Изобретение относится к области машиностроения, преимущественно к полуавтоматическим токарным станкам для обработки без снятия колес с рельсовых транспортных средств.
Известен мобильный полуавтоматический токарный станок для обработки поверхности катания колесной пары рельсового транспортного средства, содержащий станину со средствами крепления к рельсу, по меньшей мере, в двух поперечных сечениях с возможностью регулирования продольного и поперечного смещения, режущий инструмент, закрепленный на верхнем суппорте, который расположен с возможностью перемещения посредством привода, установленного в подшипниковых опорах на нижнем суппорте по оси Y на продольных направляющих, установленных на верхней поверхности нижнего суппорта, который расположен с возможностью перемещения посредством привода, установленного в подшипниковых опорах на станине, по оси Х на поперечных направляющих, установленных на станине, формозадающее устройство с копиром в виде пластины, в средней части которой выполнена сквозная фигурная прорезь L, имеющая форму, соответствующую профилю обрабатываемого колеса и ориентированная идентично образующей профиля поверхности его катания, копирующий элемент, связанный с верхним суппортом и установленный с возможностью перемещения в прорези L упомянутой пластины с контактированием с ее рабочей поверхностью, распорку регулируемой длины, прикрепленную одним концом к станине и выполненную с возможностью зацепления другим концом к рельсу, противолежащему рельсу, к которому прикреплена станина, и опору регулируемой длины, установленную под станиной в зоне крепления распорки, при этом верхний суппорт и пластина копира установлены в параллельных плоскостях с наклоном на угол α=0°-45° в сторону, противоположную расположению на верхнем суппорте режущего инструмента (международная заявка PCT/US2012/036755 (публикация WO 2012154660), МПК B23B 5/28, 15.11.2012).
Данное техническое решение является наиболее близким к изобретению по технической сущности и достигаемому результату, поэтому принято за прототип.
К недостаткам конструкции следует отнести невысокое качество обработки колёс из-за неравномерного перемещения режущего инструмента, вызванного скользящими соединениями движущихся монтажного столика и суппортов, а также трением скольжения копировального элемента на рабочей поверхности копира, а также значительного смещения его линии действия от оси режущего инструмента.
Технический результат заключается в повышении качества обработки за счёт увеличения плавности хода режущего инструмента путем его перемещения на роликовых каретках шарико-винтовыми механизмами и роликовым копировальным элементом.
Ниже приведены общие и частные существенные признаки, характеризующие причинно-следственную связь изобретения с указанным техническим результатом.
Мобильный полуавтоматический токарный станок содержит станину со средствами крепления к рельсу, по меньшей мере, в двух поперечных сечениях с возможностью регулирования продольного и поперечного смещения. Станок имеет режущий инструмент, закрепленный на верхнем суппорте, который расположен с возможностью перемещения посредством привода, установленного в подшипниковых опорах на нижнем суппорте по оси Y на продольных направляющих, установленных на верхней поверхности нижнего суппорта. Нижний суппорт расположен с возможностью перемещения посредством привода, установленного в подшипниковых опорах на станине, по оси Х на поперечных направляющих, установленных на станине. Он снабжен формозадающим устройством с копиром в виде пластины, в средней части которой выполнена сквозная фигурная прорезь L, имеющая форму, соответствующую профилю обрабатываемого колеса и ориентированная идентично образующей профиля поверхности его катания, копирующим элементом, связанным с верхним суппортом и установленным с возможностью перемещения в прорези L упомянутой пластины с контактированием с ее рабочей поверхностью. Станок содержит распорку регулируемой длины, прикрепленную одним концом к станине и выполненную с возможностью зацепления другим концом к рельсу, противолежащему рельсу, к которому прикреплена станина, и опору регулируемой длины, установленную под станиной в зоне крепления распорки. Верхний суппорт и пластина копира установлены в параллельных плоскостях с наклоном на угол α=0°-45° в сторону, противоположную расположению на верхнем суппорте режущего инструмента. Станок снабжен 8-ю роликовыми каретками, подвижно установленными на продольных и поперечных направляющих и прикрепленных соответственно к верхнему и нижнему суппортам. Упомянутые приводы выполнены в виде шарико-винтовых приводов (ШВП), Каждый конец винта привода ШВП – Х соединен с редуктором, имеющим входной вал, выполненный с возможностью выборочной установки на нём съемного воротка в зависимости от обработки правого или левого колеса колесной пары. Ходовая гайка привода ШВП-Х связана с нижним суппортом, а ходовая гайка привода ШВП-Y закреплена на верхнем суппорте.
Пластина копира разъемно закреплена с возможностью её регулируемой продольной и поперечной юстировки на скошенных торцах стоек, установленных на станине и разнесённых относительно продольной оси пластины. Копирующий элемент выполнен в виде ролика, установленного на поводке, закрепленном на верхнем суппорте, и контактирующего при перемещении с задней по отношению к нему рабочей поверхностью прорези L, выполненной в соответствии с упомянутым профилем. Прикрепление указанной распорки к станине расположено на её противолежащей стороне по отношению к установленному воротку привода ШВП-Х.
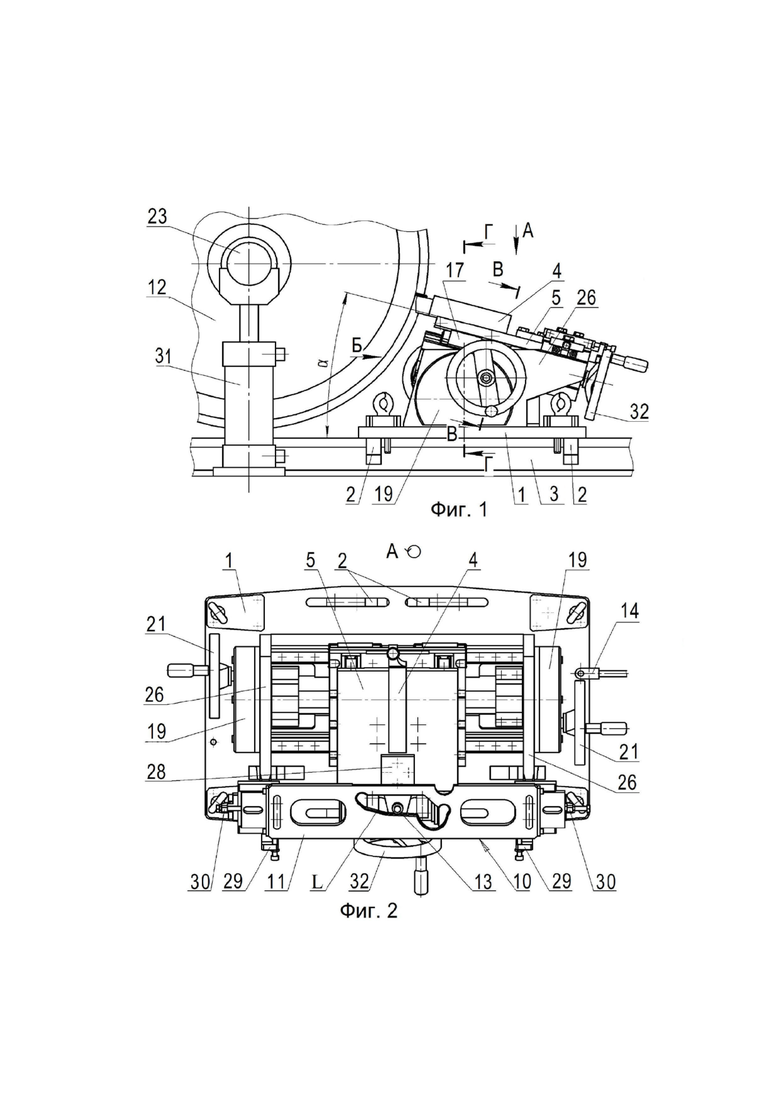
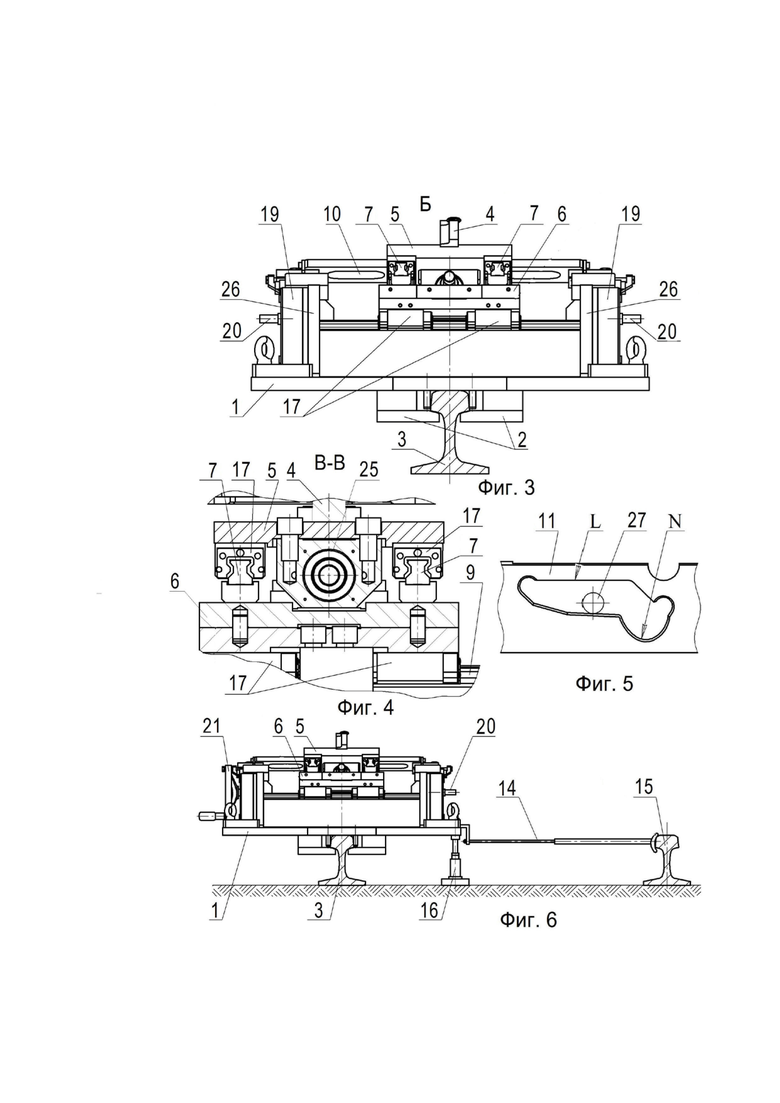
Устройство иллюстрируется чертежами, где: на фиг.1 представлен вид сбоку станка при профилировании левого колеса; на фиг.2 - вид сверху станка, условно показаны два воротка привода ШВП-Х; на фиг.3 - вид А на фиг.2; на фиг.4 - разрез Б-Б на фиг.1; на фиг.5 - копир; на фиг.6 - вид А на фиг.2 станина с распоркой; на фиг.7 показан общий вид станка в изометрии; на фиг.8 показано профилирование правого колеса; на фиг.9 разрез В-В- на фиг.1.
Мобильный полуавтоматический токарный станок содержит содержит станину 1 со средствами крепления 2 к рельсу 3, по меньшей мере, в двух поперечных сечениях с возможностью регулирования продольного и поперечного смещения, режущий инструмент 4, закрепленный на верхнем суппорте 5.
Верхний суппорт 5 расположен с возможностью перемещения посредством привода, установленного в подшипниковых опорах (не показано) на нижнем суппорте 6 по оси Y на продольных 7 направляющих, установленных на верхней поверхности нижнего суппорта 6.
Нижний суппорт 6 расположен с возможностью перемещения посредством привода, установленного в подшипниковых опорах 8 на станине 1, по оси Х на поперечных 9 направляющих, установленных на станине 1.
Станок имеет формозадающее устройство 10 с копиром 11 в виде пластины, в средней части которой выполнена сквозная фигурная прорезь L, имеющая форму, соответствующую профилю обрабатываемого колеса 12 или 22 и ориентированная идентично образующей профиля поверхности его катания.
Копирующий элемент 13, связан с верхним суппортом 5 и установлен с возможностью перемещения в прорези L упомянутой пластины копира 11 с контактированием с ее рабочей поверхностью N.
Распорка 14 регулируемой длины, прикреплена одним концом к станине 1 и выполнена с возможностью зацепления другим концом к рельсу 15, противолежащему рельсу 3, к которому прикреплена станина 1.
Станок снабжен опорой 16 регулируемой длины, установленную под станиной 1 в зоне крепления распорки 14.
Верхний суппорт 5 и пластина копира 11 установлены в параллельных плоскостях с наклоном на угол α=0°-45° в сторону, противоположную расположению на верхнем суппорте 5 режущего инструмента 4.
Станок снабжен 8-ю роликовыми каретками 17, подвижно установленными на продольных 7 и поперечных 9 направляющих и прикрепленных соответственно к верхнему 5 и нижнему 6 суппортам.
Упомянутые приводы выполнены в виде шарико-винтовых приводов (ШВП), причем каждый конец винта 18 привода ШВП - Х соединен с редуктором 19, имеющим входной вал 20, выполненный с возможностью выборочной установки на нём съемного воротка 21 в зависимости от обработки левого 12 или правого 22 колеса колесной пары 23.
Ходовая гайка 24 привода ШВП-Х связана с нижним суппортом 6, а ходовая гайка 25 привода ШВП-Y закреплена на верхнем суппорте 5.
Пластина копира 11 разъемно закреплена с возможностью её регулируемой продольной и поперечной юстировки на скошенных торцах стоек 26, установленных на станине 1 и, разнесённых относительно продольной оси пластины копира 11.
Копирующий элемент 13 выполнен в виде ролика 27, установленного на поводке 28, закрепленном на верхнем суппорте 5, и контактирующего при перемещении с задней по отношению к нему рабочей поверхностью N прорези L, выполненной в соответствии с упомянутым профилем.
Прикрепление указанной распорки 14 к станине 1 расположено на её противолежащей стороне по отношению к установленному воротку 21 привода ШВП-Х.
Сравнение заявленного технического решения с уровнем техники известным из научно-технической и патентной документации на дату приоритета в основной и смежной рубриках не выявило средство, которому присущи признаки, идентичные всем признакам, содержащимся в предложенной заявителем формуле изобретения, включая характеристику назначения.
Т.е. совокупность существенных признаков заявленного решения ранее не была известна и не тождественна каким-либо известным техническим решениям, следовательно, оно соответствует условию патентоспособности "новизна".
Данное техническое решение промышленно применимо, поскольку в описании к заявке и названии изобретения указано его назначение, оно может быть осуществлено промышленным способом патент, осуществимо и воспроизводимо, а отличительные признаки, приведённые в формуле изобретения, позволяют получить новый технический результат, т.е. являются существенными.
Изобретение в том виде, как оно охарактеризовано в формуле, может быть осуществлено с помощью средств и методов, описанных в источнике - заявка WO 2012154660, ставшим общедоступным до даты приоритета изобретения.
Следовательно, заявленное техническое решение соответствует условию патентоспособности "промышленная применимость".
Анализ известных технических решений в данной области техники показал, что предложенное техническое решение не следует для специалиста явным образом из уровня техники, поскольку не выявлены решения, имеющие признаки, совпадающие с его отличительными признаками, а в выявленных таких решениях не подтверждена известность влияния отличительных признаков на указанный в материалах заявки технический результат.
Т.е. заявленное решение имеет признаки, которые отсутствуют в известных технических решениях, а использование этих признаков в заявленной совокупности существенных признаков дает возможность получить новый технический результат: повышение надёжности срабатывания обратного клапана.
Следовательно, предложенное техническое решение может быть получено только путём творческого подхода и неочевидно для среднего специалиста в этой области, т.е. имеет изобретательский уровень по сравнению с существующим уровнем техники.
Мобильное устройство работает следующим образом.
По данным измерений выбирают тот тип профиля колеса, который необходимо получить по окончании обточки и изготавливают по нему копир 11 с соответствующей прорезью L, в которой формируют соответствующий профиль N соприкасающийся с роликом 27, передающим изменения координаты Х через поводок 28 и верхний суппорт 5 на режущий инструмент 4.
Станок прикрепляется к рельсам 3 или 15 непосредственно у обрабатываемого колеса 12 или 22.
При этом для исключения угловых колебаний станка при обработке колеса 12 или 22 в зоне крепления распорки 14 устанавливается регулируемая опора 16.
Станина 1 выравнивается по уровню и закрепляется средствами крепления 2 к соответствующему рельсу 3 или 15, а также распоркой 14 и регулируемой опорой 16.
Для соответствия расположения копира 11 относительно профиля колеса 12 или 22, положение пластины копира 11 регулируется продольным 29 и поперечным 30 средствами юстировки.
Для удобства эксплуатации и обеспечение безопасности оператора винт ШВП-Х поперечной подачи имеет с двух торцов редукторы 19 с входными валами 20, на которые надевается съемный вороток 21 со стороны за рельсовым путем вне зоны вращения колёсной пары 1.
Перед приведением во вращение обтачиваемую колесную пару 22 вывешивают при помощи подъёмного механизма 31.
Прямая подача режущего инструмента осуществляется ШВП-У воротком 32 продольной подачи, который обеспечивает прижатие ролика 27 к рабочей поверхности N копира с заданным профилем.
В процессе обточки в автоматическом режиме датчиком измерений (не показано) осуществляется контроль процесса обработки с выдачей соответствующей информации оператору.
Использование изобретения позволяет повысить качество обработки за счёт увеличения плавности хода режущего инструмента путем его перемещения на роликовых каретках шарико-винтовыми механизмами и роликовым копировальным элементом.

Изобретение относится к области металлообработки и может быть использовано при обработке колес рельсовых транспортных средств. Устройство содержит станину и расположенный на ней двухкоординатный суппорт, имеющий соответствующие шарико-винтовые привода перемещения и направляющие, режущий инструмент, закрепленный на суппорте, формозадающее устройство и распорку регулируемой длины, установленную между станиной и противолежащим рельсом. Станина имеет возможность прикрепления по меньшей мере в двух поперечных сечениях к рельсу с возможностью регулирования её продольного и поперечного смещения. На станине разъемно с возможностью регулируемого продольного и поперечного перемещения установлено формозадающее устройство с пластиной копира, в средней части которой образована фигурная сквозная прорезь с формой, соответствующей типу профиля обрабатываемого колеса. В прорезе размещен ролик, установленный на поводке, закрепленном на верхнем суппорте. Использование изобретения позволяет повысить качество обработки колес. 9 ил.
Мобильный полуавтоматический токарный станок для обработки поверхности катания колесной пары рельсового транспортного средства, содержащий станину со средствами крепления к рельсу по меньшей мере в двух поперечных сечениях с возможностью регулирования продольного и поперечного смещения, режущий инструмент, закрепленный на верхнем суппорте, который расположен с возможностью перемещения посредством привода, установленного в подшипниковых опорах на нижнем суппорте, по оси Y на продольных направляющих, установленных на верхней поверхности нижнего суппорта, который расположен с возможностью перемещения посредством привода, установленного в подшипниковых опорах на станине, по оси Х на поперечных направляющих, установленных на станине, формозадающее устройство с копиром в виде пластины, в средней части которой выполнена сквозная фигурная прорезь, имеющая форму, соответствующую профилю обрабатываемого колеса и ориентированная идентично образующей профиля поверхности его катания, копирующий элемент, связанный с верхним суппортом и установленный с возможностью перемещения в прорези упомянутой пластины с контактированием с ее рабочей поверхностью, распорку регулируемой длины, прикрепленную одним концом к станине и выполненную с возможностью зацепления другим концом к рельсу, противолежащему рельсу, к которому прикреплена станина, и опору регулируемой длины, установленную под станиной в зоне крепления распорки, при этом верхний суппорт и пластина копира установлены в параллельных плоскостях с наклоном на угол α=0°-45° в сторону, противоположную расположению на верхнем суппорте режущего инструмента, отличающийся тем, что он снабжен роликовыми каретками, подвижно установленными на продольных и поперечных направляющих и прикрепленных соответственно к верхнему и нижнему суппортам, упомянутые приводы выполнены в виде шарико-винтовых приводов (ШВП), причем каждый конец винта привода ШВП-Х соединен с редуктором, имеющим входной вал, выполненный с возможностью выборочной установки на нём съемного воротка в зависимости от обработки правого или левого колеса колесной пары, при этом ходовая гайка привода ШВП-Х связана с нижним суппортом, а ходовая гайка привода ШВП-Y закреплена на верхнем суппорте, при этом пластина копира разъемно закреплена с возможностью её регулируемой продольной и поперечной юстировки на скошенных торцах стоек, установленных на станине и разнесённых относительно продольной оси пластины, а указанный копирующий элемент выполнен в виде ролика, установленного на поводке, закрепленном на верхнем суппорте, и контактирующего при перемещении с задней по отношению к верхнему суппорту рабочей поверхностью прорези, выполненной в соответствии с упомянутым профилем, причем прикрепление указанной распорки к станине расположено на её противолежащей стороне по отношению к установленному воротку привода ШВП-Х.
| WO 2012154660 A1, 15.11.2012 | |||
| СПОСОБ ПОЛУЧЕНИЯ ФОСФОРСОДЕРЖАЩИХ ПОЛИАРИЛАТОВ | 0 |
|
SU180336A1 |
| Способ выбора пределов измерения в электрическом мосте переменного тока | 1955 |
|
SU128534A1 |
| Водяной калориметр | 1955 |
|
SU105603A1 |
| US 2012067179 A1, 22.03.2012 | |||
| US 2013042731 A1, 21.02.2013 | |||
| US 2010005935 A1, 14.01.2010. | |||

