоростной печатной головки для 3D принтера, с возможностью цветной 3D-печати.
При этом подача печатного материала осуществляется через верхнюю крышку в каждую из 3 полостей резервуара, и нагреваются до заданной температуры. Объем заполнения печатного материала контролируется датчиком уровня расплавленного печатного материала. По достижению заданного объема, подача печатного материала отсекается механизмом обрезки подаваемого печатного материала, установленным в крышке печатной головки, а так же герметизируется каждая из трех полостей резервуара. Затем через клапаны для подачи сжатого воздуха в полости нагнетается воздушная масса под давлением, и жидкий печатный материал перемещается в камеру для смешивания и получения цвета либо оттенка. Цвет или оттенок определяется датчиком цвета. Полученный расплавленный печатный материал выходит через сопло печатной головки и послойно наноситься на платформу 3D - принтера, печатая заданную 3D-модель.
При этом замена разнодиаметральных вкладышей в конструкции сопла с меньшего на большее, производиться без остановки печати в области 3D-модели, где необходимо подавать печатный материал большего объема. Быстрое отверждение наносимого в момент 3D-печати печатного материала достигается системой принудительного воздушного охлаждения.
Предлагаемое устройство высокоскоростной печатной головки для 3D-принтера, с возможностью цветной 3D-печати, позволит осуществлять 3D-печать высокого качества, с широкой гаммой цветовой палитры и высокой скоростью.
Порядок выполнения действий во время реализации предлагаемого способа
Печатный материал подается в резервуар печатной головки и заполняет каждую из трех камер. За счет нагревательных элементов, расположенных в конструкции каждой полости, печатный материал преобразуется в жидкое состояние, затем по сигналу датчика уровня расплавленного печатного материала отсекается его подача механизмом обрезки, а так же создается герметичность каждой из полостей печатной головки. Для перемещения расплавленного печатного материала в камеру смешения в каждую полость резервуара печатной головки нагнетается сжатый воздух под давлением, и расплавленный печатный материал перемещается в камеру смешения, где при перемешивании достигается необходимый цвет либо оттенок по данным датчика цвета. Далее расплавленный печатный материал подается в сопло печатной головки, откуда в большем либо меньшем объеме, в зависимости от выбранного диаметра сменного сопла и давления подается на 3D-печать, при этом принудительно охлаждается при выращивании (3D-печати) тела 3D-модели.
Таким образом, реализуется цифровой способ FDM 3D-печати с использованием устройство высокоскоростной печатной головки для 3D-принтера, с возможностью цветной 3D-печати.
Перечень фигур чертежей и иных материалов
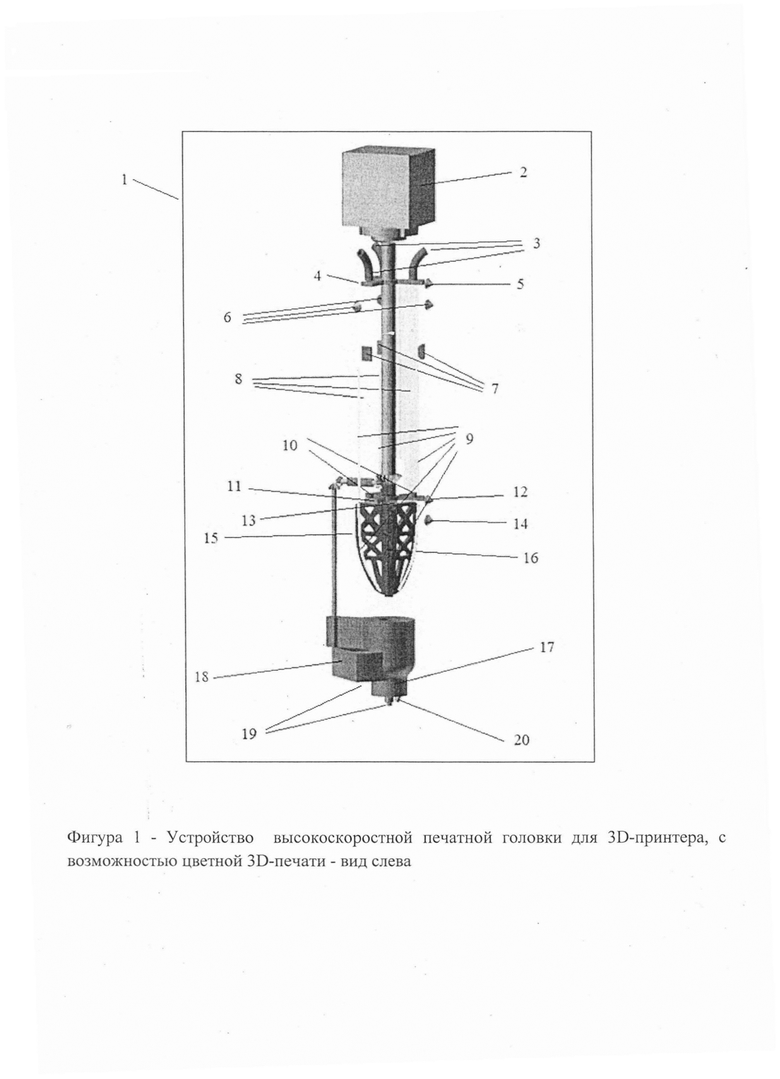
На представленной фиг. 1 изображено устройство высокоскоростной печатной головки для 3D принтера, с возможностью цветной 3D-печати - вид слева: 1 - устройство высокоскоростной печатной головки для 3D принтера, с возможностью цветной 3D-печати; 2 - шаговый двигатель двухосный; 3 - каналы для подачи печатного материала в три полости резервуара печатной головки; 4 - механизм обрезки печатного материала; 5 - клапан пневматического привода механизма обрезки; 6 - клапаны подачи сжатого воздуха в 3 полости резервуара печатной головки; 7 - датчики уровня печатного материала; 8 - резервуар печатной головки, разделенный на три полости; 9 - нагревательные элементы; 10 - каналы для подачи печатного материала в камеру смешивания; 11 - механизм герметизации камеры для смешивания; 12 - клапан пневматического привода механизма герметизации; 13 - датчик цвета; 14 - клапаны подачи сжатого воздуха в камеру для смешивания; 15 - камера для смешивания печатного материала; 16 - трехлопастная лопатка; 17 - сопло печатной головки; 18 - механизм замены разнодиаметральных вкладышей печатной головки; 19 - разно диаметральные вкладыш печатной головки; 20 - система принудительного воздушного охлаждения.
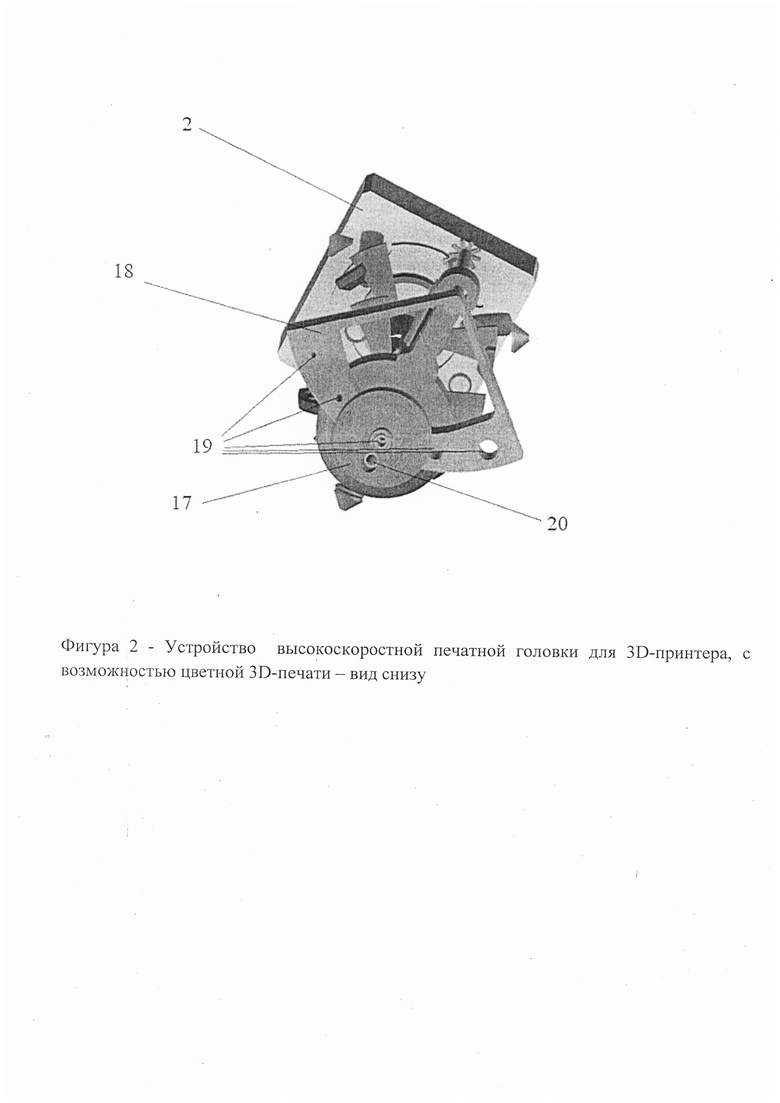
На представленной фиг. 2 изображено устройство высокоскоростной печатной головки для 3D-принтера, с возможностью цветной 3D-печати - вид снизу: 2 - шаговый двигатель двухосный; 18 - механизм замены разнодиаметральных вкладышей печатной головки; 19 - разнодиаметральные вкладыши печатной головки; 17 - сопло печатной головки; 20 - система принудительного воздушного охлаждения.
На представленном рис. 1 изображено устройство высокоскоростной печатной головки для 3D-принтера, с возможностью цветной 3D-печати в аксонометрической проекции.
Сведения, подтверждающие возможность осуществления изобретения
В изобретении предлагается применять при 3D-печати устройство высокоскоростной печатной головки для 3D принтера, с возможностью цветной 3D-печати, ввиду явных преимуществ последнего, отмеченных выше.
Описание устройства в статике
Предложенное устройство высокоскоростной печатной головки для 3D принтера, с возможностью цветной 3D-печати отображенное на фиг.1 и фиг.2, а так же рис. 1 -предназначено для высокоскоростной цветной FDM 3D-печати и может быть широко применено в изготовление прототипов разработанных 3D-моделей, в машиностроении для изготовления деталей различной техники и элементов конструкции, в пищевой промышленности в качестве устройства для нанесения пищевых смесей при приготовлении кондитерских изделий, а так же в других отраслях, где применяется FDM 3D-печать. Устройство высокоскоростной печатной головки для 3D принтера, с возможностью цветной 3D-печати содержит шаговый двигатель двухосный 2 (фиг. 1, фиг. 2), ниже которого расположен резервуар печатной головки, разделенный на три полости 8 (фиг. 1), в верхней части резервуара установлены каналы для подачи печатного материала в три полости резервуара печатной головки 3 (фиг. 1), ниже каналов находиться механизм обрезки печатного материала 4 (фиг. 1) и клапан пневматического привода механизма обрезки 5 (фиг. 1). Каждая из трех полостей резервуара печатной головки содержит клапаны подачи сжатого воздуха 6 (фиг. 1), а так же датчики уровня печатного материала 7 (фиг. 1) и нагревательные элементы 9 (фиг. 1). На дне трех полостей резервуара печатной головки расположены каналы для подачи печатного материала в камеру смешивания 10 (фиг. 1) ниже - механизм герметизации камеры для смешивания 11 (фиг. 1), а так же клапан пневматического привода механизма герметизации 12 (фиг. 1). За резервуаром следует камера для смешивания печатного материала 15 (фиг. 1), внутри которой установлены датчик цвета 13 (фиг. 1), клапаны подачи сжатого воздуха в камеру для смешивания 14 (фиг. 1) и трехлопастная лопатка 16 (фиг. 1) закрепленная на оси двухосного шагового двигателя 2 (фиг. 1, фиг. 2). На выходе из камеры для смешивания закреплено сопло печатной головки 17 (фиг. 1, фиг. 2) в профильном отверстии которой размещается механизм замены разнодиаметральных вкладышей печатной головки 18 (фиг. 1, фиг. 2), имеющей в своей конструкции разнодиаметральные вкладыш печатной головки 19 (фиг. 1, фиг. 2). Нижняя часть сопла печатной головки дополнена системой принудительного воздушного охлаждения 20 (фиг. 1, фиг. 2)
Описание устройства в работе
Предлагаемое устройство высокоскоростной печатной головки для 3D принтера, с возможностью цветной 3D-печати 1 (фиг. 1) в конструкции которой расположен резервуара печатной головки разделенный на три полости 8 (фиг. 1) в который через каналы 3 (фиг. 1) подается печатный материал и механизмом обрезки печатного материала 4 (фиг. 1) по заполнению до необходимого уровня, определяемого датчиком уровня печатного материала 7 (фиг. 1), герметизируются три полости резервуара печатной головки. Механизм обрезки приводит в действие через клапан пневматического привода механизма обрезки 5 (фиг. 1). Подаваемый печатный материал доводиться до заданной температуры с помощью нагревательных элементов 9 (фиг. 1). Затем под давлением нагнетаемым от через клапаны подачи сжатого воздуха в три полости резервуара печатной головки 6 (фиг. 1) перемещается в камеру для смешивания печатного материала 15 (фиг. 1), через каналы для подачи печатного материала в камеру смешивания 10 (фиг. 1). Подача печатного материала в камеру смешения регулируется механизмом герметизации камеры для смешивания 11 (фиг. 1), приводимым в действие клапаном пневматического привода механизма герметизации 12 (фиг. 1).
На верхней части печатной головки установлен двухосный шаговый двигатель 2 (фиг. 1, фиг. 2), одна из осей которого снабжена трехлопастной лопаткой 16 (фиг. 1), расположенной в камере смешивания. Необходимы цвет либо оттенок печатного материала достигается смешиванием печатного материала трехлопастной лопаткой под контролем датчиком цвета 13 (фиг. 1), расположенным в камере для смешивания. Заданная температура печатного материала в камере для смешивания поддерживается за счет нагревательных элементов нагревательных элементов 9 (фиг. 1).
Затем печатный материал поступает в сопло печатной головки 17 (фиг. 1, фиг. 2) под давлением, подаваемым через клапаны подачи сжатого воздуха в камеру для смешивания 14 (фиг. 1).
В области 3D-модели, во время 3D-печати, где необходим больший или меньший объем подачи печатного материала проходящего через вкладыш печатной головки 19 (фиг. 1, фиг. 2) существует возможность замены вкладыша печатной головки, не прекращая печать. Замена вкладыша печатной головки осуществляется через механизм замены разнодиаметральных вкладышей печатной головки 18 (фиг. 1, фиг. 2), приводимы в действие второй осью шагового двигателя 2 (фиг. 1, фиг. 2). Поданный на 3D-модель в момент 3D-печати печатный материал быстро остывает через систему принудительного воздушного охлаждения 20 (фиг. 1, фиг. 2)
Вышеуказанная техническая компоновка в устройстве высокоскоростной печатной головки для 3D принтера, с возможностью цветной 3D-печати обеспечивает высокоскоростную обработку печатного материала, изменение объема нанесения печатного материала без остановки 3D-печати, а так же высокоскоростную FDM 3D-печать в цвете.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГОСОПЕЛЬНОЙ 3D ПЕЧАТИ ИЗДЕЛИЯ | 2022 |
|
RU2797512C1 |
| Промышленный 3D-принтер для высокотемпературной печати | 2021 |
|
RU2770997C1 |
| 3D-ПРИНТЕР ДЛЯ ПАРАЛЛЕЛЬНОЙ ПЕЧАТИ | 2019 |
|
RU2719528C1 |
| Способ упрочнения 3D-печатных конструкций | 2020 |
|
RU2750426C1 |
| Наязвенник и способ его изготовления (варианты) | 2021 |
|
RU2774810C1 |
| Пищевой 3D-принтер | 2023 |
|
RU2827097C1 |
| Способ послойной печати одноцветных и многоцветных изделий | 2018 |
|
RU2692895C1 |
| Способ получения изделия на неотделяемой полимерной подложке методом FDM-печати | 2024 |
|
RU2825940C1 |
| Способ создания 3D-объекта из материалов, имеющих низкую адгезионную прочность между собой, и устройство для его реализации | 2020 |
|
RU2751442C1 |
| ЭКСТРУДЕР 3Д ПРИНТЕРА C КОНВЕКЦИОННЫМ НАГРЕВОМ | 2020 |
|
RU2745944C1 |

Устройство высокоскоростной печатной головки для 3D-принтера, с возможностью цветной 3D-печати призвано обеспечить быстрое нанесение больших объемов печатного материала при 3D-печати 3D-модели высокого качества, с широкой гаммой цветовой палитры. В традиционный способ FDM 3D-печати вводиться, вместо существующей печатной головки, устройство высокоскоростной печатной головки для 3D-принтера, с возможностью цветной 3D-печати, в его конструкции расположен резервуар, в который подается полимер для 3D-печати, разделенный на три не сообщающихся между собой полости, в каждой полости постоянно поддерживается заданная температура поданного в него печатного материала в рабочем состоянии - способном для 3D-печати за счет нагревательных элементов, а так в нижней части резервуара располагается камера смешивания и получения однородного цвета либо оттенка расплавленного печатного материала, подаваемого под давлением через выпускное отверстие из каждого контейнера с расположенным внутри полости для смешивания миксером, а также на выходе из полости для смешивания установлено сопло печатной головки с заменяемыми разнодиаметральными вкладышами для нанесения различного объема печатного материала и увеличения скорости печати, при этом расплавленный печатный материал, вышедший из сопла, принудительно охлаждается потоком сжатого воздуха. 13 з.п. ф-лы, 3 ил.
1. Устройство высокоскоростной печатной головки для 3D-принтера, с возможностью цветной 3D-печати, расположенное в конструкции 3D-принтера и позиционирующееся по декартовой системе координат, послойно наносящее печатный материал через сопло, отличающееся тем, что имеет в своей конструкции резервуар, в который подается печатный материал для 3D-печати, разделенный на три не сообщающихся между собой полости, каждая полость постоянно поддерживает температуру подаваемого в него печатного материала в рабочем состоянии - способном к смешиванию и 3D-печати за счет нагревательных элементов, а так в нижней части резервуара располагается камера смешивания и получения однородного цвета либо оттенка печатного материала, подаваемого под давлением через выпускное отверстие из полости в камеру для смешивания с расположенным внутри смесителем, а также на выходе из камеры для смешивания расположено сопло печатной головки с быстро заменяемыми разнодиаметральными вкладышами для нанесения различного объема печатного материала и увеличения скорости печати, расплавленный печатный материал, вышедший из сопла, принудительно охлаждается потоком воздуха.
2. Устройство по п. 1, отличающееся тем, что в конструкции крышки резервуара расположен механизм обрезки подаваемого в три полости печатного материала, приводимый в действие пневматическим приводом, одновременно выполняющим функцию герметизации всего резервуара.
3. Устройство по п. 1, отличающееся тем, что в конструкции печатной головки расположен двухосный шаговый двигатель, одна ось которого приводит в движение насадку для смешивания расплавленного печатного материала, вторая ось приводит в движение механизм замены разнодиаметральных вкладышей печатной головки, оси шагового двигателя соосны, при этом ось, приводящая в движение насадку для смешивания расплавленного печатного материала, проходит внутри оси приводящей в движение механизм замены разнодиаметральных вкладышей печатной головки.
4. Устройство по п. 1, отличающееся тем, что в конструкции резервуара в каждую из трех полостей установлены нагревательные элементы для плавления подаваемого печатного материала и поддержания его в заданном температурном диапазоне, позволяющем производить смешивание печатных материалов и 3D-печать.
5. Устройство по п. 1, отличающееся тем, что в конструкции резервуара в каждую из трех полостей установлены датчики уровня расплавленного печатного материала.
6. Устройство по п. 1, отличающееся тем, что в конструкции резервуара в каждую из трех полостей установлены клапаны для подачи сжатого воздуха, перемещающего печатный материал в камеру для смешивания.
7. Устройство по п. 1, отличающееся тем, что ниже резервуара расположена камера для смешивания и получения цвета либо оттенка расплавленного печатного материала для 3D-печати.
8. Устройство по п. 1, отличающееся тем, что в конструкции перегородки между основным резервуаром и камерой для смешивания расположен механизм герметизации камеры для смешивания, приводимый в действие за счет пневматического привода.
9. Устройство по п. 1, отличающееся тем, что в камере для смешивания установлены нагревательные элементы для поддержания печатного материала в заданном температурном диапазоне, позволяющем производить смешивание печатных материалов и 3D-печать.
10. Устройство по п. 1, отличающееся тем, что в камере для смешивания расположена трехлопастная лопатка, приводимая в действие за счет двухосного шагового двигателя.
11. Устройство по п. 1, отличающееся тем, что в камере для смешивания расположен датчик цвета для определения необходимого цвета либо оттенка расплавленного печатного материала.
12. Устройство по п. 1, отличающееся тем, что в камере для смешивания установлен клапан для подачи сжатого воздуха, перемещающего печатный материал в сопло печатной головки.
13. Устройство по п. 1, отличающееся тем, что в конструкции сопла печатной головки располагается профильное технологическое отверстие, в котором перемещается механизм замены разнодиаметральных вкладышей печатной головки.
14. Устройство по п. 1, отличающееся тем, что в конструкции печатной головки расположена система принудительного воздушного охлаждения расплавленного печатного материала при выходе из сопла печатной головки.
| WO 2016030405 A1, 03.03.2016 | |||
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |

